Настоящее изобретение относится к способу создания конструкционного сектора кольца аппарата Илизарова на основе композиционного материала с полимерной термореактивной матрицей, армированной объемной цельнотканой 3D преформой, с заданной армирующей структурой, образующей самостоятельные плановые технические отверстия.
Цельнотканая 3D преформа - это вытканная из углеродных нитей объемная армирующая решетка, соответствующая размерам и форме будущего изделия из полимерного композиционного материала. В объемной цельнотканой 3D преформе все армирующие элементы, представляющие собой углеродные нити, взаимопереплетенные в единую объемную структуру, всегда находятся в расчетных местах, в запроектированном расчетном положении, что обеспечивает постоянное качество изделий и единообразие физико-механических характеристик.
Самостоятельные плановые технические отверстия - отверстия, получаемые без механической обработки, планируются на стадии разработки структуры армирования 3D-тканой преформы.
Под армирующими нитями подразумеваются непрерывные углеродные нити.
Способ создания подразумевает разработку конструкционного элемента устройства внешней фиксации при переломе, используемому для коррекции кости и дистракции длины костного соединения или деформации кости во время перелома.
Композиционный элемент, в виде сектора кольца, полученный данным способом, можно использовать для формирования опорных элементов конструкции в виде колец, полуколец, 1/4 колец, которые являются рентгенопрозрачными. Объемная цельнотканая 3D преформа содержит множество тканых армирующих слоев, в структуре которых предусмотрены свободные от армирования зоны, обтекаемые армирующими нитями. Причем такие зоны формируются за счет определенной последовательности прокладывания уточной нити на челночном ткацком станке, при помощи которого возможно получить разворот уточной нити, обеспечивающий целостность кромок, то есть предотвращение осыпаемости нитей основы.
В дальнейшем, в процессе формования свободные от армирования зоны будут преобразованы в плановые технические отверстия, для элементов закрепления спиц аппарата. При формовании происходит укладка готовой объемной цельнотканой 3D преформы в пресс форму-оснастку, которая снабжена специальными выступами-шипами, которые при раздвижении свободных от армирования зон, позволяют создать плановые технические отверстия круглой формы. После чего осуществляется пропитка преформы под давлением, сушка и поверхностная механическая обработка готового композита, удаление облоя, не травмирующая целостность армирующей структуры изделия.
Такой способ получения отверстий предназначен для предотвращения ослабления жесткости конструкции и нарушения структуры армирования дополнительной механической обработкой. При этом отверстия второго ряда расположены в шахматном порядке относительно отверстий первого ряда для возможности более точного позиционирования спиц.
Цель хирургической репозиции отломков костей при помощи различных фиксирующих конструкций, обеспечивающих длительное устранение их подвижности - обеспечение стабильной фиксации отломков в правильном положении с сохранением функциональной оси сегмента, стабилизация зоны перелома для полного сращения.
Часто кольца и соединители многих костных фиксаторов и других медицинских устройств, в том числе аппаратов Илизарова, применяемых в реконструктивной хирургии выполнены из металла. Традиционно фиксирующие устройства изготавливают из медицинской нержавеющей стали, но при этом использование железа или стали имеет два основных недостатка - масса конструкций и не рентгенопрозрачность, что добавляет неудобства как пациенту, так и врачу.
Современные методики терапии и лечения переломов, а также реконструкции конечностей требуют существенного снижения веса, стойкости к химическим реагентам и рентгенопрозрачности аппарата при сохранении его основных функций, и в настоящее время все больше применяются новые легкие и рентгенопрозрачные материалы для колец и других деталей аппарата.
Последние научные разработки в области композиционных материалов, армированных специальными волокнами и нитями: стеклянными, углеродными и органическими, обладающими рядом уникальных свойств, позволяют помочь в решении этих вопросов. Например, применение углепластика в конструкциях для остеосинтеза позволяет снизить массу до 60% и обеспечить рентгенопрозрачность. Также для углепластиков характерны: высокая удельная прочность, жёсткость и стойкость к ударам; низкие коэффициенты термического расширения и трения; высокая износостойкость и устойчивость к воздействию агрессивных сред, к термическому и радиационному воздействию.
Из существующего уровня техники известно множество устройств внешней фиксации при переломе, используемых для коррекции кости и дистракции длины костного соединения или деформации кости.
В качестве наиболее близкого аналога, по наличию признаков, сходных с существенными признаками заявляемой полезной модели, принята плетеная композитная конструкция, устройство внешней фиксации переломов из углеродного волокна (патент Корея (KR) № 20200105352, МПК: A61B17/62; A61B17/64; A61B17/66; A61L31/02; заявка KR20190024418A·2019-02-28, опубликовано·2020-09-07, Патентообладатель RANS A&C CO LTD [KR], «Устройство внешней фиксации переломов из углеродного волокна»), где опорные кольца и стержни могут быть изготовлены из смеси ткани из углеродного волокна и термореактивной смолы, материала препрега, пропитанного смолой, или листового формовочного компаунда из углеродного волокна (SMC).
