ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления многослойных изделий посредством компрессионного формования многослойной порции материала.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В Патенте США 4876052 описана цилиндрическая многослойная порция материала (Фиг.1), характеризующаяся тем, что функциональный полимер 3 полностью заключен внутри синтетического полимера 2. Функциональный полимер и наружный полимер имеют различную природу. Например, функциональный полимер обладает барьерными свойствами, препятствующими выделению газов, тогда как полимер, образующий наружный слой, выбран из-за его механических и гигиенических свойств. Такие многослойные порции материала обеспечивают возможность получения многослойных изделий посредством компрессионного формования указанной порции материала. Однако изделия, полученные согласно способу, описанному в патенте US 4876052, требуют большой доли функционального полимера в изделии, что порождает два основных недостатка: первый состоит в слишком высокой стоимости, а второй - в пониженном сопротивлении механическим нагрузкам. Отсутствие сцепления между функциональным полимером и наружным полимером снижает прочность изделия и создает риск отслаивания наружного слоя. Еще один недостаток изобретения согласно патенту US 4876052 состоит в том, что практически невозможно отрегулировать относительное количество полимеров 2 и 3; эти количества определяются геометрией изделия и потоками, возникающими во время сжатия порции материала.
Японский патент JP 2098415 предусматривает изготовление многослойного изделия посредством компрессионного сжатия цилиндрической порции материала (Фиг.2), характеризующейся тем, что синтетический полимер 2 покрывает только боковые поверхности функционального полимера 3. Компрессионное формование этой порции материала вдоль ее оси симметрии обеспечивает получение изделия, имеющего многослойную структуру, характеризующуюся тем, что синтетический полимер 2 частично окружает функциональный полимер 3. Однако многослойные изделия, изготовленные из двух полимеров согласно патенту JP 2098415, обладают несколькими большими недостатками. Первый состоит в наличии функционального полимера 3, открытого на центральной поверхности изделия и образующего, по меньшей мере, 10% общей поверхности изделия, а второй состоит в необходимости содержания функционального полимера 3 в изделии в количестве, составляющем, по меньшей мере, 30% от общего количества полимера. Это приводит к тому, что, с одной стороны, получаемые изделия имеют слишком высокую стоимость, а с другой стороны - эти изделия имеют сильно измененные механические свойства, главным образом - в центре объекта. Еще один недостаток изобретения согласно патенту JP 2098415 состоит в том, что практически невозможно отрегулировать относительное количество полимеров 2 и 3; эти количества определяются геометрией изделия и потоками, возникающими во время сжатия порции материала. Следующим важным недостатком изобретения согласно патенту JP 2098415 является то, что два полимера, по меньшей мере частично, находятся на поверхности изделия, что создает гигиенические проблемы, зависящие от вида используемых полимеров.
В патенте JP 2098415 для частичного преодоления указанных недостатков предлагается использовать порцию материала, состоящую из трех слоев (Фиг.3). Эта порция материала состоит из первого полимера, образующего центральную часть порции, функционального полимера 3, покрывающего только боковые поверхности первого полимера, и третьего полимера 2, покрывающего только боковые поверхности функционального полимера. Сжатие этой порции композитного материала вдоль ее оси приводит к получению многослойного изделия. Использование трехслойной порции материала обеспечивает преимущество, состоящее в уменьшении используемого количества функционального полимера 3, и позволяет получить изделия, обладающие механическими свойствами, почти не измененными по сравнению с таким же изделием, состоящим из одного полимера 2. Этот способ дает возможность размещения дополнительного слоя адгезива (связующего вещества) между полимерами различной природы, вследствие этого повышаются сцепление между слоями и прочность изделия. Однако функциональный полимер 3 не перекрывает центральную часть многослойного изделия, так что образуются изделия без барьерных свойств вблизи оси симметрии на площади, составляющей, по меньшей мере, 10% от площади поверхности изделия. Эта центральная зона изделия, не перекрытая слоем барьерного полимера 3, снижает барьерные свойства изделия и делает такое решение менее эффективным. Патент обладает вторым большим недостатком, состоящим в том, что три полимера, по меньшей мере частично, находятся на поверхности изделия, что создает гигиенические проблемы, зависящие от вида использованных полимеров.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает получение многослойных изделий посредством компрессионного формования с устранением упомянутых проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к многослойной порции материала, обладающей осью симметрии, для изготовления многослойных изделий посредством компрессионного формования; указанная порция материала состоит из первого синтетического полимера и, по меньшей мере, одного тонкого слоя функционального полимера, образующего поверхность тела вращения, причем функциональный слой заключен внутри первого полимера, а указанная многослойная порция материала характеризуется тем, что только один край слоя не заключен внутри первого полимера.
