ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области упаковки и имеет своей целью усовершенствование гибких тюбиков, изготовленных из полимерных (пластиковых) пленок. В частности, оно относится к многослойной структуре тюбика и способу ее изготовления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Гибкие тюбики обычно используют для упаковки зубных паст, косметических продуктов, фармацевтических продуктов, а также пищевых продуктов.
Разнообразные гибкие тюбики изготавливают из многослойного материала, края которого соединены посредством сваривания с целью получения гибкого трубчатого корпуса. Сваривание трубчатого корпуса выполняют посредством перекрытия краев многослойного материала и сваривания поверхностей в области перекрытия. К такому трубчатому корпусу затем приваривают или припаивают головку тюбика.
Обычно используют многослойные материалы, полученные посредством соединения трех пленок:
- Первой пленки, образующей верхнюю поверхность многослойного материала и наружную поверхность упаковки. Она обычно имеет надпечатки и часто состоит из нескольких слоев. Ее сваривают с третьей пленкой в области перекрытия краев многослойного материала. Предпочтительно эта первая пленка состоит из полиолефинов, что обеспечивает изготовление упаковки посредством сваривания с высокой скоростью производства.
- Второй пленки, заключенной между первой и третьей пленками, образующей центральную часть многослойного материала и часто обладающей барьерными свойствами, такими как низкая проницаемость для запахов или кислорода. Вторая пленка может представлять собой, например, алюминиевую фольгу или многослойную пленку, содержащую полимер, обладающий барьерными свойствами, например этиленвиниловый спирт (EVOH).
- Третьей пленки, образующей нижнюю поверхность многослойного материала и внутреннюю поверхность упаковки. Эта пленка контактирует с продуктом, находящимся в упаковке, и гарантирует гигиенические свойства упаковки. Она сварена с первой пленкой в области перекрытия краев многослойного материала. Кроме того, она соединена посредством сваривания с головкой тюбика. Третья пленка часто является многослойной и состоит из полиолефинов, что обеспечивает возможность сваривания с высокой скоростью производства.
В заявке на патент ЕР 2701926 описан в качестве объекта изобретения тюбик, нижняя часть которого изготовлена из гибкого многослойного материала, содержащего слой, оказывающий барьерное действие против кислорода и запахов;
указанный слой заключен между несколькими слоями на основе полиолефинов. Общая толщина слоев, расположенных между слоем с барьерным эффектом и внутренней поверхностью упаковки, лежит в диапазоне от 55 до 135 микрометров для обеспечения наилучшей защиты от запахов.
В Заявке на патент ЕР 203265 предложен многослойный материал для производства гибких тюбиков с высоким сопротивлением старению при напряжении (растрескиванию под действием напряжения). Многослойная структура содержит слой линейного полиэтилена низкой плотности (LLDPE), образующий внутреннюю поверхность тюбика. Указанный слой LLDPE обеспечивает сваривание с высокой скоростью производства с наружным слоем полиэтилена и обладает повышенной устойчивостью к образованию пыли при трении. В заявке ЕР203265 предложена следующая предпочтительная многослойная структура; слои перечислены в порядке следования от верхнего слоя, образующего наружную поверхность тюбика, до нижнего слоя многослойного материала, образующего внутреннюю поверхность тюбика: РЕ-РЕ-бумага-LDРЕ-адгезив-алюминий-адгезив-LLDРЕ.
В патенте US 4418841 предложен многослойный материал, обладающий повышенной прочностью, благодаря тому, что в его структуру включена пленка, состоящая из биориентированного полипропилена (ВОРР). Тюбик содержит также другой слой из линейного полиэтилена низкой плотности (LLDPE), значительно увеличивающий сопротивление старению при напряжении (растрескиванию под действием напряжения) и устойчивость к образованию пыли при трении. В патенте US 4418841 предложена следующая предпочтительная многослойная структура; слои перечислены в порядке следования от верхнего слоя, образующего наружную поверхность тюбика, до нижнего слоя многослойного материала, образующего внутреннюю поверхность тюбика: LDPE-LDPE-бумага-PEI-OPP-PEI-EAA-алюминий-EAA-LLDPE.
