Область технического применения
Настоящее изобретение относится к устройствам и машинам для изготовления сетей с открытыми ячейками.
В контексте настоящего описания термин «сеть с ячейками в виде сот» также используют для обозначения сети с открытыми ячейками, где несколько проволок соединено посредством скручивания соседних проволок друг с другом таким образом, чтобы была образована сеть, проемы которой похожи на ячейки сот. Однако настоящее изобретение не ограничено шестиугольными ячейками или сетями с двойным скручиванием.
Изобретение было создано с особым вниманием к устройству, с помощью которого можно скручивать пластиковые мононити и изготавливать сети с открытыми ячейками или с ячейками в виде сот.
В простой конструкции согласно настоящему изобретению каждую пластиковую мононить равномерно нагревают непосредственно перед скручиванием. Благодаря использованию настоящего изобретения также упрощается и облегчается операция заправки пластиковых мононитей и, кроме того, в области изготовления сети с ячейками в виде сот, благодаря использованию этого устройства способствуют поддержанию единообразной формы ячеек сети в виде сот.
Предпосылки к созданию изобретения
Известны сети с ячейками в виде сот, сплетенные с использованием скрученных металлических проволок или скрученных синтетических пластиковых мононитей.
Сеть с ячейками в виде сот сформирована из скрученных проволок, расположенных рядом и скрученных друг с другом. Прочность и долговечность такой сети чрезвычайно высоки и, таким образом, эту сеть можно использовать для ограждения, закрепления культивируемой земли, удерживания падающих скальных пород и т.д. Скрученные и сплетенные сети из синтетического пластика с ячейками в виде сот не ржавеют и не корродируют, в сравнении с сетями из металлической проволоки с ячейками в виде сот, и, таким образом, они обладают большей долговечностью.
Что касается прочности и регулярности ячеек сети, то <следует сказать, что> была создана такая сеть, обладающая очень высокими качественными характеристиками, описанная в патентном документе JP 57-56556, относящемся к способу изготовления тела сети с ячейками в виде сот.
В патентном документе JP 57-56556 показано, как можно предварительно нагревать деформируемую, не твердую проволоку до заданной температуры, затем скручивать ее в натянутом состоянии. После формирования тело сети нагревают постоянно, <поддерживая> требуемую форму, затем быстро охлаждают, сохраняя форму.
В ранее известных патентных документах JP 57-28645, JP 54-96183, JP 54-46970 также определены предпосылки к созданию настоящего изобретения.
Использовавшаяся ранее технология обладает различными недостатками, рассмотренными ниже.
Предварительный равномерный нагрев пластиковой мононити (соответствующей мононити, применявшейся согласно патентам-аналогам и прототипу) перед ее скручиванием, является непростой задачей, особенно - посредством использования нагревателя или посредством пропуска мононити через нагретую воздушную зону. Часто случается, что происходит частично неравномерный предварительный нагрев, из-за чего затем сложно скручивать и сплетать мононить в сеть с открытыми ячейками или с ячейками в виде сот, где желательны единообразная форма и прочность.
Также, когда приходится выполнять операцию заправки, каждую пластиковую мононить надлежит заправить, или ввести, в нитевод, обеспеченный в полушестерне заднего вспомогательного механизма для скручивания сети, движение которого координируют с движением сходного и соответствующего переднего механизма для скручивания сети. Каждую пластиковую мононить затем надлежит заправить, или ввести, в соответствующий нитевод полушестерни переднего механизма для скручивания сети. Эта операция скорее является критической, так как, если мононить ошибочно заправили не в надлежащий нитевод, например, в другой передний механизм для скручивания сети, то все мононити сместятся, и всю операцию заправки потребуется произвести заново.
Неизменно подтверждается, что эта операция заправки, начинаемая с заднего вспомогательного механизма для скручивания сети в передний механизм для скручивания сети, в известных машинах и устройствах является ненадежной и требует затраты большого объема работы и времени.
Кроме того, после скручивания двух пластиковый мононитей в машине известного типа, эти же две пластиковые мононити разводят, т.е. отводят одну от другой в противоположные стороны для формирования ячеек в виде сот, т.е. для образования одного из проемов сети с открытыми ячейками. Однако при выполнении этой операции скрученную часть сети подвергают сильному натяжению в противоположных направлениях таким образом, что она может быть деформирована до такой степени, что форму сот невозможно будет получить или сохранить надлежащим образом. Таким образом, скручивание мононитей и плетение сети с ячейками в виде сот, обладающей равномерной и единообразной формой и прочностью, является сложной задачей.
Краткое описание изобретения
Целью настоящего изобретения является решение проблем, указанных выше. Другой целью изобретения является создание устройства, подлежащего использованию в машине для изготовления прочной, равномерной и долговечной пластиковой сети с открытыми ячейками или сети с ячейками в виде сот, при уменьшенной стоимости, с высокой производительностью и при небольшой потребности в техническом обслуживании или при отсутствии потребности в техническом обслуживании.
Для достижения выше указанных целей изобретением создано устройство для изготовления пластиковой сети с открытыми ячейками или сети с ячейками в виде сот, в котором имеющиеся два соответствующих нитевода в переднем механизме для скручивания сети и заднем вспомогательном механизме для скручивания сети, соответственно, соединены теплопроводными нитенаправителями.
В предпочтительном, но не ограничивающем <объем изобретения> примере теплопроводный нитенаправитель выполнен в виде теплопроводной, нитеводной трубки или нитеводного канала.
Посредством этого приспособления каждую пластиковую мононить перед скручиванием проводят через этот нагреваемый теплопроводный нитенаправитель или, предпочтительно, трубку, таким образом, чтобы пластиковая мононить предварительно равномерно нагревалась посредством использования этой простой конструкции для предотвращения частичной неравномерности предварительного нагрева. Использование направляющей, особенно в ее предпочтительной форме в виде канала или трубки, позволяет упростить и облегчить операцию заправки пластиковой мононити, начиная с заднего вспомогательного механизма для скручивания сети, в передний механизм для скручивания сети.
Согласно другому аспекту настоящего изобретения каждое место скручивания непосредственно после выпуска из механизма для скручивания сети можно поддерживать, сохраняя интервал сети по ширине и равномерную, и единообразную форму сот таким образом, чтобы сплетенная сеть с ячейками в виде сот обладала равномерной прочностью.
На машине для изготовления пластиковой сети согласно изобретению предусмотрен механизм для скручивания сети, содержащий несколько пар полушестерен, расположенных в направлении получаемой в результате ширины сети. Эти полушестерни содержат нитеводы для пластиковой мононити, и они <полушестерни> соединены в пары таким образом, чтобы их можно было вращать вместе для скручивания пары мононитей, заправленных в их соответствующие нитеводы. После совершения небольшого числа оборотов пар полушестерен, вращение которых ведет к соответствующему скручиванию нескольких пар пластиковых мононитей, распределенных вдоль ширины получаемой в результате сети, каждую пару полушестерен отводят одну от другой и одну или обе соответствующие полушестерни смещают в боковом направлении до тех пор, пока она <они> не совместится <совместятся> с другой соседней полушестерней для образования другой пары полушестерен, которую затем вращают для образования следующей скрученной части сети в виде сот. Затем полушестерни перемещают назад в исходное положение для образования посредством вращения и скручивания мононитей другой скрученной части сети.