Изобретение особенно хорошо подходит для изготовления многослойных изделий, предназначенных для использования в области производства упаковочных средств и, более конкретно, в пищевой промышленности, где очень высоки гигиенические стандарты.
Изобретение описывает многослойные порции материала, которые позволяют получить упаковки или компоненты упаковок, содержащие функциональный слой, отсутствующий на поверхности той стенки упаковки, которая вступает в контакт с упакованным продуктом.
Согласно первой форме осуществления изобретения функциональный слой 3 полностью окружен полимером 2, образующим порцию материала. Полученное многослойное изделие характеризуется тем, что функциональный слой 3 полностью заключен в стенке указанного изделия, так что на поверхности изделия присутствует только полимер 2.
Согласно второй форме осуществления изобретения тонкий функциональный слой 3 полностью окружен первым полимером, за исключением с одного его края; этот край виден на поверхности порции материала. Полученное многослойное изделие имеет внутреннюю поверхность и наружную поверхность и характеризуется тем, что функциональный слой 3 отсутствует, по меньшей мере, на одной поверхности изделия.
В настоящем изобретении описан также способ получения многослойных порций материала.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Изобретение станет более понятным из приведенного ниже подробного описания примеров осуществления, проиллюстрированных прилагаемыми рисунками.
Фиг. с 1 по 3 изображают многослойные порции материала, известные из предшествующего уровня техники, для получения многослойных изделий посредством компрессионного формования.
Фиг.1 демонстрирует двухслойную порцию материала, полученную согласно патенту США 4876052.
Фиг.2 демонстрирует двухслойную порцию материала, полученную согласно патенту JP 2098415.
Фиг.3 иллюстрирует порцию материала, состоящую из трех слоев, описанную в патенте JP 2098415.
Фиг.4 изображает первый пример многослойной порции материала, соответствующий первой форме осуществления настоящего изобретения. Эта цилиндрическая порция материала содержит тонкий функциональный слой 3 полимера, полностью заключенный внутри полимера 2, образующего порцию материала.
Фиг.5 изображает многослойное изделие, полученное посредством сжатия в пресс-форме порции материала, изображенной на Фиг.4. Функциональный слой 3 образует складку и полностью отделен от поверхности изделия.
Фиг.6 изображает многослойную порцию материала, соответствующую второй форме осуществления настоящего изобретения. Эта цилиндрическая порция материала содержит тонкий функциональный слой полимера 3, имеющий край 5, который не заключен внутри полимера 2, образующего порцию материала.
Фиг.7 изображает многослойное изделие, полученное посредством сжатия в пресс-форме порции материала, изображенной на Фиг.6. Функциональный слой 3 заключен внутри полимера 2, за исключением его края 5, который выходит на наружную поверхность 11 изделия.
Фиг.8 иллюстрирует другой пример многослойной порции материала, полученной в соответствии с первой формой осуществления настоящего изобретения. Эта трубчатая порция материала состоит из тонкого функционального слоя 3, который полностью заключен внутри полимера 2, образующего порцию материала.
Фиг.9 изображает заплечико трубы, полученное посредством сжатия в пресс-форме порции материала, изображенной на Фиг.8. Функциональный слой 3 полностью отделен от поверхности заплечика трубы.
Фиг.10 иллюстрирует другой пример многослойной порции материала, полученной в соответствии со второй формой осуществления настоящего изобретения. Эта трубчатая порция материала состоит из тонкого функционального слоя 3, частично заключенного внутри полимера 2, образующего порцию материала. Край 5 функционального слоя 3 выходит на поверхность порции материала.