В патенте US 5051266 предложен гибкий тюбик, состоящий из многослойного материла, нижний слой которого, образующий внутреннюю поверхность упаковки, состоит из смеси этиленвинилацетата (EVA) и сополимера этилена и акриловой кислоты. По меньшей мере, внутренний слой многослойного материала обработан посредством облучения. Тюбик используют для термической обработки in situ продукта, находящегося в упаковке; при этом тюбик погружают в водяную баню. Многослойная структура, предложенная в патенте US 5051266, улучшает контакт между продуктом и внутренней поверхностью тюбика.
ТЕХНИЧЕСКАЯ ЗАДАЧА
Тюбики, известные из предшествующего уровня техники, изготавливают из многослойных материалов, состоящих из нескольких слоев, которые:
- гарантируют достаточные барьерные свойства;
- обеспечивают возможность производить сваривание с высокой скоростью;
- имеют наружную поверхность, содержащую надпечатки или пригодную для печати;
- гарантируют устойчивость к старению при напряжении (к растрескиванию под действием напряжения);
- исключают образование пыли при трении;
- обладают достаточной прочностью;
- гарантируют гигиенические свойства в отношении продукта, содержащегося в упаковке.
Существует большой интерес к сокращению количества слоев в таких многослойных материалах с целью упрощения процесса их производства и получения более экономичных многослойных структур.
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ, ИСПОЛЬЗОВАННЫХ В ОПИСАНИИ ИЗОБРЕТЕНИЯ
В описании изобретения использованы следующие термины и аббревиатуры:
Многослойный материал: многослойная пленка, полученная посредством соединения нескольких пленок.
ВОРЕТ: полиэтилена терефталат биориентированный.
ВОРР: полипропилен биориентированный.
ВОРА: полиамид биориентированный.
РЕ: полиэтилен.
LDPE: полиэтилен низкой плотности.
LLDPE: полиэтилен низкой плотности линейный.
HDPE: полиэтилен высокой плотности.
EVOH: этиленвиниловый спирт.
Адгезив: клей, используемый при производстве многослойных материалов для соединения нескольких пленок.
Клей: связующий продукт, служащий для приклеивания накладки к многослойному материалу.
Сваривание: операция сваривания сводится к соединению посредством плавления двух материалов одной природы или способных смешиваться в расплавленном состоянии; способность к смешиванию проявляется в виде диффузии или взаимопроникновения молекулярных цепей; и к последующему охлаждению указанных материалов с целью их отверждения в состоянии взаимопроникновения молекул.
Склеивание: в противоположность свариванию, склеивание определяют как операцию соединения двух материалов разной природы или неспособных смешиваться в расплавленном состоянии. Склеивание может быть осуществлено с использованием химических механизмов (реакция краев молекулярных цепей, сшивание) и физических механизмов (силы Ван-дер-Ваальса, испарение). Склеивание - это операция соединения, которую можно выполнить при комнатной температуре или при нагревании материалов.
Свариваемый слой: слой, основной характеристикой которого является обеспечение и облегчение производства упаковки посредством сваривания.
Функциональный слой: слой, основной характеристикой которого является придание других свойств, отличающихся от возможности сваривания. Функциональные слои, обычно имеющие малую толщину, используют, например, для улучшения внешнего вида упаковки (слои с надпечатками, прозрачные слои), для повышения прочности упаковки (биориентированные слои, технические слои), для придания барьерных свойств (против кислорода, запахов) или для обеспечения функциональности (легкости разрыва при вскрытии упаковки).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к гибкому тюбику для упаковки, состоящему из многослойного материала, содержащего, по меньшей мере, один первый слой и один второй слой и характеризующегося тем, что первый слой состоит из материала, свойства которого позволяют сваривать этот первый слой с ним самим, и тем, что второй слой состоит из материала, свойства которого не дают возможности сваривать второй слой с первым слоем.
Предпочтительно изобретение предусматривает:
- первый слой на основе полиолефина, образующий внутреннюю поверхность упаковки;
- второй слой из биориентированного полимера, образующий наружную поверхность упаковки.
Предпочтительно первый слой является слоем полиэтилена, который можно сваривать с самим собой с высокой скоростью сварки. Предпочтителен слой линейного полиэтилена низкой плотности, образующий внутреннюю поверхность упаковки.
Согласно одной из форм осуществления настоящего изобретения, многослойный материал содержит слой, обладающий барьерным действием против кислорода или запахов.