В данном аналоге кольцевой элемент изготовлен с использованием ткани из углеродного волокна или препрега быстроотвердевающего типа, ламинируется с обеих сторон внешнего слоя однонаправленным SMC из углеродного волокна, для повышения жесткости при изгибе. Аналог также предполагает возможность, когда кольцо изготавливается путем смешивания ткани из углеродного волокна и термореактивной смолы, используется метод RTM формования, а когда кольцо изготавливается с использованием материала препрега, пропитанного смолой, используется автоклавное формование или формование в вакуумной печи.
Недостатками деталей данного аналога, изготовленных методом ручной выкладки препрега и автоклавным формованием, является применение ручной выкладки, поскольку структура таких изделий не единообразна, их подверженность расслоениям, низкой стойкостью к ударным нагрузкам и усталостному разрушению, что может негативно сказаться на эксплуатации всей конструкции. Напротив, цельнотканая 3D преформа представляющая собой сформированную армирующую решетку вкладывается в форму-оснастку, насаживаясь свободными от армирования зонами на шипы формы-оснастки и пропитывается методом вакуумной инфузии или методом RTM формования, с минимальным использованием ручного труда, что обеспечивает постоянное качество изделий и единообразие физико-механических характеристик. А единая армирующая структура изделия обеспечивает отсутствие расслоений, стойкость к ударам и боле высокие физико-механические характеристики чем у изделий ручной выкладки.
Поскольку основным условием для получения качественных композиционных материалов является сохранение прочностных свойств армирующих нитей, потому что они являются основным, несущим нагрузку элементом материала, то недостатком прототипа является механическая обработка (сверление), предназначенное для создания технических отверстий требуемых для закрепления самих спиц на кольцевых деталях, в результате чего происходит повреждение и перерезание части армирующих нитей и ослабление самой плетеной армирующей структуры преформы, что в дальнейшем может сказаться на прочностных характеристиках готового изделия.
Поскольку кольцевые компоненты аппарата эксплуатируют в условиях постоянной, весьма значительной нагрузки, то для спиц (где на один кольцевой элемент приходится не менее двух), предназначенных для фиксации костных фрагментов, должна быть надежная фиксация на полукольцах (или кольцах) аппарата, в том числе для более эффективного лечения, должны быть созданы условия, позволяющие изменить положение спиц под нужным углом.
Из существующего уровня техники известен способ создания отверстий без повреждений в композитном материале с керамической матрицей, армированном непрерывным волокном. Способ обеспечивает управление технологическим процессом в процессе изготовления отверстий посредством разработки и подготовки шаблона для укладки волокна, непрерывной укладки волокна, заполнения матрицы и создания отверстий без повреждений. В то же время сохраняется структурная целостность непрерывного армированного волокнами керамического матричного композита (CN №111039687 B, МПК: C04B35/01; C04B35/571; C04B35/58; C04B35/622; C04B35/80; 2019-12-13, Патентообладатель [CN], «Метод неразрушающего бурения композитного материала с керамической матрицей, армированного непрерывным волокном»).
Данный способ предназначен для создания композитов с керамической матрицей и предполагает создание отверстий благодаря ручному обложению выступов формы-оснастки непрерывным волокном, либо в случае послойной укладки двумерных и трехмерных тканей данный эффект достигается за счет прокалывания и раздвижения нитей в структуре, в не предназначенных для этого зонах. Таким образом данный метод недостаточно эффективен и более трудоёмок в сравнении с использованием объемных цельнотканых 3D преформ.
Также основным условием для получения качественных композиционных материалов является сохранение прочностных свойств армирующих нитей, потому что они являются основным, несущим нагрузку элементом материала.
Таким образом прочность и жёсткость самого композита определяется, свойствами армирующего наполнителя, в данном случае объемной цельнотканой 3D преформы из углеродных нитей.
Настоящее изобретение разработано и предусмотрено в соответствии с вышеупомянутыми техническими требованиями к композитному изделию в виде конструктивного сектора кольца аппарата Илизарова из термореактивной полимерной матрицы, армированной взаимосвязанными непрерывными углеродными нитями, без механической обработки на стадии формирования отверстий. Таким образом, механические свойства армированных, взаимосвязанными непрерывными нитями, полимерных композитных изделий с заданной структурой отверстий улучшаются.
Техническое решение настоящего изобретения заключается в нижеизложенном описании.
Данная задача решается за счет того, что готовая армирующая структура заявленного композитного элемента, состоящего из объемной цельнотканой 3D преформы, на основе углеродных нитей и полимерной матрицы, содержит множество тканых слоев, в пространственной (объемной) структуре которых предусмотрены свободные от армирования зоны, формируемые за счет определенной последовательности прокладывания уточной нити на челночном ткацком станке, при помощи которого возможно получить разворот уточной нити, обеспечивающий целостность кромок и краев отверстий, предотвращая осыпаемость нитей основы на краях изделия.
