ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления многослойного объекта путем компрессионного формования многослойной дозы, состоящей из расплавленного полимера.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
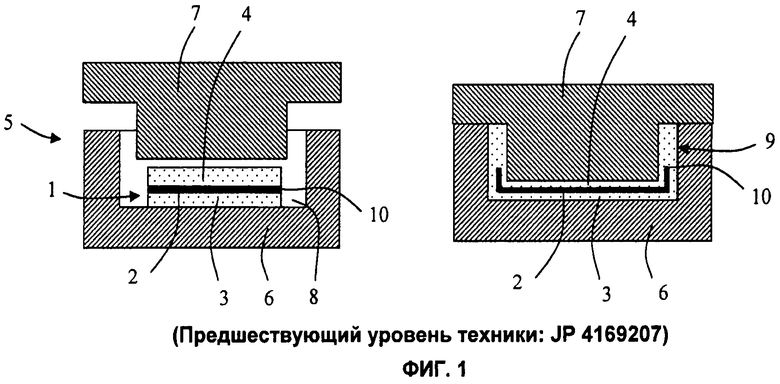
Патентный документ JP 4169207 описывает способ изготовления многослойного объекта путем сжатия в форме дозы, в которой слои расположены перпендикулярно оси сжатия. На фиг.1 представлен способ, описанный в указанном патенте Японии. В соответствии с указанным способом дозу 1, имеющую форму диска и сформированную путем наложения друг на друга нескольких пленок, размещают в форме 5. Пленка 2, расположенная в центре многослойной структуры, имеет пониженную проницаемость. Изобретение, описанное в патентном документе JP 4169207, состоит в формировании многослойного объекта путем сжатия дозы 1 в форме 5 и заключения концов 10 слоя 2 внутри объекта. Для заключения концов пленки 2 патентный документ JP 4169207 предлагает прессование дозы при температуре выше температуры плавления пленок 3 и 4 и ниже температуры плавления пленки 2. В качестве примера патентный документ JP 4169207 описывает дозу, сформированную из полиэтиленовых пленок 3 и 4 и полиамидной пленки 2. Способ, описанный в патентном документе JP 4169207, имеет несколько недостатков. В соответствии с патентным документом JP 4169207 промежуточный слой 2 при формовании находится в твердом состоянии, поскольку температура формования ниже температуры плавления указанной пленки. Вследствие этого пленка 2 при формовании не подвергается деформации или подвергается незначительной деформации. Способ, описанный в патентном документе JP 4169207, с трудом позволяет распространить функциональный слой 2 до конца объекта. Этот способ также требует изготовления, нагрева и переноса в полость 8 формы 5 плоской дозы малой толщины. Операции по изготовлению дозы и манипуляциям с ней недостаточно подробно описаны в данном патенте Японии, и указанный способ не представляется пригодным для изготовления объекта при высокой скорости производства.
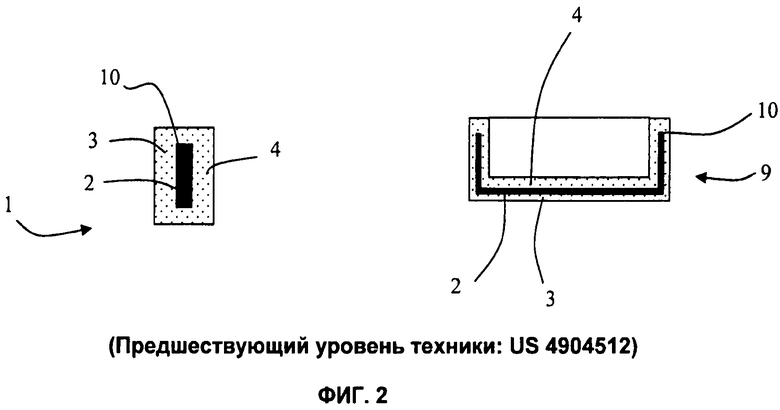
Патент US 4904512, представленный на фиг.2, описывает многослойный объект, изготовленный путем компрессионного формования многослойной дозы. Этот патент предлагает применение цилиндрической дозы 1, содержащей функциональный слой 2, полностью заключенный между слоями 3 и 4 полимера. Заключение концов 10 слоя 2 внутри дозы осуществляется способом экструзии, обеспечивающим непрерывную подачу функционального слоя. Однако в патенте US 4904512 не описывается сжатие дозы 1 в форме 8. Например, не указываются размеры дозы и ее положение в полости 8 формы 5. В описании изобретения ничего не говорится о способе прессования дозы. Однако, принимая во внимание объекты, описанные в этом патенте, и желательность получения симметричного растекания сжатых материалов, получается, что сжатие должно непременно осуществляться в направлении, параллельном оси экструзии.
Тем не менее, решение, описанное в патенте US 4904512, содержит несколько недостатков. Как описывается в патенте US 4904512, соэкструзионное устройство с механизмом отсекающей заслонки для функционального полимера управляет прерывистым вытеканием функционального полимера. Однако механизмы отсекающей заслонки являются сложными и дорогостоящими; и они не позволяют достаточно точно управлять прерывистым вытеканием при высокой скорости производства. Второй недостаток состоит в трудности изготовления доз, содержащих более двух полимеров. Обычно функциональный слой не пристает естественным образом к полимеру, формирующему объект. Указанный недостаток может приводить к плохому сцеплению между слоями и к получению бракованных объектов.
Наконец, третий недостаток состоит в трудности оптимизации автоматизации последовательного изготовления большого количества объектов.
В действительности после изготовления дозы ее нельзя подвергать прессованию немедленно после выхода из экструдера. Как минимум, требуется последующее перемещение дозы или ее поворот на 90°, что требует более сложного оборудования и снижает скорость производства объектов.
Изготовление многослойных объектов из термопластичного полимера путем компрессионного формования при высокой скорости производства преимущественно осуществляют путем экструзии многослойной дозы, которую переносят в полость формы и затем прессуют в расплавленном состоянии для формирования объекта. Этот способ, описанный в предшествующем уровне техники, включает в себя изготовление объектов, таких как пробки или стаканчики, путем прессования дозы, расположенной в центре оснастки, по ее оси симметрии. Указанная конфигурация позволяет получить осесимметричное растекание при сжатии и, в итоге, осесимметричное распределение функционального слоя в объекте.
Однако прессование дозы по оси экструзии имеет, по меньшей мере, два существенных недостатка, а именно нарушение непрерывности функционального слоя в центре объекта и наличие слишком большого количества функционального материала в объекте.
Первый недостаток проявляется, если доза содержит малое количество функционального материала для обеспечения экономичного изготовления многослойных объектов. В этом случае функциональный материал формирует в дозе тонкий слой, параллельный оси экструзии. Функциональный полимер отсутствует в центральной части дозы и, следовательно, в центральной части объекта.
Второй недостаток проявляется при размещении функционального материала в центре дозы, как это предлагается в патенте US 4904512. Однако для распределения функционального слоя до периферии объекта необходимо значительно увеличить количество функционального полимера в дозе, чтобы обеспечить формирование функциональным полимером цилиндра с достаточно большим радиусом.
Хотя сжатие в направлении, совпадающем с осью симметрии дозы, дает удовлетворительный результат в том, что касается сформированного объекта при расположении слоев перпендикулярно направлению сжатия, оно не позволяет получить высокую скорость производства, в особенности из-за невозможности экструзии такой дозы.
Таким образом, существует необходимость устранения перечисленных недостатков. Эта необходимость особенно ощущается при изготовлении доз, имеющих ось симметрии, совпадающую с направлением экструзии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение позволяет изготавливать многослойные объекты путем компрессионного формования с устранением перечисленных недостатков. Настоящее изобретение включает в себя прессование дозы в направлении, пересекающем направление экструзии, для изготовления многослойных объектов при высокой скорости производства.
Настоящее изобретение относится к способу изготовления многослойного объекта из синтетического полимера путем компрессионного формования многослойной дозы расплавленного полимера, содержащей, по меньшей мере, функциональный слой, причем каждый из слоев дозы при сжатии находится в расплавленном состоянии; способ включает в себя соэкструзию полимеров через фильеру, периодическое отрезание экструдата для получения дозы и последующее помещение дозы в расплавленном состоянии в полость формы; способ определяется направлением экструзии в дозе и расположением функционального слоя параллельно направлению экструзии; способ отличается тем, что дозу прессуют по оси сжатия, пересекающей направление экструзии, таким образом, чтобы получить растекание слоев, асимметричное по отношению к оси сжатия.
Предпочтительно указанную дозу прессуют в направлении, перпендикулярно пересекающем главную ось. При этом доза может иметь форму прямоугольного параллелепипеда или может иметь круглое сечение.
Доза может иметь форму цилиндра со слоями, расположенными соосно по направлению экструзии. Доза может иметь функциональный слой, формирующий оболочку вокруг главной оси.
Дозу можно прессовать в направлении, которое пересекает направление экструзии под острым или тупым углом.
Изобретение также относится к многослойному объекту с асимметричным распределением слоев, изготовленному путем компрессионного формования.
Многослойный объект может содержать центральную часть и функциональную часть и при этом может содержать многослойную структуру, покрывающую, по меньшей мере, центральную часть и функциональную часть.
Изобретение также относится к определенной выше дозе расплавленного полимера.
В указанной дозе отношение вязкости между функциональным слоем (2, 20) и, по меньшей мере, одним другим слоем может быть меньше или равно 1/5 или больше или равно 5.
Доза может содержать две параллельных поверхности и, по меньшей мере, один функциональный слой, расположенный наклонно между указанными параллельными поверхностями.
Наконец, настоящее изобретение относится к устройству для осуществления указанного способа, содержащему средства для экструзии многослойной дозы в направлении экструзии и средства для прессования указанной дозы в направлении, пересекающем направление экструзии.
Настоящее изобретение позволяет изготовить объект с асимметричной геометрией, имеющий асимметричное распределение слоев. Можно получить многослойный объект, такой как пробка или укупорочный колпачок, имеющий функциональный слой, в основном покрывающий всю поверхность.
Изобретение также позволяет изготовить объект с асимметричной геометрией, такой как пробка с овальной геометрией.
Наконец, следует отметить, что для большей части объектов в соответствии с настоящим изобретением в некоторых частях указанных объектов содержится больше слоев, чем исходно содержится в дозе.
По сравнению с предшествующим уровнем техники отличие способа в соответствии с настоящим изобретением заключается в изготовлении путем экструзии многослойной дозы при одновременном сжатии ее в направлении, пересекающем слои. Как было сказано ранее, одновременное осуществление этих двух операций позволяет спрессовать дозу по оси, которая не является осью симметрии указанной дозы. В предшествующем уровне техники не описано полученное многослойное растекание, как и многослойные объекты. Патентные документы JP 4169207 и US 4904512 не описывают дозы, несимметричные по отношению к оси сжатия; также они не описывают ни растекание без оси симметрии, ни осесимметричные объекты, многослойная структура которых не имеет оси симметрии.
Предложенный способ в соответствии с настоящим изобретением противоречит здравому смыслу специалиста в данной области техники, в соответствии с которым дозу прессуют симметрично по отношению к оси сжатия для получения равномерного растекания во всех направлениях и, в конечном счете, для получения объекта, ось симметрии которого является также осью симметрии его многослойной структуры.
В описании изобретения применяются следующие термины:
- Длина, ширина и высота дозы: доза определяется ее высотой в направлении сжатия, длиной в направлении экструзии и шириной. Высота и ширина дозы зависят от экструзионной оснастки; длина дозы зависит от отрезания экструдированного кольца. Если доза цилиндрическая, ее высота равна ширине.
- Вертикальная ось: ось 16 сжатия.
- Функциональный слой: функциональный слой имеет малую толщину и придает специфические свойства объекту. Например, функциональный слой может быть барьерным слоем.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Ниже со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления настоящего изобретения.