Согласно другой форме осуществления настоящего изобретения слои на основе полиолефина составляют не менее 60% общей толщины.
Согласно еще одной форме осуществления настоящего изобретения многослойный материал имеет толщину менее 200 микрометров.
Предпочтительно многослойный материал получают посредством соединения только двух пленок.
Тюбик согласно настоящему изобретению обладает повышенной устойчивостью к образованию трещин, превосходной ударопрочностью при падении, очень хорошей устойчивостью к старению при напряжении и хорошими барьерными свойствами.
Тюбик изготавливают посредством сваривания встык краев многослойного материала и присоединения накладки, имеющей малую толщину и закрывающей края многослойного материала.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к тюбику, имеющему полезную многослойную структуру. В противоположность структурам, предлагаемым на предшествующем уровне техники, эта многослойная структура отличается, в частности, тем, что внутренняя и наружная поверхности тюбика не сварены друг с другом.
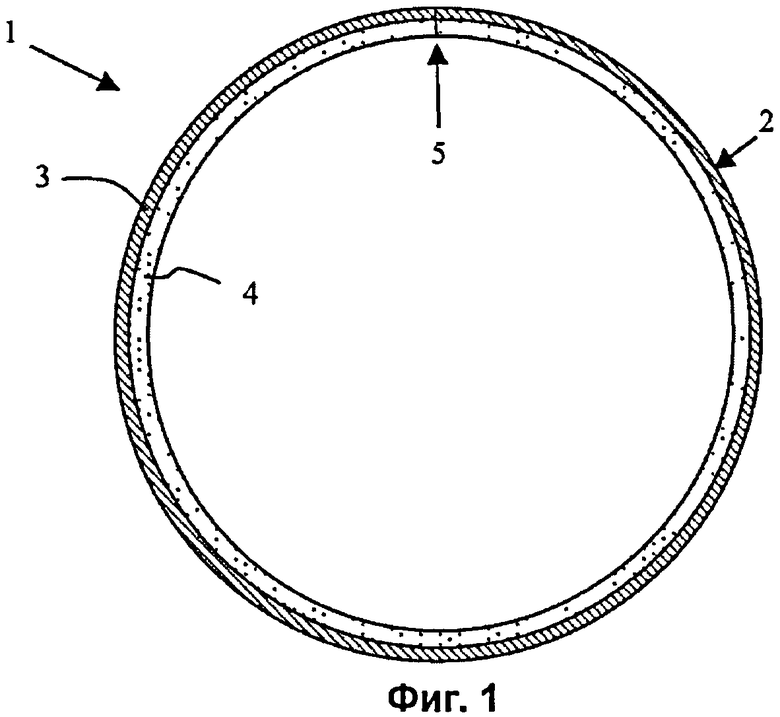
Фигура 1 иллюстрирует настоящее изобретение; на ней изображено сечение гибкого трубчатого корпуса 1, полученного посредством сваривания краев многослойного материала 2. Многослойный материал 2 содержит, по меньшей мере, один первый слой 3, образующий наружную поверхность трубчатого корпуса, и один второй слой 4, образующий внутреннюю поверхность трубчатого корпуса. Слой 4 состоит из полимеров на основе полиолефинов и легко может свариваться с самим собой в области соединения встык 5 краев многослойного материала. Внутренний слой 4 обеспечивает возможность присоединения головки тюбика к концу трубчатого корпуса 1; головку тюбика можно присоединить посредством сваривания или посредством литья. Слой 4, который контактирует с продуктом, находящимся в упаковке, обладает гигиеническими свойствами, необходимыми для обеспечения сохранности продукта. Слои на основе полиолефинов предпочтительно составляют не менее 60% толщины многослойного материала. Слой 3, образующий наружную поверхность многослойного материала, служит, в основном, в качестве основы для художественного оформления; художественное оформление может быть нанесено на поверхность упаковки или может быть заключено в толще многослойного материала. Слой 3 предпочтительно является функциональным слоем, имеющим малую толщину и высокую прочность. Слой 3 может быть выбран как на основании свойств его поверхности (тактильных свойств), так и на основании его оптических свойств (глянец, прозрачность). Вследствие взаимодополняемости их свойств слои 3 и 4 имеют различную природу и не могут быть сварены друг с другом. Слои, образующие многослойный материал, связаны друг с другом адгезивом и соединены с использованием способов, известных специалисту в данной области техники. Изготовление трубчатого корпуса не может быть выполнено посредством сваривания перекрывающихся краев многослойного материала, поскольку слои 3 и 4 не могут быть сварены друг с другом. Предложен способ соединения встык краев многослойного материала.
