ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к не имеющим оси симметрии многослойным изделиям, получаемым из многослойной дозы термопластичного полимера в расплавленном состоянии. Изобретение также относится к дозам и способам, применяемым в связи с этими изделиями.
ВКЛЮЧЕНИЕ ПУТЕМ ССЫЛКИ
Настоящее изобретение притязает на приоритет, основанный на заявке РСТ/1 В2007/053573, содержание которой полностью включено в настоящую заявку.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Патентные документы US 4876052, JP 2098415 и заявки на патенты WO 2005/087473, WO 2005/087601, WO 2005/084904, WO 2005/084903, WO 2005/084902 описывают многослойные изделия, а также способы или технологии изготовления многослойных изделий путем компрессионного формования. Эти способы состоят в сжатии в форме многослойной дозы термопластичного полимера в расплавленном состоянии, причем сдавливание указанной дозы позволяет получить изделие, также имеющее многослойную структуру. Изделия, полученные этими способами, имеют особенно предпочтительные свойства, которые обеспечивает многослойная структура, полученная по толщине изделия. Так, указанные изделия могут обладать пониженной проницаемостью для газов, запахов или разных химических веществ.
Однако способы, описанные в предшествующем уровне техники, позволяют получить только многослойные изделия, имеющие ось симметрии, то есть образующие тело вращения. Многие изделия не имеют оси симметрии и, следовательно, их невозможно получить способами, описанными в предшествующем уровне техники.
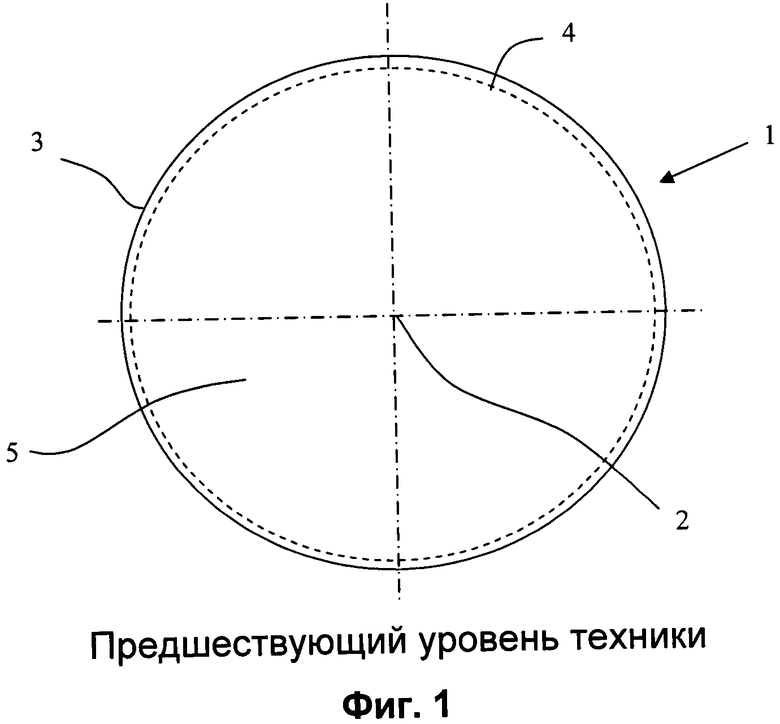
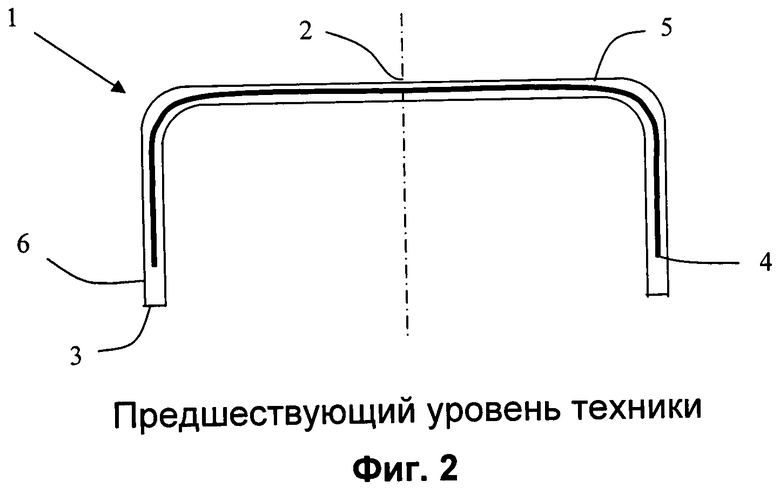
На фиг.1 и 2 представлено многослойное изделие, изготовление которого путем компрессионного формования описано в предшествующем уровне техники. На фиг.1 представлен вид сверху многослойного изделия, а на фиг.2 представлено его сечение. Многослойное изделие 1 содержит центр 2 подачи, соответствующий точке, вокруг которой доза центрируется в форме перед сжатием. У изделий в соответствии с