На фиг.1 и 2 представлены решения для изготовления объекта путем сжатия в форме дозы, предложенные в соответствии с предшествующим уровнем техники.
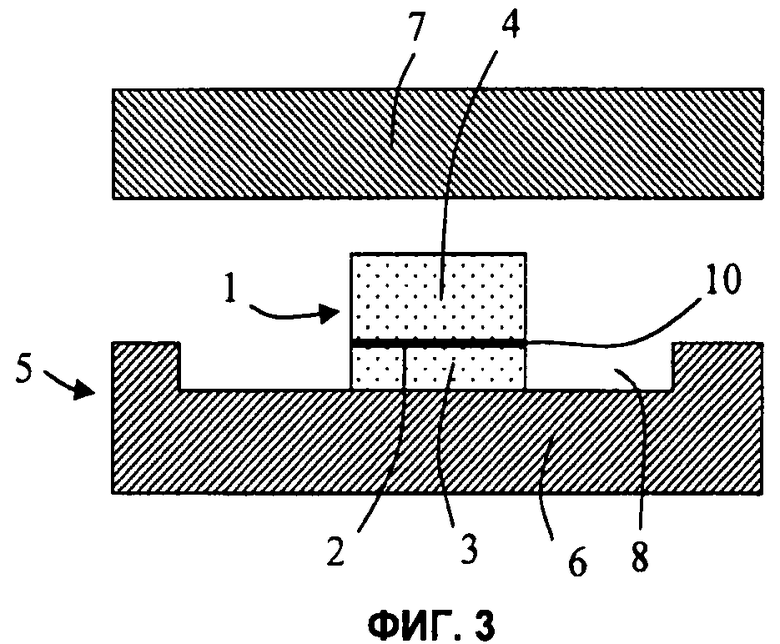
На фиг.3-6 представлено сжатие в форме 5 соэкструдированной дозы 1, функциональные слои 2 которой перпендикулярны плоскости сжатия и выступают на поверхность дозы. Полученный объект 9 отличается тем, что слои 2 имеют загибы 11.
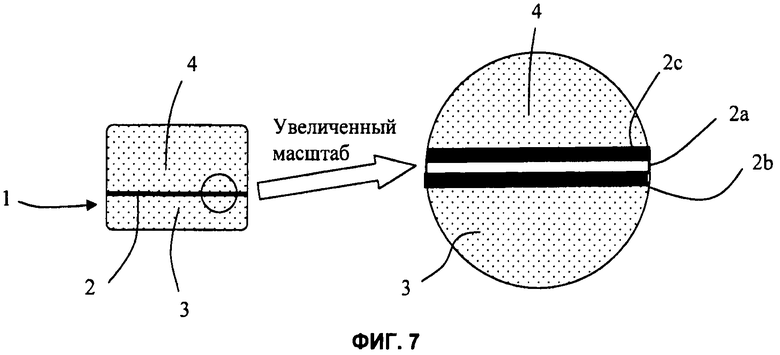
На фиг.7 представлен функциональный слой 2, который сам может быть сформирован из нескольких слоев.
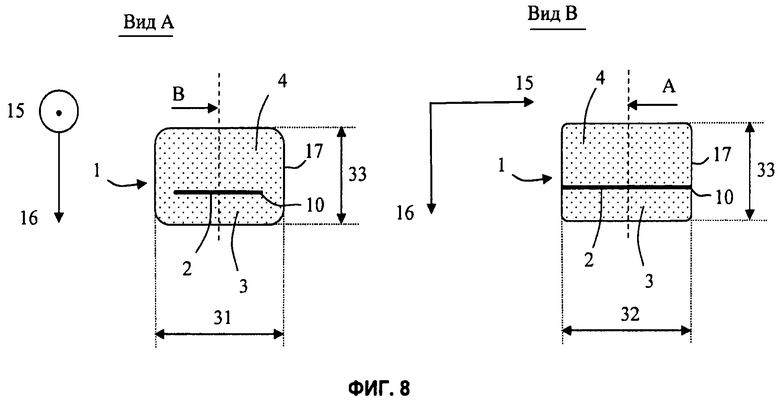
На фиг.8 представлен пример дозы, экструдированной по оси 15, не имеющей симметрии по отношению к оси 16 сжатия.
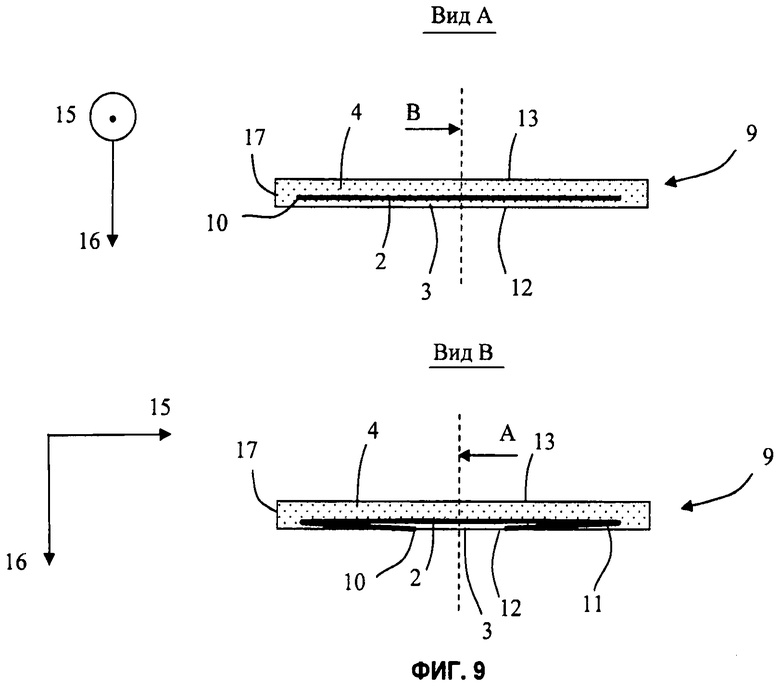
На фиг.9 представлен многослойный объект, полученный после сжатия по оси 16 дозы 1 по фиг.8. Указанный объект 9 имеет асимметричную многослойную структуру, причем функциональный слой 2 распределен по всему объекту.
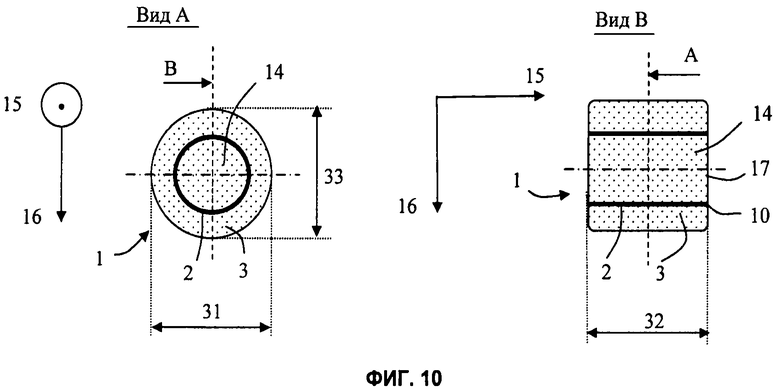
На фиг.10 представлена многослойная цилиндрическая доза 1, экструдированная по оси 15. Доза 1 содержит функциональный слой 2, полностью заключенный в дозе, за исключением его концов 10.
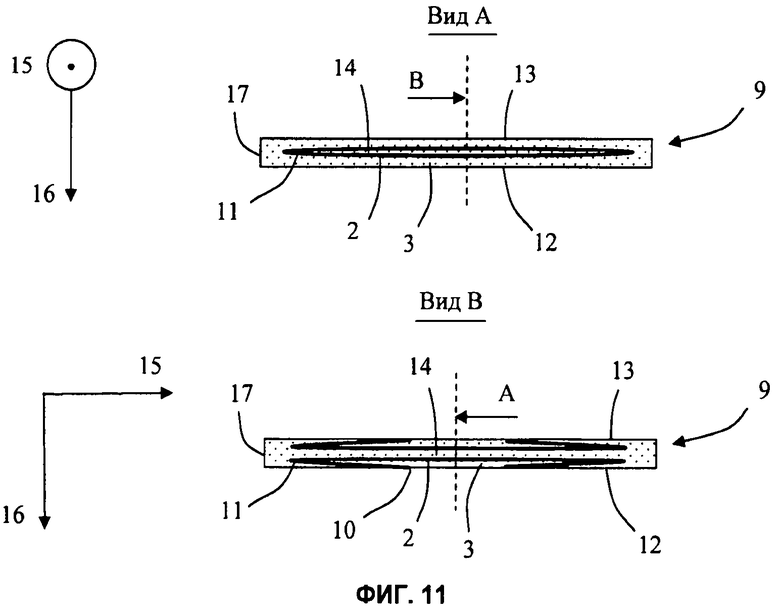
На фиг.11 представлен многослойный объект, полученный после сжатия по оси 16 дозы 1 по фиг.10. Указанный объект 9 имеет асимметричную многослойную структуру, причем функциональный слой 2 равномерно распространяется в объекте.
На фиг.12-15 представлен способ изготовления многослойного объекта.
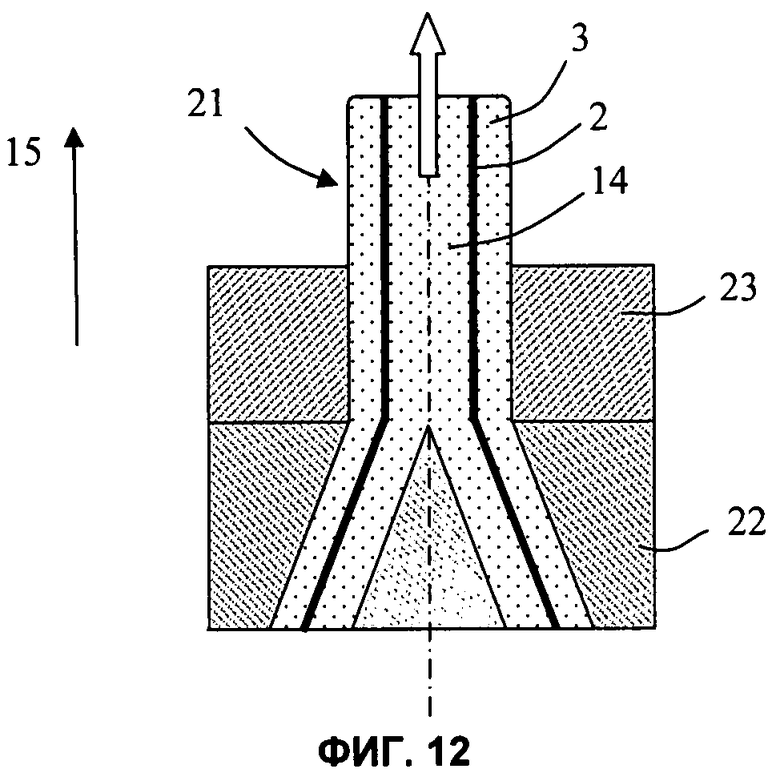
На фиг.12 схематически представлена экструзия многослойного кольца 21.
