Изобретения относятся к переработке отходов производства бронированного кабеля, а также к переработке бронированного кабеля, уже использованного в народном хозяйстве и отработавшего свой ресурс.
Изобретения могут быть использованы на заводах вторичной металлургии при регенерации цветных металлов.
С развитием производства бронированного кабеля необходимо оснащение им силовых и осветительных установок для международных линий связи, для осуществления электрокаротажа при бурении глубоких скважин и т.д., весьма остро встал вопрос о переработке отходов бронированного кабеля.
При издавно существующем способе обработки отходов кабеля путем обжига в печах большое количество цветного металла теряло качество, при этом происходила полная потеря полимера, используемого в кабелях для изоляции. Для того, чтобы вторично использовать цветной металл проводника тока, а также полимерный материал, необходимо использовать сухие методы переработки, т.е. разделять кабели на составные части с сохранением их основных свойств. Как известно, бронированный кабель содержит токопроводящие жилы из меди или алюминия, отделенные друг от друга изоляцией из полимерного материала (диэлектрика), например, поливинилхлорида (ПХВ), оболочку, например, из пигментированной сажей ткани, поверх изолированных токопроводящих жил, и брони ( защитного покрова), например, из стальных лент. Такой кабель при переработке сухим методом дробят, измельчают, а затем разделяют на его составные части физическими методами (магнитная и воздушная сепарация, грохочение и т. д. ) Нельзя отрицать, что сухая переработка кабеля - это трудно, энерго- и капиталоемкий процесс, но получение с наименьшими потерями пригодных для повторного использования материалов, из которых изготовлен кабель, сторицей окупает эти затраты. Да и создатели усовершенствованных технологий и оборудования для сухой переработки отходов бронированного кабеля нацелены на снижение трудо-, энерго- и капиталлоемкости переработки при обеспечении минимума потерь металлических и полимерных составных частей кабеля. На достижение этого технического результата направлена и предлагаемая группа изобретений.
Рассмотрим известные из уровня техники решения аналогичного назначения и проанализируем, возможно ли достижение указанного технического результата при реализации известных решений в производстве.
Так, известен способ извлечения металла из лома и отходов проводников тока в полимерной изоляции, включающий подачу исходного сырья, дробление, транспортирование на классификацию, классификацию для отделения мелочи, пневматическую сепарацию, причем дробление осуществляют в воздушной среде и транспортирование дробленого материала на классификацию осуществляют пневматическое.
Анализ известного способа с точки зрения той цели, которая указана в формуле изобретения по авт. св. СССР N 583190, показал, что негативным явлением при переработке проводников тока в полимерной изоляции является спекание измельченных частиц, т.к. при дроблении всей массы перерабатываемого материала до измельченного состояния, чтобы наверняка получить смесь частиц из металла и частиц полимерной изоляции, выделяется большое количество тепла, которое приводит к спеканию малых частиц изоляции и образованию частиц полимерной изоляции по массе близкой или равной массе частицы металла токопроводящей жилы.
Это обстоятельство затрудняет как классификацию указанной смеси от пыли, так и пневмосепарацию этой смеси для получения в качестве конечного продукта отдельно металла, отдельно полимерного материала. Вот почему на всех технологических операциях и при транспортировании используется воздух для исключения спекания и обеспечения рассеивания классифицируемого материала по сечению пневмосепаратора. А использование воздуха - это дополнительные энерго-, капиталло- и трудозатраты, а потери материалов, из которых состоят части кабеля (проводника тока), наоборот, увеличиваются, т.к. повышается унос воздухом этих материалов на всех стадиях переработки. Таким образом, в способе-аналоге, указанном в начале описания, технический результат недостижим.