Позади этого механизма для скручивания сети расположен вспомогательный механизм для скручивания сети, содержащий соответствующие скручивающие полушестерни, которые соответствуют, одна другой, каждой полушестерне механизма для скручивания сети. Каждая полушестерня вспомогательного механизма для скручивания сети содержит соответствующий нитевод для пластиковой мононити, и она синхронизирована по движению, включающему: вращение, отвод одной от другой и смещение в направлении ширины сети, с соответствующими полушестернями переднего механизма для скручивания сети.
Механизм для предотвращения перекручивания расположен позади упомянутого вспомогательного механизма для скручивания сети, и содержит направляющую шестерню, синхронизированную по вращению с каждой спаренной полушестерней механизма для скручивания сети и вспомогательного механизма для скручивания сети. Внутри этой направляющей шестерни установлена передняя питающая бобина или катушка, с которой подают пластиковую мононить к одной полушестерне, тогда как задняя питающая бобина или катушка, с которой подают пластиковую мононить к другой полушестерне пары, расположена позади направляющей шестерни. Пластиковую мононить, поступающую с задней питающей бобины, изгибают у наружного периферического канала направляющей шестерни и вращают вместе с ней.
Между передней питающей бобиной и задней питающей бобиной рядом с соответствующей направляющей шестерней установлено направляющее устройство, предназначенное для изменения провисания пластиковой мононити, подаваемой с каждой задней питающей бобины.
В области, где теплопроводный нитенаправитель соединен с нитеводами соответствующей полушестерни упомянутого заднего вспомогательного механизма для скручивания сети и упомянутого механизма для скручивания сети расположено нагревательное устройство. Нагревательным устройством равномерно нагревают пластиковую мононить, направляемую теплопроводным нитенаправителем, особенно, когда последний выполнен в виде теплопроводной, нитеводной трубки с пластиковой мононитью, проходящей внутри ее.
Согласно другому аспекту настоящего изобретения обеспечены поддерживающие средства, в предпочтительном варианте осуществления выполненные в виде поддерживающих гребенок, расположенные после механизма для скручивания сети, для повышения равномерности и единообразия изготовленной пластиковой сети с ячейками в виде сот. Эти поддерживающие средства содержат, по меньшей мере, ряд вогнутых частей, каждая из которых расположена в месте, которое соответствует каждой скрученной части сети с ячейками в виде сот в направлении сети. Эти поддерживающие средства предпочтительно, но не исключительно, изготовлены из куска волнообразного пластика, полученного впрыскиванием. Поддерживающие средства перемещают на небольшое расстояние вперед с той же скоростью, с которой транспортируют сеть с ячейками в виде сот от механизма для скручивания сети, затем быстро перемещают назад в исходное положение для повторения этого движения вперед.
На машине для изготовления пластиковой сети с ячейками в виде сот согласно настоящему изобретению пластиковые мононити пропускают через соответствующие теплопроводные нитенаправители, предпочтительно - теплопроводные, нитеводные трубки, которыми соединены соответствующие нитеводы в полушестернях, обеспеченных в переднем механизме для скручивания сети и заднем вспомогательном механизме для скручивания сети. Использование нагревательного устройства для равномерного нагрева пластиковой мононити, пропускаемой через теплопроводный нитенаправитель, или предпочтительно - через трубку, позволяет предотвращать неравномерное скручивание мононитей из-за неравномерности их предварительного нагрева таким образом, чтобы можно было плести пластиковую сеть с ячейками в виде сот, обладающую единообразной формой и равномерной прочностью.
Кроме того, благодаря обеспечению упомянутого теплопроводного нитенаправителя, или предпочтительно - трубки, обычно ненадежная операция заправки пластиковых мононитей в нитеводы переднего механизма для скручивания сети после их заправки в нитеводы заднего вспомогательного механизма для скручивания сети, может быть исключена и, таким образом, упрощена и облегчена операция заправки пластиковых мононитей таким образом, благодаря которому резко сокращается время выполнения операции.
Благодаря обеспечению поддерживающих средств, расположенных после, или ниже по потоку от упомянутого переднего механизма для скручивания сети, особенно, но не исключительно, выполненных в виде волнообразного поддерживающего устройства, в котором имеется соответственно, по меньшей мере, вогнутая часть в месте, соответствующем каждой скрученной части сети с ячейками в виде сот в направлении ширины сети, где эти поддерживающие средства смещают, или перемещают, на небольшое расстояние вперед с той же скоростью, с которой транспортируют сеть с ячейками в виде сот от механизма для скручивания сети, а затем быстро перемещают назад в исходное положение и повторяют это движение вперед, обеспечивают возможность поддержания каждой скрученной части непосредственно после ее выпуска из механизма для скручивания сети на надлежащем расстоянии, или с надлежащим интервалом, в направлении ширины сети. Таким образом, даже если две мононити разводят, или отводят в обе стороны, с постоянным натяжением, то возможно предотвращение деформации скрученной части сети, даже если какая-либо из сторон (правая сторона или левая сторона) сильно натянута, чтобы плести сеть с ячейками в виде сот, обладающую единообразной формой сот и заданной прочностью.