Далее в процессе формования свободные от армирования зоны будут преобразованы в плановые технические отверстия круглой формы, что исключает разрушение структуры армирования дополнительной механической обработкой. При этом отверстия второго ряда, для закрепления спиц аппарата, фиксирующих костные фрагменты, расположены в шахматном порядке относительно отверстий первого ряда для более точного позиционирования спиц.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является способ создания из полимерного композитного материала (ПКМ) на базе объемной цельнотканой 3D преформы, конструктивного сектора кольца аппарата Илизарова увеличенной структурной целостности, благодаря заранее разработанным техническим отверстиям в армирующей структуре преформы, что предотвращает ослабление армирующей структуры изделия от механической обработки и обеспечивает более высокую прочность готового изделия.
Данное изобретение устраняет все вышеперечисленные недостатки аналогов, поскольку полимерные композиционные материалы, выполненные безавтоклавным формованием на основе цельнотканых объемно-армирующих преформ, обладают такими физико-механическими характеристиками, как отсутствие расслаивания, повышенное сопротивление повреждениям, улучшенное сопротивление удару, высокие показатели долговечности, высокая прочность вблизи отверстий и крепежных элементов.
Для удобства способ создания композита будет описан на примере создания сектора кольца, который можно использовать в ортопедических скобах или устройствах для фиксации костей. Однако следует понимать, что композит можно использовать для формирования самых разнообразных конструкций.
Изобретение включает способ создания композита, содержащего полимер, выбранный из группы, состоящей из термореактивного полимера; и волокнистой объемной цельнотканой 3D преформы, при этом готовый композит подвергается минимальной механической обработке.
Элемент в виде сектора кольца характеризуется тем, что он изготовлен в С-образной форме.
В том числе, сектор кольца характеризуется тем, что изготовлен из объемной цельнотканой 3D преформы из взаимосвязанных углеродных нитей и полимерной матрицы, или в виде препрега из преформы, пропитанной смолой. Объемная цельнотканая преформа представляет собой вытканную из углеродных нитей армирующую решетку, соответствующую размерам и форме будущего изделия из полимерного композиционного материала. В объемной цельнотканой 3D преформе все армирующие элементы, представляющие собой взаимосвязанные углеродные нити, всегда находятся в расчетных местах, в запроектированном расчетном положении, что обеспечивает постоянное качество и единообразие физико-механических характеристик. В качестве матрицы под композит, используемой в настоящей полезной модели, могут быть упомянуты эпоксидные смолы, ненасыщенные полиэфирные смолы, винилэфирные смолы, эпоксиакрилатные смолы, фенольные смолы и т.п. Предпочтительными являются эпоксидные смолы с точки зрения таких свойств, как прочность сцепления, прочность на растяжение, прочность на изгиб, электроизоляционные свойства и минимальная усадка при отверждении.
Армирующая решетка представляет из себя сложное многослойное переплетение позволяющее создать данную объемную цельнотканую преформу.
К тому же в структуре объемной цельнотканой 3D преформы для сектора кольца разработаны свободные от армирования зоны, которые обтекаются армирующими нитями, где в дальнейшем в процессе формования будут сделаны плановые технические отверстия, для предотвращения ослабления и разрушения структуры армирования дополнительной механической обработкой. Причем отверстия второго ряда расположены в шахматном порядке относительно отверстий первого ряда для более точного позиционирования спиц.
В настоящем способе сектор кольца изготовлен с использованием композитного материала из углеродного волокна, обладающего высокой рентгенопрозрачностью по сравнению с металлом, что позволяет отслеживать ход хирургического процесса и упрощает последующий радиографический контроль лечебного процесса.
При этом, композитный материал из углеродного волокна является химически стабильным и не обладает цитотоксичностью, а также имеет в 4-5 раз меньший удельный вес по сравнению с металлическими материалами, такими как нержавеющая сталь или алюминий, что позволяет уменьшить вес устройства для внешней фиксации перелома примерно на 30-50%. Это может снизить нагрузку на повседневную жизнь пациента, сократить период и максимизировать эффект лечения.
Приведенное выше краткое изложение, а также последующее подробное описание изобретения будут лучше понятны при чтении вместе с приложенными чертежами. В целях иллюстрации изобретения на чертежах показаны варианты осуществления, которые в настоящее время являются предпочтительными. Однако следует понимать, что изобретение не ограничивается показанными точными схемами и инструментами.