Наиболее близким к предлагаемому является известный способ переработки отходов бронированного кабеля, описанный в рекламном проспекте фирмы "Scandinavian Recycling AB" (см. приложение - копии проспектов фирмы и перевод рекламного текста). Способ включает предварительную сортировку кабеля ( отделение кабеля большого диаметра от кабеля с тонкими электронными волосками-проводами), предварительную нарезку фрагментов кабеля размером 20-200 мм длиной, магнитную сепарацию стальных частей и их удаление, две стадии грануляции фрагментов кабеля, сепарацию гранулированного материала путем флюидирования гранулированного материала, следующего осаждения посредством колебательных движений по разным сторонам сита металлических частиц и частиц полимерной изоляции. Металлические частицы требуемого размера удаляют, промежуточную фракцию возвращают на загрузку в начало процесса переработки, либо непосредственно на грануляцию. Полимерную изоляцию направляют на классификацию для очистки от мелких металлических частиц и металлической пыли путем просеивания подвергаемого колебательным движениям материала. Образующуюся пылевоздушную смесь направляют в циклон или фильтры для отделения пыли перед выбросом воздуха в атмосферу. Данный способ принят в качестве прототипа.
Достоинством данного способа является то, что в нем осуществляют предварительную сортировку кабеля и нарезку фрагментов кабеля заданного размера, что позволяет снизить энергозатраты при дальнейшем дроблении, а также уменьшить износ просеивающих средств тяжелыми частями кабеля.
Однако большим недостатком, на наш взгляд, является то, что фрагменты кабеля подвергаются грануляции, причем неоднократно. Во-первых, это уже большие затраты электроэнергии.
Во-вторых, грануляция - это придание веществу формы мелких кусков - гранул (зерен), что, по мнению специалистов фирмы "Scandinavian Recycling AB", должно бы улучшить процесс раскрытия кабеля, как многосоставного изделия и уже при дроблении образовать смесь из составных частей, чтобы при дальнейшей сепарации отделить один материал от другого. Но грануляция фрагментов кабеля на мелкие куски предопределяет трудности в осуществлении сепарации, т. к. при грануляции образуется большой объем измельченных продуктов сложного состава, и при дальнейшем извлечении металла токопроводящих жил и полимерной изоляции неизбежен взаимный унос их друг другом, т.е. потери составных частей кабеля. А потому, чтобы с наименьшими потерями разделить кабель на составные части для их вторичного использования, потребуется многократная сепарация гранулированного по данному способу кабеля, что обусловит дополнительные энергетические, капитальные и эксплуатационные затраты.
Встает проблема - так разрушить кабель, чтобы незначительно измельчать его, упростить сепарацию раздробленного кабеля, но при этом разделить его на составные части с наименьшими потерями.
Авторами изобретений по настоящей заявке способ переработки отходов бронированного кабеля с достижением указанного технического результата создан.
Способ включает осуществляемые последовательно нарезку фрагментов кабеля заданного размера, транспортирование фрагментов кабеля на дробление, магнитную сепарацию частей брони и их удаление, транспортирование смеси из фрагментов токопроводящих жил, полимерной изоляции и тканевой оболочки на сепарацию, сепарацию и очистку отсепарированных материалов.
Способ отличается от прототипа тем, что дробление фрагментов кабеля осуществляется путем подачи их вертикально сверху вниз с одновременным воздействием на фрагменты кабеля ударом в направлении, перпендикулярном направлению подачи, сепарацию смеси фрагментов токопроводящих жил, полимерной изоляции и тканевой оболочки производят в восходящей струе воздуха с образованием потока фрагментов токопроводящих жил, потока фрагментов полимерной изоляции и пылевоздушного потока с частицами тканевой оболочки.
Следует, однако, отметить, что достижение вышеупомянутого технического результата возможно только при осуществлении предлагаемого способа на установке, являющейся объектом изобретения по настоящей заявке.
Патентуемый способ и установка представляют собой группу изобретений, объединенных единым изобретательским замыслом, а именно: осуществить переработку отходов бронированного кабеля эффективно и в техническом, и в экономическом плане, т.е. извлечь из переработанного кабеля его составные части, пригодные для вторичного использования с наименьшими потерями при снижении энергетических, капитальных и эксплуатационных затрат.
Кстати сказать, что в качестве прототипа предлагаемых способа и установки принята также группа решений - технология и установка для ее реализации, что следует из рекламного текста фирмы "Scandinavian Recycling AB".
Необходимостью решения проблемы высокоэффективной переработки отходов бронирования кабеля обусловлено усовершенствование авторами настоящей заявки известных установок путем создания новой установки для реализации заявляемого способа. В этом заключен единый изобретательский замысел, предусматривающий совместное использование изобретений.