Краткое описание чертежей
В последующем подробном описании представлены дополнительные характеристики и преимущества предпочтительного, хотя и не ограничивающего <объем изобретения>, варианта осуществления изобретения со ссылками на прилагаемые чертежи, приведенные в качестве не ограничивающего <объем изобретения> примера, на которых изображено:
на фиг.1 - схематический чертеж машины для изготовления пластиковой сети с ячейками в виде сот согласно настоящему изобретению;
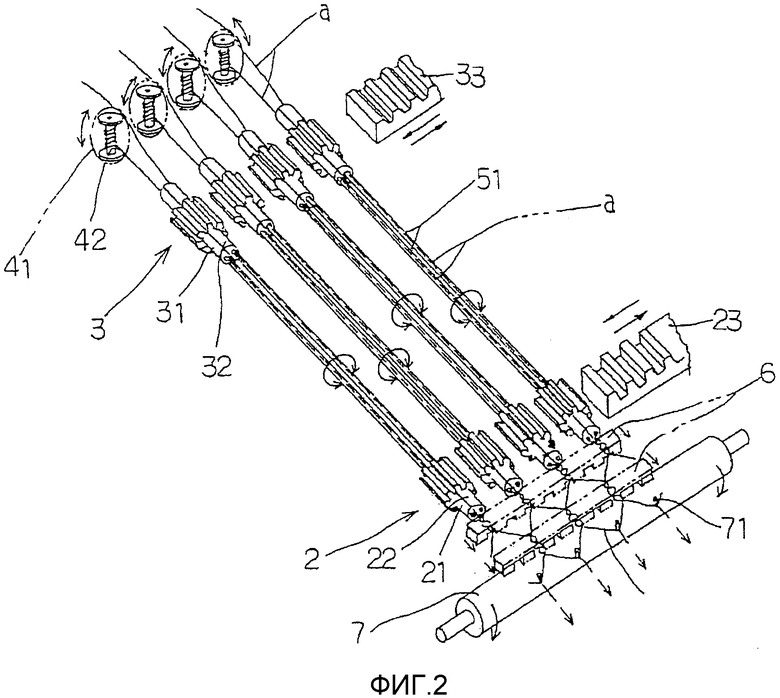
на фиг.2 - частичный вид в перспективе механизма для скручивания сети и вспомогательного механизма для скручивания сети, где показано вращение полушестерен;
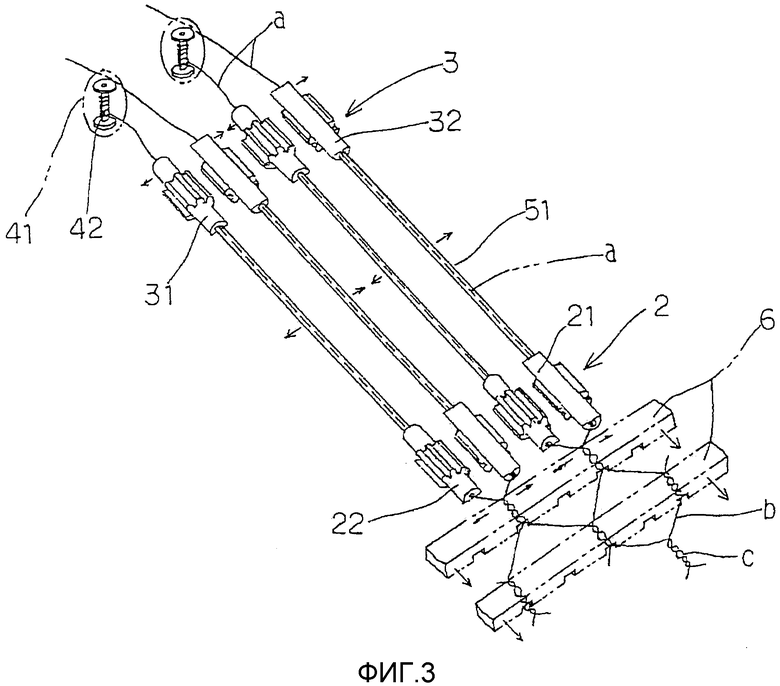
на фиг.3 - частичный вид в перспективе механизма, представленного на фиг.2, где показаны отвод одной от другой и смещение полушестерен;
на фиг.4 - частичный вид в перспективе механизма для предотвращения перекручивания;
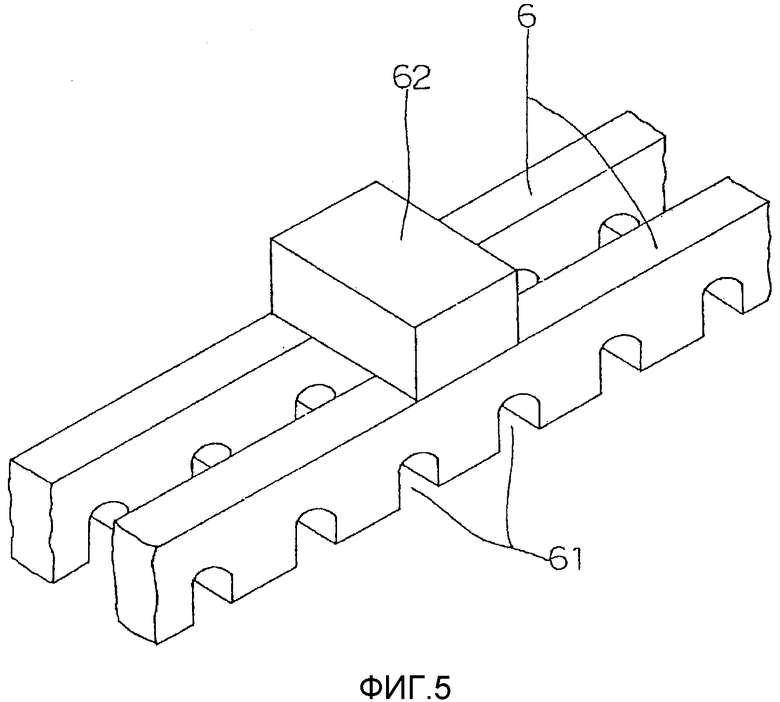
на фиг.5 - частичный вид в перспективе поддерживающих средств согласно изобретению в виде поддерживающего устройства; и
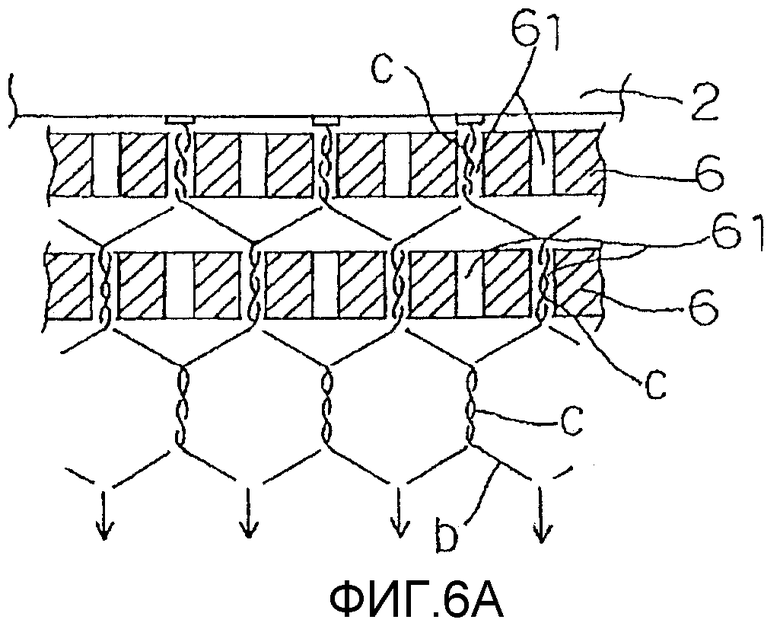
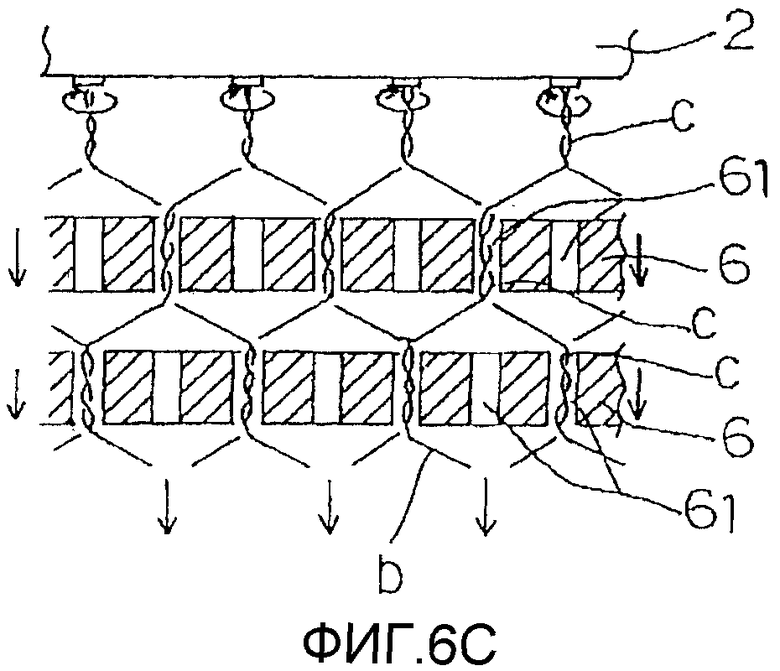
на фиг. 6A-6C - частичные поперечные сечения, на которых показаны перемещения поддерживающих средств, представленных на фиг.5.