Согласно предпочтительной форме осуществления изобретения многослойный материал 2 является результатом соединения только двух пленок, которые могут состоять из нескольких слоев, в отличие от многослойных материалов, используемых в настоящее время, которые требуют соединения трех пленок. Согласно предпочтительной форме осуществления изобретения первая пленка содержит, по меньшей мере, слой 3, образующий наружный слой упаковки, а вторая пленка содержит, по меньшей мере, слой 5, образующий внутреннюю поверхность упаковки. Предпочтительно первая пленка содержит функциональные слои, а вторая пленка содержит свариваемые слои.
Согласно особо предпочтительной форме осуществления настоящего изобретения тюбик 1 изготовлен из многослойного материала 2, содержащего слой биориентированного полимера 3, образующий наружную поверхность. Слой биориентированного полимера обладает большой прочностью, а также оптическими свойствами (глянец, прозрачность), улучшающими эстетику упаковки. Согласно первому примеру осуществления настоящего изобретения многослойный материал содержит слой ВОРЕТ, образующий наружную поверхность многослойного материала, и слой LLDPE, образующий внутреннюю поверхность упаковки; два слоя соединены друг с другом слоем адгезива малой толщины. Слой LLDPE образует более 80% толщины многослойного материала. Для повышения непроницаемости многослойной структуры для кислорода или запахов целесообразно использовать дополнительный слой с барьерным эффектом. Например, в слой LLDPE можно включить слой EVOH. Другое решение состоит в нанесении покрытия из SiOx на слой ВОРЕТ.
Многослойная структура тюбика, предусмотренная в настоящем изобретении, обеспечивает ряд преимуществ. Эта многослойная структура, содержащая меньшее количество слоев, обладает высокой прочностью, малой проницаемостью для кислорода или запахов, а также превосходными эстетическими свойствами. Тюбик можно художественно оформить по всему периметру трубчатого корпуса без разрыва художественного оформления в зоне сварного шва.
Ключевой момент изобретения состоит в способе сваривания многослойного материала для получения трубчатого корпуса 1. Действительно важно, чтобы сварной шов обладал свойствами, сходными со свойствами многослойного материала, вследствие чего упаковка имела бы однородные свойства. Изобретение предусматривает способ соединения краев многослойного материала, который обеспечивает возможность получения в области сварного шва свойств, которые, по меньшей мере, одинаковы со свойствами многослойного материала. В идеале сварной шов не должен обнаруживаться пользователем упаковки ни визуально, ни механически.
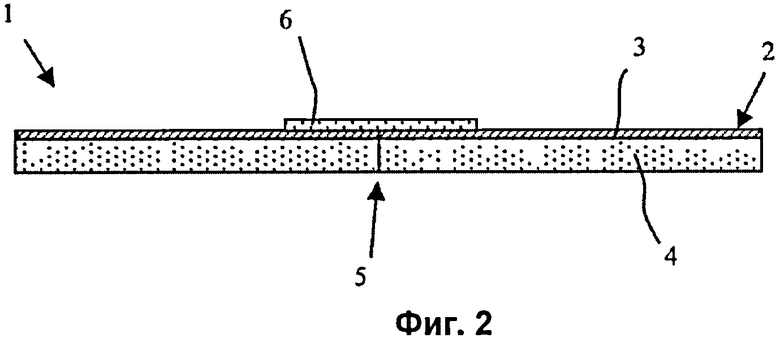
Первый способ изготовления трубчатого корпуса 1 проиллюстрирован Фигурой 2. Этот способ состоит в сваривании встык краев многослойного материала 2 и в укреплении сварного шва 5 накладкой 6, зафиксированной на наружной поверхности упаковки. Обычно операция сварки встык краев многослойного материала 2 состоит в частичном соединении краев, причем на самом деле сваривают только свариваемый слой 4. Это приводит к образованию зоны трубчатого корпуса с пониженной прочностью в области сварного шва 5, поскольку слой 3 не сваривают встык. Накладка 6 обеспечивает укрепление сварного шва и компенсирует прерывность слоя 3 в области сварного шва. Предпочтительно накладка 6 содержит слой биориентированного полимера, прочность которого превышает прочность слоя 3 или равна ей. Накладка 6 может быть приварена или наклеена на слой 3. Если слой 3 является слоем биориентированного полимера, то накладку 6 обычно приклеивают.