Фиг.11 изображает заплечико трубы, полученное посредством сжатия в пресс-форме порции материала, изображенной на Фиг.10. Функциональный слой 3 полностью отделен от внутренней поверхности 10 заплечика трубы; внутренняя поверхность вступает в контакт с упакованным продуктом. Функциональный слой 3 частично присутствует на наружной поверхности заплечика трубы.
Фиг.12-15 иллюстрируют другие примеры многослойной порции материала согласно настоящему изобретению.
Фиг.16 изображает первый способ получения порций материала согласно первой форме осуществления настоящего изобретения.
Фиг.17 изображает другой способ получения порций материала согласно первой форме осуществления настоящего изобретения.
Фиг.18 изображает способ получения порций материала согласно второй форме осуществления настоящего изобретения.
Фиг.19 изображает другой способ получения порций материала согласно второй форме осуществления настоящего изобретения.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение описывает многослойные порции материала, пригодные для получения многослойных изделий, и более конкретно - упаковок или компонентов упаковок. Из гигиенических соображений часто желательно, чтобы упакованный продукт не вступал в прямой контакт с функциональными полимерами. Функциональные полимеры могут быть барьерными полимерами, которые используют для придания свойств непроницаемости для газов или запахов, либо адгезивными полимерами, которые используют для соединения нескольких полимеров.
Изобретение описывает многослойные порции материала, которые позволяют получить упаковки или компоненты упаковок, которые могут быть использованы в пищевой промышленности. Функциональный слой 3 полностью отделен от поверхности упаковки, которая вступает в контакт с упакованным продуктом.
Согласно первой форме осуществления изобретения было обнаружено, что порция материала, содержащая тонкий функциональный слой 3, полностью заключенный внутри первого полимера 2, особенно хорошо подходит для изготовления многослойных изделий с улучшенными гигиеническими свойствами. Полученное многослойное изделие характеризуется тем, что функциональный слой 3 полностью погружен под поверхность изделия, так что на поверхности изделия присутствует только полимер 2.
Согласно второй форме осуществления настоящего изобретения тонкий функциональный слой 3 полностью заключен внутри порции материала, за исключением одного из его краев, указанный край можно видеть на поверхности порции материала. Многослойное изделие, полученное посредством сжатия порции материала в пресс-форме, характеризуется тем, что функциональный слой 3 отсутствует, по меньшей мере, на одной из поверхностей изделия.
Согласно настоящему изобретению могут быть получены разнообразные многослойные порции материала. Порции материала могут быть цилиндрическими или трубчатыми, или они могут иметь более сложную геометрию.
Изобретение также относится к способам получения порций материала.
Изобретение описывает многослойные изделия, также полученные посредством компрессионного формования порций материала.
Фиг.4 иллюстрирует многослойную порцию материала согласно первой форме осуществления изобретения. Эта порция материала 1 содержит тонкий слой функционального полимера 3, заключенный внутри полимера 2. Тонкий слой функционального полимера 3 имеет два свободных края 4 и 5, расположенные внутри полимера 2. Края расположены на расстояниях 6, 7 от поверхности порции материала, достаточных для того, чтобы эти края были отделены также и от поверхности сформованного изделия. Функциональный слой 3 расположен в порции материала так, что, в конечном итоге, слой 3 распределяется в сформованном изделии таким образом, что он не виден на поверхности изделия. Фиг.4 иллюстрирует порцию материала, в которой функциональный слой образует оболочку цилиндра, центр которого расположен на оси симметрии порции материала. Эта порция материала обладает достоинством, состоящим в том, что ее легко изготовить.
Функциональный слой 3 в идеале составляет небольшую часть объема порции материала или изделия; объем слоя 3 обычно составляет менее 20% общего объема, и предпочтительно - менее 10%.
Фиг.5 изображает многослойное изделие, полученное посредством сжатия порции материала, изображенной на Фиг.4, в пресс-форме. Это изделие содержит тонкий функциональный слой 3, полностью заключенный внутри данного изделия; слой 3 образует складку у периферии изделия; складка и края 4 и 5 полностью заключены внутри данного изделия.
