Изобретение относится к порошковой металлургии, в частности к способам изготовления армированных лент из порошков их совместной прокаткой с сеткой.
Наиболее близким по технической сущности является способ прокатки, который основан на использовании полого шибера, позволяющего задавать в балки сетку в вертикальном направлении и производить совместную прокатку порошка и сетки в армированные ленты.
Недостатком данного способа является неравномерное уплотнение порошка в ячейках сетки, неравномерность продольных деформаций, приводящая к расслоению и растрескиванию порошкового слоя и как следствие этого низкое значение выхода годного, низкое качество лент, а также невозможность распространения данного способа в область прокатки непластичных порошков.
Указанные недостатки сужают технологические возможности способа - диапазон получения лент заданных размеров и плотностей, сортимент применяемых порошков, кроме этого, низкое качество контакта порошкового слоя с сеткой и разрывы проволок армирующей основы снижают рабочие характеристики изделий из армированных материалов, в которых сетка может выполнять функции токоотвода, теплоотвода и другие.
Целью изобретения является повышение качества изготовления армированных сеткой лент и тем самым повышение выхода годного за счет более равномерного уплотнения порошка при прокатке, а также расширение технологических возможностей способа за счет возможности использования порошков из труднодеформируемых материалов.
Поставленная цель достигается тем, что в предлагаемом способе выбирают сетку с отношением диаметров продольной проволоки к диаметру поперечной df/ds= 1,25-1,4; отношением расстояния между продольными проволоками к расстоянию между поперечными аf/аs= 0,5-2,0, при этом устанавливают зазор между валками при прокатке из соотношения δ/df+ds= 0,6-1,6, то есть сетка в данном случае совместно с валками выступает как инструмент с заданными параметрами, где
δ - зазор между валками;
df - диаметр продольной проволоки;
ds - диаметр поперечной проволоки;
аf - размер ячейки сетки между продольными проволоками;
as - размер ячейки cетки между поперечными проволоками.
Процесс прокатки осуществляется по схеме (чертеж) на прокатном стане с диаметром валков 200-250 мм.
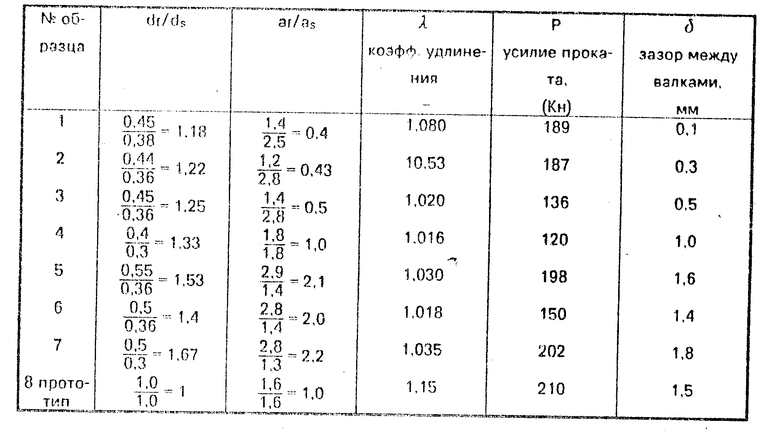
П р и м е р 1. На прокатном стане с диаметром валков 200 мм при зазоре между валками 0,5 мм произвели совместную прокатку порошка губчатого железа и стальной сетки с соотношением параметров df/ds= 1,25; af/as= 0,5. Усилие прокатки составило при этом Р= 136 кН, величина коэффициента удлинения λ= 1,02. Отcлоения и раcтреcкивания порошкового cлоя не наболюдалоcь. Продольные проволоки сетки разрывов не имели.
П р и м е р 2. На прокатном стане с диаметром валков 200 мм при зазоре между валками 1,0 мм произвели совместную прокатку порошка губчатого железа и стальной сетки с соотношением df/ds= 1,33; af/as= 1,0. Усилие прокатки составило Р= 120 кН, коэффициент удлинения λ = 1,016. Отслоений и растрескивания порошкового слоя не наблюдалось. Продольные проволоки сетки разрывов не имели.
П р и м е р 3. На прокатном стане с диаметром валков 200 мм при зазоре между валками 1,4 мм произвели совместную прокатку порошка губчатого железа и стальной сетки с соотношением df/ds= 1,4; af/as= 2,0. Усилие прокатки составило при этом Р= 150 кН, коэффициент удлинения λ= 1,018. Отслоений и растрескивания порошкового слоя не наблюдалось. Продольные проволоки сетки разрывов не имели.
