ОБЛАСТЬ ТЕХНИКИ
Изобретение в целом направлено на абразивные инструменты и процессы их формирования и, конкретнее, на абразивные инструменты, использующие пропитанные абразивные сегменты, прикрепленные к основанию, и на способы сборки указанных инструментов.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Инструменты, необходимые для дальнейшего усовершенствования инфраструктуры, такого как строительство дополнительных дорог и зданий, очень важны для непрерывного экономического подъема развивающихся областей. Кроме того, развивающиеся области испытывают непрерывную потребность в замене устаревающей инфраструктуры новыми и развитыми дорогами и зданиями.
Строительная промышленность использует ряд инструментов для резания и шлифования строительных материалов. Инструменты для резания и шлифования требуются для удаления или повторной чистовой обработки старых участков дорог. Кроме того, карьерная добыча и подготовка материалов для чистовой обработки, таких как каменные плиты, используемые для полов и фасадов зданий, требует инструменты для сверления, резки и шлифования. Как правило, эти инструменты включают абразивные детали, связанные с базовым элементом, таким как пластина или круг. Разрыв связи между абразивной деталью и/или базовым элементом может потребовать замены абразивной детали и/или базового элемента, что в результате приводит к возникновению времени простоя и потере производительности. Кроме того, разрыв может представлять угрозу безопасности, когда части абразивной детали с высокой скоростью выбрасываются из рабочей зоны. Поэтому требуется усовершенствовать связывание между абразивной деталью и базовым элементом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно одному из вариантов осуществления изобретения, абразивное изделие включает основание и абразивную деталь, включающую абразивные частицы, связанные с металлической матрицей, где абразивная деталь содержит сеть из взаимосвязанных пор, в значительной мере заполненных пропитывающим материалом, включающим металлический пропитывающий материал. Абразивное изделие также включает область подложки между абразивной деталью и основанием, где область подложки изготовлена из связывающей композиции, включающей по меньшей мере один металлический элемент, где область подложки представляет собой область, которая отличается от основания, и область, которая отличается от абразивной детали. Абразивное изделие имеет среднюю прочность на разрыв в области подложки по меньшей мере приблизительно 600 Н/мм2, и отклонение прочности на разрыв не более чем приблизительно 150.
Другой особенностью изобретения является то, что в качестве основания абразивная деталь включает три различные фазы, связанные друг с другом, включающие абразивные частицы, металлическую матрицу и пропитывающий материал, и область подложки между абразивной деталью и основанием. Область подложки включает первую фазу и вторую фазу, где первая фаза и вторая фаза в значительной мере равномерно распределены друг в друге, и где первая фаза и вторая фаза состоят из дискретных областей, где дискретные области имеют средний размер не более чем приблизительно 50 микрон.
Согласно еще одной особенности, абразивное изделие включает основание и абразивную деталь, включающую абразивные частицы, связанные с металлической матрицей, и абразивная деталь также включает сеть из взаимосвязанных пор, в значительной мере заполненных пропитывающим материалом, включающим металлический пропитывающий материал. Абразивная деталь также включает область подложки между абразивной деталью и основанием, где область подложки сформирована из связывающей композиции, включающей по меньшей мере один металлический элемент, где область подложки представляет собой область, которая отличается от основания, и область, которая отличается от абразивной детали. Абразивное изделие имеет среднюю скорость резания по меньшей мере приблизительно 1000 см2/мин в случае 50 разрезаний плит дорожного покрытия, изготовленных из бетона и имеющих толщину 4 см и длину 30 см.
Следующей особенностью абразивного изделия является то, что оно включает основание, абразивную деталь, включающую три различные фазы, связанные друг с другом и включающие абразивные частицы, металлическую матрицу и пропитывающий материал, и область подложки между абразивной деталью и основанием, где область подложки включает лазерный сварной шов.
