Изобретение относится к области переработки отходов производства и эксплуатации кабеля, преимущественно бронированного, а готовая продукция переработки может быть использована на металлургических заводах при производстве черных и цветных металлов, в строительстве и т.д.
Известно, что бронированный кабель содержит токопроводящие жилы из меди или алюминия, заключенные в изоляционный полимерный материал и бронированные повивы из стальной круглой проволоки.
Широкое производство и применение бронированных кабелей приводит к большому накоплению отходов и остро ставит задачу их утилизации и применения готовой продукции переработки в различных отраслях народного хозяйства.
Данное изобретение предлагает один из путей решения проблемы переработки отходов кабельной продукции.
Известны поточная линия и способ извлечения металла из отходов проводников тока в полимерной изоляции (Авторское свидетельство СССР №583190, кл. С 22 В 7/00).
Линия включает дробилку, транспортер, классификатор для отделения мелочи, лопастной дозатор, пневмосепаратор с вентилятором и систему управления, обеспечивающие выполнение таких операций, как подачу исходного сырья, дробление в воздушной среде, пневматическое транспортирование на классификацию для отделения мелочи, пневматическую сепарацию.
Недостатком данного способа является спекание частиц при дроблении из-за большого количества тепла, что затрудняет дальнейшую пневмосепарацию. Для исключения спекания приходится использовать воздух для рассеивания классифицируемого материала, что в свою очередь повышает потери извлекаемых материалов из-за уноса их в атмосферу на различных стадиях производства.
Известен способ переработки отходов проводников тока, например сталеалюминиевого провода с разделением на сталь и алюминий (Авторское свидетельство СССР №1668436, кл. С 22 В 7/00). Принят за прототип.
Способ заключается в измерении диаметра провода, шага скрутки наружного повива алюминиевых проволок и числа повивов из алюминиевых проволок, разрезании провода на куски длиной, определяемой по формуле:
 , где
, где
L - длина куска;
D - диаметр провода;
t - шаг скрутки провода;
n - число повивов.
Повивы из алюминиевых проволок подвергаются виброобработке для разделения на алюминиевые и стальные составляющие и последующему отделению стальных составляющих магнитной сепарацией.
Основные недостатки данного способа:
- использование рубки кабелей в целом и смешивание стальной и алюминиевой частей приводит к засорению стальной части алюминиевыми составляющими, а алюминиевой части - стальной составляющей, поэтому готовая продукция получается невысокого качества;
- применение виброобработки ведет к уносу извлекаемых материалов в атмосферу и, как следствие, потере производительности труда;
- применение воздуха для разделения отходов на стальную и цветную части является ненадежной операцией и, следовательно, может привести к их смешиванию и получению лома ненадлежащего качества.
Технической задачей данного изобретения является повышение эффективности переработки, уменьшение потерь извлекаемых материалов, повышение качества готовой продукции. Эта задача решается способом разделения кабеля, преимущественно бронированного, на составляющие элементы: стальную часть и электрические жилы путем одновременного поступательного перемещения и вращения стальной части вокруг оси кабеля и последующей намотки ее на приемную катушку, причем эти операции связаны между собой формулой:
 где
где
W - число оборотов стальной части вокруг оси кабеля, об/мин;
L - линейная скорость поступательного перемещения стальной части, м/мин;
t - шаг свивки кабеля, м, или последующей рубки стальной части кабеля на куски, а электрические жилы подвергают только поступательному перемещению со скоростью L и намотке на приемную катушку.
Причем разделение стальной части производят на одну, две и более составляющие.
Реализация предлагаемого способа показана на чертеже. Отходы кабеля наматываются на отдаточный барабан 1, с которого кабель 2 поступает к плашкам 3 и здесь происходит разделение кабеля на стальную часть 4 и электрическую жилу 6. После чего стальная часть подвергается поступательному перемещению и вращению вокруг оси кабеля, причем эти операции связаны между собой формулой:
 где
где
W - число оборотов стальной части вокруг оси кабеля, об/мин;
L - линейная скорость поступательного перемещения, м/мин;
t - шаг свивки кабеля, м.
Для удобства выполнения этих операций стальная часть 4 проходит через диск 7, вращающийся со скоростью W, и наматывается на приемную катушку 5 со скоростью L.
Электрическая жила 6 подвергается только поступательному перемещению со скоростью L и намотке на приемную катушку.
Например, если имеем отработанный кабель диаметром 5,0 мм с одним слоем брони из стальной проволоки с шагом 40,0 мм и линейную скорость перемещения стальной части и электрической жилы 10 м/мин, тогда число оборотов стальной части вокруг оси кабеля будет равно:
Следовательно, стальная часть будет перемещаться со скоростью 10 м/мин и вращаться вокруг оси кабеля с числом оборотов 250 об/мин, а электрическая жила перемещается тоже со скоростью 10 м/мин. Если принять число оборотов стальной части 100 об/мин, тогда линейная скорость перемещения ее будет составлять 4 м/мин. С этой же скоростью будет перемещаться и электрическая жила.
Последняя операция намотки стальной части на приемную катушку может быть заменена резкой ее на куски с использованием готовой продукции по своему назначению, например, для армирования бетона.
Кроме того, разделение стальной части возможно на одну, две и более составляющие в зависимости от конструкции машины, ее производительности, назначения готовой продукции и т.д.
Преимущества предложенного способа очевидны.
Качество разделения кабеля на стальную часть и электрическую жилу высокое, отсутствует смешивание стальной и медной составляющих между собой, ликвидируется спекание отдельных кусков металла и пластмассового материала, отсутствует вынос стальной и электрической частей с воздухом на различных стадиях переработки.