Подробное описание предпочтительных вариантов осуществления изобретения
Машина 1 (см. фиг. 1-3) для изготовления пластиковой сети с открытыми ячейками содержит механизм 2 для скручивания сети для скручивания пластиковых мононитей a и сплетения их для образования сети b с ячейками в виде сот. Вспомогательный механизм для скручивания сети, или вспомогательный механизм 3, расположен позади механизма 2 для скручивания сети. На фиг.1 также показаны: направляющая шестерня 41; передняя питающая бобина 42 для подачи пластиковой мононити a; задняя питающая бобина 43; механизм 4 для предотвращения перекручивания, содержащий направляющее устройство 44, установленное между передней питающей бобиной 42 и задней питающей бобиной 43. Кроме того, машина 1 содержит нагревательное устройство 5 для равномерного нагрева пластиковой мононити a, проходящей внутри теплопроводной, нитеводной трубки 51, установленной между механизмом 2 для скручивания сети и вспомогательным механизмом 3 для скручивания сети. Поддерживающие средства 6, предпочтительно - поддерживающее устройство, должны быть установлены перед упомянутым механизмом 2 для скручивания сети таким образом, чтобы поддерживать сеть с ячейками в виде сот.
Механизм 2 для скручивания сети содержит пару скручивающих полушестерен 21 и 22, которые в повторяемом режиме вращают вместе, а затем отводят одну от другой и смещают в направлении ширины сети таким образом, чтобы из пластиковых мононитей a плести сеть b с ячейками в виде сот. Сеть b с ячейками в виде сот непрерывно изготавливают с помощью механизма 2 для скручивания сети. В механизме 2 для скручивания сети имеются зубчатые рейки 23, расположенные сверху и снизу и содержащие зубья, находящиеся в зацеплении с полушестернями 21 и 22, для их вращения.
Механизм 2 для скручивания сети содержит нитеводы 21a и 22a для пластиковых мононитей a, и, например, несколько пар полушестерен 21 и 22 установлено одна за другой в направлении ширины сети. После скручивания на несколько оборотов, пластиковые мононити a, проведенные через нитеводы 21a и 22a, обеспеченные соответственно в спаренных, скручивающих полушестернях 21 и 22, которые вращают вместе, одну или обе полушестерни 21 и 22 отводят одну от другой и/или смещают в направлении ширины сети до тех пор, пока полушестерня (полушестерни) не расположится (расположатся) соответственно, верхняя на нижней, с рядом расположенными, но другими скручивающими полушестернями 21 и 22 (см. фиг.3). Затем производят вращение вновь образованных пар скручивающих полушестерн 21 и 22 для скручивания на несколько оборотов двух пластиковых мононитей a, пропущенных через заправочные нитеводы 21a, 22a упомянутых полушестерн 21 и 22. После этой операции полушестерни перемещают назад в исходное положение и повторяют операцию скручивания с использованием ранее взаимодействовавших с ними скручивающих полушестерен 21 и 22 посредством их вращения вместе и плетения сети b с ячейками в виде сот.
Механизм 2 для скручивания сети содержит конструкцию, в которой, например, несколько спаренных верхних и нижних скручивающих полушестерен 21 и 22 установлено в направлении ширины сети. В соответствующих, расположенных сверху и снизу, спаренных скручивающих полушестернях 21 и 22 сформированы заправочные нитеводы 21a, 22a, соответственно, и пластиковую мононить a заправляют в каждый заправочный нитевод 21a, 22a. Спаренные (верхняя и нижняя) скручивающие полушестерни 21 и 22 сформированы таким образом, чтобы их можно было поворачивать на несколько оборотов и, в конце процесса вращения достигать аналогичных (верхнего и нижнего) положений, показанных на фиг.1, где полушестерня 21 снова располагается поверх другой, соответствующей полушестерни 22.
Самая верхняя скручивающая полушестерня 21 и самая нижняя скручивающая полушестерня 22 сформированы таким образом, чтобы одну или обе можно было отводить одну от другой или смещать в направлении ширины сети до тех пор, пока они соответственно не займут верхнее и нижнее положения относительно рядом расположенных соответственно других скручивающих полушестерн 21, 22.
Позади упомянутого механизма 2 для скручивания сети, т.е. выше по потоку в направлении подачи пластиковых мононитей a, обеспечен вспомогательный механизм 3 для скручивания сети, содержащий соответствующие вспомогательные скручивающие полушестерни 31, 32, каждая из которых отдельно соответствует каждой скручивающей полушестерне 21, 22 механизма 2 для скручивания сети.
Каждая вспомогательная скручивающая полушестерня 31 и 32 во вспомогательном механизме 3 для скручивания сети содержит соответствующий нитевод для заправки в него пластиковой мононити a. Движение каждой вспомогательной скручивающей полушестерни 31 и 32 во вспомогательном механизме 3 для скручивания сети синхронизировано с движением, включающим: вращение и отведение одной от другой, и смещение в направлении ширины сети, и каждая выполнена с возможностью ее вращения и отведения одной от другой, и смещения в направлении ширины сети. Во вспомогательном механизме 3 для скручивания сети зубчатые рейки 33 расположены сверху и снизу таким образом, чтобы они находились в зацеплении с зубьями вспомогательных скручивающих полушестерен 31, 32.