На рисунках представлены:
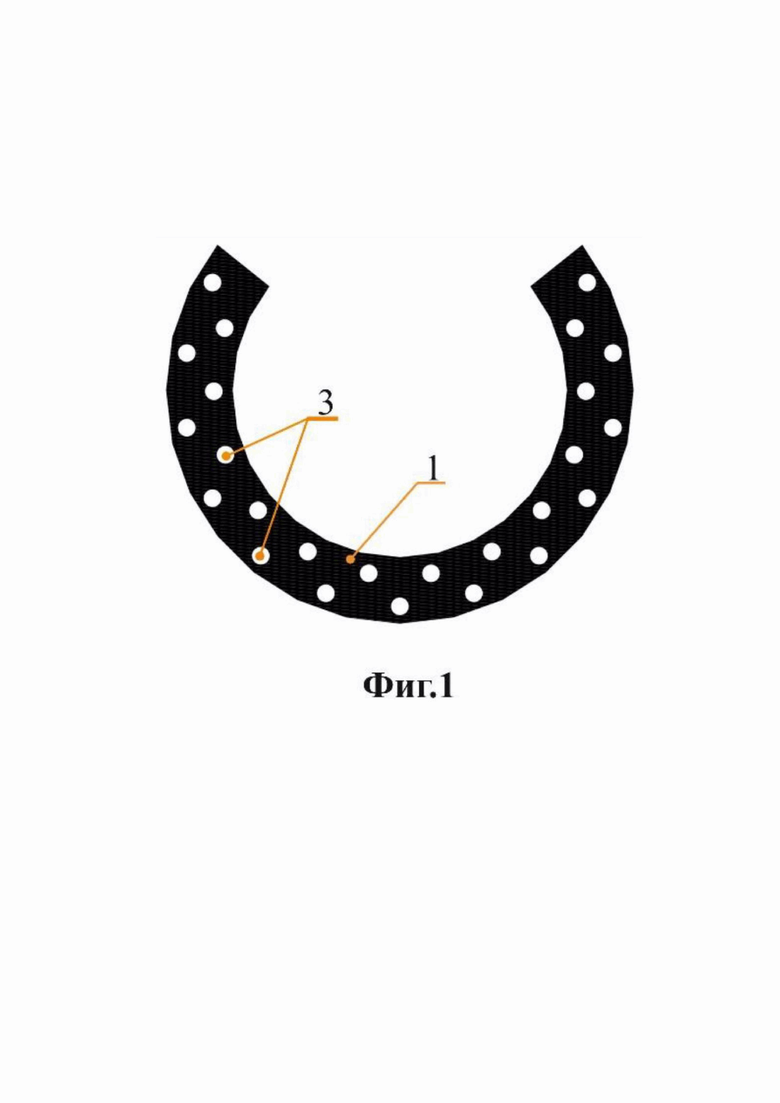
Фиг.1 - Вид сверху варианта осуществления композитного сектора кольца;
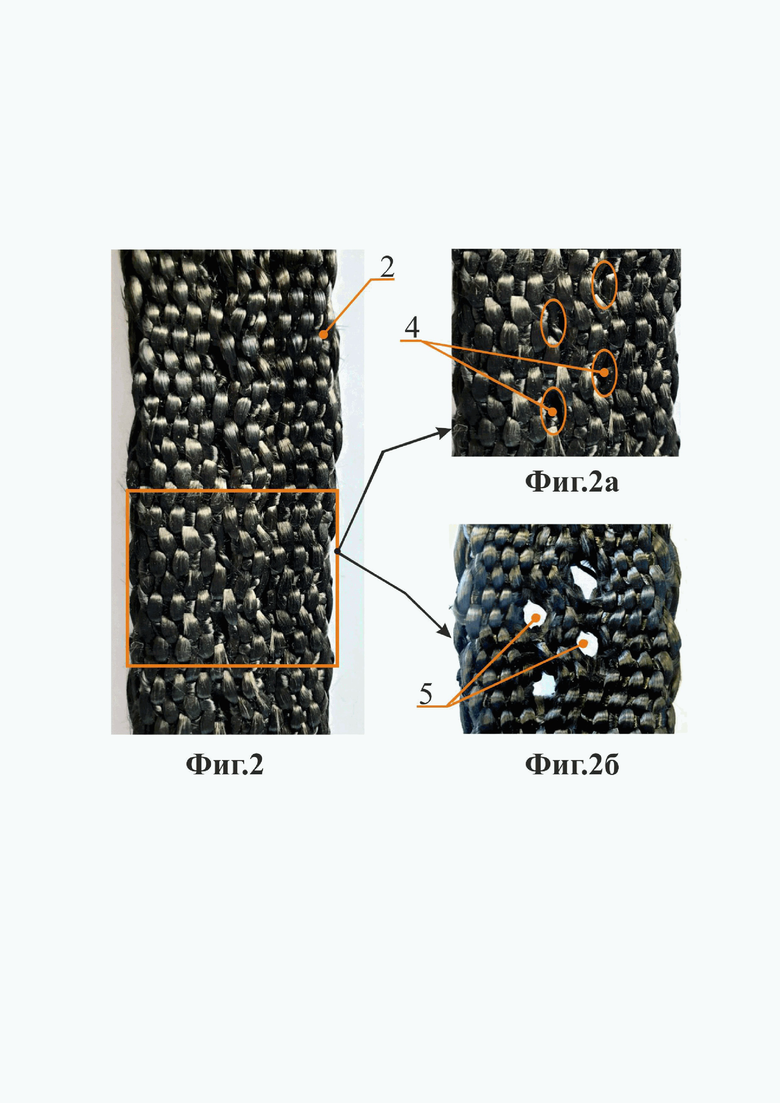
Фиг.2 - Фотография вида сверху 3D преформы, применяемой для формирования композитов из углеродных нитей;
Фиг. 2а - Увеличенный вид объемной цельнотканой 3D преформы, показанной на Фиг.2 с закрытыми свободными от армирования зонами;
Фиг.2б - Увеличенный вид объемной цельнотканой 3D преформы с раскрытыми свободными от армирования зонами;
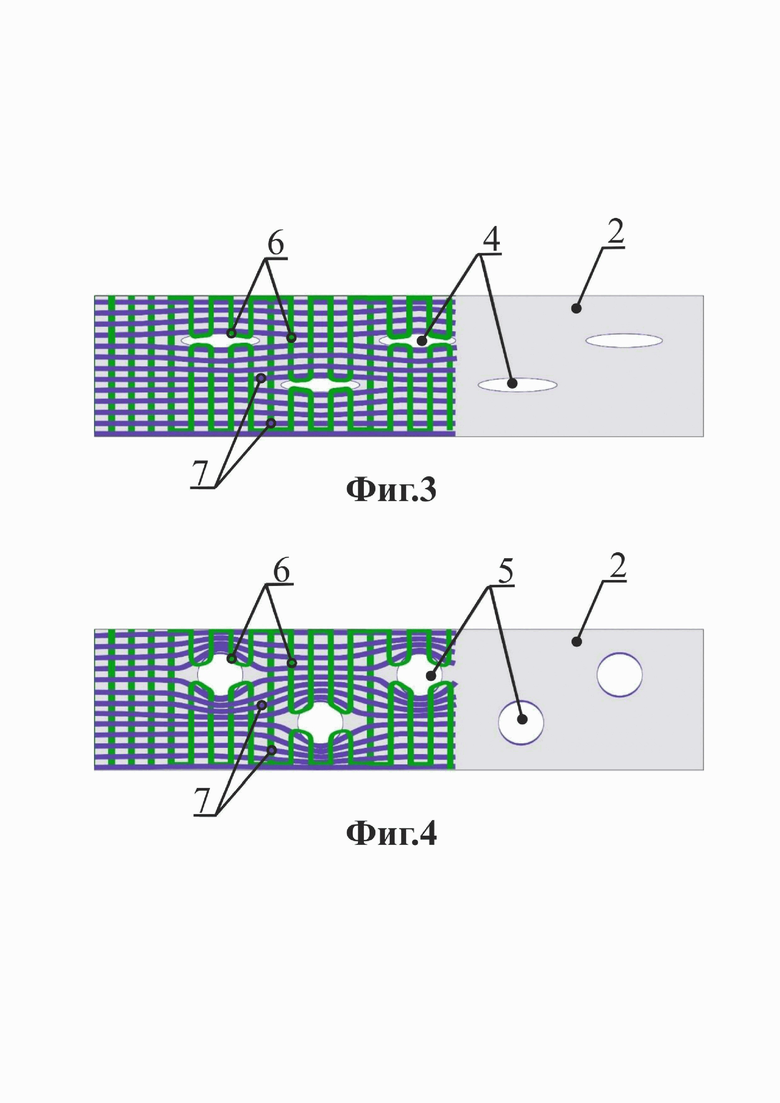
Фиг.3 - Схема 3D-ткачества и формирования свободных от армирования зон, представленная в описании;
Фиг.4 - Схема 3D-ткачества с раскрытыми свободными от армирования зонами;
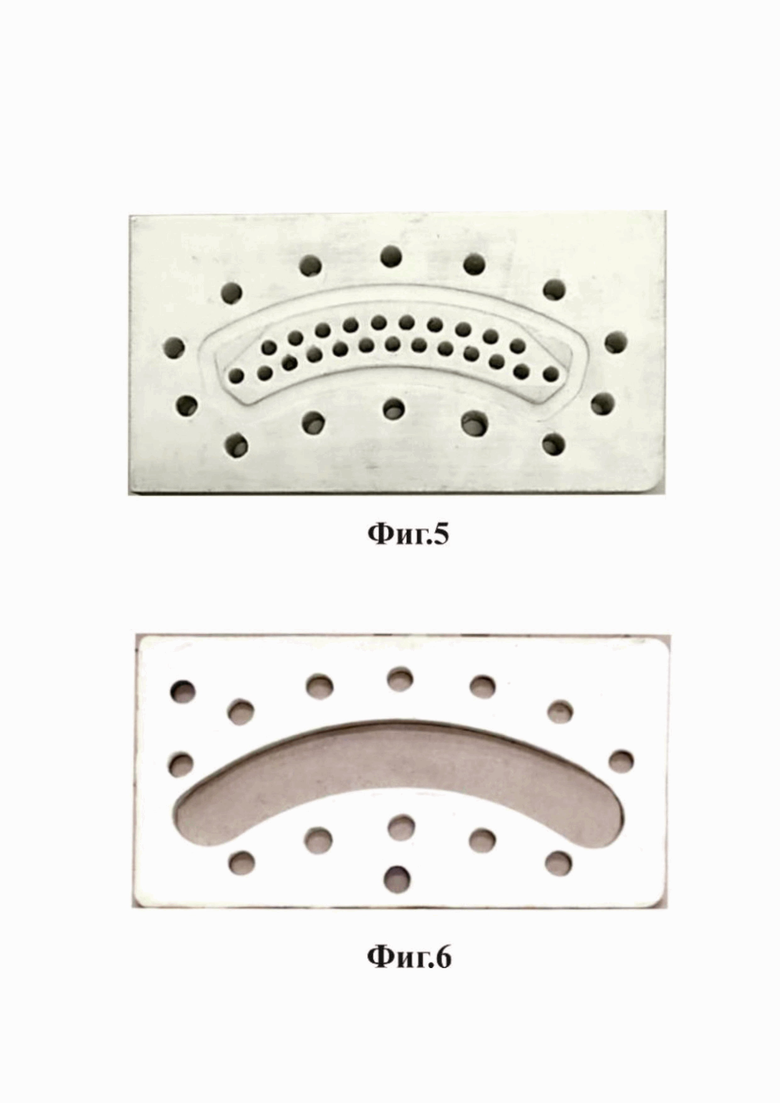
Фиг.5 - Фотография верхней части формы-оснастки;