В связи с этим:
- повышается эффективность переработки отходов электрических кабелей;
- уменьшаются потери извлекаемых материалов в процессе переработки;
- повышается качество готовой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА ТОКОПРОВОДЯЩУЮ ЖИЛУ, СТАЛЬНУЮ ПРОВОЛОКУ И РЕЗКИ ЕЕ НА АРМАТУРНЫЕ ЭЛЕМЕНТЫ | 2010 |
|
RU2453940C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА ЭЛЕКТРИЧЕСКУЮ ЖИЛУ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ, СТАЛЬНУЮ ПРОВОЛОКУ И ПЕРЕРАБОТКИ ОТРЕЗКОВ СТАЛЬНОЙ ПРОВОЛОКИ В АРМАТУРНЫЕ ЭЛЕМЕНТЫ | 2012 |
|
RU2507279C1 |
| МАШИНА ДЛЯ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА СТАЛЬНУЮ ПРОВОЛОКУ И ТОКОПРОВОДЯЩУЮ ЖИЛУ | 2006 |
|
RU2309475C1 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ ГАЗОВЫХ, НЕФТЯНЫХ СКВАЖИН И ВОДНЫХ ПРОСТОРОВ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К КРУЧЕНИЮ | 2004 |
|
RU2285965C2 |
| КАНАТ-КАБЕЛЬ С ОБЛЕГЧЕННЫМ ПЛАСТМАССОВЫМ СЕРДЕЧНИКОМ ДЛЯ ПОДЪЕМА ГРУЗОВ И ТРАНСПОРТИРОВКИ ХИМИЧЕСКИХ РЕАГЕНТОВ В НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИНАХ | 2007 |
|
RU2372431C2 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2003 |
|
RU2248594C1 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 2007 |
|
RU2344505C1 |
| УСТАНОВКА ДЛЯ СТАБИЛИЗАЦИИ ВИТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2293808C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2235818C1 |
Изобретение относится к области переработки отходов производства и эксплуатации кабелей, преимущественно бронированного, а готовая продукция переработки может быть использована на металлургических заводах при производстве черных и цветных металлов, в строительстве и т.д. Способ включает разделение кабеля на стальную часть и электрические элементы, которое производится путем одновременного поступательного перемещения и вращения стальной части вокруг оси кабеля и последующей намотки ее на приемную катушку, причем эти операции связаны между собой формулой: W=L/t где W - число оборотов стальной части вокруг оси кабеля, об/мин; L - линейная скорость поступательного перемещения стальной части, м/мин; t - шаг свивки кабеля, м. Электрические жилы подвергаются только поступательному перемещению со скоростью L и намотке на приемную катушку. Разделение стальной части производится на одну, две и более составляющие. Вместо операции намотки на приемные катушки можно производить операцию рубки стальной части на куски. Обеспечивается повышение эффективности переработки, уменьшение потерь извлекаемых материалов, повышение качества готовой продукции. 1 з.п. ф-лы, 1 ил.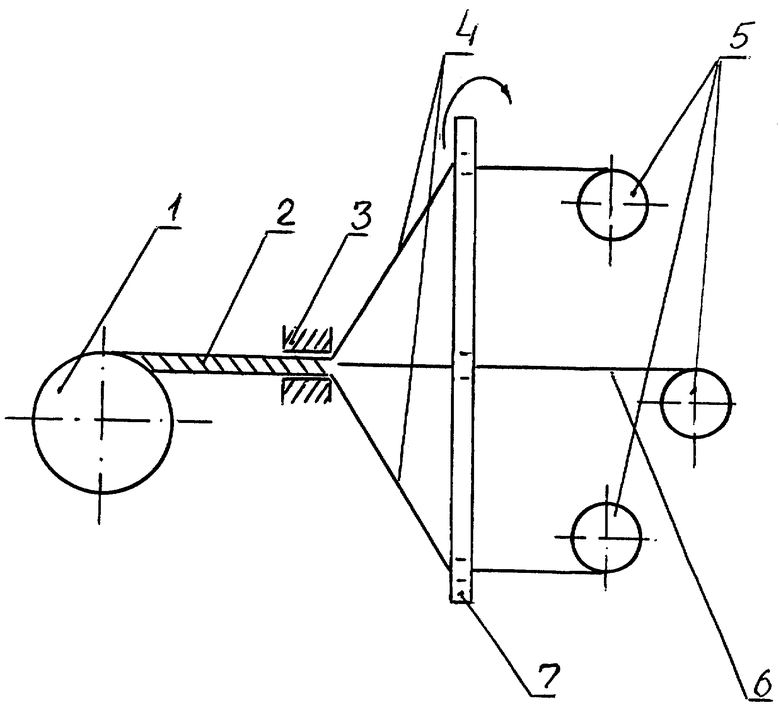

где W - число оборотов стальной части вокруг оси кабеля, об/мин;
L - линейная скорость поступательного перемещения стальной части, м/мин;
t - шаг свивки кабеля, м,
или последующей рубки стальной части кабеля на куски, а электрические жилы подвергают только поступательному перемещению со скоростью L и намотке на приемную катушку.
| Способ переработки сталеалюминиевого привода | 1989 |
|
SU1668436A1 |
| Поточная линия для извлечения металла из лома и отходов проводников тока в полимерной изоляции | 1972 |
|
SU583190A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ БРОНИРОВАННОГО КАБЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104317C1 |
| GB 1378922 A, 27.12.1974 | |||
| GB 1100858 A, 24.01.1968 | |||
| US 3558304 А, 26.01.1971. | |||