Аналогом заявляемой установки является поточная линия для извлечения металла из лома и отходов проводников тока в полимерной изоляции (см. авт. св. СССР N 583190, кл. С 22 В 7/00, 1972), включающая последовательно расположенные питатель для подачи исходного сырья, дробилку, транспортер, классификатор для отделения мелочи, лопастной дозатор, пневмосепаратор с вентилятором и систему управления. При этом в качестве транспортера в линии установлен превмотранспортер, расположенный наклонно к горизонтали, одним концом соединенный с вентилятором, а другим - с классификатором, дозатор установлен в средней части пневмосепаратора и его лопасти снабжены упругими элементами, а вентилятор снабжен дополнительным патрубком, соединенным с полостью дробилки.
Недостатком известной линии является то, что все ее оборудование и связи между отдельными видами оборудования направлены на работу с сильно измельченным в дробилке материалом, который в результате измельчения будет иметь спеченные частицы полимерной изоляции. Для исключения этого негативного явления линия выполнена таким образом, чтобы все ее части были сообщены с вентиляторами, чтобы потоком воздуха не позволить частицам изоляции спечься друг с другом, но это, в свою очередь, обусловит повышение энергетических и капитальных затрат. Далее, в связи с тем, что в дробилке предусмотрено сильное измельчение, то возникают трудности в высокоэффективной сепарации, и неизбежны потери с частицами металла проводников тока полимерных частиц и наоборот. Это влечет за собой установку дополнительных сепарирующих устройств, а, следовательно, увеличение энергетических, капитальных и эксплуатационных затрат, что свидетельствует о невозможности реализации заявляемого способа переработки отходов бронированного кабеля в данной известной линии.
Наиболее близкой к заявляемой является установка по переработке отходов кабеля, созданная фирмой "Scandinavian Recycling AB" (см. приложение - копии проспекта фирмы и перевода рекламного текста).
Установка содержит узел сортировки различных видов кабелей, устройство для нарезки фрагментов бронированного кабеля заданного размера, дробилку (грануляторы), магнитный сепаратор, сепаратор смеси гранулированных металла токопроводящих жил, полимерной изоляции и оболочки, устройства для очистки (классификатор) отсепарированных материалов и устройства для транспортирования продуктов переработки.
Данная установка более совершенна в сравнении с линией по авт. св. СССР N 583190, т.е. в нее введены узел сортировки кабеля и устройство для нарезки фрагментов кабеля, что исключает совместное дробление различных его видов как по размерам, так и по составным частям, а также снижает затраты энергии на сепарацию разных по составу и плотности частиц измельченного кабеля и электрических проводов, исключает износ тяжелыми частями кабеля сепарационных устройств, пригодных для переработки только электрических проводов.
Однако известная установка обладает серьезными в конструктивном выполнении недостатками:
- наличие двух грануляторов, каждый из которых выполнен в виде горизонтально расположенного ротора с ножами и небольшими промежутками между ротором и ножом уже обусловит сильное измельчение кабеля, вернее его составных частей;
- снабжение грануляторов ситами с определенным размером отверстий предполагает циркуляцию измельченных материалов кабеля в барабане гранулятора и многократность воздействия ножей гранулятора на уже измельченные материалы, что обусловит переизмельчение материалов, составляющих кабель;
- дважды гранулированные материалы, да еще и переизмельченные за счет циркуляции затруднят работу сепаратора по разделению измельченной смеси по видам материалов;
- многократная грануляция вызовет спекание частиц полимерной изоляции между собой, а это может привести к равенству масс частиц металла токопроводящих жил испеченных частиц полимерной изоляции и при дальнейшей сепарации и спеки полимера, и частицы металла будут выгружены в один бункер, т.е. сепарация не состоится, либо она будет низкоэффективной, что приведет к потерям извлекаемых материалов и к увеличению числа сепараторов, а значит к повышению энергетических, капитальных и эксплуатационных затрат;
- сепараторы, используемые в установке не позволяют высокоэффективно разделять сильно измельченный кабель на составные части, т.к. через отверстия сита могут пройти и частицы металла токопроводящих жил и спеченные частицы полимерной изоляции в связи с равенством их геометрических размеров, а незначительная разница их масс не позволит колебательным движениям сепаратора осадить их по разным сторонам сепаратора.