Фиг.6 - Фотография промежуточной части формы-оснастки;
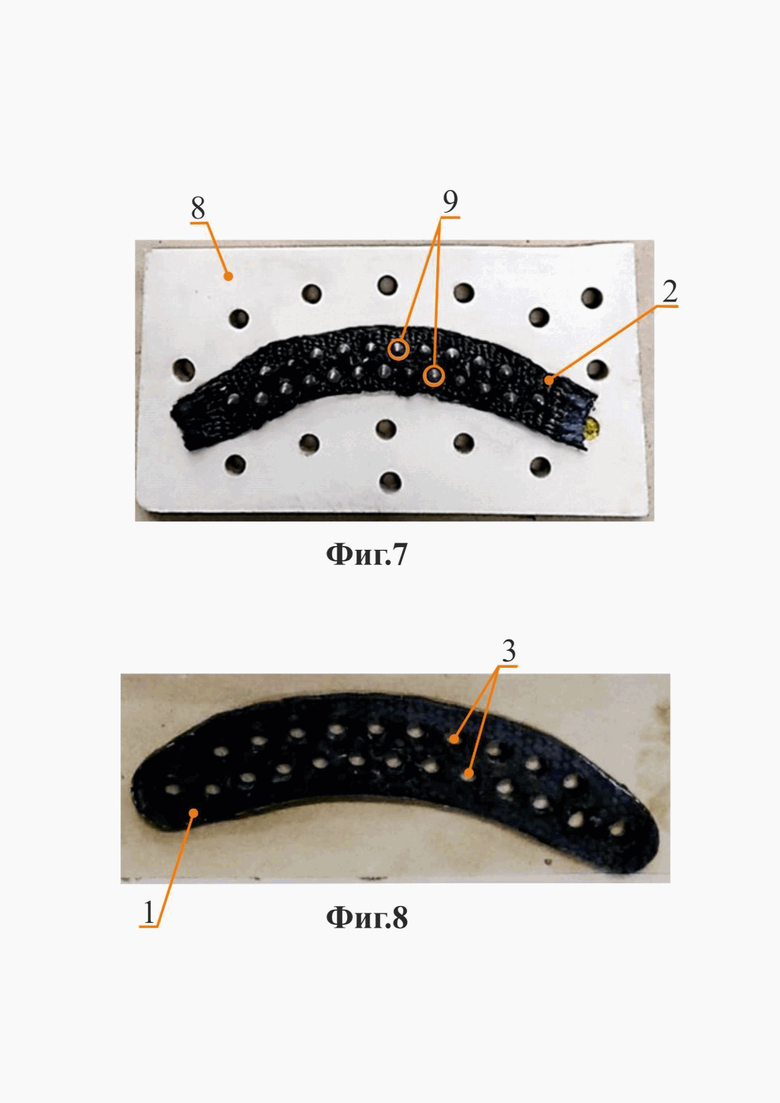
Фиг.7 - Фотография нижней части формы-оснастки со вложенной объемной цельнотканой 3D преформой;
Фиг.8 - Фотография композитного сектора кольца аппарата Илизарова.
Один вариант осуществления включает создание конструкционного сектора кольца 1 (фиг.1) из композиционного материала, состоящего из полимерной термореактивной матрицы и армирующего наполнителя, в виде объемной цельнотканой 3D преформы 2 (фиг.2), представляющую собой тканую из углеродных нитей ленту расчетной ширины, толщины и длины с цельноткаными плановыми техническими отверстиями 3 в заданных расчетных местах.
Сектор кольца 1 (фиг.1) имеет два ряда технических отверстий 3, расположенных относительно друг друга в шахматном порядке.
На фотографиях (представленных на фиг.2) показана структура объемной цельнотканой 3D преформы 2 с заранее разработанными свободными от армирования зонами в закрытом виде 4.
Фигура 2а показывает увеличенный вид преформы 2 с обозначением свободных от армирования зон в закрытом виде 4.
На фиг.2б показаны свободные от армирования зоны в раскрытом виде 5.
На фиг.3 схематично изображена структура изготавливаемой объемной цельнотканой преформы 2, состоящая из систем нитей утка 6, указанных зеленым цветом, и основы 7, указанных фиолетовым цветом, где свободные от армирования зоны в закрытом виде 4 формируются за счет определенной последовательности прокладывания уточной нити 6 на челночном ткацком станке, при помощи которого возможно получить разворот уточной нити 6, обеспечивающий целостность кромок плановых технических отверстий 3 и кромок самой преформы 2, то есть предотвратить осыпаемость нитей основы 7.
