Изобретение относится к области переработки отходов производства и эксплуатации кабеля, преимущественно бронированного геофизического, а готовая продукция переработки может быть использована в строительстве при производстве бетонных и подобных смесей, а также на металлургических заводах при производстве черных и цветных металлов.
Известно, что грузонесущий геофизический бронированный кабель состоит из двух основных составляющих: электрических жил из меди или алюминия, покрытых полимерным изоляционным материалом и бронированных повивов из стальной круглой проволоки. Широкое производство и использование бронированных геофизических кабелей приводит к неконтролируемому накоплению отходов по всей территории России и остро ставит задачу их утилизации и применения готовой продукции переработки в различных отраслях народного хозяйства. Данное изобретение рекомендует один из путей решения проблемы переработки отходов кабельной продукции.
Известны поточная линия и способ извлечения металла из отходов проводников тока в полимерной изоляции (Авторское свидетельство СССР №583190, Кл. С22В 7/00).
Линия включает дробилку, транспортер, классификатор для отделения мелочи, лопастной дозатор, пневмосепаратор с вентилятором и систему управления, обеспечивающие выполнение таких операций, как подачу исходного сырья, дробление в воздушной среде, пневматическое транспортирование на классификацию для отделения мелочи и пневматическую сепарацию.
Недостатком данного способа является спекание частиц при дроблении из-за большого количества тепла, что затрудняет дальнейшую пневмосепарацию. Для исключения спекания приходится использовать воздух для рассеивания классифицируемого материала, что в свою очередь повышает потери извлекаемых материалов из-за уноса их в атмосферу окружающей среды.
Известен способ разделения многокомпанентного материала на составные части путем нагревания с добавлением шлакообразующего флюса, последующего перемешивания и выдержки расплава в жидком состоянии, затвердевания и разделения механическим путем (Патент РФ №2201978 С22В 7/00).
Способ очень сложный, затратный и может быть использован при переработке материалов, находящихся в мелкодисперсном состоянии с большим количеством компонентов.
Известен способ переработки отходов проводников тока, например, сталеалюминиевого провода с разделением его на стальную проволоку и алюминиевый проводник (Авторское свидетельство СССР №1668436 кл С22В 7/00). Способ заключается в измерении диаметра провода, шага скрутки наружного повива алюминиевых проволок и числа повива алюминиевых проволок, разрезании провода на куски длиной, определяемой по формуле:
L - длина куска;
D - диаметр провода;
t - шаг скрутки провода
n - число повивов.
Разрезанные на куски указанной длины провода попадают на вибрационный конвейер, где под действием вибрации распадаются на составляющие элементы, отрезки стальных и алюминиевых проволок. Затем магнитной сепарацией осуществляют выемку отдельно стальных, а затем алюминиевых отрезков металла.
По данному способу можно сделать следующие замечания:
- применение виброобработки для разделения провода на стальную и алюминиевые составляющие является ненадежной операцией и, как следствие, может привести к их смешиванию и получению лома ненадлежащего качества;
- виброобработка ведет к уносу извлекаемых материалов в атмосферу и, как следствие, к потере производительности труда;
- апробация приведенной формулы показала, что по ней получаются отрезки провода повышенных длин, которые невозможно разделить на отдельные составляющие проволок заявленным способом.
Известен способ переработки отходов кабельной продукции, преимущественно бронированных кабелей, включающий разделение кабеля на составляющие элементы: стальную часть и электрические жилы в полимерной оболочке (Патент РФ №2288960 С22В 7/00). Способ включает разделение кабеля на стальную проволоку и электрические жилы в изоляции, которое производится путем одновременного поступательного перемещения и вращения стальной проволоки вокруг оси кабеля и последующей намотки ее на приемную катушку, причем эти операции связаны между собой формулой:
W=L/t, где
W - число оборотов стальной проволоки вокруг оси кабеля;
L - линейная скорость поступательного перемещения;
t - шаг свивки кабеля.
Электрические жилы подвергаются только поступательному перемещению со скоростью L и намотке на приемную катушку. Вместо операции намотки на приемную катушку можно производить операцию рубки стальной проволоки на куски.
Недостатком способа является то, что в нем не оговорены способ и условия рубки стальной проволоки на куски, что приводит к снижению качества готовой продукции и она может идти только на переплав на металлургические заводы черной и цветной металлургии.