Вспомогательный механизм 3 для скручивания сети сформирован почти сходным образом с механизмом 2 для скручивания сети, так как он должен выполнять одинаковые движения с механизмом 2 для скручивания сети. Это требуется для предотвращения соприкосновения и скручивания друг с другом теплопроводных нитеводных трубок 51 в ходе перемещений, включающих вращение, отведение одной от другой и смещение в направлении ширины сети скручивающих полушестерен 21, 22. Фактически, если бы теплопроводные, нитеводные трубки 51 соприкасались или скручивались одна с другой, то стало бы сложно или проблематично осуществлять вращение, отведение одной от другой, и смещение скручивающих полушестерен 21, 22 в механизме 2 для скручивания сети. Кроме того, если теплопроводная, нитеводная трубка 51 разрушается или сгибается, или если заправленная пластиковая мононить a разрывается или скручивается, то становится невозможеным осуществление процесса плетения сети b с ячейками в виде сот. Вспомогательный механизм 3 для скручивания сети расположен позади механизма 2 для скручивания сети для предотвращения этого.
С помощью механизма 4 для предотвращения перекручивания предотвращают дополнительное скручивание пластиковых мононитей a, скрученных механизмом 2 для скручивания сети, посредством синхронного вращения пластиковой мононити a, непрерывно подаваемой к вспомогательному механизму 3 для скручивания сети. Фактически, чрезмерное дополнительное скручивание пластиковых мононитей a, непрерывно подаваемых к вспомогательному механизму 3 для скручивания сети и затем скручиваемых в механизме 2 для скручивания сети, может приводить к неполадкам в равномерном формировании сети b с ячейками в виде сот, и это может пагубно воздействовать на ее прочность.
Кроме того, с помощью механизма 4 для предотвращения перекручивания можно предотвратить перепутывание каждой пластиковой мононити a, непрерывно подаваемой к вспомогательному механизму 3 для скручивания сети из-за движений, включающих: вращение, отведение одной от другой и смещение, в направлении ширины сети, каждой полушестерни 31, 32 во вспомогательном механизме 3 для скручивания сети таким образом, чтобы равномерно подавать пластиковую мононить a к вспомогательному механизму 3 для скручивания сети.
Механизм 4 для предотвращения перекручивания содержит: направляющую шестерню 41; переднюю питающую бобину 42, с которой подают пластиковую мононить a; заднюю питающую бобину 43, с которой подают другую пластиковую мононить a; направляющее устройство и т.д., расположенные позади упомянутого вспомогательного механизма 3 для скручивания сети. Двигаясь назад, можно сказать, что направляющая шестерня 41, передняя питающая бобина 42, направляющее устройство 44 и задняя питающая бобина 43 расположены именно в этом порядке.
Направляющую шестерню 41 вращают, синхронизируя ее движение с вращением каждой спаренной полушестерни 21, 22, 31, 32 в механизме 2 для скручивания сети и во вспомогательном механизме 3 для скручивания сети. Направляющая шестерня, диаметр которой больше передней питающей бобины 42, расположена позади упомянутого вспомогательного механизма 3 для скручивания сети. Зубчатое колесо сформировано на наружной периферии направляющей шестерни 41, и обеспечена ведущая шестерня 41a, находящаяся в зацеплении с этим зубчатым колесом, для вращения направляющей шестерни 41. На части наружной периферии направляющей шестерни 41 сформирован наружный периферический канал 41b для изгиба и вращения пластиковой мононити a, подаваемой с задней питающей бобины 43.
С передней питающей бобины 42 подают пластиковую мононить a к одной из скручивающих полушестерен 21 или 22 в механизме 2 для скручивания сети через одну из вспомогательных скручивающих полушестерен 31 или 32 в соответствующем спаренном вспомогательном механизме 3 для скручивания сети. Пластиковая мононить a намотана на переднюю питающую бобину 42. Передняя питающая бобина 42 расположена внутри периферии направляющей шестерни 41. Передняя питающая бобина 42 установлена таким образом, чтобы она не препятствовала вращению вращаемой направляющей шестерни 41.
С задней питающей бобины 43 пластиковую мононить a, изогнутую в наружном периферическом канале 41b направляющей шестерни 41 и вращаемую, подают к другой полушестерне 22 или 21 в механизме 2 для скручивания сети через другую вспомогательную скручивающую полушестерню 32 или 31 в соответствующем спаренном вспомогательном механизме 3 для скручивания сети. Пластиковая мононить a намотана на заднюю питающую бобину 43, и эта бобина расположена позади направляющей шестерни 41 и направляющего устройства 44.
Между передней питающей бобиной 42 и задней питающей бобиной 43 расположены направляющее устройство 44 и устройство для изменения провисания пластиковой мононити a, подаваемой с каждой задней питающей бобины 43 к соответствующей направляющей шестерне 41. В направляющем устройстве 44 (см. фиг.4) установлены блоки 44a для изгибания пластиковой мононити a, и эти блоки 44a перемещают вверх и вниз или вправо и влево, где эти перемещения связаны с перемещениями, включающими: вращение, отведение одной от другой и смещение в направлении ширины сети, каждой полушестерни 21, 22 и 31, 32 таким образом, чтобы обеспечивать равномерную подачу пластиковой мононити a с задней питающей бобины 43.
Каждый нитевод в полушестерне 21, 22 переднего механизма 2 для скручивания сети соединен с соответствующим нитеводом в полушестерне 31, 32 в заднем вспомогательном механизме 3 для скручивания сети теплопроводной, нитеводной трубкой 51, внутри которой проходит заправленная пластиковая мононить a. Каждую теплопроводную, нитеводную трубку 51 соответствующим образом перемещают со скоростью перемещения полушестерен, в параллельном взаимоотношении.
Один конец теплопроводной, нитепроводной трубки 51 присоединен к нитеводу 21a скручивающей полушестерни 21 в механизме 2 для скручивания сети, а другой конец теплопроводной, нитепроводной трубки 51 присоединен к нитеводу 31a вспомогательной скручивающей полушестерни 31 во вспомогательном механизме 3 для скручивания сети, соответствующей скручивающей полушестерне 21, движение которых, включающее: вращение, отведение одной от другой и смещение в направлении ширины сети, синхронизировано. Сходным образом, один конец другой теплопроводной, нитеводной трубки 51 присоединен к нитеводу 22a скручивающей полушестерни 22 в механизме 2 для скручивания сети, а другой конец теплопроводной, нитеводной трубки 51 присоединен к нитеводу 32a вспомогательной, скручивающей полушестерни 32 во вспомогательном механизме 3 для скручивания сети, соответствующей скручивающей полушестерне 22, движение которых, включающее: вращение, отведение одной от другой и смещение в направлении ширины сети, синхронизировано.
Каждая теплопроводная, нитеводная трубка 51 является полой внутри, чтобы через нее можно было пропускать одну пластиковую мононить a. Если одну пластиковую мононить пропускают от каждой вспомогательной скручивающей полушестерни 31, 32 во вспомогательном механизме 3 для скручивания сети к соответствующей каждой скручивающей полушестерне 21, 22, посредством использования теплопроводной, нитеводной трубки 51, то заправку можно производить непрерывно и в ее простейшем виде.