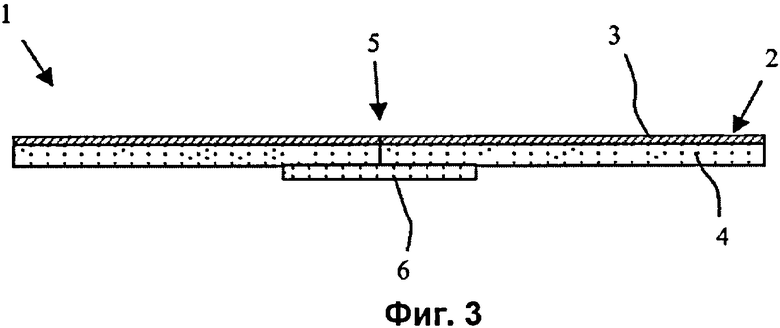
Второй способ получения трубчатого корпуса 1 проиллюстрирован Фигурой 3. Этот способ состоит в сваривании встык краев многослойного материала 2 и в укреплении сварного шва 5 накладкой 6, закрепленной на внутренней поверхности упаковки. Накладка 6 приварена к слою 4. Предпочтительно накладка 6 содержит слой полиолефина той же природы, что и у слоя 3. Предпочтительно накладка 6 также содержит слой биориентированного полимера, заключенный между двумя свариваемыми слоями.
Свариваемые слои многослойного материала обычно основаны на полиолефинах (полиэтилен, полипропилен). При сваривании встык соединение содержит очень малое количество вещества, что затрудняет получение прочного соединения. Было обнаружено, что свариваемый слой, состоящий из смеси 80% линейного полиэтилена низкой плотности и 20% радикального полиэтилена низкой плотности, дает возможность получения прочного сварного шва.
В основе функциональных слоев лежат разнообразные полимеры, выбор которых зависит от желаемых свойств (например: PET - полиэтилетнетефталат, РА - полиамид, PS - полистирол, EVOH, PVDC - поливинилиденхлорид). Основными функциональными слоями, используемыми в настоящее время, являются моно- или биориентированные слои (РР - полипропилен, PET, PA, PS) и пленки с барьерными свойствами (PET с покрытием из SiOx, PVDC, EVOH, PA). Функциональный слой также может состоять из алюминия или бумаги.
Для обеспечения барьерных свойств многослойный материал может включать в себя слой алюминия, барьерный слой PET или ОРР (с покрытием из PVOH - поливиниловый спирт, PVDC, SiOx, AlOx, металлизация) или слой, соэкструдированный с EVOH или PVOH барьерного типа.
Изобретение дает возможность получения упаковок с пренебрежимо малым изменением толщины в области сварного шва и с прочностью сварного шва, эквивалентной прочности многослойного материала. На полученных упаковках можно выполнять печать по всей поверхности без разрыва печатного изображения в области сварного шва.
Структуры тюбика, описанные выше, особенно полезны, поскольку они позволяют получить упаковки, обладающие улучшенными эстетическими свойствами; улучшение эстетики упаковки обусловлено присутствием функционального слоя 3 на поверхности упаковки; вследствие этого сварной шов почти не виден, а поверхность упаковки имеет пренебрежимо малое утолщение в области сварного шва.
Изобретение позволяет получить экономичные упаковки с малой толщиной и высокой прочностью. Тюбики, описанные в настоящем изобретении, можно получить с использованием многослойных пластиковых пленок, а также пленок, содержащих слои алюминия, бумаги или картона.