Все вышеперечисленные обстоятельства предопределяют невозможность использования на перерабатывающих отходы бронированного кабеля производствах и привели авторов к созданию такой технологии и такой установки, которые бы при их совместном использовании позволили получать разделенными составные части кабеля с наименьшими потерями и затратами на переработку. Указанными преимуществами обладает заявляемая установка.
Она содержит устройство для нарезки фрагментов кабеля, дробилку, магнитный сепаратор, сепаратор смеси фрагментов токопроводящих жил, полимерной изоляции и тканевой оболочки, устройства для очистки отсепарированных материалов и устройства для транспортирования продуктов переработки.
Установка отличается от установки-прототипа тем, что дробилка выполнена в виде вертикальной молотковой дробилки с устройством подачи фрагментов сверху, сепаратор - в виде воздушного сепаратора, снабженного установленным в его верхней части расширителя с устройством для отвода пылевоздушного потока с частицами тканевой оболочки, сообщенным с узлом улавливания пыли и частиц тканевой оболочки, и с устройством для отвода отсепарированного потока фрагментов полимерной изоляции.
Заявляемый способ и установка отвечают всем критериям патентоспособности.
Они новы, т. к. таковые неизвестны из уровня техники, о чем свидетельствует проведенный выше анализ известных способов (по авт. св. СССР N 583190 и из рекламных материалов фирмы "Scandinavian Recycling AB").
Предлагаемые для патентной экспертизы изобретения имеют изобретательский уровень, т.к. они для специалиста явным образом не следуют из уровня техники, т.е. из известного уровня техники не выявлены решения, имеющие признаки совпадающие с отличительными признаками заявляемых решений, а значит и не подтверждена известность влияния отличительных признаков на указанный заявителем технический результат.
Заявляемая группа изобретений отвечает и требованию промышленной применимости. Ничто в способе и установке не противоречит возможности их осуществления в промышленности, каждая операция способа и каждый конструктивный признак установки выполнимы и воспроизводимы; ни операции способа, ни конструктивные признаки установки не препятствуют достижению усматриваемого заявителем технического результата.
Подтверждение тому - представленное ниже описание установки в статике и конкретный пример осуществления способа при описании работы установки.
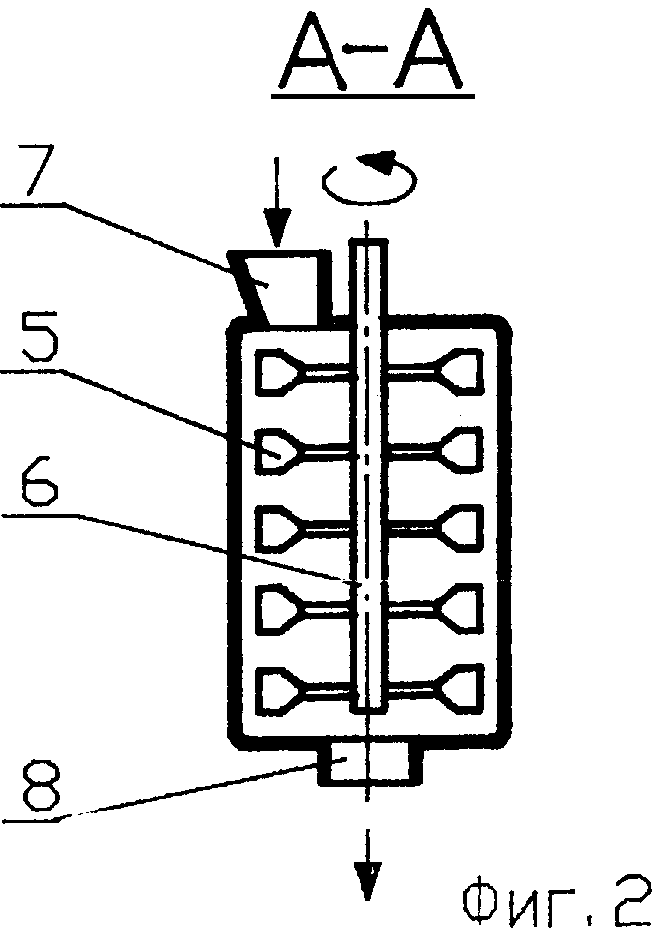
На фиг. 1 дана общая схема установки; на фиг. 2 - разрез А-А в увеличенном масштабе.