Осуществление совместной прокатки выше и ниже указанных диапазонов характеристик сеток сопровождалось большими значениями усилий прокатки Р и коэффициентов удлинения λ. При этом наблюдалась неравномерность уплотнения порошка в ячейках сетки, растрескивания и отслоения уплотнительного слоя порошка от сетки, разрывы продольных проволок.
Данные приведены в таблице.
Как следует из полученных результатов, повышение качества изготовления армированных сеткой лент и повышение выхода годного обеспечивается за счет более равномерного уплотнения порошка в ячейках сетки, снижения неравномерности продольных деформаций, что позволяет при тех же режимах деформации иметь выход годного проката на 15-20% выше и расширения технологических возможностей способа за счет прокатки труднодеформируемых порошковых материалов, например, природного магнетита, смеси медного порошка с кристаллами цеолита. (56) Авторское свидетельство СССР N 119772, кл. B 22 F 3/18, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 2011 |
|
RU2490081C2 |
| Способ обработки металлического порошка | 1987 |
|
SU1579630A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 1991 |
|
RU2030248C1 |
| Способ получения ленты из металлического порошка | 1978 |
|
SU667329A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ПРОКАТКИ ТРУДНОДЕФОРМИРУЕМЫХ ПОЛОС ПЕРЕМЕННОГО ПРОДОЛЬНОГО ПРОФИЛЯ | 2003 |
|
RU2243832C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ | 1998 |
|
RU2146568C1 |
| Способ изготовления спеченных армированных изделий | 1973 |
|
SU455809A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С МНОГОСЛОЙНОЙ ОБОЛОЧКОЙ | 2011 |
|
RU2461449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 2011 |
|
RU2457071C1 |
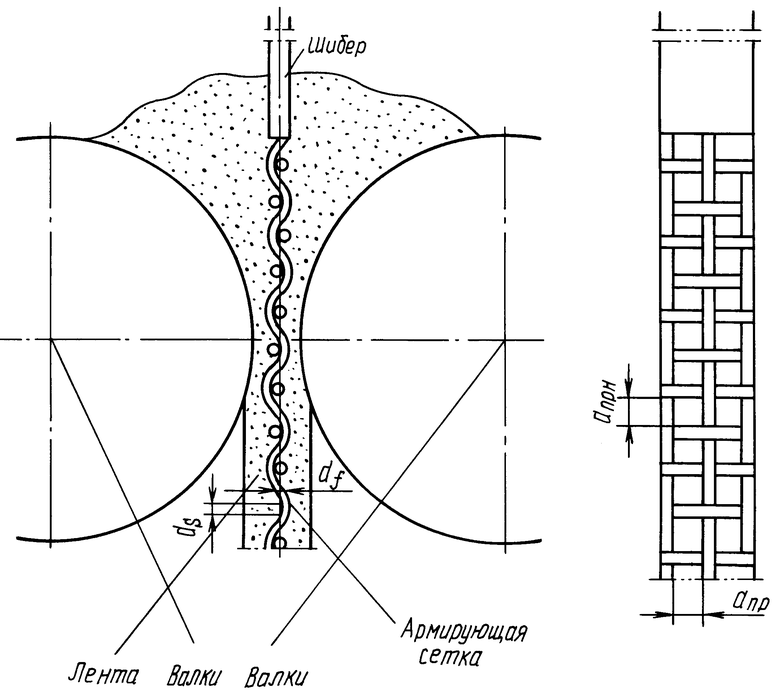
Сущность изобретения: способ включает совместную вертикальную прокатку в валах металлической сетки и порошкообразного материала. При этом прокатке подвергают сетку с отношением диаметра продольной проволоки к диаметру поперечной проволоки df / ds- 1,25 - 1,4 и с отношением расстояния между продольными проволоками к расстоянию между поперечными проволоками af / as = 0,5 - 2,0. Зазор между валками δ при прокатке устанавливают из соотношения d/(df+ds)=0.6-1.6. В качестве порошкообразного материала используют как порошки металлов, так и порошки неметаллических труднодеформируемых материалов. 1 ил. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ СЕТКОЙ ЛЕНТ, включающий совместную вертикальную прокатку в валках металлической сетки и порошкообразного материала, отличающийся тем, что, с целью повышения выхода годного и качества армированных лент и расширения технологических возможностей способа путем использования порошков из труднодеформируемых материалов, прокатке подвергают сетку с отношением диаметра продольной проволоки к диаметру поперечной проволоки df/dS = 1,25 - 1,4 и отношением расстояния между продольными проволоками к расстоянию между поперечными проволоками af/aS = 0,5 - 2,0, а зазор между валками δ при прокатке устанавливают из соотношения  = 0.6-1.6 .
= 0.6-1.6 .