Способ формирования абразивного изделия включает размещение абразивной детали на основании, где абразивная деталь включает абразивные частицы, связанные с металлической матрицей, а также включает сеть из взаимосвязанных пор, в значительной мере заполненных пропитывающим материалом, включающим металлический пропитывающий материал. Способ также включает сварку абразивной детали с основанием.
В еще одном варианте абразивное изделие включает основание, абразивную деталь, включающую абразивные частицы, связанные с металлической матрицей, абразивная деталь также включает сеть из взаимосвязанных пор, в значительной мере заполненных пропитывающим материалом, включающим металлический пропитывающий материал, область подложки между абразивной деталью и основанием, где область подложки включает сеть из взаимосвязанных пор, в значительной мере заполненных пропитывающим материалом, включающим металлический пропитывающий материал, и сварной шов в области подложки, связывающий основание и абразивную деталь.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее раскрытие может быть лучше понято, и его многочисленные характерные признаки и преимущества могут быть сделаны очевидными для специалистов в данной области путем ссылки на сопроводительные графические материалы.
ФИГ.1 включает схему последовательности операций способа формирования абразивного изделия в соответствии с одним из вариантов осуществления изобретения.
ФИГ.2 включает иллюстрацию абразивного изделия в соответствии с одним из вариантов осуществления изобретения.
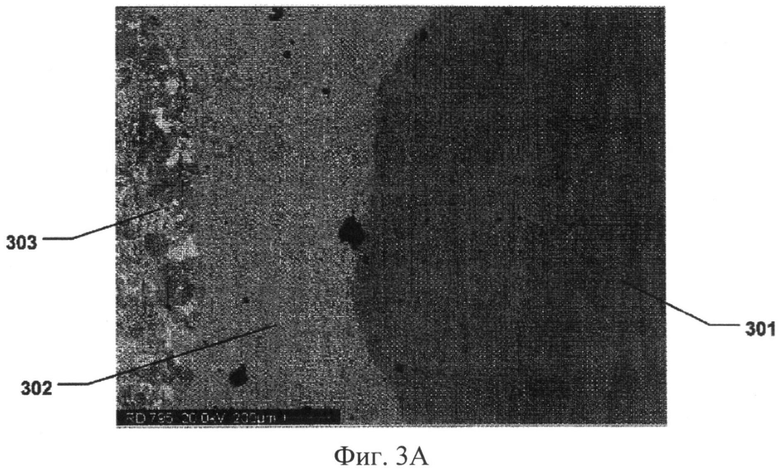
ФИГ.3А и 3В включают изображения в поперечном разрезе части абразивного изделия, включающие часть области подложки, в соответствии с одним из вариантов осуществления изобретения.
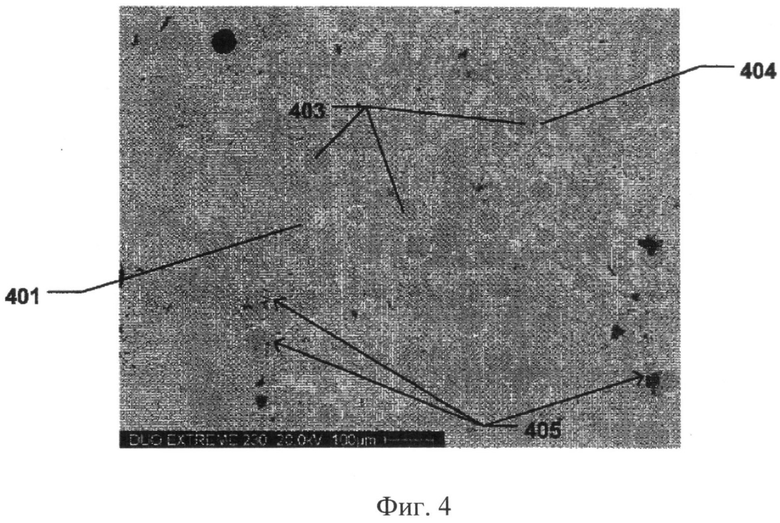
ФИГ.4 включает изображение в поперечном разрезе традиционного полученного горячим прессованием абразивного изделия, содержащего область подложки, проявляющую камни.