Соотношение между положением тонкого слоя 3 внутри порции материала и внутри изделия зависит от многослойного течения во время сжатия порции материала в пресс-форме.
Было обнаружено, что положение складки функционального слоя 3 в изделии зависит от радиального положения слоя 3 в порции материала; если слой 3 расположен у периферии порции, складка слоя 3 будет находиться у периферии изделия. Если слой 3 расположен очень близко от периферии порции материала, часть слоя 3 обнаруживается на поверхности изделия. Поэтому существует оптимальное положение слоя 3 в порции материала, которое обеспечивает распространение слоя 3 и образование складки вблизи периферии изделия; слой 3 остается заключенным внутри изделия.
Также было обнаружено, что положение краев 4 и 5 функционального слоя 3 в изделии слабо зависит от потоков, возникающих во время сжатия. Также было сделано наблюдение, состоящее в том, что трудно заключить внутри изделия края функционального слоя 3, если этот слой не заключен внутри порции материала. Напротив, было обнаружено, что, если края 4 и 5 функционального слоя 3 удалены от поверхности порции материала, они также оказываются удаленными от поверхности изделия. Также было сделано наблюдение, состоящее в том, что очень малого расстояния между краями слоя 3 и поверхностью порции материала оказывается достаточно для того, чтобы эти края были удалены от поверхности изделия. Таких малых расстояний 6 и 7 между краями слоя 3 и поверхностью порции материала, как расстояния, равные 50 микрометрам, достаточно для того, чтобы предотвратить выход краев слоя 3 на поверхность изделия.
Фиг.6 иллюстрирует многослойную порцию материала согласно второй форме осуществления изобретения. Эта порция материала 1 состоит из тонкого слоя функционального полимера 3, заключенного внутри полимера 2. Тонкий слой функционального полимера 3 имеет два свободных края 4 и 5; первый край 4 полностью заключен внутри полимера 2 таким образом, что край 4 полностью отделен от поверхности порции материала; второй край 5 выходит на поверхность порции материала. Первый край 4 отстоит от поверхности порции материала на расстояние 6, достаточное для того, чтобы этот край был также отделен и от поверхности сформованного изделия. Функциональный слой 3 расположен в порции материала таким образом, что слой 3 распределяется по всему сформованному изделию, причем слой 3 не обнаруживается на поверхности стенки изделия в тех местах, где важны гигиенические требования.
Фиг.7 изображает многослойную упаковку, полученную посредством сжатия в пресс-форме порции, изображенной на Фиг.6. Эта упаковка содержит тонкий функциональный слой 3, полностью отделенный от поверхности 10 той стенки упаковки, которая вступает в контакт с упакованным продуктом. Функциональный слой 3 образует складку у периферии упаковки; эта складка и функциональный слой 3 полностью заключены внутри стенки упаковки. Край 5 функционального слоя 3 находится на уровне наружной поверхности 11 упаковки; наружная поверхность 11 не вступает в контакт с упакованным продуктом. Слой 3 присутствует только на очень малой части поверхности упаковки, эта поверхность обычно составляет менее 1% от общей площади поверхности, и предпочтительно составляет менее 0,1% от общей площади поверхности, принимая во внимание очень малую толщину слоя 3.
С помощью примеров описано несколько многослойных порций материала, соответствующих первой или второй форме осуществления настоящего изобретения.
Пример порции материала, соответствующий первой форме осуществления настоящего изобретения, иллюстрирует Фиг.8. Эта порция материала содержит тонкий функциональный слой 3, заключенный внутри полимера 2, образующего порцию материала. Функциональный слой заключен внутри полимера как с боковых поверхностей, так и с краев 4 и 5, так что функциональный слой 3 полностью отделен от поверхности порции материала. Порция материала имеет отверстие 8, центр которого находится на оси симметрии порции.