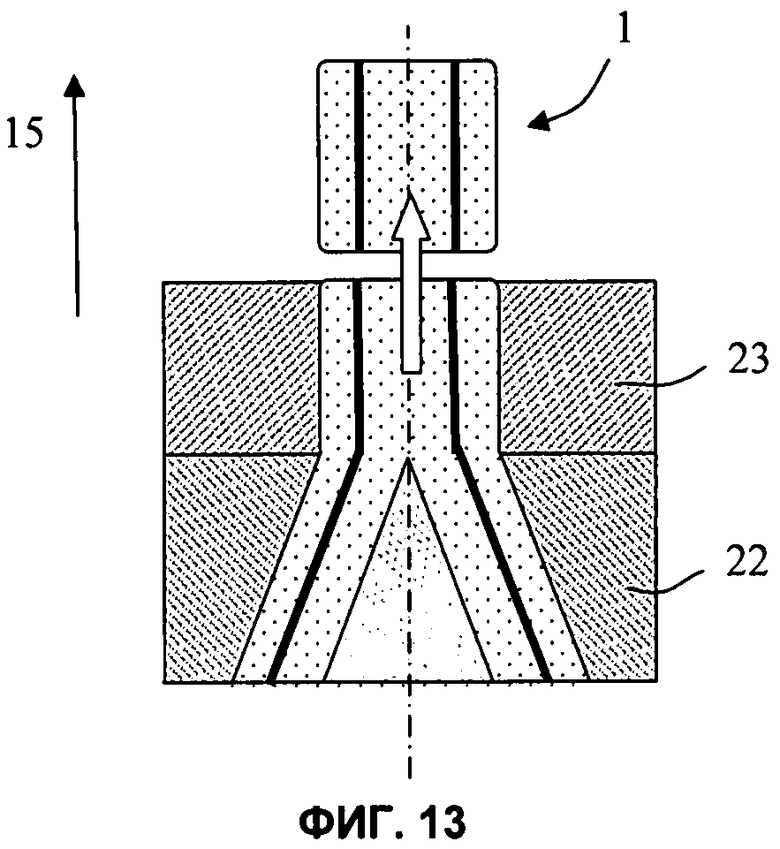
На фиг.13 представлено отрезание кольца для формирования многослойной дозы 1.
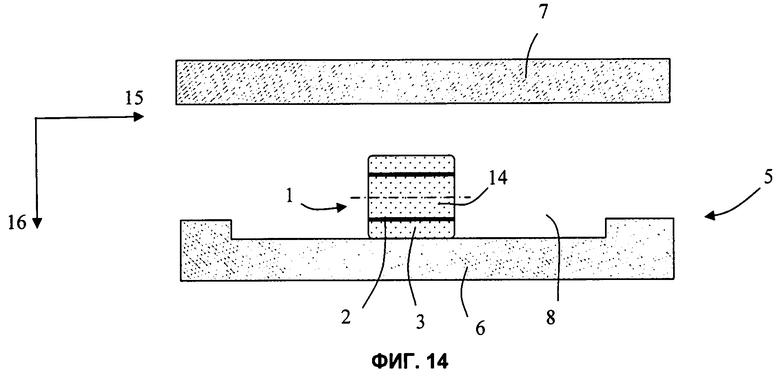
На фиг.14 представлено размещение дозы 1 в полости 8 формы 5.
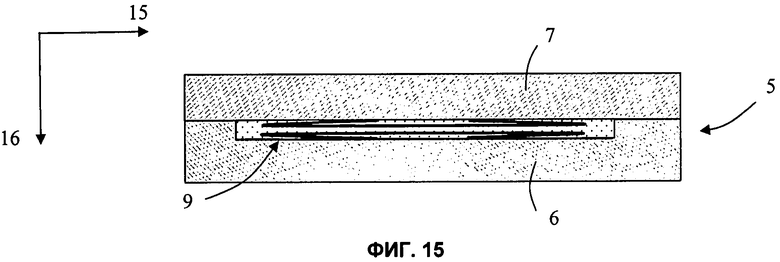
На фиг.15 представлено изготовление объекта 9 и распределение слоев в объекте.
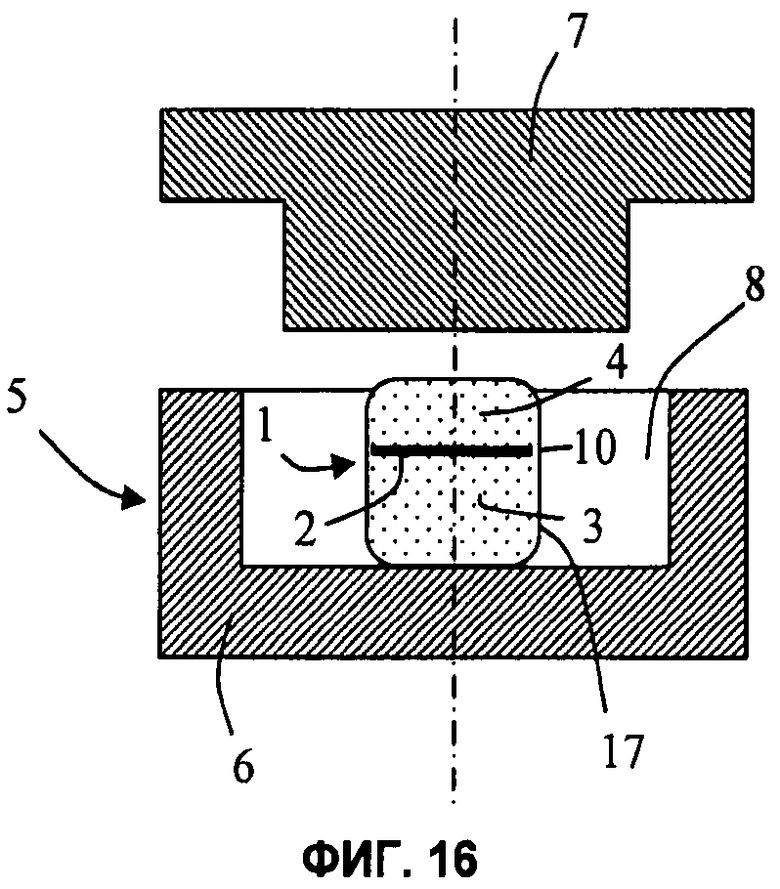
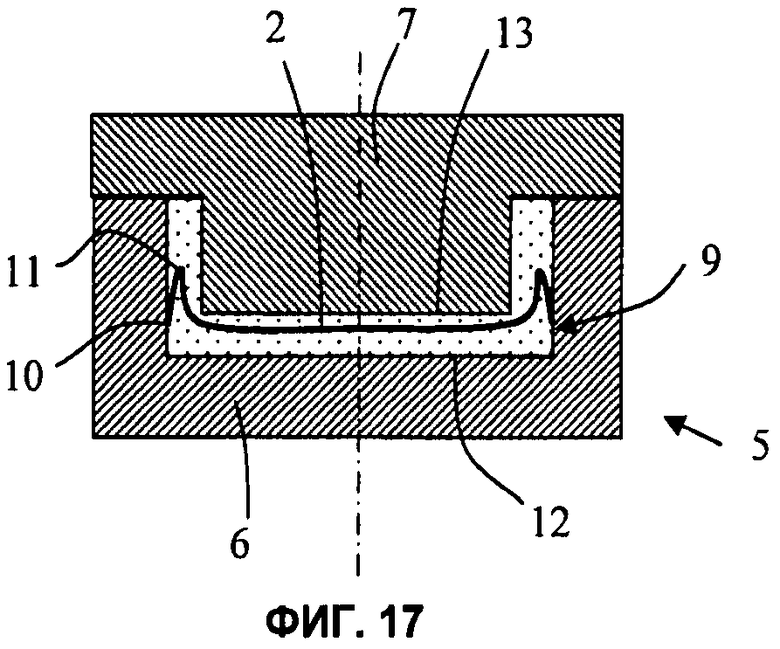
На фиг.16 и 17 представлено влияние геометрии объекта на положение концов 10 функционального слоя 2 в объекте 9.
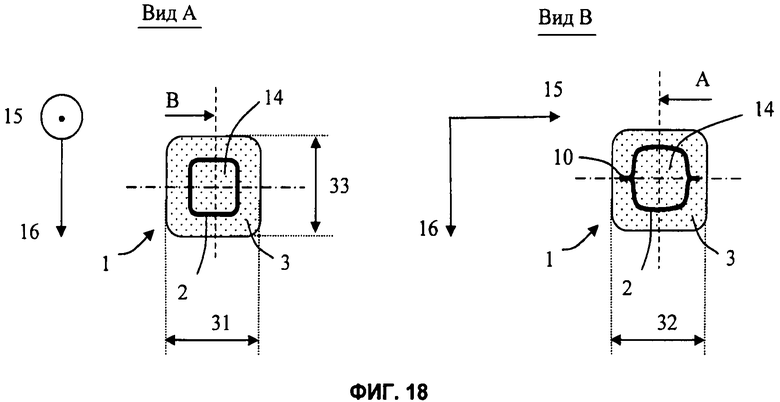
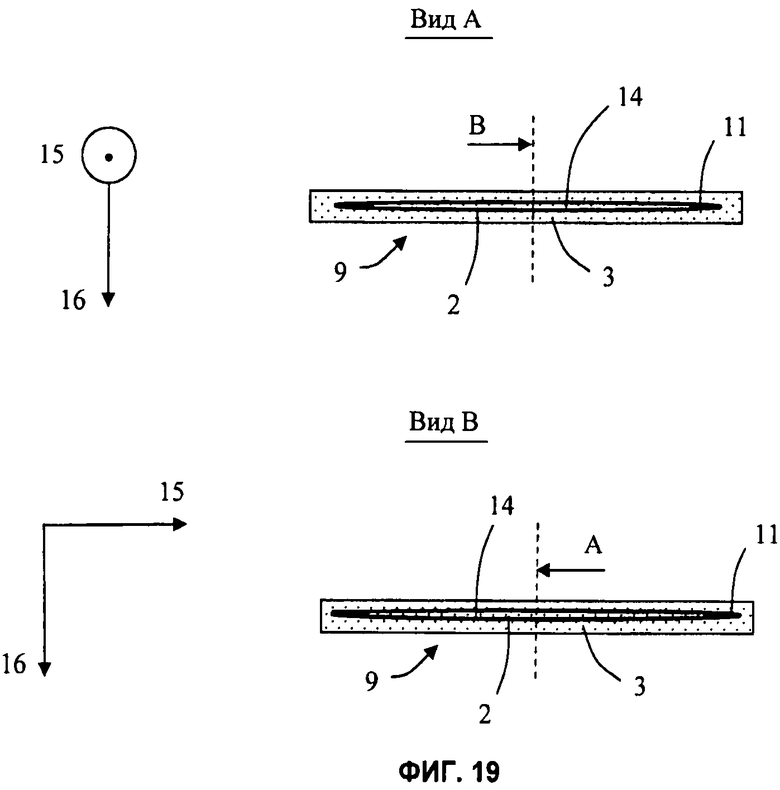
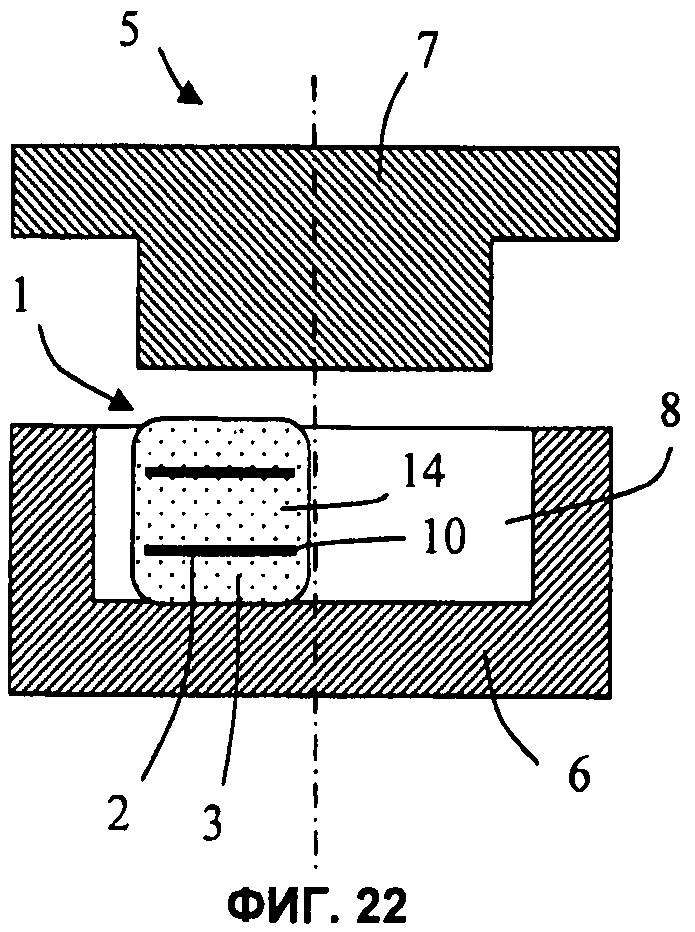
На фиг.18 и 19 представлен пример, в котором концы 10 слоя 2 заключены в дозе 1 и в объекте 9.