Каждую теплопроводную, нитеводную трубку 51 предпочтительно изготавливают в виде теплопроводной, например, металлической, цилиндрической трубки. Если каждую теплопроводную, нитеводную трубку 51 нагревают нагревательным устройством 5, то тепло передается ко всем теплопроводным, нитеводным трубкам 51. Каждая заправленная пластиковая мононить a при этом нагревается равномерно и размягчается внутри трубки при перемещении мононити к переднему механизму 2 для скручивания сети от теплопроводной, нитеводной трубки 51. Каждую размягченную пластиковую мононить a затем равномерно скручивают и сплетают в сеть b с ячейками в виде сот без проявления <мононитью> сопротивления скручиванию во время процесса скручивания.
Нагревательное устройство 5 является, как упомянуто выше, устройством для равномерного нагрева пластиковой мононити a, заправленной в теплопроводную, нитеводную трубку 51. Нагревательное устройство 5 расположено в области расположения трубок, где несколько теплопроводных, нитеводных трубок 51 установлено параллельно друг другу между передним механизмом 2 для скручивания сети и задним вспомогательным механизмом 3 для скручивания сети. Нагревательное устройство 5 расположено в поперечном направлении относительно нескольких теплопроводных, нитеводных трубок 51, установленных параллельно друг другу. В качестве нагревательного устройства 5 используют, например, электрический нагреватель. Промежуток между механизмом 2 для скручивания сети и вспомогательным механизмом 3 для скручивания сети, предназначенный для расположения нагревательного устройства 5 и каждой теплопроводной, нитеводной трубки 51, является, например, закрытым пространством, чтобы тепло сохранялось внутри этого пространства без его рассеивания или с небольшим рассеиванием в наружное пространство.
Перед упомянутым механизмом 2 для скручивания сети расположено два поддерживающих устройства 6, похожих на гребенки и предпочтительно являющихся поддерживающими устройствами. С помощью поддерживающих устройств 6 поддерживают форму в виде сот сплетенной сети b с ячейками в виде сот, выпускаемой из механизма 2 для скручивания сети. Два поддерживающих устройства 6 соединены друг с другом соединительной доской 62 (см. фиг.5), и с их помощью выполняют одинаковые действия. Каждое поддерживающее устройство 6 содержит, по меньшей мере, вогнутую часть 61 как часть, соответствующую каждой скрученной части c в направлении ширины сети b с ячейками в виде сот, выпускаемой из механизма 2 для скручивания сети. Каждое поддерживающее устройство 6 можно перемещать вперед со скоростью выпуска сети b с ячейками в виде сот из механизма 2 для скручивания сети. После перемещения устройства 6 вперед на небольшое расстояние его быстро отводят назад в исходное положение, и устройство выполнено с возможностью повторения этого движения. Кроме того, эти два поддерживающих устройства 6, соединенные соединительной доской 62, выполнены с возможностью их приведения в действие, связанное с действием механизма 2 для скручивания сети b с помощью приводного механизма (не показан).
Каждая вогнутая часть 61, например, скруглена таким образом, чтобы она не повреждалась при нажиме сверху на каждую скрученную часть c. Множество этих частей выполнено с одинаковым шагом с нижней стороны продолговатого поддерживающего устройства 6. Поддерживающее устройство 6 выполнено в виде волнообразного приспособления, как это видно при рассмотрении спереди. Возможно осуществление процесса, при котором каждая скрученная часть c в направлении ширины сети b с ячейками в виде сот, выпускаемой из механизма 2 для скручивания сети, находится под соответствующим образом выполненной вогнутой частью 61, обеспеченной с нижней стороны продолговатого поддерживающего устройства 6. В предпочтительном примере, показанном на чертежах, скрученные части c сети b с ячейками в виде сот расположены в чередующихся вогнутых частях 61 поддерживающего устройства 6. Это означает, что вогнутые части 61 в чередующемся порядке пусты или заняты скрученными частями c сети b с ячейками в виде сот.
Как это четко показано на фиг. 6A-6C, вогнутые части 61, выполненные в двух пластиковых поддерживающих устройствах 6, полученных впрыскиванием, и расположенные одна позади другой, выставлены <вдоль продольных осей>. И в двух поддерживающих устройствах 6 скрученные части c, расположенные с двух сторон шестиугольной ячейки сети b с ячейками в виде сот, занимают, в направлении вперед-назад, центральное положение в шестиугольной ячейке. Вогнутые части 61, совмещенные в направлении вперед-назад в двух поддерживающих устройствах 6, являются, таким образом, альтернативно пустыми или занятыми скрученной частью c сети b с ячейками в виде сот. Это означает, что, если скрученная часть сети b с ячейками в виде сот находится внутри вогнутой части 61 переднего поддерживающего устройства 6, то вогнутая часть 61 заднего поддерживающего устройства 6, которая совмещена в направлении вперед-назад, не занята.
Задним поддерживающим устройством, расположенным непосредственно рядом с механизмом 2 для скручивания сети b, толкают скрученную часть c, которая становится правой и левой сторонами шестиугольной <ячейки> сети b с ячейками в виде сот, только что выпущенной из механизма 2 для скручивания сети, а вогнутые части 61 <поддерживающего устройства 6> являются альтернативно заполненными и пустыми. Поддерживающее устройство в соединенном состоянии перемещают вперед с той же скоростью, с которой перемещают сеть b с ячейками в виде сот, на общее расстояние, равное длине скрученной части c, которая становится правой и левой сторонами шестиугольной <ячейки> сети b с ячейками в виде сот, и синусу (<отношению> передней стороны к синусу наклонной стороны) расстояния от последнего конца скрученной части c до начального конца скрученной части следующего <участка> сети b с ячейками в виде сот; затем <поддерживающее устройство 6> быстро отводят назад в исходное положение, и такое перемещение повторяют.
Скрученные части из двух пластиковых мононитей, которые становятся правой и левой сторонами шестиугольной <ячейки> сети b с ячейками в виде сот, выпущенной из скручивающих полушестерен 21, 22 механизма 2 для скручивания сети, сопровождают движением, включающим: отведение одной от другой и смещение верхней и нижней полушестерен 21, 22, посредством чего отводят правую и левую мононити от последнего конца скрученной части c таким образом, чтобы <они> соответствовали расположенным рядом скручивающим полушестерням. Затем вновь соединенные части (верхнюю и нижнюю) скручивают, и сплетают сеть b с ячейками в виде сот.
В это время эти две пластиковые мононити a отводят вправо и влево от последнего конца скрученной части c.
При сильном натяжении вправо и влево последний конец каждой скрученной части c соприкасается с вогнутой частью 61, выполненной снизу в поддерживающем устройстве 6, благодаря чему <скрученные части> поддерживаются в центральном положении, но не перетягиваются в правую или левую сторону, и сохраняется шестиугольная форма ячеек сети в виде сот.