Фиг.9 изображает заплечико трубы, полученное посредством сжатия в пресс-форме порции материала, изображенной на Фиг.8. Видно, что тонкий слой 3 полностью отделен от внутренней 10 и наружной 11 поверхностей заплечика, что слой 3 образует складку у периферии заплечика, и что края 4 и 5 слоя 3 расположены вблизи отверстия 9 изделия.
Фиг.10 иллюстрирует порцию материала, содержащую отверстие и полученную согласно второй форме осуществления изобретения. Эта порция 1 содержит тонкий слой функционального полимера 3, заключенный внутри полимера 2. Тонкий слой функционального полимера 3 имеет два края 4 и 5, причем первый край 4 полностью погружен в полимер 2, а второй край 5 выходит на поверхность порции материала.
Фиг.11 изображает заплечико трубы, полученное посредством сжатия в пресс-форме порции материала, изображенной на Фиг.10. Видно, что тонкий слой 3 полностью отделен от поверхности 10 заплечика, причем поверхность 10 расположена внутри трубы и находится в контакте с упакованным продуктом. Слой 3 образует складку у периферии заплечика и он полностью заключен в стенке трубы. Край 5 слоя 3 присутствует на наружной поверхности 11, эта поверхность 11 является наружной поверхностью упаковки.
Фиг.12 изображает другой пример порции материала, особенно хорошо подходящий для получения многослойных изделий. То, что края 4 и 5 тонкого функционального слоя 3 заключены внутри полимера 2, обеспечивает возможность получения изделия, на поверхности которого отсутствует слой 3. Эти порции материала особенно хорошо подходят для получения многослойных изделий с отверстием или без отверстия.
Фиг.13 иллюстрирует геометрию порции материала, имеющей в центре полость. Эта многослойная порция материала содержит тонкий функциональный слой 3, заключенный внутри первого полимера 2, составляющей, по меньшей мере, 80% порции материала. Край 4 слоя 3 находится на расстоянии 6 от поверхности порции материала, так что во время сжатия порции материала край 4 слоя 3 остается отделенным от поверхности изделия.
Фиг.14 изображает многослойную порцию материала 1, содержащую тонкий функциональный слой 3, по меньшей мере, частично заключенный внутри первого полимера 2, полимер 2 составляет, по меньшей мере, 80% от объема порции материала. Слой 3 образует оболочку тела вращения, центр которого находится на оси симметрии порции материала. Согласно первой форме осуществления изобретения края 4 и 5 слоя 3 также окружены первым полимером 2, так что слой 3 полностью заключен внутри полимера 2. Согласно второй форме осуществления изобретения только край 5 слоя 3 не окружен полимером 2, так что после сжатия порции материала в пресс-форме только край 5 слоя 3 находится на поверхности сформованного изделия.
Фиг.15 иллюстрирует другой пример порции материала, содержащей тонкие функциональные слои 3' и 3'', центры которых находятся на оси симметрии порции материала, и которые, по меньшей мере частично, окружены первым полимером 2. Согласно первой форме осуществления изобретения слой 3 полностью окружен полимером 2, даже на уровне его краев 4', 5' и 4'', 5''. Согласно второй форме осуществления изобретения только края 5' и 5'' слоев 3' и 3'' не окружены полимером 2.
Изделия, изображенные на Фиг.9 и 11, были получены с тонким слоем барьерного полимера (EVOH), заключенным внутри полиэтиленового полимера (РЕ). Эти изделия обладают высокой непроницаемостью для кислорода и запахов.
Для упрощения описания изобретения на фигурах чертежа сознательно был изображен только один функциональный слой 3, заключенный внутри второго полимера 2. Известно, что комбинация только двух полимеров обычно не позволяет получить достаточное сцепление на поверхности раздела между двумя полимерами. Кроме того, обычной практикой является использование адгезивных промежуточных слоев, которые дают возможность соединять полимеры различной природы, гарантируя хороший уровень сцепления между слоями. Таким образом, размещение адгезивных слоев с обеих сторон барьерного слоя предотвращает возможные проблемы с расслоением или декогезией в многослойных изделиях. Адгезивные и барьерные слои расположены параллельно друг другу и содержат малое количество полимеров. Совокупность адгезивных слоев, образующих функциональный слой 3, обычно содержит количество полимера, составляющее менее 15% от общего объема полимера, образующего порцию материала, и предпочтительно - количество, составляющее менее 10%. Поэтому настоящее изобретение не ограничено трехслойными порциями материала, изображенными на Фиг.4, 6, 8, 10 и 12-14. В общем случае эти порции содержат 5 слоев или больше.