На фиг.20-23 представлено влияние нецентрированного размещения дозы 1 в полости 8 формы 5.
На фиг.24 и 25 представлено изготовление объектов, не имеющих оси симметрии.
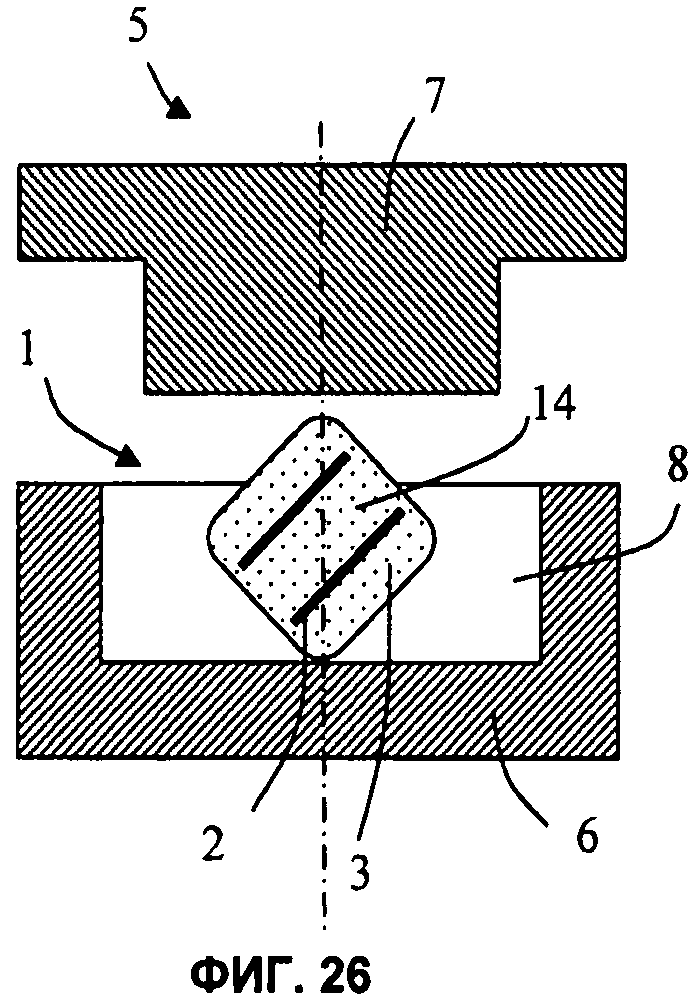
На фиг.26 и 27 представлено сжатие дозы в направлении, наклонном к оси 15 экструзии.
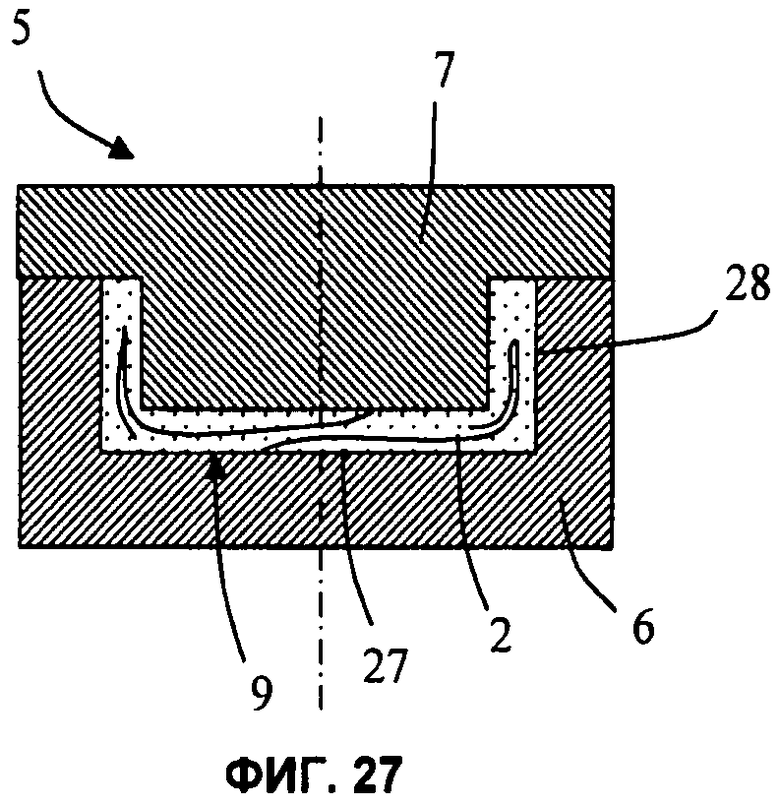
На фиг.27 представлен объект, полученный после сжатия.
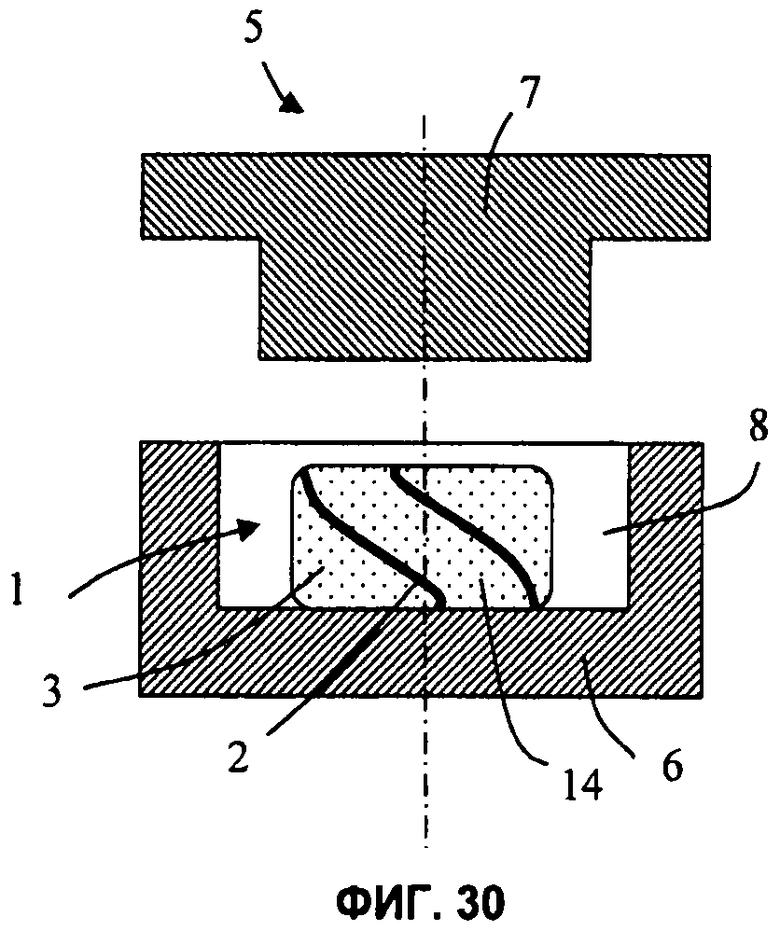
На фиг.28-30 представлен способ, включающий в себя деформирование дозы перед ее помещением в форму.
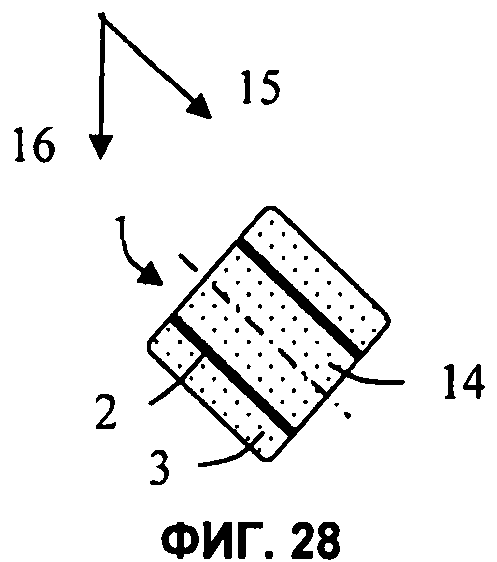
На фиг.28 представлена доза, экструдированная по оси 15.
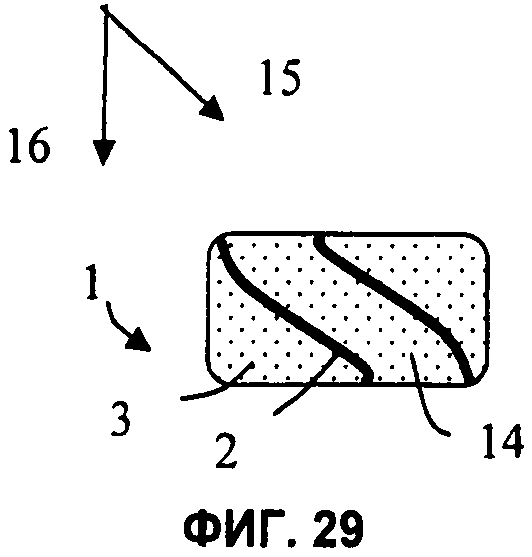
На фиг.29 представлено деформирование дозы по оси сжатия 16.
На фиг.30 представлено помещение предварительно деформированной дозы в полость формы.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.3 представлен разрез соэкструдированной дозы 1, содержащей функциональный слой 2, заключенный между двумя слоями 3 и 4 полимера. Концы 10 слоя 2 выступают на поверхность дозы либо находятся рядом с указанной поверхностью. Функциональный слой 2 не расположен на середине высоты дозы; указанную высоту дозы рассматривают по оси сжатия. Ось экструзии расположена в горизонтальной плоскости. Дозу 1 прессуют в полости 8 формы 5, содержащей, по меньшей мере, матрицу 6 и пуансон 7, относительное перемещение которых обеспечивает закрывание формы и прессование дозы 1. Направление сжатия дозы 1 перпендикулярно слоям, формирующим дозу 1.
На фиг.4 представлен разрез объекта 9, полученного путем сжатия дозы 1 по фиг.3. В отличие от предшествующего уровня техники, в объекте 9 и в дозе 1 наблюдается разное наложение слоев. Против всех ожиданий, было обнаружено, что функциональный слой 2 формирует загиб 11, и концы 10 слоя 2 выступают на поверхность 12 объекта, вернее находятся рядом с указанной поверхностью. Сформированный таким образом объект 9 содержит, по меньшей мере, локально, больше слоев, чем исходно содержится в дозе. Также можно видеть, что положение слоя в дозе определяет поверхность объекта, на которой находятся концы 10 указанного слоя 2. Если слой 2 находится в нижней части дозы 1, то концы 10 слоя 2 выступают на нижнюю поверхность 12 объекта. На фиг.4 также видно, что слой 2 распространяется до конца объекта 9, причем загиб 11 слоя 2 является частью, наиболее удаленной радиально. Было обнаружено, что расстояние радиального распространения загиба 11 слоя 2 зависит от положения слоя 2 в дозе и соответственных размеров дозы и объекта. При постоянной геометрии дозы и объекта, чем ближе слой 2 к нижней поверхности дозы, тем меньше радиальное распространение загиба 11.