предшествующим уровнем техники точка 2 соответствует точке пересечения изделия 1 с осью симметрии. Точку 2 также определяют как центр растекания, то есть точку, вокруг которой материал растекается при сжатии. Конец 3 изделия соответствует наибольшему расстоянию растекания. Многослойная структура имеет границу 4, за которой изделие формируется по толщине только в одном слое. Контур 4 отделяет многослойную часть 5 от однослойной части 6 изделия. Для изделий в соответствии с предшествующим уровнем техники расстояние между контурами 3 и 4 является постоянным. Обычно желательно уменьшить часть 6, содержащую только один слой.
На фиг.2 представлен разрез изделия. Многослойная структура формирует часть указанного изделия, проходящую от центра растекания до конца 3. Поскольку изделие образует тело вращения, растекание является одинаковым во всех направлениях вокруг точки 2.
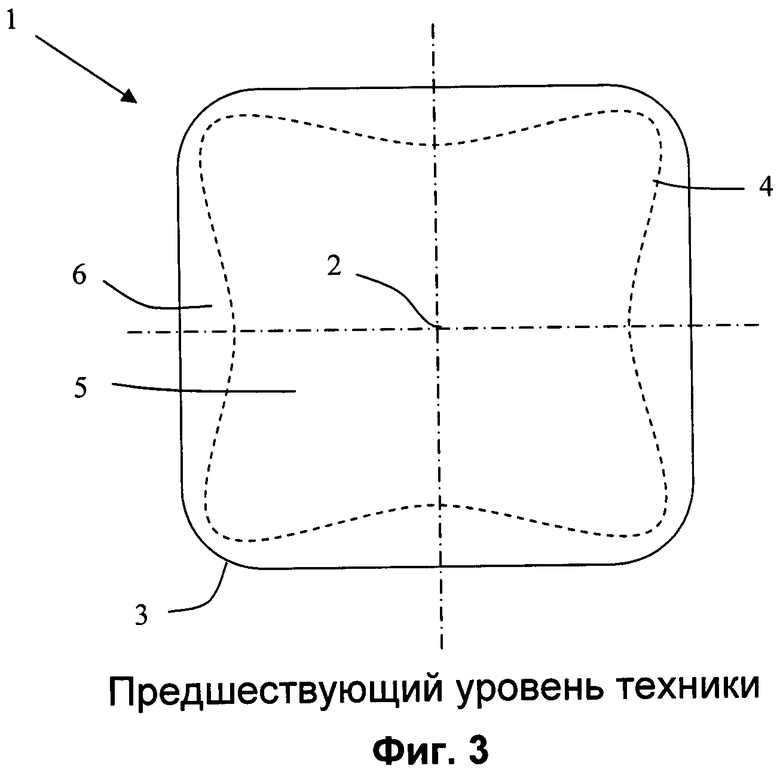
На фиг.3 представлено не имеющее оси симметрии изделие 1, полученное известными способами. Радиальное распространение многослойной структуры изменяется в соответствии с растеканием, не являющимся одинаковым во всех направлениях вокруг точки 2. Многослойная структура имеет границу 4, за которой изделие формируется по толщине только в одном слое. Контур 4 отделяет многослойную часть 5 от однослойной части 6 изделия. Расстояние между контурами 3 и 4 не является постоянным; таким образом, распределение многослойной структуры в изделии 1 не является оптимальным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к не имеющим оси симметрии многослойным изделиям, изготовленным путем компрессионного формования многослойной дозы, и к способу их изготовления. Эти изделия могут являться, например, овальными головками тюбиков, овальными пробками, или прямоугольными или квадратными компонентами контейнеров. Настоящее изобретение обеспечивает лучшее распределение многослойной структуры и, в частности, на концах изделия. В предпочтительном примере многослойная структура может иметь равномерное распределение.