Кроме того, низкое качество готовой продукции приводит к тому, что снижается эффективность переработки отходов кабельной продукции из-за дешевизны продукции и не приносит желаемых результатов. Отсутствие решения по резке проволоки на отрезки потребует разработки нового способа и, следовательно, расходования дополнительных средств.
Известен способ разделения витых изделий на токопроводящую жилу, стальную проволоку и резки ее на арматурные элементы (Патент РФ №2453940 С22В 7/00, принят за прототип).
Способ включает разделение кабеля на токопроводящую жилу в полимерной оболочке и стальную проволоку и резку стальной проволоки на отрезки проволок. При этом разделение кабеля осуществляют путем одновременного поступательного перемещения и вращения стальной проволоки вокруг оси кабеля и поступательного перемещения токопроводящих жил. Разделение кабеля на токопроводящую жилу в полимерной оболочке и стальную проволоку и резку стальной проволоки на отрезки осуществляют посредством приводных или неприводных дисковых или плоских ножей. Затем производят транспортировку отрезков проволок по направляющему вибрирующему лотку и осуществляют гибку отрезков проволок посредством шестеренчатой пары для образования арматурных элементов в виде волны с выступами и впадинами.
Недостатком данного способа является то, что он малоэффективен при переработке кабелей, имеющих нарушенный наружный слой брони и большое количество оборванных проволок. В этом случае необходимо периодически останавливать технологический процесс, производить устранение причин, вызывающих нарушение технологии, вновь выполнить отладку оборудования, что приводит к значительным потерям производительности труда и снижению качества готовой продукции.
Вторым недостатком данного способа является то, что переработка кабеля производится последовательно сначала первого повива, а затем второго повива, что ведет к увеличению времени производства единицы готовой продукции.
И, наконец, при переработке каждого повива необходимо расплести этот повив на 15-20 проволок, направить каждую проволоку по своему руслу, подвести к ней нож, т.е. увеличивается время подготовки производства, а поскольку проволока имеет износ, это приводит к непредвиденным остановкам производства из-за случайного обрыва проволок и все это ведет к снижению качества продукции, уменьшению производительности труда и резкому снижению эффективности производства.
Технической задачей заявляемого изобретения является повышение качества готовой продукции, увеличение производительности труда и эффективности переработки отходов кабельной продукции.
Эта задача решается способом переработки отходов кабельной продукции, включающий разделение кабеля, преимущественно бронированного, на электрическую жилу в полимерной оболочке и стальную проволоку, при этом отделение стальной проволоки витого изделия от электрической жилы в полимерной оболочке производят путем резки стальной проволоки на отрезки, а переработку отрезков проволоки в арматурный элемент осуществляют применением операций транспортирования отрезков по вибрирующему лотку и деформации отрезков проволок шестеренчатой парой и, согласно изобретению, отделение стальной проволоки от электрической жилы в полимерной оболочке осуществляют путем резки стальной проволоки на отрезки в составе кабеля по одной или по двум взаимно противоположно расположенным образующим кабеля посредством регулируемых приводных дисковых ножей, изгиба кабеля на роликах, применения отсекателя для отделения оставшихся отрезков проволок от электрических жил, а транспортирование отрезков проволок производят вибрирующим лотком с кольцевым винтообразным маршрутом, деформацию отрезков проволок осуществляют шестеренчатой парой, имеющей зуб в сечении полуцилиндрической формы, создавая эффект деформации отрезков проволоки роликами.
Сущность изобретения поясняется чертежами.
На фиг.1 представлена схема осуществления способа разделения витых изделий на электрическую жилу в полимерной оболочке, стальную проволоку и переработки отрезков стальной проволоки в арматурный элемент.
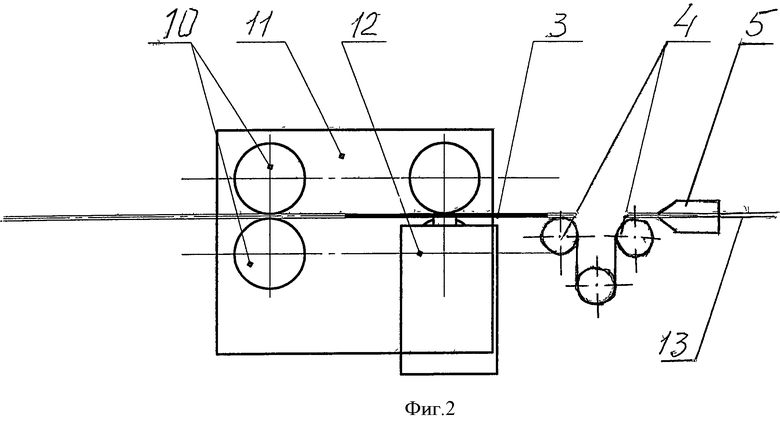
На фиг.2 - фрагмент способа отделения стальной проволоки от электрической жилы, включающий резку проволок в составе кабеля, изгиб кабеля на роликах и отсекание оставшихся проволок от электрической жилы.