Теоретический анализ растекания в процессе осуществления способа сжатия помогает понять формирование загиба 11 в объекте 9. В начале сжатия конец 10 слоя 2 локализуется рядом с фронтом распространения растекания, который является местом особого растекания, называемого «фонтанным эффектом». Каждая из точек фронта распространения перемещается от центра растекания к стенке. Это явление сходно с тем, которое можно наблюдать в вертикальной струе воды; на конце водяной струи частицы воды перемещаются от центра струи к периферии. В данном случае в точный момент сжатия дозы конец 10 растекается по фронту материала, и, следовательно, конец 10 вовлекается в фонтанное растекание к нижней стенке формы. После этого сжатие дозы продолжается, и загиб 11 постепенно формируется под действием следующего механизма. Каждая из точек растекания (не расположенная на фронте распространения) перемещается со скоростью, отличающейся от скорости соседней с ней точки. В действительности скорость растекания рядом со стенкой меньше, чем в центральной части растекания. Это явление сходно с тем, которое наблюдается в течении реки, когда скорость течения меньше (и даже равна нулю) у берега реки и максимальна в центре реки. В данном случае конец 10 перемещается, таким образом, с меньшей скоростью, чем материал, находящийся над ним. Под влиянием этой разницы в скоростях создается загиб 11 слоя 2. Следует также отметить, что конец загиба 11 вовлекается в растекание со скоростью, превышающей скорость конца 10 слоя 2.
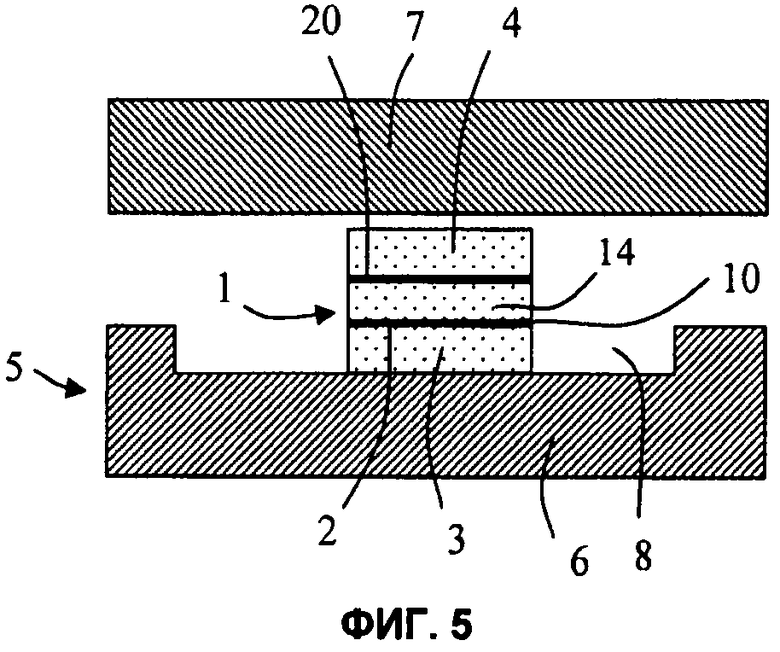
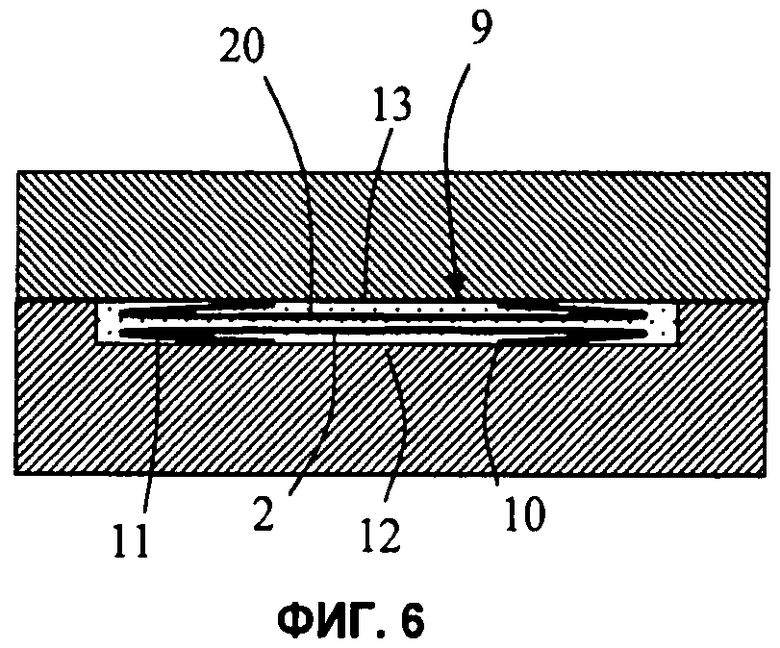
На фиг.5 и 6 представлен второй пример сжатия дозы, в которой слои расположены перпендикулярно оси сжатия.
На фиг.5 представлена доза 1, содержащая два функциональных слоя 2 и 20, заключенных между слоями 3, 4 и 14 полимера. Слои 3 и 4 формируют соответственно нижнюю и верхнюю поверхности указанной дозы, причем слой 14 формирует центральный слой, расположенный между слоями 2 и 20. Концы 10 слоев 2 и 20 выступают на боковые поверхности дозы 1 либо находятся рядом с этой поверхностью. Как видно на фиг.5, функциональный слой 2 полимера находится в нижней части дозы, тогда как функциональный слой 20 находится в ее верхней части. Дозу 1 помещают в полость 8 формы 5, образованной матрицей 6 и пуансоном 7, относительное перемещение которых прессует дозу и закрывает полость указанной формы 5. Направление сжатия перпендикулярно слоям, формирующим дозу.
На фиг.6 представлен объект 9, полученный в результате сжатия в форме 5 дозы 1 по фиг.5. Объект 9 содержит, по меньшей мере, локально, больше слоев, чем содержится в дозе. Функциональные слои 2 и 20 формируют загибы 11 таким образом, что локально объект содержит 7 или 9 слоев, тогда как доза сформирована только из 5 слоев. Концы функционального слоя 2 выступают на нижнюю поверхность 12 объекта 9, тогда как концы 10 функционального слоя 20 выступают на верхнюю поверхность указанного объекта. Концы слоев 2 и 20 могут выступать на поверхности объекта 9 или находиться рядом с указанными поверхностями. На фиг.5 и 6 представлено влияние положения слоя в дозе на положение концов 10 в объекте. Положение концов 10 слоев 2 и 20 рядом с поверхностью объекта 9 является результатом «фонтанного растекания» фронта материала. Формирование загибов 11 является следствием профиля скорости растекания в толщине: рядом со стенкой формы скорость растекания равна нулю, тогда как на середине плоскости скорость растекания является максимальной. Таким образом, скорость растекания конца загиба 11 больше, чем скорость растекания конца 10 слоя 2.
На фиг.7 представлена доза 1, содержащая функциональный слой 2, заключенный между слоями 3 и 4 полимера. Чтобы не усложнять описание изобретения, количество представленных слоев умышленно уменьшено. Однако специалисту в данной области техники должно быть ясно, что соединение термопластичных полимеров разной природы обычно требует применения адгезионных слоев, связывающих слои на границах. В соответствии с примером, представленным на фиг.7, сам функциональный слой 2 можно рассматривать как многослойную структуру, состоящую из адгезионных слоев 2b и 2c и функционального слоя 2a.
В отличие от предшествующего уровня техники, для изготовления многослойных объектов путем компрессионного формования в соответствии с настоящим изобретением предлагается прессование дозы, несимметричной вокруг оси сжатия. Это позволяет получить объект, имеющий распределение слоев без оси симметрии.
На фиг.8 и 9 представлено сжатие дозы, несимметричной по отношению к оси сжатия, так же, как и полученный многослойный объект.
На фиг.8 представлены разрезы А и В дозы 1. Доза 1 сформирована из функционального слоя 2, заключенного между двумя слоями 3 и 4 полимера. Указанную дозу 1 предпочтительно получают путем экструзии кольца, сечение которого соответствует разрезу А дозы 1. Разрез А позволяет видеть, что концы 10 функционального слоя 2 отсутствуют на боковой стенке 17 дозы. Направление экструзии дозы 1 обозначено осью 15. Разрез В представляет собой второй разрез дозы 1. На этом разрезе концы 10 функционального слоя 2 выходят на поверхность боковой стенки 17 дозы. Геометрия дозы 1 определяется высотой 33, шириной 31 и длиной 32. Было обнаружено, что для изготовления осесимметричных объектов предпочтительным является отношение ширины 31 к длине 32, близкое к 1. Кроме того, было обнаружено, что отношение высоты 33 к ширине 31 дозы предпочтительно составляет от 0,5 до 2. Однако для определенных объектов, таких как заготовки, отношение высоты 33 к ширине 31 должно быть больше 2. Ось сжатия дозы 1 параллельна оси 16 по фиг.8.
На фиг.9 представлен объект 9, полученный путем сжатия в форме дозы 1 по фиг.8. Геометрия объекта 9 имеет ось симметрии, которая также является осью сжатия дозы. Объект 9 отличается тем, что его многослойная структура не имеет оси симметрии. Разрез А представляет первое сечение объекта. Функциональный слой 2 заключен между слоями 3 и 4, формирующими нижнюю 12 и верхнюю 13 поверхности объекта 9 соответственно. Концы 10 функционального слоя 2 отсутствуют на боковой стенке 17 объекта, что означает, что указанные концы не были вовлечены в «фонтанное растекание», расположенное на фронте материала. Разрез В представляет собой второе сечение указанного объекта 9. В соответствии с этим разрезом на концах функционального слоя 2 формируется загиб 11. Концы 10 функционального слоя 2 выступают на нижнюю поверхность 12. Загиб 11 формирует часть функционального слоя, наиболее удаленную от оси симметрии объекта 9. Анализ растекания в процессе сжатия показывает, что загиб 11 является следствием «фонтанного растекания» во фронте материала, а также профиля скорости растекания; последний отличается тем, что скорость равна нулю у стенок формы и является максимальной в средней плоскости сжатия. Функциональный слой 2 отсутствует на боковой поверхности 17 объекта.
Функциональный слой 2 формирует сложную геометрию без оси симметрии. Часто желательно, чтобы функциональный слой 2 проходил до периферии объекта. Было обнаружено, что, несмотря на распределение функционального слоя 2 без оси симметрии, указанный слой распространяется радиально до расстояния, близкого к боковой стенке 17, и по всему периметру объекта. Расстояние между радиальным концом слоя 2 и боковой стенкой 17 объекта изменяется незначительно. Можно видеть, что чем больше длина растекания, тем меньше изменение расстояния между радиальным концом слоя 2 и боковой стенкой 17.
На фиг.10 и 11 представлен второй пример сжатия дозы, несимметричной по отношению к оси сжатия, а также полученного многослойного объекта.
На фиг.10 представлены разрезы А и В дозы 1 цилиндрической геометрии. Дозу 1 экструдировали по оси 15 и прессовали по оси 16. В дозе 1 слои расположены перпендикулярно оси сжатия. Доза 1 имеет ось симметрии, являющуюся осью 15 экструзии; но в отличие от патента US 4904512, дозу 1 прессовали перпендикулярно оси симметрии указанной дозы 1. Доза 1 сформирована из функционального слоя 2, заключенного между слоями 3 и 14, формирующими наружный и центральный слои соответственно. Разрез А показывает сечение дозы 1, перпендикулярно оси 15 экструзии. Сечение дозы 1, представленное на разрезе А по фиг.10, соответствует также сечению экструдированного цилиндрического кольца. Функциональный слой 2 формирует цилиндрическую оболочку, центрированную по оси экструзии. Разрез В по фиг.10 показывает дозу по ее длине 32, т.е. в направлении оси 15 экструзии. Концы 10 слоя 2 выступают на боковую поверхность 17 дозы 1. Поверхность 17 формируется при отрезании экструдированного кольца. Поскольку доза 1 формирует цилиндр вращения, ее высота 33 равна ее ширине 31. При изготовлении осесимметричных объектов, таких как по фиг.11, замечено, что скорость распространения функционального слоя 2 не является одинаковой во всех направлениях. Для получения однородного распределения функционального слоя в объекте необходимо одновременно оптимизировать геометрию дозы и радиальное положение функционального слоя 2. Таким образом, несколько геометрий дозы одинакового объема позволяют получить многослойный объект; однако отношение длины дозы к ее диаметру, равное 1, не приводит само по себе к оптимальному распределению функционального слоя 2 в объекте. Удивительно, что доза, в которой отношение формы отличается от 1, часто позволяет получить более однородное распространение функционального слоя 2 в объекте. Например, отношение длины к диаметру дозы, равное 1,5, позволяет получить оптимальное распределение функционального слоя 2 в объекте по фиг.11. Цилиндрическая доза имеет многочисленные преимущества при изготовлении объектов при высокой скорости производства. Как будет показано ниже, дозу переносят с большой скоростью в полость формы. Учитывая скорость осуществления этого переноса, точно управлять положением дозы в полости формы не всегда просто. Цилиндрическая доза, представленная на фиг.10, имеет ось симметрии, что позволяет повернуть дозу вокруг этой оси без изменения формуемого объекта.