Использование одинаковых ссылочных позиций на различных иллюстрациях указывает на сходные или идентичные позиции.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно одному из вариантов осуществления изобретения, абразивные изделия в данном раскрытии могут включать базовый элемент и абразивную деталь. Абразивное изделие может представлять собой режущий инструмент, предназначенный для резки строительных материалов, такой как пила для резки бетона. В альтернативном варианте, абразивное изделие может представлять собой инструмент для шлифования, как, например, шлифования бетона или огнеупорной глины, или для снятия асфальта.
ФИГ.1 включает схему последовательности операций, предусматривающую способ формирования абразивного изделия согласно одному из вариантов осуществления изобретения. Как показано, процесс может начинаться на этапе 101 путем размещения абразивной детали на основании. Следует понимать, что абразивная деталь может быть изначально сформирована перед размещением на основе с целью прикрепления. В частности, абразивная деталь может представлять собой пропитанный абразивный сегмент, содержащий абразивные частицы, связанные с металлической матрицей, а также включать сеть из взаимосвязанных пор, где по меньшей мере часть пор заполнена пропитывающим материалом, изготовленным из металлического пропитывающего материала.
Базовый элемент может иметь форму кольца, кольцевого сегмента, пластины или диска в зависимости от предполагаемого применения абразивного изделия. Базовый элемент может изготавливаться из металла или металлического сплава. Например, основание может быть изготовлено из стали, термообработанных стальных сплавов, таких как 25CrMo4, 75Crl, C60 или сходных стальных сплавов - для базовых элементов с тонким поперечным сечением, или из простой конструкционной стали, такой как St 60 или сходных - для толстых базовых элементов. Базовый элемент может иметь предел прочности на разрыв по меньшей мере приблизительно 600 Н/мм2. Базовый элемент может быть сформирован множеством металлургических способов, известных из существующего уровня техники.
В особенности, материал основания может представлять собой материал низкоуглеродистого типа, что будет способствовать процессу сварки в соответствии с вариантами осуществления изобретения, описываемыми в данном раскрытии. Для того чтобы способствовать процессу формирования, материал основания может иметь содержание углерода менее чем приблизительно 10%, как, например, менее чем приблизительно 8%, менее чем приблизительно 6%, менее чем приблизительно 4%, менее чем приблизительно 2% и даже менее чем приблизительно 1%.
В иллюстративном варианте осуществления изобретения абразивное изделие включает абразивные частицы, внедренные в металлическую матрицу, содержащую сеть из взаимосвязанных пор. Абразивные частицы могут включать абразивный материал, имеющий твердость по Моосу по меньшей мере приблизительно 7. В частных случаях абразивные частицы могут включать суперабразивный материал, такой как алмаз или кубический нитрид бора. Абразивные частицы могут иметь размер частиц не менее чем приблизительно 400 меш (US), как, например, не менее чем приблизительно 100 меш (US), как, например, от приблизительно 25 до 80 меш (US). В зависимости от применения размер может составлять от приблизительно 30 до 60 меш (US).
Абразивные частицы могут присутствовать в количестве от приблизительно 2 об.% до приблизительно 50 об.%. Кроме того, количество абразивных частиц может зависеть от применения. Например, абразивная деталь для инструмента, предназначенного для шлифования или полирования, может включать от приблизительно 3,75 об.% до приблизительно 50 об.% абразивных частиц в расчете на общий объем абразивной детали. В альтернативном варианте, абразивная деталь для режущего инструмента может включать от приблизительно 2 об.% до приблизительно 6,25 об.% абразивных частиц в расчете на общий объем абразивной детали. Кроме того, абразивная деталь для зенкерования может включать от приблизительно 6,25 об.% до приблизительно 20 об.% абразивных частиц в расчете на общий объем абразивной детали.