Полимеры, используемые в рамках настоящего изобретения, относятся к термопластичным полимерам, используемым на современном уровне техники, и более конкретно - к полимерам, используемым в упаковочной промышленности. Среди барьерных полимеров, которые могут быть использованы для формирования функционального слоя 3, можно назвать сополимеры этиленвинилового спирта (EVOH), полиамиды, такие как Нейлон-MXD6 (Nylon-MXD6), сополимеры акрилонитрила и метилакрилата (BAREX), фторполимеры, такие как поливинилиденфторид (ПВДФ, англоязычная аббревиатура - PVDF). Можно назвать также несколько полимеров, которые могут быть использованы для слоя 2, образующего структуру изделия: полиэтилен (ПЭ, англоязычная аббревиатура - РЕ), полипропилен (ПП, РР), полистирол (ПС, PS), полиамид (Па, РА), полиэфир (полиэтилентерефталат, ПЭТ). Этот перечень не является исчерпывающим. При выборе полимеров важно выбирать продукты, имеющие близкие коэффициенты вязкости. В целом предпочтительно использовать полимеры, которые при рабочих температурах обладают отношением вязкостей меньше 10, и предпочтительно выбирать полимеры с отношением вязкостей меньше 3.
Метод компрессионного формования состоит в подаче многослойной порции синтетических полимеров в расплавленном состоянии в полость пресс-формы, в формовании изделия посредством компрессионного формования порции материала, находящейся в полости формы, в охлаждении изделия и в последующем удалении его из пресс-формы.
Изобретение обеспечивает возможность получения изделий, содержащих очень тонкий функциональный слой; этот функциональный слой может составлять менее 5% от объема изделия.
Способ получения многослойных изделий, описываемый ниже, особенно хорошо подходит для получения таких изделий, как пробки, крышки, предварительно отформованные заготовки, а также заплечики труб. Этот способ можно также успешно использовать для получения предварительно отформованных заготовок в форме пластин; эти пластины затем используются для термоформования или выдувного термоформования с получением многослойных изделий.
Порции материала, описанные ранее, могут быть получены многими способами.
Первый способ состоит в том, что полимеры совместно экструдируются (соэкструдируются) с получением многослойной структуры, и, по меньшей мере, функциональный слой 3 экструдируется периодически.
Пример такого способа проиллюстрирован на Фиг.16. Многослойный стержень соэкструдируется непрерывно; поток функционального слоя 3 является периодическим и прерывистым, периодичность подачи слоя 3 и отрезания стержня одинакова. Этот способ особенно хорошо подходит для получения многослойных порций материала с высокой производительностью. Этот способ можно успешно использовать для получения порций материала, содержащих функциональный слой 3, полностью заключенный внутри полимера 2.
Второй пример получения многослойных порций материала согласно этому первому способу проиллюстрирован на Фиг.17. Многослойный стержень соэкструдируется прерывисто, так что общий поток совместно экструдируемых полимеров совершает колебания между максимальным значением и нулевым значением, количество материала, дозируемого за один период, соответствует одной порции материала. Функциональный слой 3 подается в течение более короткого промежутка времени, чем полимер 2, так что края слоя 3 оказываются заключенными внутри полимера 2.
Второй способ получения многослойной порции материала согласно настоящему изобретению состоит в заключении, по меньшей мере, одного края слоя 3 внутри полимера 2, причем указанное заключение осуществляется за пределами экструзионной головки.