Настоящее изобретение относится к получению многослойного изделия не образующего тело вращения, причем изделие изготавливают путем компрессионного формования многослойной дозы термопластичного полимера в расплавленном состоянии.
Изобретение относится к изделию, не имеющему оси симметрии, сформированному путем сжатия многослойной дозы полимера. Это изделие отличается непостоянной толщиной, обеспечивающей оптимальное распределение многослойной структуры в изделии.
СВЕДЕНИЯ, ПОДТВЕРЖРАЮШИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
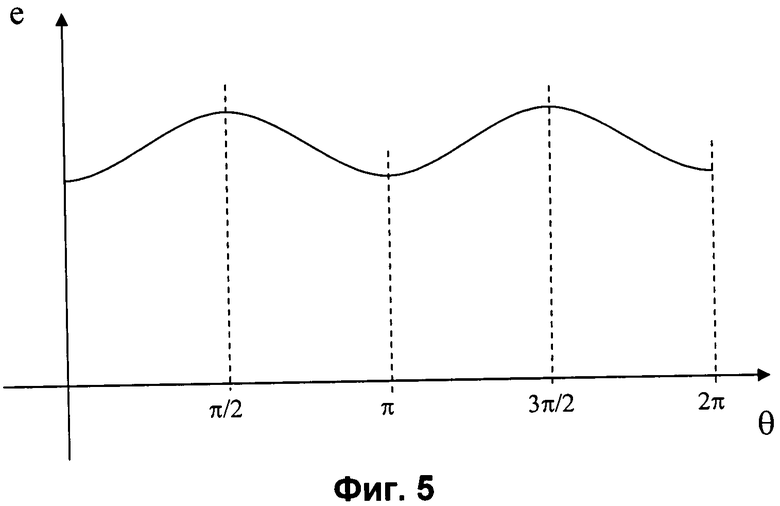
На фиг.4 и 5 представлен первый вариант осуществления настоящего изобретения. На фиг.4 представлено изделие 1, сформированное в виде овальной оболочки малой толщины и ограниченное контуром 3. Это изделие изготовлено путем сжатия многослойной дозы, помещенной в полость формы. Доза отцентрирована относительно точки 2, представляющей собой центр растекания. Благодаря профилю толщины изделия 1, многослойное растекание изменилось и обеспечило улучшенную многослойную структуру 5 в изделии. Контур 4, отделяющий многослойную структуру 5 от однослойной структуры 6, находится на постоянном расстоянии от контура 3, формирующего периферию изделия. Контролируемое распределение многослойной структуры в изделии получено благодаря профилю толщины.
Профиль толщины изделия 1 представлен на фиг.5. На фиг.5 показана толщина изделия в зависимости от углового положения θ, причем угол θ показан на фиг.4. В частности, было обнаружено, что толщина изделия 1 больше при меньшей криволинейной длине между точкой 2 и краем 3, и наоборот. Профиль толщины изделия 1 соотносится с расстоянием, соединяющим центр 2 растекания и конец 3 изделия. Если угол θ равен π/2 или 3π/2, криволинейная длина между точкой 2 и краем 3 является минимальной, а толщина максимальной. И наоборот, если угол θ равен 0 или π, криволинейная длина между точкой 2 и краем 3 является максимальной, а толщина минимальной.