Металлическая матрица может включать металлический элемент или металлический сплав, включающий ряд металлических элементов. Для некоторых абразивных сегментов металлическая матрица может включать такие элементы, как железо, вольфрам, кобальт, никель, хром, титан, серебро и их комбинацию. В частных случаях металлическая матрица может включать редкоземельные элементы, такие как церий, лантан, неодим и их комбинация.
В одном из частных примеров металлическая матрица может включать износостойкий компонент. Например, в одном из вариантов осуществления изобретения металлическая матрица может включать карбид вольфрама, и, конкретнее, она может в значительной мере состоять из карбида вольфрама.
В некоторых конструкциях металлическая матрица может включать частицы отдельных компонентов или предварительно сплавленные частицы. Частицы могут иметь размер от приблизительно 1,0 микрон до приблизительно 250 микрон.
Как отмечалось выше, абразивная деталь может формироваться так, чтобы внутри взаимосвязанной сети пор в теле абразивного изделия присутствовал пропитывающий материал. Пропитывающий материал может частично заполнять, в значительной мере заполнять или даже полностью заполнять объем пор, проходящих через объем абразивного изделия. В соответствии с одной из частных конструкций, пропитывающий материал может представлять собой металлический или сплавной металлический материал. Например, некоторые подходящие металлические элементы могут включать медь, олово, цинк и их комбинацию.
В частных случаях пропитывающий материал может представлять собой бронзировальный материал, изготовленный из металлического сплава, и, в частности, из медно-оловянного металлического сплава так, чтобы он особенно подходил для сварки в соответствии с вариантами осуществления изобретения в данном раскрытии. Например, бронзировальный материал может состоять в значительной мере из меди и олова. Некоторые бронзировальные материалы могут включать определенные количества олова, как, например, не более чем приблизительно 20%, не более чем приблизительно 15%, не более чем приблизительно 12% или даже не более чем приблизительно 10% в расчете на общее количество материалов в композиции. В соответствии с одним из вариантов осуществления изобретения бронзировальный материал может включать количество олова в интервале от приблизительно 5% до приблизительно 20%, как, например, от приблизительно 8% до приблизительно 15% или даже от приблизительно 8% до приблизительно 12%.
Кроме того, некоторые бронзировальные материалы могут использоваться в качестве пропитывающего материала и могут содержать количество меди, составляющее по меньшей мере приблизительно 80%, по меньшей мере приблизительно 85% или даже по меньшей мере приблизительно 88% в расчете на общее количество материалов в композиции. Некоторые бронзировальные материалы могут использовать количество меди в интервале от приблизительно 80% до приблизительно 95%, как, например, от приблизительно 85% до приблизительно 95% или даже от приблизительно 88% до приблизительно 93%.
Кроме того, бронзировальный материал может содержать особенно низкое содержание других элементов, таких как цинк, для того, чтобы способствовать надлежащему формированию абразивного изделия согласно способам формирования в вариантах осуществления изобретения, описываемых в данном раскрытии. Например, бронзировальный материал может использовать не более чем приблизительно 10%, как, например, не более чем приблизительно 5% или даже не более чем приблизительно 2%, цинка. Фактически некоторые бронзировальные материалы могут в значительной мере не содержать цинка.
Абразивная деталь может изготавливаться так, чтобы абразивные частицы могли комбинироваться с металлической матрицей с образованием смеси. Металлическая матрица может включать смесь частиц компонентов металлической матрицы или может представлять собой предварительно сплавленные частицы металлической матрицы. В одном из вариантов осуществления изобретения металлическая матрица может соответствовать формуле (WC)wWxFeyCrzX(1-w-x-y-z), где 0≤w≤0,8, 0≤x≤0,7, 0≤<y≤0,8, 0≤z≤0,05, w+x+y+z≤1, и Х может включать другие металлы, такие как кобальт и никель. В другом варианте осуществления изобретения металлическая матрица может соответствовать формуле (WC)wWxFeyCrzAgvX(1-w-x-y-z), где 0≤w≤0,5, 0≤x≤0,4, 0≤у≤1,0, 0≤z≤0,05, 0≤v≤0,1, v+w+x+y+z≤1, и X может включать другие металлы, такие как кобальт и никель.