Установка для переработки отходов бронированного кабеля содержит устройство 1 для нарезки фрагментов кабеля 2 - роторную гильотину, устройство 3 для транспортирования фрагментов кабеля; дробилку 4, выполненную в виде вертикальной молотковой дробилки с рабочими органами (молотками) 5, закрепленными перпендикулярно на вертикальном валу 6, с устройством 7 для подачи фрагментов кабеля сверху в дробилку 4 и с устройством 8 для выгрузки из дробилки 4 частиц брони, фрагментов токопроводящих жил, фрагментов полимерной изоляции и частиц тканевой оболочки; подвесной магнитный сепаратор 9 и барабанный магнитный сепаратор 10; устройства 11 и 12 - для транспортирования составных частей кабеля и устройство 13 для транспортирования смеси фрагментов токопроводящих жил, фрагментов полимерной изоляции и частей тканевой оболочки; воздушный сепаратор 14, снабженный установленным в его верхней части расширителем 15 с устройством 16 для отвода пылевоздушного потока с частицами тканевой оболочки, сообщенным с узлом улавливания, например, циклоном 17, пыли и частиц тканевой оболочки, и с устройством 18 для отвода потока фрагментов полимерной изоляции, а для отвода потока фрагментов токопроводящих жил в нижней части воздушного сепаратора 14 расположено устройство 19, кроме того, воздушный сепаратор снабжен устройством 20 для подачи смеси фрагментов токопроводящих жил, фрагментов полимерной изоляции и частиц тканевой оболочки; устройство для очистки от частиц стальной брони отсепарированных фрагментов в виде грохота 21, куда фрагменты транспортируются устройством 22 и магнитного сепаратора 23, под которым расположены контейнеры 24 и 25 для приема, соответственно, стальной пыли и фрагментов токопроводящих жил; устройство для очистки от пыли отсепарированного потока фрагментов полимерной изоляции в виде грохота 26 и магнитного сепаратора 27, под которым расположены контейнеры 28 и 29, соответственно, для стальных частиц и для фрагментов полимерной изоляции. Грохот 21 может быть снабжен еще одним грохотом 30, полость которого сообщена с надрешетным пространством грохота 21, причем подрешетное пространство его сообщено с устройством 7 дробилки 4, а надрешетное пространство связано с устройством 1. Над дробилками 4 расположены загрузочные бункеры 31 с ленточными питателями 32. Под магнитным сепаратором 9 установлен контейнер 33, а под магнитным сепаратором 10 - контейнер 34, под циклоном 17 - контейнер 35.
Осуществление способа и работа установки происходит следующим образом.