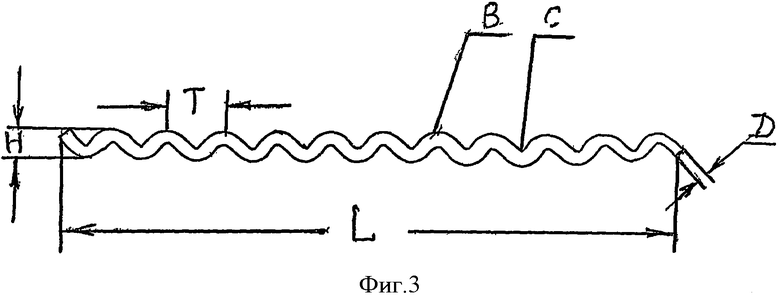
На фиг.3 - общий вид арматурного элемента, имеющего деформированный участок, образующий выступ В, деформированный участок, образующий впадину С, в целом дающие волну с параметрами: высотой Н, длиной Т, диаметром проволоки арматурного элемента D, длиной арматурного элемента L.
Реализация предполагаемого способа производится следующим образом. Отходы кабеля наматываются на барабан и устанавливаются на отдающее устройство 1, с которого кабель поступает к тянуще-подающему механизму 2 и заправляется в тянуще-подающие ролики 10 и с их помощью кабель подается к режущему устройству 3, затем к изгибающим роликам 4, отсекателю 5. В этот момент происходит подвод с помощью регулирующего устройства режущих дисков 3 в контакт с кабелем, а разделанный кабель, т.е. электрическая жила в полимерной оболочке 13 подвергается поступательному перемещению и намотке ее на приемное устройство 9. Режущее устройство 3, выполненное в виде двух дисков, с помощью привода приводится во вращение, осуществляет разрез кабеля вдоль двух образующих находящихся друг против друга на глубину одного или двух повивов стальной проволоки и одновременно происходит перемещение кабеля к изгибающим роликам 4, которые обеспечивают изгиб кабеля и отделение отрезков стальной проволоки от электрической жилы в полимерной оболочке. Далее кабель поступает к отсекателю 5 и с помощью его отделяют отдельные прилипшие отрезки стальной проволоки от электрической жилы в полимерной оболочке. Отрезанные куски проволок с помощью направляющего вибрирующего лотка 6 поступают на механизм рифления 7, в котором с помощью шестеренчатой пары происходит деформация участков проволок и образование волны с появлением выступов В и впадин С. Волна арматурного элемента характеризуется высотой Н, длиной Т, диаметром проволоки арматурного элемента D и длиной арматурного элемента L. Таким образом, отрезки проволок преобразуются в арматурный элемент, который укладывается в тару 8.
В предполагаемом изобретении операция резки стальной проволоки производится в составе кабеля без расплетения его на составляющие стальные проволоки, что позволяет упростить процесс резки и в этом случае на технологию резки не действуют наличие обрывов проволок, износ проволок и другие дефекты, которые могут быть на снятом с эксплуатации кабеле. В то время как в прототипе каждый повив расплетается на 15-20 проволок и каждая проволока проводится по своему руслу и режется своим ножом, что усложняет процесс резки, приводит к непредвиденным остановкам оборудования из-за наличия обрывов проволок на кабеле.
Благодаря простому способу резки стальной проволоки на отрезки в составе кабеля, мало реагирующему на качество исходного сырья и наличие различных дефектов на кабеле повышается производительность труда, сокращается время производства единицы готовой продукции, увеличивается эффективность переработки отходов кабельной продукции. Кроме того, стабильность технологического процесса резки стальной проволоки в составе кабеля без непредвиденных остановок оборудования позволяет повысить качество готовой продукции.
Предполагаемый способ способен осуществлять резку стальной проволоки одновременно двух повивов, что значительно увеличивает производительность труда, сокращает время производства единицы готовой продукции в сравнении с прототипом, в котором резка проволоки осуществляется только по каждому повиву отдельно.