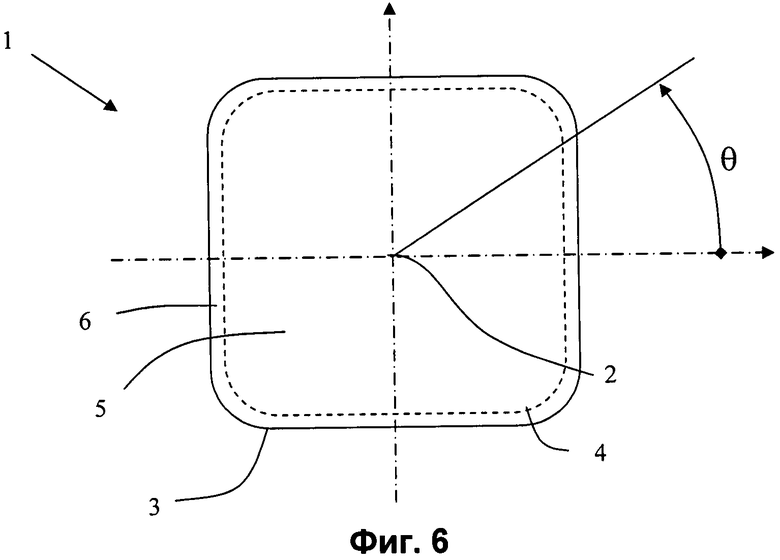
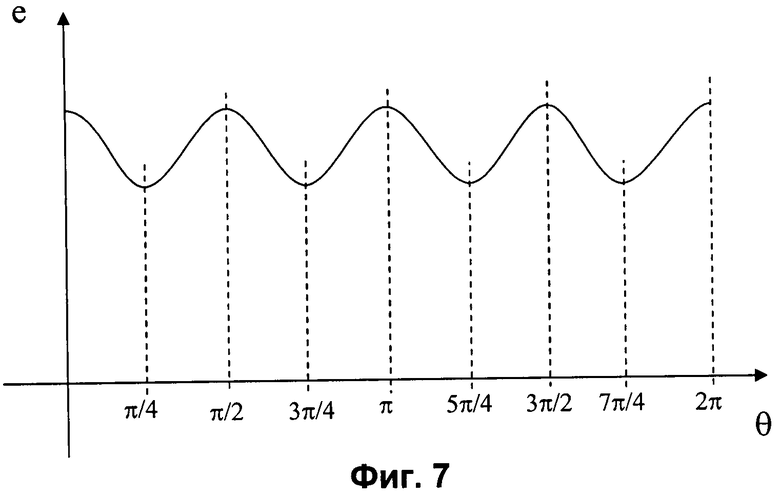
На фиг.6 и 7 представлен второй пример осуществления настоящего изобретения. На фиг.6 представлено изделие 1, формирующее оболочку, ограниченную контуром 3. Оболочка не имеет оси симметрии; расстояние между центром тяжести и контуром 3 не является постоянным. При изготовлении изделия многослойная доза центрируется относительно центра тяжести, который одновременно является центром 2 подачи. Профиль толщины изделия представлен на фиг.7. Толщина зависит от углового положения 9, показанного на фиг.6. Чем больше криволинейная длина (длина растекания), соединяющая точку 2 и периферию 3 изделия, тем меньше средняя толщина изделия, и наоборот. Профиль толщины изделия обеспечивает оптимальное распределение многослойной структуры. Расстояние между контуром 4, образованным границей многослойной структуры, и краем 3 является постоянным по всей периферии изделия.