Толщина накладки мала по сравнению с толщиной многослойного материала. Обычно толщина накладки в 3-10 раз меньше толщины многослойного материала. Толщина накладки предпочтительно лежит в диапазоне от 10 до 60 микрометров. Накладка может иметь надпечатки или быть прозрачной; она может быть приварена или приклеена к поверхности многослойного материала; она может содержать барьерный слой для повышения барьерных свойств упаковки. Накладку можно присоединять перед свариванием многослойного материала встык или после сваривания. Накладка может представлять собой клейкую ленту, которую можно присоединять при температуре окружающей среды; эта накладка может быть приклеена клеем, образующим поверхность раздела между многослойным материалом и накладкой; накладка может быть приклеена после нагревания накладки; накладка может быть приварена. Сила сцепления накладки с поверхностью многослойного материала является фактором, определяющим прочность упаковки. Слишком малая сила сцепления создает риск разрыва упаковки в том случае, когда упаковка испытывает давление, растяжение, изгиб, удар или усталость материала. Также желательно получать хорошее сцепление между накладкой и многослойным материалом, чтобы накладка не могла отделиться от многослойного материала.
Накладка может быть приварена или приклеена к поверхности многослойного материала. Если верхняя поверхность конструкции образует наружную поверхность упаковки, то предпочтительно наклеить накладку на многослойный материал. Можно использовать разнообразные клеи и способы наклеивания. Например, первый способ состоит в наложении накладки, на которую предварительно нанесен слой клея. Первым вариантом этого способа является клейкая лента, которую можно использовать при температуре окружающей среды, вторым вариантом является клейкая лента, которую перед наложением нагревают. Использование клейкой ленты является способом, который легко контролируется и легко выполняется в промышленном масштабе. Второй способ состоит в нанесении клея на накладку или на многослойный материал во время присоединения. Использование реактивных двухкомпонентных клеев позволяет получить высокий уровень адгезии. Обычно операция наклеивания не требует специальной обработки поверхности зоны соединения, однако можно проводить обработку поверхности перед наклеиванием (например, обработку коронным разрядом).
В зависимости от способа присоединения и свойств, которые необходимо обеспечить, выбирают различные типы накладок:
1 - Накладка приваривается: она содержит, например, слой пригодного для сваривания PET (соэкструдированный, аморфный, в форме покрытия), соэкструдированный слой ОРР, РЕ, РР или термочувствительного лака.
2 - Накладка приклеивается и покрыта клеем. Единственным ее отличием является наличие на поверхности слоя клея, а именно связующего, которое можно использовать в нагретом или в холодном состоянии. Связующее может быть нанесено по краю или покрывать всю поверхность накладки. В этом случае ленту, используемую в качестве накладки, хранят без намотки на бобины, а слой клея защищают бумагой или силиконовой пленкой. В зависимости от условий силикон может быть нанесен непосредственно на наружную поверхность накладки, что дает возможность удаления силиконовой защиты в момент наложения накладки.
Для изготовления такой накладки пригодны любые материалы, но особенно материалы, описанные выше под пунктами 1 и 2, к которым можно добавить бумагу или алюминий. Выбор ленты будет зависеть от необходимых свойств, то есть барьерных свойств, механической прочности, внешнего вида.
3 - Накладку приклеивают, но изначально она не покрыта клеем. Клей можно нанести на всю поверхность пленки 2 или на ее края. Можно использовать те же материалы, что и в пункте 2, приведенном выше.
Для придания накладке барьерных свойств можно включить в нее слой алюминия, слой PET или барьерный слой из ориентированного полипропилена (ОРР) (совместно с нанесением покрытия из поливинилового спирта (PVOH), поливинилиденхлорида (PVDC), SiOx, AlOx, с металлизацией или с использованием любой другой пленки, имеющейся на рынке), слой, соэкструдированный совместно со слоем этиленвинилового спирта (EVOH) барьерного типа.
Обычно для обеспечения непрерывности свойств изделия укрепляющая накладка может включать в себя те же функциональные слои, что и пленки 2, используемые для изготовления упаковки, а именно: PET (полиэтилентерефталат), ОРР (ориентированный полипропилен), ОРА (ориентированный полиамид), барьерный PET, металлизированный PET, барьерный ОРР, металлизированный ОРР, алюминий, бумага, РЕ (полиэтилен), РР (полипропилен) и т.п.
Изобретение особенно хорошо подходит для изготовления гибких тюбиков для косметических, фармацевтических или пищевых продуктов.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Примеры структуры тюбика согласно изобретению:
Пример 1
Многослойный материал: BOPET/LLDPE.