Следует отметить, что в данном изобретении при переработке отрезков проволок в арматурный элемент используется вибрирующий лоток, в котором отрезки проволок проходят по кольцевому винтообразному маршруту в двух-, трехэтажном исполнении, что позволяет выполнить этот узел компактно, сохранить производственные площади и сделать слой отрезков проволок более тонким при подходе к механизму рифления, что несомненно приведет к повышению качества готовой продукции.
Кроме того, при деформации отрезков проволок, образовании выступов и впадин на волне применяются шестеренчатые пары, имеющие зубья в сечении полуцилиндрической формы, что позволяет создать эффект деформации отрезков проволок роликами, а это позволяет получить волну плавной формы без резких переходов и, таким образом, увеличить качество готовой продукции.
Таким образом, выполнение операций резки стальной проволоки в составе кабеля по одной или двум взаимно противоположно расположенным образующим кабеля посредством дисковых ножей, отделение отрезков стальной проволоки от электрической жилы в полимерной оболочке с помощью изгибающих роликов и отсекателя, переработка отрезков проволок в арматурный элемент с использованием вибрирующего лотка с кольцевым винтообразным маршрутом, применение шестеренчатой пары с зубом в сечении полуцилиндрической формы обеспечивают повышение производительности труда, увеличение эффективности переработки отходов кабельной продукции, а готовая продукция получается нужного качества и можно использовать ее в квалифицированном направлении, например, для дисперсного армирования бетонных и подобных смесей.
Это дает нам право утверждать, что способ гарантирует повышение качества готовой продукции и увеличение производительности труда в сравнении со способом, указанном в прототипе.
Разработанный способ разделения витых изделий на электрическую жилу в полимерной оболочке, стальную проволоку и переработки отрезков стальной проволоки в арматурные элементы реализован на экспериментальной технологической линии, изготовленной в условиях ООО «НПЦ «Гальва», включающем в себя следующие устройства и механизмы:
- отдающее устройство с барабаном, вмещающим отработанный бронированный кабель;
- тянуще-подающий механизм с приводом, обеспечивающий движение кабеля от отдающего барабана к последующему механизму;
- режущее устройство, выполненное в виде двух дисков с приводом;
- изгибающие ролики для изгиба кабеля и отделения от него отрезков стальной проволоки;
- отсекатель, обеспечивающий отделение оставшихся отрезков стальной проволоки от электрических жил в полимерной оболочке;
- вибрирующий лоток, выполненный в виде кольцевого винтообразного маршрута в 2 этажа, обеспечивающий движение отрезков проволок к механизму рифления;
- механизм рифления, выполненный в виде двух шестерен, у которых зуб в сечении имеет форму полуцилиндра и, таким образом, создает эффект деформирования проволоки роликами;
- приемное устройство с барабаном для намотки электрической жилы в полимерной оболочке;
- тара для упаковки готовой продукции.
На данной технологической линии была изготовлена опытная партия арматурных элементов, предназначенных для армирования бетона. Арматурный элемент имел следующие размеры:
- длина волны 10 мм;
- высота волны 6 мм;
- длина арматурного элемента 110 мм;
- диаметр проволоки арматурного элемента 1,2 мм.
Для проведения испытаний были изготовлены бетонные смеси с наличием опытной партии арматурных элементов и без них.
Введение арматурных элементов в бетон способствует увеличению прочностных показателей растяжения при изгибе в сравнении с бетоном без арматурных элементов на 50÷250% в зависимости от количества арматурных элементов от 40 до 100 кг на 1 м3 бетона.