На фиг.11 представлен объект 9, имеющий ось симметрии и полученный путем сжатия в полости формы дозы 1 по фиг.10. Разрез А представляет собой первый разрез объекта. Оси 15 и 16 позволяют расположить объект по отношению к исходному положению дозы в полости формы. Ось 16 обозначает направление сжатия, и ось 15 является осью экструзии дозы. Разрез А показывает деформацию функционального слоя 2 при сжатии. Слой 2 формирует загиб 11, расположенный рядом с боковой поверхностью 17, формирующей конец объекта. Разрез В представляет объект 9 в плоскости разреза, параллельной оси 15 экструзии и оси 16 сжатия. На разрезе В можно видеть, что концы 10 слоя 2 выступают на нижнюю и верхнюю поверхности 12 и 13 указанного объекта 9. Слой 2 формирует несколько загибов 11, которые находятся рядом с боковой поверхностью 17, формирующей конец объекта 9. Из дозы 1, содержащей 5 слоев, получают объект 9, локально содержащий 9 слоев. Разрезы А и В показывают сложное распределение функционального слоя 2 в соответствии с настоящим изобретением, не фигурирующее в предшествующем уровне техники.
Способ получения объектов, представленных на фиг.4, 6, 9 и 11, представляет собой экономичный способ изготовления многослойных объектов при высокой скорости производства. Этот способ включает в себя три основных этапа, состоящих из экструзии многослойной дозы, переноса и размещения указанной дозы в полости формы таким образом, чтобы слои проходили перпендикулярно направлению сжатия, и, наконец, формования многослойного объекта путем сжатия дозы в полости формы.
Способ позволяет получить хорошее распределение функционального слоя 2 в объекте даже при отсутствии оси симметрии в многослойной структуре.
Способ позволяет изготавливать объекты без оси симметрии, приспосабливая геометрию дозы к геометрии объекта.
На фиг.12 и 13 представлен первый этап способа в соответствии с настоящим изобретением, включающий в себя экструзию многослойного кольца 21 и его периодическое отрезание для формирования доз. Прерывистая экструзия многослойного кольца позволяет получить очень высокую скорость производства. Однако предпочтительной может быть непрерывная экструзия кольца или только некоторых слоев. Непрерывную экструзию кольца можно применять для упрощения отрезания кольца. Непрерывная экструзия некоторых слоев может обеспечить изготовление более сложных доз, в которых некоторые слои заключены полностью, включая их концы.
Также можно экструдировать дозу, имеющую отверстие.
На фиг.12 представлена экструзия цилиндрического кольца 21, выходящего из соэкструзионной головки, состоящей из фильеры 23 и соэкструзионного блока 22. Соэкструзионный блок 22 позволяет формировать многослойную структуру, а фильера 23 определяет геометрию кольца. Изображения элементов 22 и 23 являются очень схематичными и не являются точными изображениями указанных элементов. Соэкструзионные головки для изготовления трубок, профилированных изделий или многослойных листов широко описаны в предшествующем уровне техники. Соэкструзионная головка соединена с несколькими экструдерами, подающими в расплавленном состоянии полимеры, формирующие слои. Кольцо 21 формируют путем наложения друг на друга слоев 3, 2 и 14 полимеров в расправленном состоянии. Температура экструзии зависит от природы экструдируемых полимеров. В основном эта температура составляет от 100 до 300°C.
На фиг.13 представлено отрезание кольца 21 для формирования дозы 1. В предшествующем уровне техники описано множество устройств для отрезания доз. В качестве примера приведем вращающиеся устройства, в которых нож может являться независимым или быть вставленным в устройство переноса дозы. Некоторые ножи состоят из двух лезвий, совершающих относительное перемещение, которые отрезают дозу как ножницы. Другие устройства состоят из отсекателя, при закрывающем движении отрезающего кольцо или трубку 21.
На фиг.14 представлено размещение дозы 1 в полости 8 формовочного устройства, содержащего форму 5, сформированную, по меньшей мере, из матрицы 6 и пуансона 7, относительное перемещение которых прессует дозу и формирует объект. Дозу 1 размещают в полости 8 таким образом, чтобы направление 16 сжатия было перпендикулярно слоям. Перенос дозы в форму не показан. Устройство переноса можно применять для ориентирования дозы и ее размещения в полости. Другие способы включают в себя непосредственное помещение экструдированной дозы в полость формы. Перенос дозы в полость формы представляет собой операцию, которую следует осуществлять быстро во избежание охлаждения дозы и неоднородности температур при сжатии.
На фиг.15 представлен разрез объекта 9, полученного путем сжатия дозы 1 в форме 5. Форма 5 обычно содержит охлаждающий контур, обеспечивающий отверждение расплавленного полимера и достаточное охлаждение объекта для его вынимания из формы. Температура формы обычно регулируется в пределах диапазона температур от 0 до 60°C.
Важным моментом способа является оптимизация геометрии дозы в зависимости от геометрии объекта. Для изготовления объекта, имеющего ось симметрии, такого как пробка, стаканчик или укупорочный колпачок, отношение длины 32 к ширине 31 дозы не обязательно должно быть равно 1. Для дозы по фиг.10 указанное отношение обычно отличается от 1, и, наоборот, для дозы по фиг.8 указанное отношение предпочтительно близко к 1. Длина 32 дозы определяется скоростью экструзии и частотой отрезания; ширина 31 и высота 33 дозы определяются геометрией фильеры 23. Положение слоев в дозе оптимизируют для получения желаемого распределения функционального слоя 2. Отношение высоты 33 к длине 31 зависит главным образом от геометрии объекта и обычно составляет от 0,2 до 5, предпочтительно от 0,5 до 2. Для упрощения манипуляций с дозой при очень высокой скорости производства часто применяют отношение высоты к ширине, близкое к 1.
Способ в соответствии с настоящим изобретением позволяет изготавливать объекты с отверстием или без него, но указанный способ особенно предпочтителен для изготовления при высокой скорости производства компонентов многослойной упаковки, не содержащих отверстия. Этими компонентами упаковки могут являться пластиковые пробки, стаканчики или укупорочные колпачки. Многослойные структуры являются предпочтительными, поскольку они позволяют улучшить барьерные свойства указанных объектов. Часто необходимо улучшить непроницаемость этих объектов для кислорода, углекислого газа или запахов. Настоящее изобретение позволяет осуществить это улучшение без ущерба для скорости производства и без образования отходов. Однако в некоторых случаях применения необходимо избегать контакта функционального слоя 2 с упакованным продуктом. Таким образом, следует исключить присутствие концов 10 слоя 2 на поверхности объекта в контакте с указанным продуктом.
Ниже будут описаны способы контроля положения концов 10 функционального слоя 2 в объекте.
Первый способ состоит в том, чтобы предусмотреть положение слоев внутри дозы, при котором концы функционального слоя 2 не выступают на поверхность объекта в контакте с продуктом. На фиг.9 представлен пример, в котором концы 10 функционального слоя 2 не присутствуют на верхней поверхности 13 объекта в контакте с упакованным продуктом. Заключение концов 10 функционального слоя 2 внутри дозы позволяет получить объект, имеющий слой 2, полностью отсутствующий на его поверхности. Заключение концов 10 в дозе можно осуществить путем прерывистой экструзии слоя 2 или при отрезании и переносе дозы.
На фиг.16 и 17 представлено изготовление упаковки 9, в которой функциональный слой 2 расположен близко к верхней поверхности 13 в контакте с упакованным продуктом, и в котором концы 10 функционального слоя отсутствуют на указанной верхней поверхности 13. На фиг.16 представлена доза 1, сформированная из функционального слоя 2, заключенного между слоями 3 и 4 полимера. Концы 10 слоя 2 выступают на боковую поверхность 17 указанной дозы. Доза 1 расположена в полости 8 формы 5. На фиг.17 представлен объект, полученный путем сжатия дозы 1 по фиг.16. Объект 9 содержит верхнюю поверхность 13, формирующую внутреннюю поверхность упаковки, причем указанная поверхность 13 контактирует с упакованным продуктом. Функциональный слой 2 расположен рядом с верхней поверхностью 13 объекта 9, но отсутствует на указанной поверхности 13. Концы 10 функционального слоя 2 имеются на поверхности 12, формирующей наружную поверхность упаковки. Отсутствие концов 10 на внутренней поверхности упаковки зависит как от положения слоя 2 в дозе, так и от геометрии объекта.
Другим способом избежать контакта между упакованным продуктом и концами функционального слоя 2 является изменение типа контакта между расплавленным полимером и стенкой формы. Особенно большой интерес вызывает скользящий контакт на части оснастки, и липкий контакт на противоположной части оснастки. Можно, например, применять скользящий контакт между пуансоном 7 и расплавленным полимером и липкий контакт между матрицей 6 и расплавленным полимером. Путем изменения контакта между стенкой формы и расплавленным полимером можно изменить положение концов функционального слоя. Тип контакта зависит от материалов, составляющих поверхность формы, и от состояния поверхности указанной формы.
При высокой скорости производства объекта не всегда просто обеспечить точное размещение дозы. Действительно, доза может повернуться вокруг себя при переносе или размещении в полости формы, что приведет к неправильному положению функционального слоя 2 при сжатии. Поворот дозы может привести, например, к положению функционального слоя 2, параллельному оси сжатия, тогда как желательным является перпендикулярное положение. Чтобы устранить этот недостаток, можно воздействовать на геометрию дозы, уменьшая ее высоту относительно длины и ширины. Однако при высокой скорости производства многослойных объектов не всегда возможно манипулировать дозой, имеющей малую высоту.
На фиг.18 представлена доза в соответствии с наиболее предпочтительным вариантом осуществления настоящего изобретения, поскольку ее поворот не влияет на полученный многослойный объект. Разрез А представляет собой сечение, перпендикулярное оси 15 экструзии. Доза 1 является цилиндрической с квадратным сечением и содержит слой 2, заключенный между слоем 3 полимера, формирующим поверхность дозы, и слоем 14, формирующим центральную часть. Разрез В представляет собой дозу в плоскости, сформированной осью 15 экструзии и осью 16 сжатия. Функциональный слой 2 заключает слой 14, и его концы отсутствуют на поверхности дозы. Ширина 31, длина 32 и высота 33 равны; таким образом, геометрия дозы 1 близка к кубу или сфере. Изготовление дозы 1 требует непрерывной экструзии слоев 14 и 2.
На фиг.19 представлен объект, полученный сжатием дозы 1 в форме. Слой 2 полностью отсутствует на поверхности объекта. Полученный объект не зависит от углового положения дозы в полости формы.