Бронированный кабель подают в роторную гильотину 1, с помощью которой производится нарезка фрагментов кабеля размером не более 40 мм, что необходимо соблюдать для эффективной работы дробилки 4. Фрагменты кабеля устройством 3 транспортируют в бункеры 31, откуда фрагменты кабеля ленточными питателями 32 подаются вертикально сверху вниз через устройства 7 в вертикальную молотковую дробилку 4. При движении сверху вниз фрагменты испытывают ударное воздействие вращающихся на валу 6 молотков 5 в направлении, перпендикулярном направлению подачи фрагментов, в результате чего стальная броня и тканевая оболочка слетает с фрагментов кабеля в виде части, а фрагменты токопроводящих жил, равные размеру фрагментов кабеля после нарезки вылетают из фрагментов полимерной изоляции, также равных по размеру фрагментам кабеля. Все составные части кабеля через устройство 8 выгружаются на устройство 11. При прохождении смеси материалов кабеля под магнитным сепаратором 9 стальные части отделяются и перегружаются в контейнер 33, а оставшаяся смесь попадает на устройство 12, перегружается с него на барабанный магнитный сепаратор 10 для дополнительного извлечения стальных частей брони кабеля и выгрузки их в контейнер 34. На устройство 13 попадает уже смесь фрагментов токопроводящих жил, фрагментов полимерной изоляции и частиц тканевой оболочки, которую транспортируют в устройство 20 воздушного сепаратора 14, где производят сепарацию в восходящей струе воздуха. Под воздействием этой струи фрагменты полимерной изоляции, частицы тканевой оболочки и пыль уносятся воздухом в верхнюю часть сепаратора 14, попадают в расширитель 15, где скорость струи воздуха снижается настолько, что фрагменты полимерной изоляции перестают двигаться вверх и падают вниз к устройству 18 для отвода из сепаратора 14, а воздух с пылью и частицами тканевой оболочки продолжает двигаться вверх и через устройство 16 направляются в циклон 17 для улавливания пыли и частиц тканевой оболочки перед выбросом воздуха в атмосферу. Фрагменты токопроводящих жил под действием сил гравитации двигаются вниз по сепаратору 14 к устройству 19. Таким образом, при сепарации образуются три отдельных потока благодаря конструктивному выполнению сепарационной части установки. Отсепарированные потоки фрагментов токопроводящих жил и фрагментов полимерной изоляции поступают на отдельные для каждого из них устройства для очистки их от частиц брони, которые могли образоваться при переработке фрагментов кабеля в дробилке 4. Поток фрагментов полимерной изоляции поступает на избирательное грохочение в грохот 26, в подрешетное пространство которого поступают частицы стальной брони, а в надрешетном пространстве остаются фрагменты полимерной изоляции. Они еще раз проходят по барабанному магнитному сепаратору 27, где доочищаются от стальных частиц. Эти частицы и фрагменты полимерной изоляции выгружают в контейнеры, соответственно, 27 и 28. Поток фрагментов токопроводящих жил из устройства 19 поступает на устройство 22, которым фрагменты подаются на избирательное грохочение в грохот 21.
Решетка в грохоте 21 выполнена таким образом, что через ее отверстия в подрешетное пространство проваливаются фрагменты токопроводящих жил, а в надрешетном пространстве грохота 21 остаются фрагменты токопроводящих жил в полимерной изоляции, которые пролетели через всю дробилку 4, не попав под удар молотков 5, и те фрагменты кабеля, размер которых превышал 40 мм, и потому в дробилке 4 удар молотков 5 не возымел действия. Экспериментальным путем авторы настоящей заявки определили обязательность нарезки фрагментов кабеля размером не более 40 мм. Именно до этого размера происходит выпадение токопроводящих жил из полимерной изоляции. Надрешетный продукт грохота 21 поступает в грохот 30, где в подрешетном пространстве оказываются фрагменты в полимерной изоляции размером не более 40 мм, и они возвращаются в дробилку 4, а надрешетный продукт грохота 21 - фрагменты токопроводящих жил поступает на барабанный магнитный сепаратор 23, где он доочищается от стальных частиц, и затем стальные частицы и фрагменты токопроводящих жил выгружаются соответственно в контейнеры 24 и 25.