Кроме того, было зафиксировано, что на производство 200 кг арматурного элемента по предлагаемому способу расходуется 10 часов, в то время как по способу, описанному в патенте - приоритете уходит 15 часов, что подтверждает несомненно повышение производительности труда в заявленном способе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА ТОКОПРОВОДЯЩУЮ ЖИЛУ, СТАЛЬНУЮ ПРОВОЛОКУ И РЕЗКИ ЕЕ НА АРМАТУРНЫЕ ЭЛЕМЕНТЫ | 2010 |
|
RU2453940C2 |
| МАШИНА ДЛЯ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА СТАЛЬНУЮ ПРОВОЛОКУ И ТОКОПРОВОДЯЩУЮ ЖИЛУ | 2006 |
|
RU2309475C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ КАБЕЛЬНОЙ ПРОДУКЦИИ | 2004 |
|
RU2288960C2 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ ГАЗОВЫХ, НЕФТЯНЫХ СКВАЖИН И ВОДНЫХ ПРОСТОРОВ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К КРУЧЕНИЮ | 2004 |
|
RU2285965C2 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2003 |
|
RU2248594C1 |
| КАНАТ-КАБЕЛЬ С ОБЛЕГЧЕННЫМ ПЛАСТМАССОВЫМ СЕРДЕЧНИКОМ ДЛЯ ПОДЪЕМА ГРУЗОВ И ТРАНСПОРТИРОВКИ ХИМИЧЕСКИХ РЕАГЕНТОВ В НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИНАХ | 2007 |
|
RU2372431C2 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2007 |
|
RU2344505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| Способ изготовления электрического кабеля и кабель, изготавливаемый данным способом | 2022 |
|
RU2797030C1 |
| Линия для разделки трёхжильного плоского бронированного кабеля | 2016 |
|
RU2679313C1 |
Изобретение относится к области переработки отходов производства и эксплуатации кабелей, преимущественно бронированных. Способ включает разделение кабеля на электрические жилы в полимерной оболочке, стальную проволоку и переработку отрезков стальной проволоки в арматурные элементы, и при этом отделение стальной проволоки от электрической жилы в полимерной оболочке осуществляют путем резки стальной проволоки на отрезки в составе кабеля по одной или двум взаимно противоположно расположенным образующим кабеля посредством регулируемых приводных дисковых ножей, изгиба кабеля на роликах и отделения оставшихся отрезков проволоки от электрических жил отсекателем, а транспортирование отрезков проволоки производят вибрирующим лотком с кольцевым винтообразным маршрутом, деформацию отрезков проволоки осуществляют шестеренчатой парой, имеющей зуб в сечении полуцилиндрической формы, с обеспечением деформации отрезков проволоки роликами. Обеспечивается высокая эффективность переработки отходов кабельных изделий и получение готовой продукции повышенного качества, пригодной для применения в строительстве жилищных и промышленных объектов. 3 ил.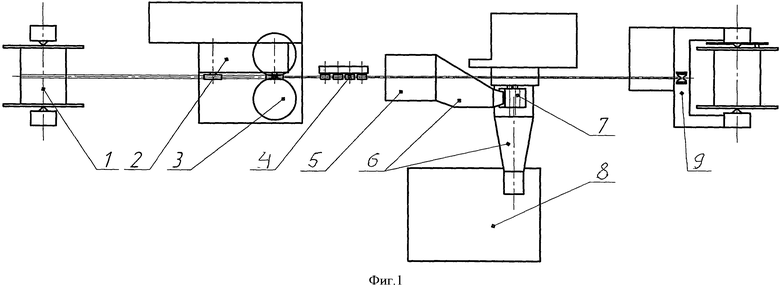
Способ переработки отходов кабельной продукции, включающий разделение кабеля, преимущественно бронированного, на электрическую жилу в полимерной оболочке и стальную проволоку, при этом отделение стальной проволоки витого изделия от электрической жилы в полимерной оболочке производят путем резки стальной проволоки на отрезки, а переработку отрезков проволоки в арматурный элемент осуществляют путем транспортирования по вибрирующему лотку и деформации отрезков проволоки шестеренчатой парой, отличающийся тем, что отделение стальной проволоки от электрической жилы в полимерной оболочке осуществляют путем резки стальной проволоки на отрезки в составе кабеля по одной или двум взаимно противоположно расположенным образующим кабеля посредством регулируемых приводных дисковых ножей, изгиба кабеля на роликах и отделения оставшихся отрезков проволоки от электрических жил отсекателем, транспортирование отрезков проволоки производят по вибрирующему лотку с кольцевым винтообразным маршрутом, а деформацию отрезков проволоки осуществляют шестеренчатой парой, имеющей зуб в сечении полуцилиндрической формы, с обеспечением деформации отрезков проволоки роликами.
| СПОСОБ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА ТОКОПРОВОДЯЩУЮ ЖИЛУ, СТАЛЬНУЮ ПРОВОЛОКУ И РЕЗКИ ЕЕ НА АРМАТУРНЫЕ ЭЛЕМЕНТЫ | 2010 |
|
RU2453940C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ КАБЕЛЬНОЙ ПРОДУКЦИИ | 2004 |
|
RU2288960C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ БРОНИРОВАННОГО КАБЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104317C1 |
| GB 1378922 А, 27.12.1974 | |||
| GB 1100858 А, 24.01.1968 | |||
| US 3558304 А, 26.01.1971. | |||