Пример этого второго способа проиллюстрирован на Фиг.18. Резак 9 периодически отрезает многослойный поток по мере его выхода из экструзионной головки 8, в результате образуются порции материала 1. Порция материала 1 содержит функциональный слой 3, заключенный внутри полимера 2, кроме края 5 слоя 3. Край 4 слоя 3 заключен внутри полимера 2, это заключение осуществляется во время отрезания многослойного стержня резаком 9. Благодаря своей геометрии в сочетании с режущим движением резак 9 увлекает за собой некоторое количество полимера 2, которое окружает край 4 слоя 3.
Другой пример получения многослойных порций материала согласно второму способу проиллюстрирован на Фиг.19. Порции материала формируются из трубчатого многослойного потока. На выходе из экструзионной головки 8 резак 9 периодически отрезает порции 1 и одновременно окружает край 4 функционального слоя 3 полимером 2.
Сходные способы могут быть использованы для заключения одного или обоих краев слоя 3 внутри полимера 2. Эти способы могут быть использованы во время отрезания порции, во время его переноса в полость пресс-формы или внутри формовочного устройства. Эти способы обладают общей чертой, которая состоит в модификации исходной геометрии порции с захватом полимера 2 и заключением внутри нее края слоя 3.
В приведенных в данной работе примерах порции материала и изделия имеют простую геометрию, однако изобретение, безусловно, относится к любой геометрии порции материала или изделия.
Изделия, полученные согласно настоящему изобретению, содержат функциональный слой 3, образующий, по меньшей мере, одну складку на уровне периферии изделия. Могут быть также получены изделия, содержащие вторую складку вблизи оси симметрии изделия. Можно получить в изделии расположение функционального слоя в форме зигзага.
Возможны многочисленные положения функционального слоя 3 в порции материала. Может быть полезным такое расположение функционального слоя 3 в порции материала, чтобы функциональный слой 3 образовывал оболочку тела вращения с центром на оси симметрии. Можно получить очень полезные многослойные изделия, если изменять расстояние функционального слоя 3 от оси симметрии.
Также могут быть использованы порции материала, содержащие несколько функциональных слоев 3, причем все функциональные слои имеют центры, расположенные на оси симметрии порции материала. Полученные многослойные изделия характеризуются тем, что функциональные слои, по меньшей мере частично, перекрываются, и каждый из них образует, по меньшей мере, одну складку.
Можно использовать другие геометрии порций материала. Установлено, что порции, часть поверхности которых вогнута, являются особенно полезными. Такие геометрии порций способствуют хорошему распределению барьерного слоя в многослойном изделии.
Изобретение относится к способу изготовления многослойных изделий посредством компрессионного формования многослойной порции материала. Порция материала имеет ось симметрии, содержит первый синтетический полимер и, по меньшей мере, один тонкий функциональный слой синтетического полимера. Функциональный слой образует наружную оболочку тела вращения, образованного вокруг оси симметрии. Тело вращения имеет два края, расположенные в направлении, параллельном оси симметрии. Порция материала характеризуется тем, что функциональный слой окружен первым синтетическим полимером полностью или таким образом, что в первый полимер погружен только один из краев. Изобретение также относится с способам получения порций материала. Изобретение позволяет уменьшить используемое количество функционального полимера, отрегулировать толщину функционального слоя, обеспечивать возможность размещения слоя адгезива, повысить сцепление между слоями и прочность изделия, снизить стоимость изделия. 4 н. и 7 з.п. ф-лы, 19 ил.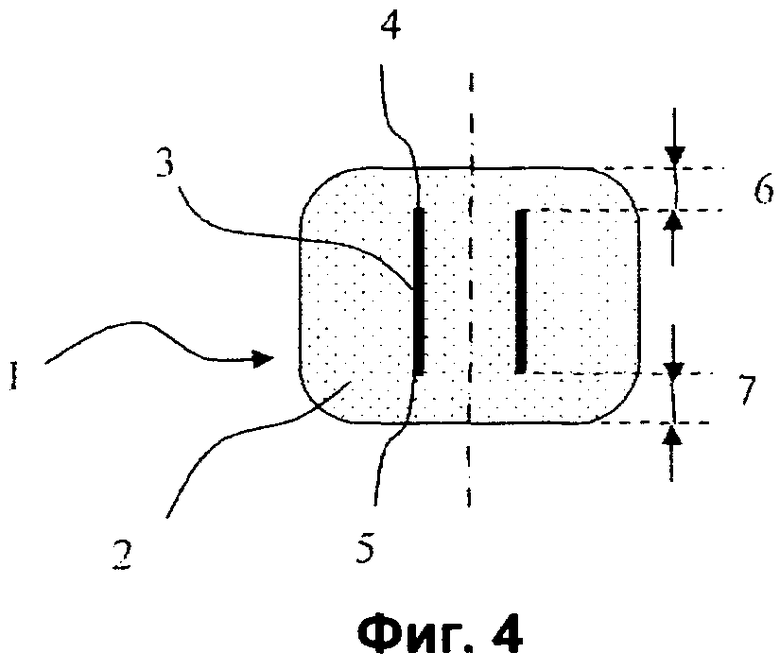