Слой 3: ВОРЕТ, толщина 12 микрометров.
Слой 4: LLDPE, толщина 180 микрометров.
Накладка, наклеиваемая на слой 3: ВОРЕТ/клей.
ВОРЕТ, толщина 20 микрометров.
Клей: Bostik vitel 1912.
Пример 2
Многослойный материал: ВОРР PVOH/PE.
Слой 3: ВОРР PVOH, толщина 30 микрометров.
Слой 4: РЕ, толщина 200 микрометров.
Накладка, наклеиваемая на слой 3: ВОРР/клей.
ВОРР, толщина 40 микрометров.
Клей: Bostik TLH 2013.
Пример 3
Многослойный материал: BOPP/LLDPE.
Слой 3: ВОРР, толщина 20 микрометров.
Слой 4: LLDPE, толщина 180 микрометров.
Накладка, наклеиваемая на слой 4: LLDPE/BOPET/LLDPE.
LLDPE, толщина 20 микрометров.
ВОРЕТ: толщина 12 микрометров.
LLDPE, толщина 20 микрометров.
Другие примеры многослойных материалов:
Многослойный материал: PA/LDPE.
Слой 3: PA, толщина 40 микрометров.
Слой 4: LDPE, толщина 200 микрометров.
Многослойный материал: РР/РЕ.
Слой 3: РР, толщина 80 микрометров.
Слой 4: РЕ, толщина 140 микрометров.
Многослойный материал: Крафт-бумага с алюминиевой фольгой/РЕ.
Слой 3: Толщина крафт-бумаги с алюминиевой фольгой 30 микрометров.
Слой 4: РЕ, толщина 180 микрометров.
Многослойный материал: BOPET/LLDPE EVOH.
Слой 3: ВОРЕТ, толщина 12 микрометров.
Слой 4: LDPE EVOH LLDPE, толщина 180 микрометров.
Гибкий тюбик для упаковки изготовлен из многослойного материала, содержащего, по меньшей мере, один первый неметаллический слой и один второй неметаллический слой. Первый слой состоит из материала, свойства которого позволяют сваривать первый слой с ним самим. Второй слой состоит из материала, свойства которого не дают возможности сваривать второй слой с первым слоем. Первый и второй слои образуют, соответственно, внутренний и наружный слои тюбика. Изобретение направлено на упрощение процесса изготовления тюбиков. 8 з.п. ф-лы, 3 ил.
1. Гибкий тюбик для упаковки, изготовленный из многослойного материала, содержащего, по меньшей мере, один первый неметаллический слой и один второй неметаллический слой, характеризующийся тем, что первый слой состоит из материала, свойства которого позволяют сваривать первый слой с ним самим, и тем, что второй слой состоит из материала, свойства которого не дают возможности сваривать второй слой с первым слоем, причем эти первый и второй слои образуют соответственно внутренний и наружный слои тюбика.
2. Гибкий тюбик по п.1, отличающийся тем, что он состоит из первого и второго слоев.
3. Гибкий тюбик по п.1, отличающийся тем, что первый слой состоит из полиолефина.
4. Гибкий тюбик по п.1, отличающийся тем, что второй слой состоит из биориентированного полимера.
5. Гибкий тюбик по п.1, отличающийся тем, что второй слой состоит из материала, свойства которого обеспечивают возможность, по меньшей мере, частичного сваривания второго слоя с ним самим.
6. Гибкий тюбик по п.1, отличающийся тем, что края материала сварены встык.
7. Гибкий тюбик по п.1, отличающийся тем, что он содержит накладку, присоединенную к тюбику и закрывающую края многослойного материала.
8. Тюбик по п.7, отличающийся тем, что накладка закреплена на наружной поверхности тюбика.
9. Тюбик по п.7, отличающийся тем, что накладка закреплена на внутренней поверхности тюбика.
| RU 2001854 C1, 30.10.1993 | |||
| EP 1380514 A1, 14.01.2004 | |||
| СТАБИЛИЗАТОР ВЫПРЯМЛЕННОГО НАПРЯЖЕНИЯ | 0 |
|
SU177470A1 |
| ТЮБИК | 1992 |
|
RU2065827C1 |