В частности, непосредственно после скручивания пластиковые мононити a все еще остаются размягченными благодаря их нагреву, так что, если размягченное состояние правой и левой пластиковых мононитей a очень немного отличается, имеет место риск того, что (при использовании машин и устройств известного типа) они будут неодинаково растягиваться в правую или левую стороны таким образом, что форма в виде сот нарушится. При использовании поддерживающего устройства согласно настоящему изобретению, особенно, но не исключительно, выполненного в виде поддерживающего устройства 6, последняя концевая сторона каждой скрученной части c соединяется с вогнутой частью 61 или входит в вогнутую часть 61 и удерживается в ней так, что можно поддерживать форму в виде сот без риска растяжения в правую или левую стороны.
Другими поддерживающими устройствами, расположенными спереди, толкают сверху и соединяют скрученную часть c, расположенную в центральной части обеих сторон шестиугольной ячейки сети b с ячейками в виде сот, которую толкают задним поддерживающим устройством 6 и соединенную, но связанную с задним упомянутым выше пластиковым поддерживающим устройством 6, полученным впрыскиванием, объединенным соединительной доской 62, которое совершает точно такое же движение.
Непосредственно после плетения сети с ячейками в виде сот сеть b находится в размягченном состоянии, и ее форма может деформироваться непосредственно перед нагревом, но деформацию сотовой формы предотвращают и сеть поддерживают с помощью заднего и переднего поддерживающих устройств 6.
За поддерживающим устройством 6 установлен оттягивающий вал 7 цилиндрической формы, которым подают только что сплетенную сеть b с ячейками в виде сот вперед. На периферической поверхности оттягивающего вала 7 расположены колки 71, выступающие радиально и разнесенные по периферии с постоянными интервалами. Вращаемыми колками 71 изгибают и тянут вершинную сторону шестиугольника ячейки сети в виде сот таким образом, чтобы сеть b с ячейками в виде сот перемещалась вперед и наматывалась на наматывающее устройство, или на барабан, расположенное после оттягивающего вала, не показанного на чертежах.
Ниже пояснено действие предпочтительного варианта осуществления настоящего изобретения.
Пластиковую мононить a, подаваемую с каждой задней питающей бобины механизма 4 для предотвращения перекручивания, расположенного сзади, вводят соответственно, например, в каждый нитевод 31a вспомогательной скручивающей полушестерни 31, расположенной перед вспомогательным механизмом 3 для скручивания сети. Пластиковую мононить a затем заправляют в теплопроводную, нитеводную трубку 51, и ее конец выходит из нитевода 22a скручивающей полушестерни 22 механизма 2 для скручивания сети b, расположенного спереди.
Сходным образом пластиковую мононить a, подаваемую с каждой задней питающей бобины 43 в механизм 4 для предотвращения перекручивания, расположенный сзади, изгибают в наружном периферическом канале 41b направляющей шестерни 41, расположенной на наружной периферии каждой передней питающей бобины 42 таким образом, чтобы она соответствовала передней стороне направляющего устройства 44. Через каждое направляющее устройство 44, соответственно расположенное спереди, вводят мононить a соответственно в каждый нитевод 32a, например, вспомогательной скручивающей полушестерни 32, расположенной во вспомогательном механизме 3 для скручивания сети перед направляющей шестерней 41, заправляют в теплопроводную, нитеводную трубку 51, и ее конец выходит из нитевода 22a скручивающей полушестерни 22 в механизме 2 для скручивания сети, расположенном спереди.
Как упомянуто выше, после введением пластиковой мононити a в машину 1 для изготовления пластиковой сети b с ячейками в виде сот, нагревательное устройство 5 нагревают для нагрева каждой теплопроводной, нитеводной трубки 51. После нагрева теплопроводных, нитеводных трубок 51, их тепло передается ко всем теплопроводным, нитеводным трубкам 51 таким образом, чтобы пластиковая мононить a внутри трубки 51 равномерно нагревалась и размягчалась. Таким образом, после размягчения пластиковых мононитей a, чтобы их сопротивление скручиванию уменьшилось, все механизмы: механизм 2 для скручивания сети и вспомогательный механизм 3 для скручивания сети, связанный с первым, а также направляющую шестерню 41 механизма 4 для предотвращения перекручивания и направляющее устройство 44, включают в действие.
Действие механизма 2 для скручивания сети заключается в том, что после скручивания в несколько оборотов двух пластиковых мононитей a, заправленных в нитеводы 21a, 22a, соединенные друг с другом и спаренные посредством использования соответствующих скручивающих полушестерен 21, 22, одну или обе из этих полушестерен 21, 22 отводят одну от другой и смещают в направлении ширины сети таким образом, чтобы достичь и спарить с расположенными рядом, другими скручивающими полушестернями 21, 22. Посредством вращения вновь спаренных соответствующих скручивающих полушестерен 21, 22 две пластиковые мононити a скручивают в несколько оборотов, а затем <полушестерни 21, 22> перемещают назад в исходное положение, и повторяют действие с соответствующими, ранее использовавшимися скручивающими полушестернями 21, 22 и, наконец, вращают снова. Таким способом плетут сеть b с ячейками в виде сот и выпускают один <ряд> ячеек за другим из переднего механизма 2 для скручивания сети.
Движение теплопроводных, нитеводных трубок 51, установленных между механизмом 2 для скручивания сети и вспомогательным механизмом 3 для скручивания сети синхронизировано с вращением и отведением одной от другой, и смещением в направлении ширины сети скручивающих полушестерен 21, 22 таким образом, чтобы движение соответствовало движению механизма 2 для скручивания сети, включающему: вращение, отведение одной от другой и смещение в направлении ширины сети.
Сходным образом движение механизма 4 для предотвращения перекручивания, расположенного позади вспомогательного механизма 3 для скручивания сети синхронизировано с вращением, отведением одной от другой и смещением в направлении ширины сети скручивающих полушестерен 21, 22 в механизме 2 для скручивания сети посредством кручения задней части пластиковой мононити a, подаваемой непрерывно с передней питающей бобины 42 и задней питающей бобины 43 к вспомогательному механизму 3 для скручивания сети. Таким образом предотвращают возможность дополнительного скручивания пластиковой мононити a, скручиваемой во вспомогательном механизме 3 для скручивания сети. Кроме того, предотвращают переплетение друг с другом пластиковых мононитей a, подаваемых непрерывно к вспомогательному механизму 3 при сообщении им движений, включающих: вращение, отведение одной от другой и смещение в направлении ширины сети, совершаемых каждой скручивающей вспомогательной полушестерней 31, 32 во вспомогательном механизме 3 для скручивания сети.