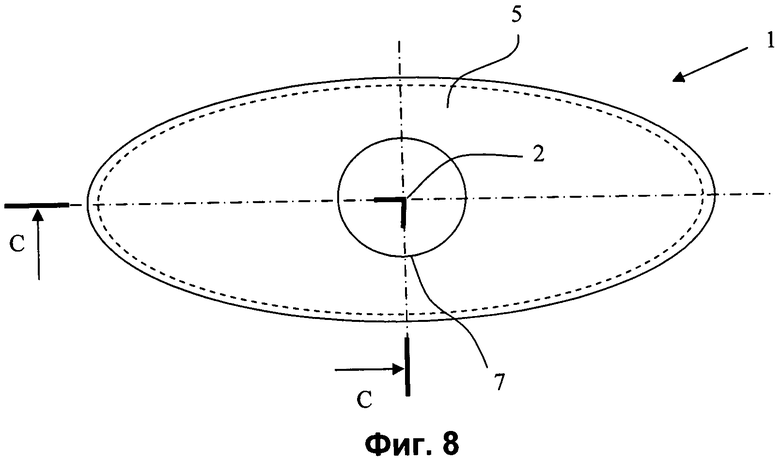
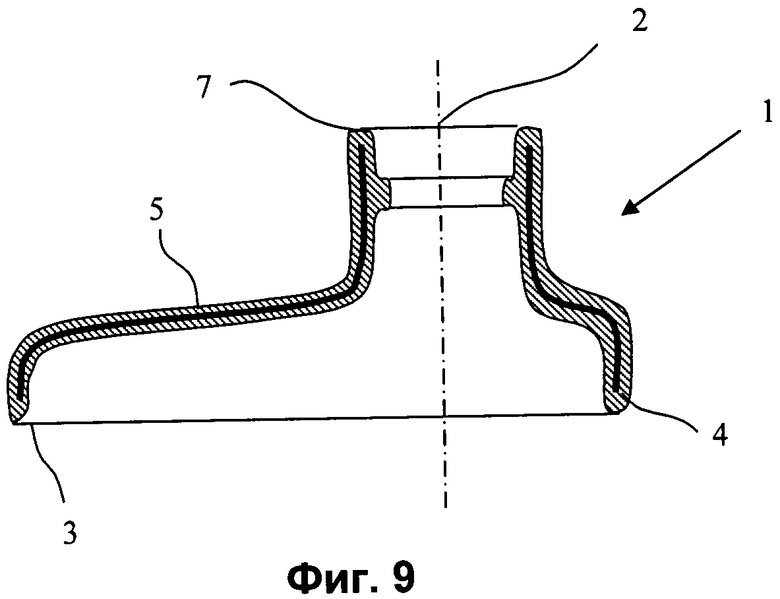
На фиг.8 представлено плечо 1 тюбика, содержащее горлышко 7. Вид этого плеча в плоскости разреза С представлен на фиг.9. На фиг.9 можно видеть, что толщина не является постоянной в области заплечика. Профиль толщины обеспечивает оптимальное распределение многослойной структуры. Можно видеть, что расстояние между границей 4 многослойной структуры и периферией 3 плеча является постоянным по всей окружности.
Как показано на фиг.9, изменение толщины в изделии может быть локализованным. Так, горлышко плеча имеет постоянную толщину по всей периферии, а заплечик имеет переменную толщину. Плечо, представленное на фиг.8 и 9, является особенно интересным, поскольку многослойная структура равномерно распределяется по всему изделию, и контролируемое распределение многослойной структуры позволяет приваривать юбку тюбика к краю 3 изделия.
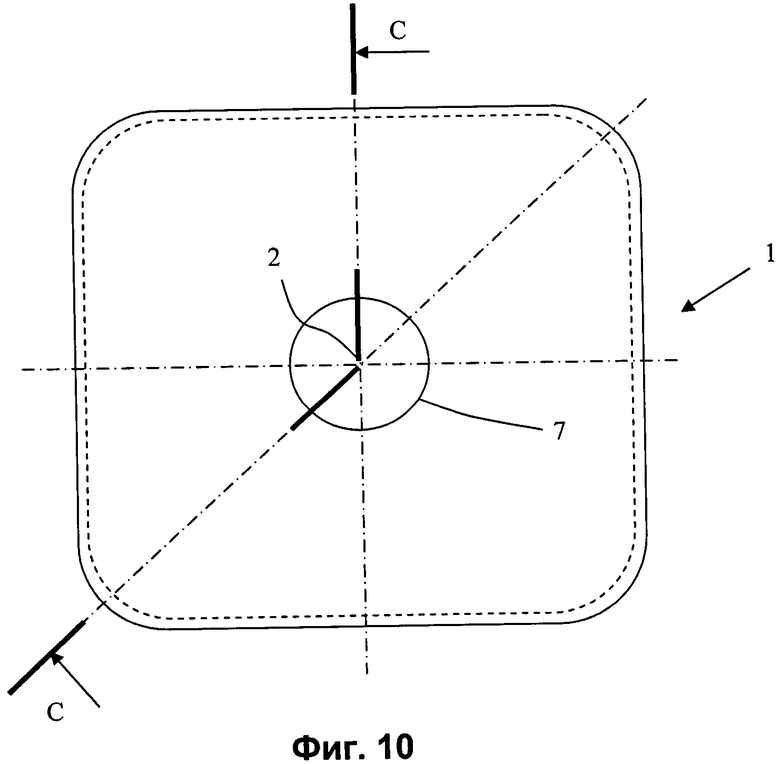
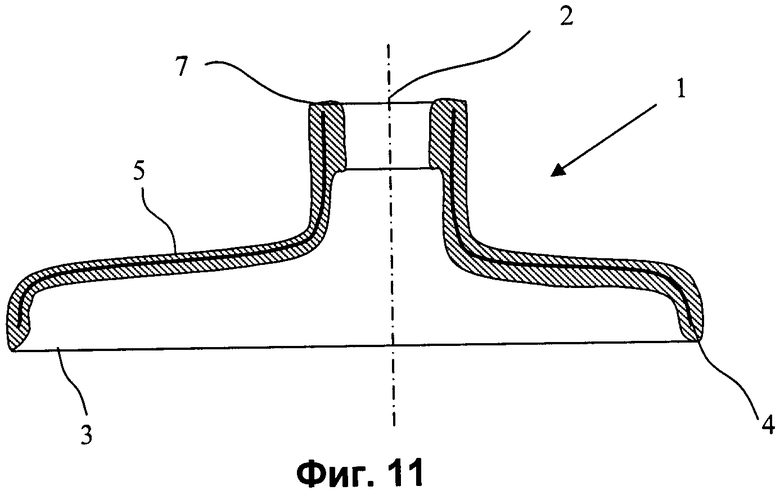