Для формирования пористой абразивной детали смесь металлической матрицы и абразивных частиц может формоваться в абразивную заготовку путем операции прессования, в частности операции холодного прессования. Холодное прессование может осуществляться под давлением от приблизительно 50 КН/см2 (500 МПа) до приблизительно 250 КН/см2 (2500 МПа). Результирующая пористая абразивная деталь может содержать сеть из взаимосвязанных пор. В одном из примеров пористая абразивная деталь может иметь пористость от приблизительно 25 об.% до приблизительно 50 об.%.
Результирующая пористая абразивная деталь может затем подвергаться процессу пропитывания, где пропитывающий материал располагается внутри тела абразивной детали и, в частности, располагается внутри взаимосвязанной сети пор внутри тела абразивной детали. Пропитывающий материал может втягиваться в поры подвергнутой холодному прессованию абразивной детали под действием капиллярности. После процесса пропитывания результирующая уплотненная абразивная деталь может иметь плотность не менее чем приблизительно 96%. Количество пропитывающего материала, который пропитывает абразивную деталь, может составлять от приблизительно 20 вес.% до приблизительно 45 вес.% в расчете на уплотненную абразивную деталь.
Абразивная деталь может включать область подложки, расположенную между абразивной деталью и основанием, которая способствует соединению абразивной детали и основания. Согласно одному из вариантов осуществления изобретения, область подложки может представлять собой область, отличающуюся от абразивной детали и от основания. Кроме того, область подложки может изначально формироваться как часть абразивной детали и, в частности, может представлять собой область, отличающуюся от абразивной детали, которая обладает особыми свойствами, способствующими соединению абразивной детали и основания. Например, согласно одному из вариантов осуществления изобретения область подложки может иметь меньшее процентное содержание (об.%) абразивных частиц в сравнении с количеством абразивных частиц внутри абразивной детали. Фактически в определенных случаях область подложки может в значительной мере не содержать абразивных частиц. Это может быть особенно подходящим для способов формирования, использующих пучок энергии (например, лазерный пучок) для сварки абразивной детали с основанием.
По меньшей мере часть области подложки может включать связывающую композицию. Связывающая композиция может включать металл или металлический сплав. Некоторые пригодные металлические материалы могут включать переходные металлические элементы, включая, например, титан, серебро, марганец, фосфор, алюминий, магний, хром, железо, свинец, медь, олово и их комбинацию.
В частных случаях связывающая композиция может быть сходной с пропитывающим материалом так, чтобы связывающая композиция и пропитывающий материал отличались друг от друга не более чем на единичные виды элементов. В еще более частных случаях связывающая композиция может быть аналогичной пропитывающему материалу. Например, связывающая композиция может представлять собой бронзировальный материал и, в частности, может состоять в значительной мере из бронзировального материала, описанного в данном раскрытии.
Согласно вариантам осуществления изобретения, описываемым в данном раскрытии, связывающая композиция может соотноситься с пропитывающей композицией в обладании определенной степенью общности в видах элементов. Количественно разность элементных весовых процентов между связывающей композицией и пропитывающей композицией может быть не больше чем приблизительно 20 вес.%. Разность элементных весовых процентов определяется как абсолютное значение разности в весовом содержании каждого элемента, содержащегося в связывающей композиции по отношению к пропитывающей композиции. Другие варианты осуществления изобретения обладают более тесной взаимосвязью составов между связывающей композицией и композицией пропитывающего материала. Разность элементных весовых процентов между связывающей композицией и пропитывающей композицией может, например, не превышать 15 вес.%, 10 вес.%, 5 вес.% или может не превышать 2 вес.%. Разность элементных весовых процентов приблизительно нуля представляет одну и ту же композицию, составляющую область подложки и пропитывающий материал. Вышеупомянутые элементные величины могут измеряться при помощи любых подходящих аналитических средств, включая микрозондовый элементный анализ, и не учитывают сплавление, которое может происходить вдоль областей, в которых пропитывающие материал вступает в контакт с металлической матрицей.