Когда последнюю концевую часть скрученной части c пластиковой мононити пропускают через заправочный нитевод 21a, 22a скручивающей полушестерни 21, 22 в механизме 2 для скручивания сети, заднее поддерживающее устройство 6 опускают сверху вниз и толкают последнюю концевую часть скрученной части c внутри вогнутой части 61, выполненной с нижней стороны устройства 6, соединяют и вводят ее (см. фиг.6A). Пока пластиковая мононить a все еще находится в размягченном состоянии после выхода из механизма 2 для скручивания сети, каждую скрученную часть c удерживают вместе и поддерживают с помощью вогнутой части 61 заднего поддерживающего устройства 6. Непосредственно после этого две пластиковые мононити a оттягивают в правую и левую стороны, соответственно, и таким образом отделяют одну от другой, но последнюю концевую часть каждой скрученной части c удерживают вместе с помощью вогнутой части 61 поддерживающего устройства 6, благодаря чему сохраняют сотовую форму без смещения вправо и/или влево.
Когда вогнутой частью 61 заднего поддерживающего устройства 6, расположенного рядом с механизмом 2 для скручивания сети, толкают последнюю часть пластиковой мононити a каждой скрученной части c, и ее, таким образом, сохраняют соединенной, вогнутую часть 61 переднего поддерживающего устройства 6 одновременно опускают сверху вниз, толкают и соединяют последнюю концевую часть каждой скрученной части, которая уже была выпущена на один шаг раньше.
После того, как каждой вогнутой частью 61 поддерживающего устройства 6 толкают и соединяют каждую скрученную часть последней концевой части соответствующей пластиковой мононити a, с той же скоростью, с которой продвигают вперед сеть b с ячейками в виде сот от механизма 2 для скручивания сети, поддерживающее устройство 6 перемещают к переднему концу общей длины, <равной> скрученной части c, которая становится правой и левой сторонами шестиугольной ячейки сети b с ячейками в виде сот, и синусу (<отношению> передней стороны к синусу наклонной стороны) расстояния от последнего конца скрученной части c до начального конца скрученной части следующего <участка> сети b с ячейками в виде сот (см. фиг.6B, 6C), а затем перемещают быстро верх и в то же время отводят назад в заднее исходное положение, опускают сверху вниз, толкают и соединяют последнюю концевую часть пластиковой мононити a, которая только что была выпущена из механизма 2 для скручивания сети, где каждая пластиковая мононить a скручена с частью c (см. фиг.6A). Это движение переднего и заднего поддерживающих устройств 6 повторяют.
Непосредственно после плетения сети с ячейками в виде сот сеть b с ячейками в виде сот все еще остается размягченной из-за нагрева, и имеется возможность ее деформации, но благодаря использованию упомянутого выше механизма перемещения вперед и назад поддерживающего устройства 6 сохраняют форму каждой скрученной части c и не искривляют в боковом направлении таким образом, чтобы предотвращалась деформация сотовой формы.
Сеть b с ячейками в виде сот, сплетенную посредством использования механизма 2 для скручивания сети, перемещают вперед и наматывают наматывающим устройством (не показано), так как вращаемыми колками 71 продвигающего вперед вала 7, расположенного после поддерживающего устройства 6, захватывают и тянут вершинные стороны шестиугольников ячеек сети с ячейками в виде сот.
Естественно, вариант осуществления и отличительные признаки настоящего изобретения могут быть модифицированы и изменены посредством приспособления эквивалентов в пределах объема изобретения, продекларированного в формуле изобретения.



Изобретение относится к устройствам и машинам для изготовления сетей с открытыми ячейками. Устройство для скручивания пластиковых мононитей для формированиия пластиковой сети с открытыми ячейками содержит передний механизм для скручивания и задний механизм для скручивания, которые содержат соответствующие пары передних и задних нитеводов для введения в них пластиковых мононитей, подлежащих скручиванию. Каждая пара переднего нитевода и заднего нитевода соединена соответствующими теплопроводными нитенаправителями, предпочтительно выполненными в виде трубок, с помощью которых обеспечивают равномерный нагрев пластиковой мононити, которую проводят через трубку. Машина для скручивания пластиковых мононитей для формирования пластиковой сети с открытыми ячейками содержит: питающее, нагревательное, скручивающее, собирающее устройства и дополнительно поддерживающее устройство, расположенное по потоку ниже скручивающего устройства, для сохранения единообразной формы только что сформированной сети с открытыми ячейками. Заявленное изобретение обеспечивает создание прочной, равномерной, долговечной пластиковой сети с открытыми ячейками или сети с ячейками в виде сот. 2 н. и 9 з.п. ф-лы, 6 ил.
1. Устройство для скручивания пластиковых мононитей для формирования пластиковой сети с открытыми ячейками, содержащее: передний механизм для скручивания и задний механизм для скручивания, причем передний и задний механизмы для скручивания содержат соответствующие пары передних и задних нитеводов для введения в них пластиковых мононитей, подлежащих скручиванию; при этом каждая пара переднего нитевода и заднего нитевода соединена соответствующим теплопроводным нитенаправителем.
2. Устройство по п.1, в котором каждый теплопроводный нитенаправитель является теплопроводной трубкой.
3. Устройство по п.2, в котором каждая теплопроводная трубка является металлической трубкой.
4. Устройство по любому одному из пп.1-3, дополнительно содержащее нагревательное устройство, расположенное между передним механизмом для скручивания и задним механизмом для скручивания, для нагрева теплопроводных нитенаправителей.
5. Устройство по п.4, в котором теплопроводные нитенаправители и нагревательное устройство расположены в закрытом пространстве.
6. Машина для скручивания пластиковых мононитей для формирования пластиковой сети с открытыми ячейками, содержащая: питающее устройство для подачи пластиковых мононитей; нагревательное устройство для нагрева и размягчения пластиковых мононитей; скручивающее устройство для скручивания размягченных пластиковых мононитей и формирования сети с открытыми ячейками; собирающее устройство для сбора сформированной сети с открытыми ячейками; причем машина дополнительно содержит поддерживающее устройство, расположенное между скручивающим устройством и собирающим устройством, для сохранения единообразной формы только что сформированной сети.
7. Машина по п.6, в которой поддерживающее устройство содержит, по меньшей мере, ряд вогнутых частей, каждая из которых расположена в месте, соответствующем каждой скрученной части сети с открытыми ячейками в направлении продвижения сети.
8. Машина по п.7, в которой поддерживающее устройство содержит два поддерживающих элемента в виде гребенок, соединенных вместе.
9. Машина по п.6 или 7, в которой поддерживающее устройство изготовлено из куска волнообразного пластика, полученного впрыскиванием.
10. Машина по п.9, содержащая скручивающее устройство по любому из пп.1-5.
11. Машина по любому из пп.6-8, содержащая скручивающее устройство по любому из пп.1-5.
| Узел плетения сетеплетельной машины | 1982 |
|
SU1458454A1 |
| МЕХАНИЗМ ПЛЕТЕНИЯ | 0 |
|
SU371284A1 |
| JP 0058174208 A, 13.10.1983 | |||
| Устройство для перемещения коклюшек плетельной машины | 1972 |
|
SU503954A1 |