Существует большое разнообразие ортопедических конструкций, допускающих использование колец или их фрагментов. Для данной полезной модели, а именно для цельнотканой преформы под композит могут использоваться любые сложные многослойные переплетения, известные в данной области техники, с различными способами соединения слоев, например, многослойные ткани с частью основных нитей, участвующих в соединении слоев, многослойные ткани со всеми основными нитями, участвующими в соединении слоев, многослойные ткани с глубиной соединения слоев, равному числу слоев ткани, и ортогональные ткани.
Преформа 2 представленная на фотографиях (фиг.2, фиг.7) была создана с помощью автоматизированного 3D-ткацкого комплекса.
Разработка и изготовление объемной цельнотканой 3D преформы на основе взаимосвязанных непрерывных углеродных нитей, которая характеризуется сложным многослойным переплетением, в структуре которого есть заранее спланированные свободные от армирования зоны в закрытом виде 4, расположенные двумя рядами, образованные за счет переплетения армирующих нитей, а точнее за счет определенной последовательности прокладывания уточной нити 6 на челночном ткацком станке, при помощи которого возможно получить разворот уточной нити, обеспечивающий целостность кромок, то есть предотвращение осыпаемости нитей основы 7 и представляющие собой самостоятельные плановые технические отверстия 3 в готовом конструкционном элементе, причем отверстия второго ряда расположены в шахматном порядке относительно отверстий первого ряда.
В процессе формования свободные от армирования зоны представленные в закрытом виде 4, были раскрыты для создания плановых технических отверстий 3 (подобная структура представлена на фиг.4, а также фиг.7), требуемых для крепления спиц и прочих фрагментов, без использования механической обработки, тем самым не повреждая целостность армирующей структуры, что в дальнейшем влияет на увеличение механической прочности готового изделия.
При технологии производства композиционного сектора кольца методом вакуумной инфузии, происходило создание композитной заготовки 1 (фиг.8) на основе объемно цельнотканой 3D преформы 2, которая укладывалась в форму-оснастку 8 (фиг.7), и пропитывалась связующим методом вакуумной инфузии, при которой происходит преобразование свободных от армирования зон в закрытом виде 4 преформы в плановые технические отверстия 3 путем их раскрытия и совмещения с выступами-шипами 9 формы-оснастки, также расположенными в два ряда в шахматном порядке, без использования механической обработки, не повреждая целостность армирующей структуры.
Форма-оснастка 8, для формирования конструкционного сектора кольца аппарата Илизарова имеет два ряда выступов-шипов 9 для формирования плановых технических отверстий 3, представлена на фигурах 5-7.
После отвержения смолы, из формы-оснастки вынимается готовое изделие 1, требующее минимальной механической обработки, такой как снятие облоя внешнего контура.
О перспективности метода объемного ткачества говорит то, что изготовление высоко- и сложнонагруженных деталей из полимерных композиционных материалов затруднительно, а в ряде случаев невозможно без применения объемных армирующих структур.
Таким образом, если технологии изготовления полимерных композитов на основе плетеных преформ можно считать в основном реализованными в различных областях промышленности, использующей изделия из полимерных композиционных материалов, то объемные цельнотканые 3D преформы применяются более редко, хотя являются исключительно перспективными. Реализация в современном наукоемком производстве объемных тканых преформ приводит к получению изделий с заданными физико-механическими свойствами, уменьшению трудоемкости изготовления изделий, с перспективой автоматизации производства. Развитие и применение данных решений в высокотехнологичных отраслях российской промышленности позволит придать дополнительный импульс для изготовления новых образцов техники.