Область подложки может обладать определенным содержанием пористости. Например, область подложки может обладать меньшей пористостью, чем абразивная деталь. Фактически, величина пористости в области подложки может быть значительно меньше по сравнению с величиной пористости в абразивной детали. В некоторых случаях область подложки включает по меньшей мере на 2% меньшую пористость в сравнении на основе объемных процентов между двумя областями. В других случаях разность может быть больше, как, например, пористость по меньшей мере на приблизительно 4% меньше, по меньшей мере на приблизительно 5% меньше, по меньшей мере на приблизительно 7% меньше, по меньшей мере на приблизительно 10% меньше или даже по меньшей мере на приблизительно 15% меньшая пористость, чем пористость абразивной детали. Разность в пористости может способствовать надлежащему пропитыванию области подложки и абразивной детали.
Область подложки может иметь пористость не более чем приблизительно 40 об.% пористости в расчете на общий объем области подложки. В других случаях величина пористости в области подложки может быть не более чем приблизительно 38 об.%, не более чем приблизительно 34 об.%, или даже не более чем приблизительно 30 об.%. Также величина пористости в области подложки может составлять по меньшей мере приблизительно 7 об.%, по меньшей мере приблизительно 8 об.%, по меньшей мере приблизительно 10 об.%, по меньшей мере приблизительно 12 об.%, или даже по меньшей мере приблизительно 15 об.% пропитывающего материала. Содержание пористости в области подложки может находиться в пределах интервала между любым минимальным и максимальным процентными содержаниями, отмеченными выше.
Также следует учитывать, что значительная часть общей пористости в области подложки может представлять собой взаимосвязанную пористость. Т.е. по меньшей мере бóльшая часть, или даже по меньшей мере приблизительно 75%, по меньшей мере приблизительно 80%, по меньшей мере приблизительно 90%, по меньшей мере приблизительно 95%, или в значительной мере вся пористость может представлять собой взаимосвязанную пористость.
Область подложки может включать по меньшей мере приблизительно 5 об.% пропитывающего материала по отношению к общему объему области подложки. В других случаях область подложки может включать по меньшей мере приблизительно 7 об.%, по меньшей мере приблизительно 8 об.%, по меньшей мере приблизительно 10 об.%, по меньшей мере приблизительно 12 об.%, или даже по меньшей мере приблизительно 15 об.% пропитывающего материала. Также количество пропитывающего материала может быть ограничено так, чтобы оно составляло не более чем приблизительно 40 об.%, не более чем приблизительно 38 об.%, не более чем приблизительно 34 об.% или даже не более чем приблизительно 30 об.%. Количество пропитывающего материала может находиться в пределах между любым минимальным и максимальным процентными содержаниями, отмеченными выше.
Соответственно, область подложки может включать сеть взаимосвязанных пор, сформированных между металлом матрицы, где пропитывающий материал в значительной мере заполняет взаимосвязанные поры. Область подложки может содержать сходные количества металла матрицы и пропитывающего материала. В особенности, область подложки может в значительной мере не содержать абразивных частиц. В тех вариантах осуществления изобретения, где область подложки включает взаимосвязанные поры, в значительной мере заполненные пропитывающим материалом, пропитывающий материал может играть роль бронзировального материала в формировании шва (например, сварного шва) между основанием и абразивной деталью.