На фиг.10 и 11 представлен другой вариант осуществления настоящего изобретения. Изделие 1 представляет собой горлышко контейнера, предназначенного для вмещения жидких продуктов. Этот контейнер состоит из горлышка 1, трубчатого корпуса, приваренного к концу 3 изделия 1, и системы открывания-закрывания, обеспечивающей закупоривание отверстия 7, когда контейнер закрыт. На фиг.10 представлен вид сверху изделия 1. Изделие 1 не имеет оси симметрии и формирует прямоугольную оболочку, содержащую отверстие. Профиль толщины изделия 1 представлен на фиг.11, показывающей разрез изделия 1 по линии С.
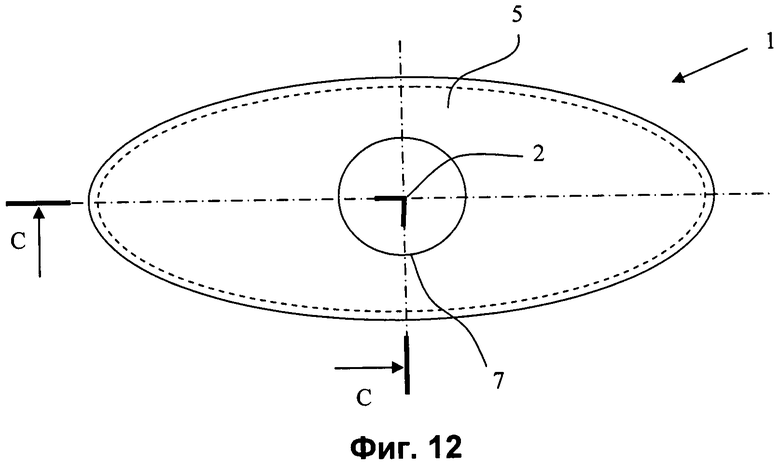
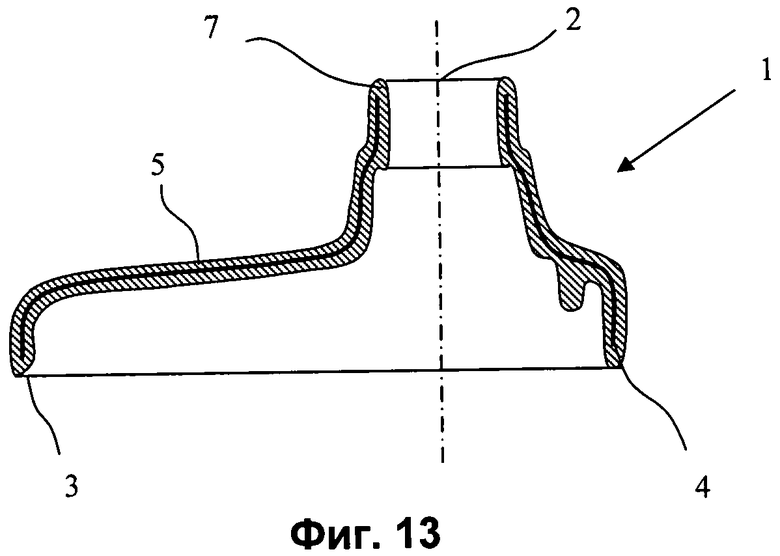
На фиг.12 и 13 представлен последний вариант осуществления настоящего изобретения. На фиг.12 представлен вид сверху овального плеча 1 тюбика. Его профиль толщины представлен на фиг.13, показывающей разрез по линии С. Особенность этого плеча состоит в локальном увеличении толщины, образующем своего рода радиальный выступ переменной толщины. Его толщина является максимальной по малой оси плеча, т.е. в месте, где криволинейная длина, соединяющая центр 2 растекания с краем 3, является минимальной.
Многослойные структуры полученных изделий очень разнообразны. Например, соединение промышленного полимера с барьерным полимером позволяет улучшить свойства непроницаемости изделий для кислорода и запахов.
Особенно предпочтительными являются приведенные ниже многослойные структуры, часто применяемые в упаковочной промышленности:
- РЕ/адгезив/ EVOH/адгезив/РЕ;
- РР/адгезив/ EVOH/адгезив/РР;
- РЕТ/РЕТ + поглотитель кислорода/адгезив/ EVOH/адгезив/РЕТ,
где
- РЕ - полиэтилен;
- РР - полипропилен;
- PET - полиэфиртерефталат;
- EVOH - этиленвиниловый спирт (сополимер этилена и винилового спирта);
- Адгезив - полимер, применяемый для соединения нескольких смол.
Многослойная доза предпочтительно является осесимметричной, но также возможно применение дозы, не имеющей оси симметрии. Однако если доза не содержит оси симметрии, угловая ориентация дозы по отношению к полости формы является необходимой.
Таким образом, настоящее изобретение также позволяет получить многослойные структуры, выполняющие барьерную функцию по отношению к передаче электромагнитных волн, в частности в видимом и ультрафиолетовом спектре. В этих случаях барьерный слой состоит из термопластичного полимера, наполненного элементами, поглощающими электромагнитные волны.