Центрирование дозы в полости формы является одним из ключевых моментов изготовления многослойного объекта путем компрессионного формования. Действительно, если доза не отцентрирована точно в полости формы, это приводит к радиально неуравновешенному растеканию и плохому распределению функционального слоя в объекте. Однако некоторые объекты не требуют присутствия барьерного слоя во всем объекте. Например, в пробке барьерный слой часто не требуется в боковой стенке; присутствие барьерного слоя требуется, по меньшей мере, в дне пробки. Было обнаружено, что соответствующая доза позволяет обеспечить присутствие функционального слоя в дне пробки, даже если доза не центрирована в полости формы.
Отношение вязкости между слоями оказывает значительное воздействие на растекание при сжатии и, следовательно, на полученную многослойную структуру объекта. Разница вязкости между слоями позволяет изменить положение концов 10 функционального слоя 2 в объекте. Разницу вязкости между слоями используют, в частности, для заключения концов 10 слоя 2 в объект, чтобы слой 2 полностью отсутствовал на поверхности указанного объекта. Например, предпочтительным может быть более вязкий функциональный слой 2. В соответствии с другим примером более жидкий слой полимера расположен рядом с функциональным слоем и благодаря своей малой вязкости, растекаясь, заключает в себе концы слоя 2. Было обнаружено, что отношение вязкости между слоями больше 5 упрощает заключение конца 10 слоя 2 в объекте. В соответствии с настоящим изобретением можно изменять вязкость более чем одного слоя, для заключения концов слоя 2 в объекте.
Изменить относительную вязкость между слоями для полного заключения слоя 2 не всегда возможно. Слишком большие разницы вязкости между слоями могут создавать трудности при экструзии, отрезании или при переносе и размещении дозы в полости формы. Таким образом, предлагается альтернативный способ заключения концов 10 слоя 2 в дозе. Полное заключение концов 10 слоя 2 в дозе можно осуществлять двумя способами. Первый способ состоит в прерывистой экструзии слоя 2, тогда как другие слои экструдируют непрерывно. Второй способ состоит в заключении концов 10 слоя 2 в момент отрезания или переноса дозы.
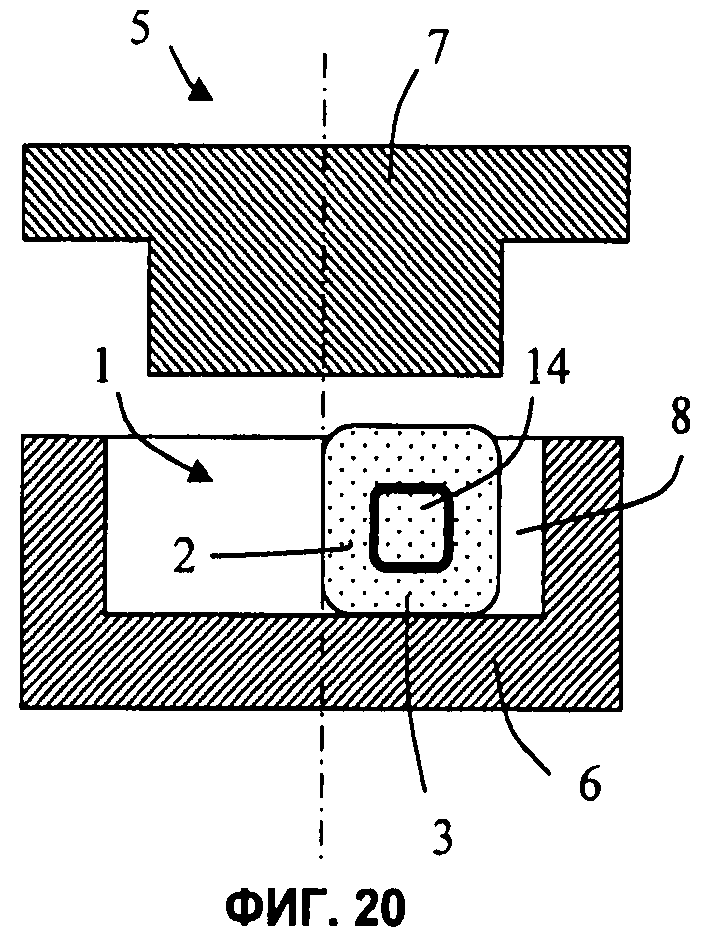
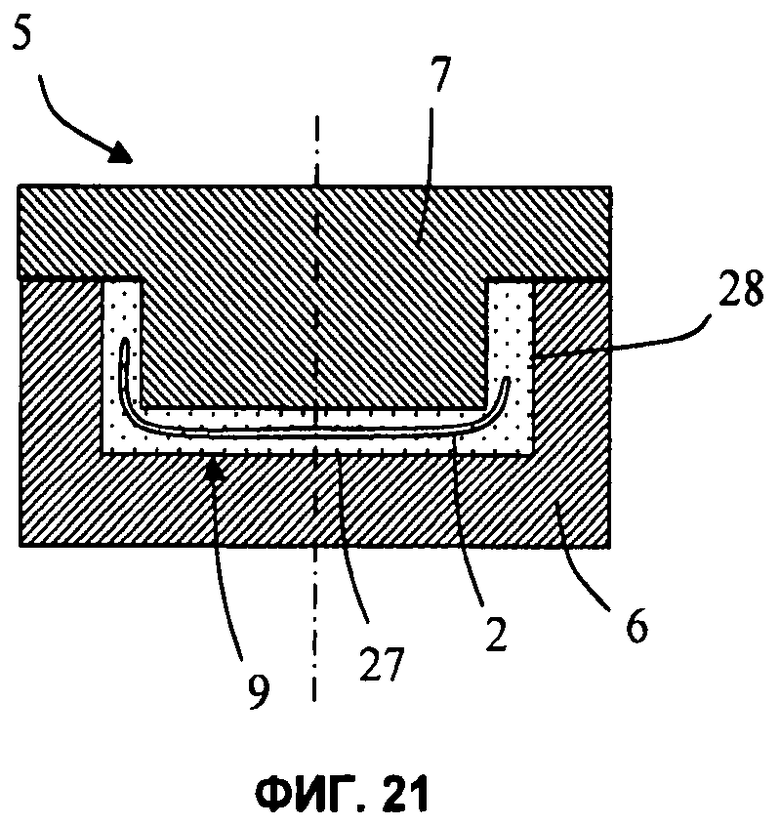
На фиг.20-23 представлен эффект нецентрированного размещения дозы 1 в полости 8 формы 5 для изготовления пробок.
На фиг.20 представлен первый пример дозы 1, не центрированной в полости 8 формы 5, состоящей из матрицы 6 и пуансона 7. Положение слоя 2 в дозе оптимизировано, чтобы вследствие операции компрессионного формования указанный слой 2 присутствовал, по меньшей мере, в части, формирующей дно пробки. Было найдено положение слоя 2 в дозе 1, позволяющее произвольно разместить дозу 1 в полости 8 указанной формы 5. Геометрию дозы оптимизируют в зависимости от геометрии объекта.
На фиг.21 представлена пробка 9, полученная путем сжатия дозы 1, положение которой в полости 8 формы 5 не центрировано. Функциональный слой 2 только частично присутствует в боковой стенке 28 указанной пробки 9; напротив, функциональный слой 2 распределен по всему дну 27 указанной пробки.
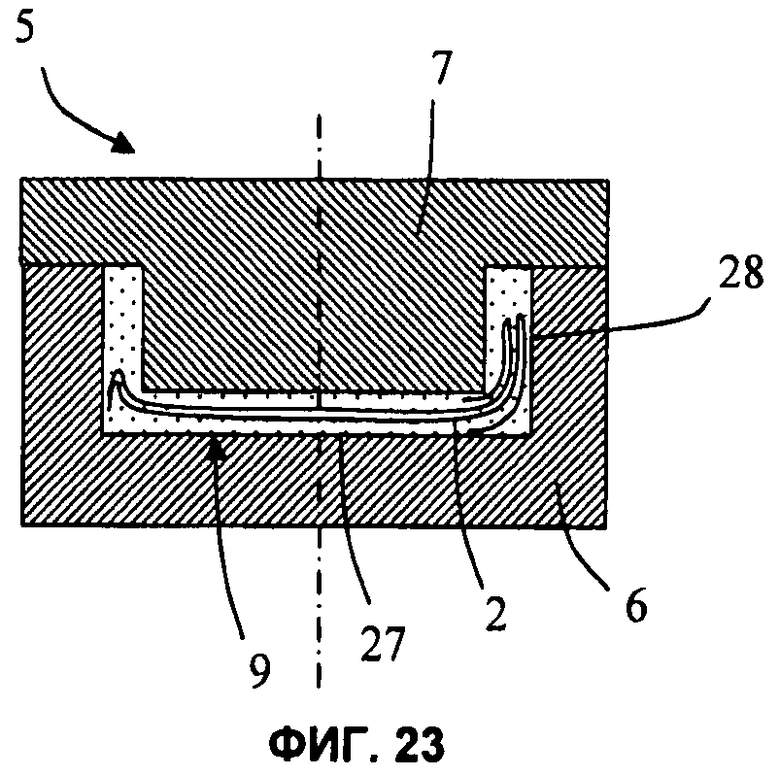
На фиг.22 представлен второй пример дозы 1, не центрированной в полости 8 формы 5.
На фиг.23 представлена пробка 9, полученная посредством формования дозы 1 по фиг.22. Функциональный слой 2 присутствует, по меньшей мере, в части 27, формирующей дно пробки 9. Боковая стенка 28 является многослойной только частично.
Указанные примеры представляют большой интерес для высокоскоростного производства пробок. Точное размещение дозы в полости формы не является необходимым; дозу можно размещать произвольно в указанной полости. Эта часть настоящего изобретения особенно предпочтительна, поскольку она требует очень незначительных изменений существующего оборудования и обеспечивает изготовление многослойных пробок без снижения скорости производства по сравнению с изготовлением однослойных пробок.
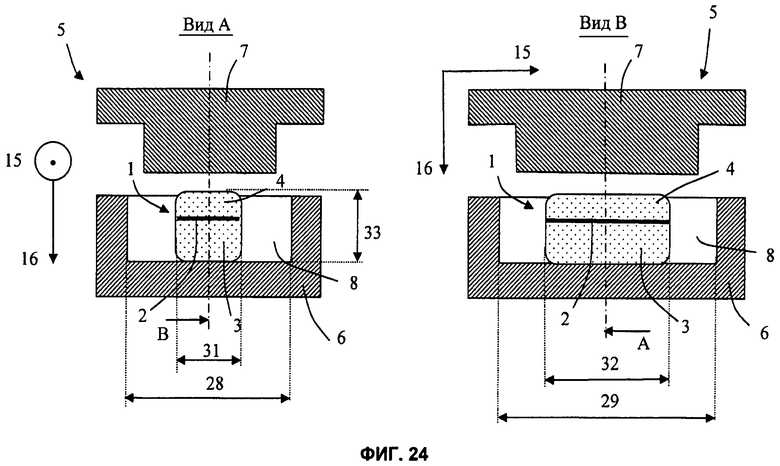
Последним значительным преимуществом настоящего изобретения является возможность изготавливать многослойные объекты, не имеющие оси симметрии, такие как, например, овальные пробки.
Эту часть изобретения иллюстрируют фиг.24 и 25, на которых представлено изготовление пробки с овальной геометрией из дозы, у которой отношение длины к ширине больше 1.
На фиг.24 представлено размещение дозы 1 в полости 8 формы 5. Разрез А представляет собой сечение дозы перпендикулярно направлению 15 экструзии. Разрез В представляет собой второе сечение дозы в плоскости, содержащей ось 15 дозы и ось 16 сжатия. Из разрезов А и В видно, что длина 32 дозы больше ширины 31 указанной дозы; также длина 29 полости больше ширины 28 указанной полости. Геометрию дозы оптимизируют для правильного распределения функционального слоя в объекте. В некоторых случаях полученное отношение длины 32 к ширине 31 дозы в основном равно отношению длины 29 к ширине 28 полости.