Соответственно, формирование области подложки и, в частности, управление сущностью и размером пористости внутри области подложки может быть управляемым для того, чтобы способствовать надлежащему пропитыванию. Надлежащее пропитывание обеспечивает надлежащие свойства материала в области подложки и формирование подходящей области сварного шва между областью подложки и основанием. Например, область подложки формируется со средним размером пор внутри области подложки не большим и, в частности, меньшим, чем средний размер пор для пор внутри абразивной детали. Такое отличие может способствовать полному и надлежащему пропитыванию области подложки и формированию области прочного сварного шва.
В некоторых случаях средний размер пор для пор внутри области подложки на по меньшей мере приблизительно 1% меньше, чем средний размер пор для пор внутри абразивной детали. В других вариантах осуществления изобретения разность в среднем размере пор может быть больше, как, например, на по меньшей мере приблизительно 3%, по меньшей мере приблизительно 5%, по меньшей мере приблизительно 10%, или даже по меньшей мере приблизительно 20% меньше. Также разность может быть ограничена, как, например, не более чем приблизительно 80%, не более чем приблизительно 70%, не более чем приблизительно 50% или даже не более чем приблизительно 40%. Разность в среднем размере пор может находиться в пределах между любыми минимальным и максимальным значениями.
Управление сущностью и размером пористости внутри абразивной детали и области подложки может включать применение высокоточного равномерного приложения давления в ходе формирования абразивного изделия, включающего абразивную деталь и область подложки. Равномерное давление по всей длине и объему обоих компонентов может способствовать однородному сжатию тел и, в значительной мере, равномерным размерам пор. Для дополнительного управления размером пор могут, в частности, выбираться размеры частиц порошка порошкового материала, используемого для формирования абразивной детали и области подложки.
В одном из вариантов осуществления изобретения область подложки может включать особый бронзировальный материал, который способствует операции сварки с целью соединения абразивной детали и основания. Фактически, определенные области подложки могут в значительной мере состоять из медно-оловянного бронзировального материала. Некоторые пригодные бронзировальные материалы могут включать по меньшей мере приблизительно 80% меди, как, например, по меньшей мере приблизительно 82% меди, по меньшей мере приблизительно 85% меди, по меньшей мере приблизительно 87% меди, по меньшей мере приблизительно 88% меди, по меньшей мере приблизительно 90% меди, по меньшей мере приблизительно 93% меди или даже по меньшей мере приблизительно 95% меди. Таким образом, бронзировальный материал может включать сбалансированное количество олова, как, например, пригодные бронзировальные материалы могут включать не более чем приблизительно 20% олова, не более чем приблизительно 18% олова, не более чем приблизительно 15%, не более чем приблизительно 13% олова, не более чем приблизительно 12% олова, не более чем приблизительно 10% олова, не более чем приблизительно 8% олова, не более чем приблизительно 5% олова.
После размещения абразивной детали на основании на этапе 101 процесс продолжается на этапе 103 путем сварки абразивной детали с основанием. В частных случаях процесс сварки включает столкновение пучка энергии с основанием и, конкретнее, может включать столкновение пучка энергии с областью подложки между абразивной деталью и основанием. В частных случаях, пучок энергии может представлять собой лазерный пучок, и, таким образом, абразивный сегмент прикрепляется к основанию посредством лазерного сварного шва. Лазер может представлять собой лазерный генератор Roffin, поставляемый компанией Dr.Fritsch.
ФИГ.2 иллюстрирует пример абразивного изделия 200, включающего уплотненную абразивную деталь 202, связанную с основанием 204. Уплотненная абразивная деталь 202 включает частицы 206 металлической матрицы и абразивные частицы 208, связанные друг с другом, и взаимосвязанную сеть пор, проходящих между частицами 206 металлической матрицы, заполненных пропитывающим материалом 210. Как также показано, абразивное изделие может включать область подложки 212, расположенную между абразивной деталью 202 и основанием 204. Область подложки 212 может включать связывающую композицию, которая может быть неразрывной с композицией уплотненной абразивной детали 202.