Таким образом, в заявляемой установке заявляемым способом исключается переизмельчение в дробилке отходов бронированного кабеля, что создает благоприятные условия для сепарации разрушенного кабеля для выделения составных частей его при минимизации потерь и исключения дополнительной сепарации, а это значит, что энергетические, капитальные и эксплуатационные затраты не будут увеличены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА ЭЛЕКТРИЧЕСКУЮ ЖИЛУ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ, СТАЛЬНУЮ ПРОВОЛОКУ И ПЕРЕРАБОТКИ ОТРЕЗКОВ СТАЛЬНОЙ ПРОВОЛОКИ В АРМАТУРНЫЕ ЭЛЕМЕНТЫ | 2012 |
|
RU2507279C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА ТОКОПРОВОДЯЩУЮ ЖИЛУ, СТАЛЬНУЮ ПРОВОЛОКУ И РЕЗКИ ЕЕ НА АРМАТУРНЫЕ ЭЛЕМЕНТЫ | 2010 |
|
RU2453940C2 |
| МАШИНА ДЛЯ РАЗДЕЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ НА СТАЛЬНУЮ ПРОВОЛОКУ И ТОКОПРОВОДЯЩУЮ ЖИЛУ | 2006 |
|
RU2309475C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ КАБЕЛЬНОЙ ПРОДУКЦИИ | 2004 |
|
RU2288960C2 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2003 |
|
RU2248594C1 |
| КАБЕЛЬ МОНТАЖНЫЙ БРОНИРОВАННЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, В ТОМ ЧИСЛЕ ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2015 |
|
RU2658308C2 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| ГЕОФИЗИЧЕСКИЙ БРОНИРОВАННЫЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ ГАЗОВЫХ, НЕФТЯНЫХ СКВАЖИН И ВОДНЫХ ПРОСТОРОВ С ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ К КРУЧЕНИЮ | 2004 |
|
RU2285965C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЭЛЕКТРОННОГО И КАБЕЛЬНОГО СКРАПА | 2006 |
|
RU2321462C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2194616C1 |
Изобретение относится к переработке отходов бронированного кабеля и установке для его осуществления. Использование - на заводах вторичной металлургии при регенерации цветных металлов. Сущность группы изобретений: 1. Способ переработки отходов бронированного кабеля, включающий последовательно дробление, транспортирование смеси из фрагментов токопроводящих жил, полимерной изоляции и тканевой оболочки на сепарацию, сепарацию и очистку отсепарированных материалов. Способ отличается тем, что проводят нарезку фрагментов кабеля заданного размера и транспортирование фрагментов кабеля перед дроблением, магнитную сепарацию частей брони и их удаление, дробление фрагментов кабеля осуществляют путем подачи их вертикально сверху вниз с одновременным воздействием на фрагменты кабеля ударом в направлении, перпендикулярном направлению подачи, сепарацию смеси фрагментов токопроводящих жил, полимерной изоляции и тканевой оболочки производят в восходящей струе воздуха с образованием потока фрагментов токопроводящих жил, потока фрагментов полимерной изоляции и пылевоздушного потока с частицами тканевой оболочки. 2. Установка для способа переработки отходов бронированного кабеля, содержащая вертикальную молотковую дробилку, сепаратор смеси фрагментов токопроводящих жил, полимерной изоляции и тканевой оболочки, устройства для очистки отсепарированных материалов и устройства для транспортирования продуктов переработки. Установка отличается тем, что она снабжена устройством для нарезки фрагментов кабеля, магнитным сепаратором, дробилка выполнена с устройством для подачи фрагментов кабеля сверху, сепаратор выполнен в виде воздушного сепаратора, снабженного установленным в его верхней части расширителем с устройством для отвода пылевоздушного потока с частицами тканевой оболочки, сообщенным с узлом улавливания пыли и частиц тканевой оболочки, и с устройством для отвода отсепарированного потока фрагментов полимерной изоляции. 2 с.п. ф-лы, 2 ил.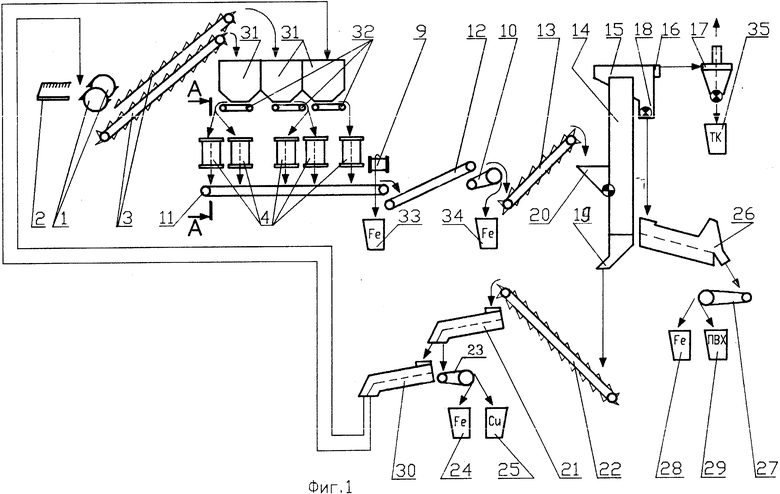
| SU, авторское свидетельство, 583190, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