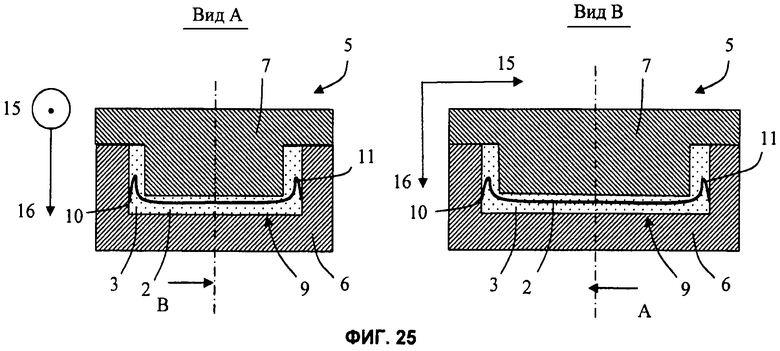
На фиг.25 представлена пробка 9, полученная путем сжатия дозы 1 по фиг.28. Разрезы А и В представляют распределение слоев в двух перпендикулярных плоскостях, симметрично разрезающих пробку 9. Можно видеть, что функциональный слой 2 правильно распределен по всему объекту.
На фиг.26-30 представлен вариант осуществления настоящего изобретения, в соответствии с которым ось 16 сжатия дозы наклонена относительно оси 15 экструзии.
На фиг.26 представлен разрез соэкструдированной дозы 1, содержащей функциональный слой 2, заключенный между двумя слоями 3 и 14 полимера. Доза 1 размещена в полости 8 формовочного устройства, содержащего форму 5, состоящую, по меньшей мере, из матрицы 6 и пуансона 7, относительное перемещение которых прессует дозу и формирует объект. Доза 1 размещена в форме таким образом, что ось сжатия образует угол по отношению к оси экструзии дозы. Ось сжатия не перпендикулярна оси экструзии.
На фиг.27 представлен разрез объекта 9, полученного посредством сжатия дозы 1 в форме 5. Следует отметить наслаивание слоя 2 в центре объекта.
Сжатие дозы вдоль оси, наклоненной относительно оси экструзии, иногда трудно осуществить из-за неустойчивости дозы в наклонном положении, таком как представлено на фиг.26. Для устранения этого недостатка предлагается способ, состоящий в деформировании дозы перед ее размещением в полости формы. Этот способ схематически представлен на фиг.28-30.
На фиг.28 представлен вид в разрезе многослойной дозы 1, экструдированной по оси 15. Доза 1 содержит функциональный слой 2, заключенный между двумя слоями 3 и 14 полимера.
На фиг.29 представлено деформирование дозы 1 перед ее размещением в форме. Это деформирование можно осуществлять с помощью сжатия, сдвига или растяжения дозы между соответствующими инструментами. На фиг.29 представлено деформирование дозы 1 посредством сжатия по оси 16. Деформирование предпочтительно осуществляют при отрезании дозы или при переносе дозы в полость формы. Деформирование дозы по фиг.29 упрощает размещение дозы в полости формы.
На фиг.30 представлена доза 1 в полости 8 формы 5 перед этапом сжатия. Доза имеет хорошую устойчивость, что делает способ сжатия более надежным и воспроизводимым.
Полимеры, применяемые в соответствии с настоящим изобретением, соответствуют термопластичным полимерам, применяемым в настоящее время, и в частности, применяемым в области упаковки. Из функциональных полимеров, которые могут применяться, можно назвать сополимеры этилена и винилового спирта (EVOH), полиамиды, такие как Nylon-MXD6, акрилонитрил-метиловые сополимеры акрилата (BAREX™), фторполимеры, такие как PVDF. Также следует назвать некоторые полимеры, которые можно применять для слоев, формирующих структуру объекта: полиэтилен (РЕ), полипропилен (РР), полистирен (PS), полиамид (РА), полиэфир (PET). Этот перечень не является исчерпывающим.
Способ компрессионного формования включает в себя подачу многослойной дозы синтетических полимеров в расплавленном состоянии в полость формы; формирование объекта посредством компрессионного формования указанной дозы в полости указанной формы; охлаждение объекта и затем его вынимание из формы.
Устройство в соответствии с настоящим изобретением содержит, по меньшей мере, средства для соэкструзии многослойных доз, средства для переноса многослойной дозы в пресс-форму и средства для прессования дозы для формирования объекта.
Настоящее изобретение позволяет изготавливать объекты с очень тонким функциональным слоем, который может составлять менее 5% от объема объекта.
Представленный способ изготовления многослойных объектов является особенно предпочтительным для изготовления таких объектов, как пробки, крышки, укупорочные колпачки, стаканчики. Этот способ можно предпочтительно применять также для изготовления заготовок в виде дисков; причем указанные диски затем применяют при термоформовании или термоформовании с раздувом для формирования многослойных объектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ПОРЦИЯ МАТЕРИАЛА, ИМЕЮЩАЯ ВОГНУТУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2359824C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2416518C2 |
| МНОГОСЛОЙНАЯ ПОРЦИЯ МАТЕРИАЛА | 2005 |
|
RU2354552C2 |
| МНОГОСЛОЙНАЯ ПОРЦИЯ МАТЕРИАЛА | 2005 |
|
RU2352459C2 |
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ | 2005 |
|
RU2358889C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ ПЕРЕМЕННОЙ ТОЛЩИНЫ | 2008 |
|
RU2507066C2 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| ПОЛИМЕРНАЯ БУТЫЛКА ДЛЯ ГОРЯЧЕГО НАПОЛНЕНИЯ ИЛИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2474522C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНОЙ УПАКОВКИ ТРУБЧАТОЙ ФОРМЫ И ПОЛУЧАЕМАЯ ЭТИМ СПОСОБОМ УПАКОВКА | 2009 |
|
RU2524964C2 |
Изобретение относится к формованию полимеров и касается способа изготовления многослойного объекта. Способ изготовления многослойного объекта из синтетического полимера путем компрессионного формования многослойной дозы расплавленного полимера, содержащей, по меньшей мере, один функциональный слой, причем каждый из слоев дозы при сжатии находится в расплавленном состоянии. Способ включает в себя, по меньшей мере, соэкструзию полимеров через фильеру, периодическое отрезание экструдата для получения дозы и последующее размещение дозы в расплавленном состоянии в полости формы. Способ определяет направление экструзии в дозе и положение функционального слоя параллельно направлению экструзии. Дозу прессуют по оси сжатия, которая пересекает направление экструзии, таким образом, чтобы получить растекание слоев, асимметричное по отношению к оси сжатия. Изобретение обеспечивает оптимизацию технологического процесса. 4 н. и 15 з.п. ф-лы, 30 ил.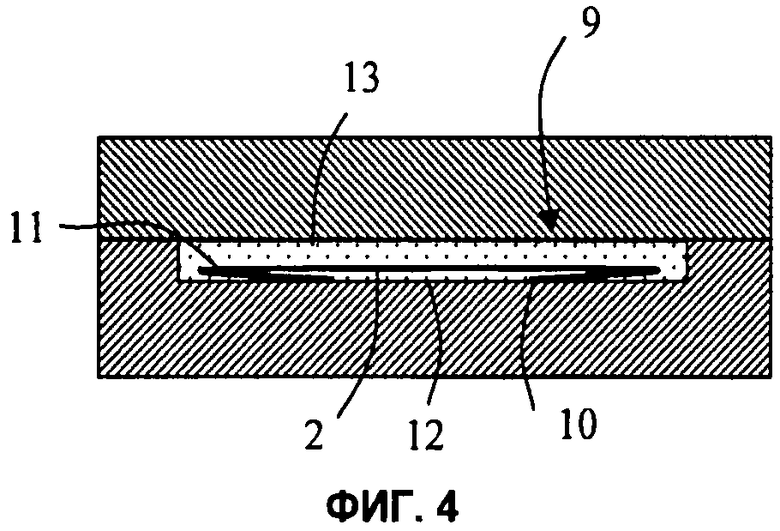
1. Способ изготовления многослойного объекта (9) из синтетического полимера путем компрессионного формования многослойной дозы (1) расплавленного полимера, содержащей, по меньшей мере, один функциональный слой (2, 20), причем каждый из слоев дозы при сжатии находится в расплавленном состоянии; способ включает в себя, по меньшей мере, соэкструзию полимеров через фильеру, периодическое отрезание экструдата для получения дозы (1) и последующее размещение дозы (1) в расплавленном состоянии в полости формы; таким образом, способ определяет направление экструзии в дозе и расположение функционального слоя (2, 20), параллельно направлению экструзии; способ отличается тем, что дозу прессуют по оси сжатия (16), которая пересекает направление экструзии, таким образом, чтобы получить растекание слоев, асимметричное по отношению к оси (16) сжатия.
2. Способ по п.1, отличающийся тем, что указанную дозу прессуют в направлении, перпендикулярно пересекающем главную ось.
3. Способ по п.2, отличающийся тем, что доза имеет форму прямоугольного параллелепипеда.
4. Способ по п.2, отличающийся тем, что применяют дозу круглого сечения.
5. Способ по п.4, отличающийся тем, что доза имеет форму цилиндра со слоями, расположенными соосно по направлению экструзии.
6. Способ по п.5, отличающийся тем, что применяют дозу с функциональным слоем, формирующим оболочку вокруг указанной главной оси.
7. Способ по п.1, отличающийся тем, что дозу прессуют в направлении, которое пересекает направление экструзии под острым или тупым углом.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что дозу не центрируют при размещении в форме.
9. Многослойный объект (9) из синтетического полимера, полученный путем компрессионного формования дозы (1) способом по любому из предшествующих пунктов, причем объект (9) отличается асимметричным распределением слоев.
10. Многослойный объект по п.9, отличающийся тем, что, по меньшей мере, локально объект содержит больше слоев, чем доза, из которой он сформирован.
11. Многослойный объект по п.9 или 10, отличающийся тем, что его внешний вид является симметричным, и что его получают из дозы, длина которой не равна ее ширине.
12. Многослойный объект по п.9 или 10, отличающийся тем, что объект (9) содержит центральную часть и функциональную часть, и тем, что он содержит многослойную структуру, покрывающую, по меньшей мере, центральную часть и функциональную часть.
13. Многослойный объект по п.11, отличающийся тем, что указанный объект (9) содержит центральную часть и функциональную часть, и тем, что он содержит многослойную структуру, покрывающую, по меньшей мере, центральную часть и функциональную часть.
14. Многослойная доза (1) расплавленного полимера, применяемая в способе по любому из пп.1-8, отличающаяся тем, что содержит, по меньшей мере, один функциональный слой в расплавленном состоянии.
15. Доза по п.13, отличающаяся тем, что ее длина не равна ширине.
16. Доза по п.13 или 14, отличающаяся тем, что отношение вязкости между функциональным слоем (2, 20) и, по меньшей мере, одним другим слоем меньше или равно 1/5 или больше или равно 5.
17. Доза по п.13 или 14, отличающаяся тем, что содержит две параллельных поверхности и, по меньшей мере, один функциональный слой, расположенный наклонно между указанными параллельными поверхностями.
18. Доза по п.15, отличающаяся тем, что содержит две параллельных поверхности и, по меньшей мере, один функциональный слой, расположенный наклонно между указанными параллельными поверхностями.
19. Устройство для осуществления способа по любому из пп.1-7, отличающееся тем, что содержит средства для экструдирования многослойной дозы в направлении (15) экструзии и средства для прессования указанной дозы (1) в направлении (16), которое пересекает направление (15) экструзии.
| JP 4169207 A, 17.06.1992 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| EP 0764506 A1, 26.03.1997 | |||
| US 4649013 A, 10.03.1987 | |||
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С РАЗЛИЧНЫМИ СЛОЯМИ СМОЛЫ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2001 |
|
RU2270759C2 |