Точное позиционирование дозы в полости формы необходимо для получения распространения многослойной структуры до конца изделия. Обычно дозу центрируют в полости формы относительно центра растекания, часто соответствующего центру тяжести изделия. Если распространение барьерного слоя до конца изделия не требуется, допустимо неточное центрирование дозы в полости формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2416518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ОБЪЕКТА | 2008 |
|
RU2464167C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОПРЕДЕЛЕНИЯ ПРИСУТСТВИЯ И/ИЛИ РАСПРЕДЕЛЕНИЯ БАРЬЕРНОГО СЛОЯ, СОДЕРЖАЩЕГОСЯ В СТЕНКЕ ТРУБЧАТОЙ УПАКОВКИ | 2012 |
|
RU2586270C2 |
| МНОГОСЛОЙНАЯ ПОРЦИЯ МАТЕРИАЛА, ИМЕЮЩАЯ ВОГНУТУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2359824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЙ ИЗ ДЕТАЛЕЙ ИЗ ПЛАСТМАССЫ | 2002 |
|
RU2288096C2 |
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ | 2005 |
|
RU2358889C2 |
| МНОГОСЛОЙНАЯ ПОРЦИЯ МАТЕРИАЛА | 2005 |
|
RU2354552C2 |
| ГИБКАЯ МНОГОСЛОЙНАЯ СТРУКТУРА ДЛЯ ТЮБИКОВ | 2007 |
|
RU2449932C2 |
| ГИБКИЙ ТЮБИК, СНАБЖЕННЫЙ ГОРЛЫШКОМ БОЛЬШОГО ДИАМЕТРА И ЖЕСТКИМ НАКОНЕЧНИКОМ | 2001 |
|
RU2262472C2 |
| МНОГОСЛОЙНАЯ ПОРЦИЯ МАТЕРИАЛА | 2005 |
|
RU2352459C2 |
Настоящее изобретение относится к многослойному изделию, не имеющему оси симметрии и изготовленному путем компрессионного формования в форме многослойной дозы термопластичных полимеров в расплавленном состоянии. Изделие содержит центр подачи, соответствующий точке, вокруг которой дозу центрируют в форме перед сжатием, а расстояние между центром подачи и краем изделия, называемое длиной растекания, является переменным. Для заданной длины растекания чем больше длина растекания, тем меньше средняя толщина по этой длине и наоборот. Технический результат, достигаемый при использовании изделия по изобретению, заключается в том, чтобы обеспечить лучшее распределение многослойной структуры, особенно на концах изделия. 5 з.п. ф-лы, 13 ил.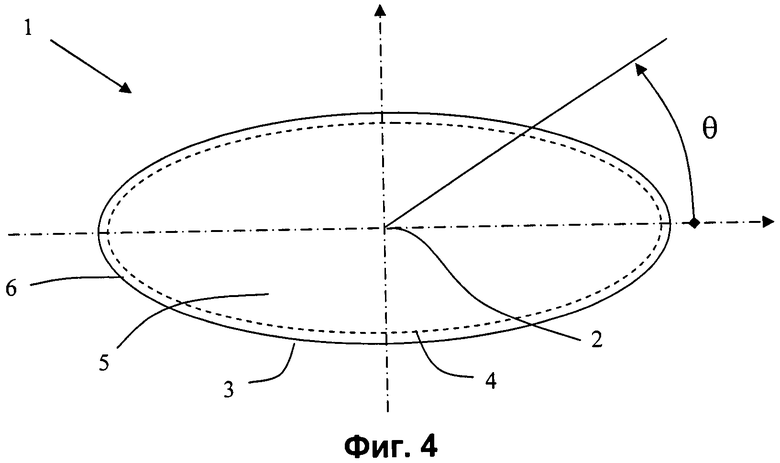
1. Многослойное изделие, не имеющее оси симметрии, изготовленное путем компрессионного формования многослойной дозы термопластичных полимеров в расплавленном состоянии, причем изделие содержит центр подачи, соответствующий точке, вокруг которой дозу центрируют в форме перед сжатием, и расстояние между центром подачи и краем изделия, называемое длиной растекания, является переменным, отличающееся тем, что для заданной длины растекания, чем больше длина растекания, тем меньше средняя толщина по этой длине, и наоборот.
2. Многослойное изделие по п.1, отличающееся тем, что многослойная структура имеет равномерное распределение.
3. Многослойное изделие по п.1 или 2, отличающееся тем, что имеет форму овала.
4. Многослойное изделие по п.1 или 2, отличающееся тем, что имеет форму квадрата.
5. Многослойное изделие по п.1 или 2, отличающееся тем, что имеет форму прямоугольника.
6. Многослойное изделие по п.1 или 2, отличающееся тем, что имеет форму плеча тюбика.
| JP 4169207 А, 17.06.1992 | |||
| WO 03092979 А1, 13.11.2003 | |||
| US 2003227107 А1, 11.12.2003 | |||
| Способ изготовления многослойных изделий из термопластов | 1975 |
|
SU555605A1 |
| О | |||
| ЩВАРЦ и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.59-62, 102, 131-136, 142-145, 149-153. | |||