Композиты, изготовленные способом, описанным в данном документе, обладают преимуществами по сравнению с известными металлическими кольцами и устройствами, поскольку изготовлены из цельнотканых преформ, пропитанных термопластичным полимером, имеют малый вес и рентгенопрозрачность. Кроме того, при контакте с кожей полимерные композиты не так холодны, как металл, что является дополнительным преимуществом, особенно при разработке устройств для фиксации костей. Специалистам в данной области техники будет понятно, что в описанный выше вариант осуществления могут быть внесены изменения без отклонения от их широкой изобретательской концепции. Следует понимать, что это изобретение не ограничено конкретными раскрытыми вариантами осуществления, но предназначено для охвата модификаций в пределах сущности и объема настоящего изобретения, как определено прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания конструкционного элемента в виде полукольца аппарата Илизарова на основе композиционного материала с полимерной термореактивной матрицей, армированной объемной цельнотканой 3D преформой в виде спиральной ленты | 2024 |
|
RU2838491C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОЙ ДВУТАВРОВОЙ БАЛКИ НА БАЗЕ 3D-ПРЕФОРМЫ С ЦЕЛЬНОТКАНЫМИ ОТВЕРСТИЯМИ | 2024 |
|
RU2823890C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
| УГЛЕРОДНЫЙ КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ | 2023 |
|
RU2801427C1 |
| Способ изготовления преформ для лопаток компрессора газотурбинного двигателя | 2018 |
|
RU2717228C1 |
| ОПОРА СИСТЕМЫ ВНЕШНЕЙ ФИКСАЦИИ ДЛЯ ЧРЕСКОСТНОГО ОСТЕОСИНТЕЗА | 2023 |
|
RU2833774C1 |
| Способ изготовления многослойной волокнистой заготовки плоской формы | 2019 |
|
RU2736367C1 |
| Способ изготовления волокнистых заготовок плоской формы | 2019 |
|
RU2718789C1 |
| КОМПОЗИТНАЯ ОПОРА ДЛЯ УСТРОЙСТВА ВНЕШНЕЙ СКЕЛЕТНОЙ ФИКСАЦИИ | 2021 |
|
RU2758650C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2392090C2 |
Изобретение относится к медицине. Способ создания конструкционного сектора кольца аппарата Илизарова на основе композиционного материала с полимерной термореактивной матрицей, армированной объемной цельнотканой 3D преформой, в виде ленты, которая представляет собой объемную армирующую решетку, соответствующую размерам и форме будущего изделия с армирующей структурой, образующей самостоятельные плановые технические отверстия без повреждения структуры непрерывных углеродных нитей, включает в себя этапы: на первом этапе изготавливают объемную цельнотканую 3D преформу, на основе непрерывных углеродных нитей, многослойного переплетения, в структуре которого заранее планируют свободные от армирования зоны, расположенные двумя рядами, образованными за счет переплетения армирующих нитей, за счет последовательности прокладывания уточной нити на челночном ткацком станке с возможностью получения разворота уточной нити, обеспечивающего целостность кромок для предотвращения осыпаемости нитей основы и формирования самостоятельных плановых технических отверстий в готовом конструкционном секторе кольца аппарата Илизарова с расположением отверстий второго ряда в шахматном порядке относительно отверстий первого ряда; на втором этапе изготавливают форму-оснастку для формирования кольцевой формы конструктивного сектора кольца аппарата Илизарова, имеющей два ряда выступов-шипов, также расположенных в шахматном порядке, для формирования плановых технических отверстий; на третьем этапе укладывают объемную цельнотканую 3D преформу в форму-оснастку, и пропитывают связующим методом вакуумной инфузии, при которой происходит преобразование свободных от армирования зон объемной цельнотканой 3D преформы в плановые технические отверстия путем их раскрытия и совмещения с выступами-шипами формы-оснастки без использования механической обработки, не повреждая целостность армирующей структуры; и на четвертом этапе после отвержения связующим, из формы-оснастки вынимают готовое изделие и удаляют облой внешнего контура. Изобретение обеспечивает предотвращение ослабления армирующей структуры изделия от механической обработки и более высокую прочность готового изделия. 8 ил.
Способ создания конструкционного сектора кольца аппарата Илизарова на основе композиционного материала с полимерной термореактивной матрицей, армированной объемной цельнотканой 3D преформой, в виде ленты, которая представляет собой объемную армирующую решетку, соответствующую размерам и форме будущего изделия с армирующей структурой, образующей самостоятельные плановые технические отверстия без повреждения структуры непрерывных углеродных нитей, отличающийся тем, что включает в себя этапы:
на первом этапе изготавливают объемную цельнотканую 3D преформу, на основе непрерывных углеродных нитей, многослойного переплетения, в структуре которого заранее планируют свободные от армирования зоны, расположенные двумя рядами, образованными за счет переплетения армирующих нитей, за счет последовательности прокладывания уточной нити на челночном ткацком станке с возможностью получения разворота уточной нити, обеспечивающего целостность кромок для предотвращения осыпаемости нитей основы и формирования самостоятельных плановых технических отверстий в готовом конструкционном секторе кольца аппарата Илизарова с расположением отверстий второго ряда в шахматном порядке относительно отверстий первого ряда;
на втором этапе изготавливают форму-оснастку для формирования кольцевой формы конструктивного сектора кольца аппарата Илизарова, имеющей два ряда выступов-шипов, также расположенных в шахматном порядке, для формирования плановых технических отверстий;
на третьем этапе укладывают объемную цельнотканую 3D преформу в форму-оснастку, и пропитывают связующим методом вакуумной инфузии, при которой происходит преобразование свободных от армирования зон объемной цельнотканой 3D преформы в плановые технические отверстия путем их раскрытия и совмещения с выступами-шипами формы-оснастки без использования механической обработки, не повреждая целостность армирующей структуры;
на четвертом этапе после отвержения связующим, из формы-оснастки вынимают готовое изделие и удаляют облой внешнего контура.
| KR 2020105352 A, 07.09.2020 | |||
| Кольцо для компрессионно-дистракционного аппарата | 1974 |
|
SU508983A1 |
| КОМПОЗИТНАЯ ОПОРА ДЛЯ УСТРОЙСТВА ВНЕШНЕЙ СКЕЛЕТНОЙ ФИКСАЦИИ | 2021 |
|
RU2758650C1 |
| Система внешней фиксации из биосовместимого композиционного полимерного материала для чрескостного остеосинтеза | 2019 |
|
RU2727030C1 |
| WO 2005096759 A2, 20.10.2005. | |||