1. Многослойная порция синтетического полимера для изготовления многослойных изделий посредством компрессионного формования, которая обладает осью симметрии и содержит первый синтетический полимер (2) и, по меньшей мере, один тонкий функциональный слой (3) синтетического полимера, образующий наружную оболочку тела вращения, образованного вокруг указанной оси симметрии; причем тело вращения имеет два края, расположенные в направлении, параллельном оси симметрии, функциональный слой (3) полностью заключен внутри первого синтетического полимера (2) и характеризуется тем, что его края (6, 7) находятся на расстоянии, по меньшей мере, 50 мкм от поверхности порции материала.
2. Порция материала по п.1, отличающаяся тем, что тонкий функциональный слой (3) сам образует многослойную структуру, содержащую слой барьерного полимера, заключенный между двумя слоями адгезивного полимера.
3. Порция материала согласно любому из предшествующих пунктов, отличающаяся тем, что оба края функционального слоя открыты.
4. Порция материала по п.1 или 2, отличающаяся тем, что один из двух краев функционального слоя открыт, а второй край закрыт.
5. Порция материала по п.1 или 2, отличающаяся тем, что оба края функционального слоя закрыты.
6. Многослойное изделие, полученное посредством компрессионного формования порции материала, как она определена в любом из пп.1-5, которое содержит внутреннюю поверхность и наружную поверхность, причем внутренняя поверхность образует внутреннюю часть упаковки; изделие состоит из первого синтетического полимера (2) и тонкого функционального слоя (3), при этом функциональный слой (3) заключен внутри стенки изделия и образует складку; при этом изделие характеризуется тем, что функциональный слой (3) полностью отделен от внутренней поверхности.
7. Способ получения порций материала, как они определены в любом из пп.1-5, включающий стадию, в ходе которой полимеры совместно экструдируют с образованием многослойного потока, поток периодически отрезают с получением отдельных порций, а порции переносят в пресс-форму; причем указанный способ характеризуется тем, что порции материала деформируют таким образом, чтобы края функционального слоя (3) оказались покрытыми первым синтетическим полимером (2).
8. Способ по п.7, отличающийся тем, что порции деформируют во время отрезания.
9. Способ по п.7, отличающийся тем, что порции деформируют во время их переноса в пресс-форму.
10. Способ по п.7, отличающийся тем, что порции деформируют в тот период, когда они находятся в пресс-форме.
11. Способ получения порций материала, как они определены в любом из пп.1-5, включающий стадию, в ходе которой полимеры совместно экструдируют в одном направлении, и характеризующийся тем, что он включает последовательно стадию покрывания, в ходе которой экструдируют только первый полимер (2), стадию совместной экструзии и следующую стадию покрывания, так что функциональный слой (3) оказывается полностью заключенным в первом полимере.
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ ЗАМЕЩЕННОГО БЕНЗОФУРАНА ИЛИ ИХ ФАРМАЦЕВТИЧЕСКИ ПРИЕМЛЕМЫХ СОЛЕЙ | 1993 |
|
RU2098415C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2520288C2 |
| US 4876052 A1, 24.10.1989 | |||
| US 2002182351 A1, 05.12.2002 | |||
| RU 2002124571 A, 10.01.2004. | |||