В соответствии с одним из вариантов осуществления изобретения, область подложки абразивного изделия формируется так, чтобы область подложки 212 могла включать первую фазу и вторую фазу, равномерно распределенные одна в другой. ФИГ.3А и 3В включают изображения поперечных разрезов части абразивного изделия, включающие часть области подложки, в соответствии с одним из вариантов осуществления изобретения. Как показано, изображение по ФИГ.3А включает часть основания 301, часть области подложки 302 и часть абразивного сегмента 303. Как дополнительно показано на ФИГ.3В, область подложки 302 может включать дискретные фазы, в частности, первую фазу 305 и вторую фазу 306, которые в значительной мере равномерно перемешаны.
Кроме того, как показано на увеличенном изображении, первая фаза 305 и вторая фаза 306 могут содержать дискретные области. Дискретные области могут представлять собой поликристаллические области, которые могут иметь средний размер не более чем приблизительно 50 микрон при измерении вдоль самого протяженного направления на сходным образом увеличенном изображении. Этому может способствовать использование металлического материала, имеющего определенный средний размер частиц порошка, которые имеют в значительной мере сферическую форму. В некоторых вариантах осуществления изобретения дискретные области первой и второй фаз 305 и 306 могут быть меньше, как, например, порядка не более чем приблизительно 40 микрон, не более чем приблизительно 30 микрон, не более чем приблизительно 25 микрон или даже не более чем приблизительно 20 микрон. В частных случаях, дискретные области первой и второй фаз 305 и 306 могут иметь средний размер в интервале от приблизительно 1 микрона до приблизительно 50 микрон, как, например, от приблизительно 5 микрон до приблизительно 50 микрон, как, например, от приблизительно 10 микрон до приблизительно 40 микрон, или даже от приблизительно 10 микрон до приблизительно 30 микрон.
Как показано, первая и вторая фазы 305 и 306 могут быть тщательно перемешаны одна с другой и мелко мраморированы. Кроме того, отличающиеся области, идентифицирующие первую фазу 305, могут быть определены по удлиненной, волокнистой и/или дендритной морфологии, где волокнистые нити могут проходить через вторую фазу 306 и даже могут переплетаться друг с другом.
Кроме того, область подложки 302 может включать тонкие закрытые поры 307, которые могут быть равномерно разнесены одна относительно другой по всему объему области подложки 302. В частных случаях закрытые поры 307 могут иметь особым образом закругленные формы и, в общем, средний размер пор менее чем приблизительно 50 микрон, как, например, менее чем приблизительно 40 микрон, менее чем приблизительно 25 микрон или даже менее чем приблизительно 15 микрон.
Область подложки может иметь среднюю толщину не более чем приблизительно 400 микрон, как, например, порядка не более чем приблизительно 300 микрон, не более чем приблизительно 200 микрон. Среднее для области подложки может быть измерено путем взятия по меньшей мере 10 различных измерений с использованием увеличенных изображений, как показано на ФИГ.3А, вдоль протяженности границы раздела области подложки и абразивной детали по меньшей мере приблизительно 1 мм. В других случаях область подложки 302 может формироваться так, чтобы она имела среднюю толщину по меньшей мере приблизительно 50 микрон, как, например, по меньшей мере приблизительно 100 микрон, по меньшей мере приблизительно 150 микрон или даже по меньшей мере приблизительно 175 микрон. Также особые конструкции могут использовать область подложки, имеющую среднюю толщину в интервале от приблизительно 50 микрон до приблизительно 400 микрон, как, например, от приблизительно 100 микрон до приблизительно 300 микрон.
Кроме того, область подложки 302 может в значительной мере не содержать камней, которые могут быть обычными для более традиционных абразивных изделий (например, для подвергнутых горячему прессованию абразивных сегментов, связанных с основанием путем сварки). Камни обычно идентифицируются как области с неоднородным по сравнению с окружающими областями составом и могут представлять области, которые в большей степени предрасположены к тому, чтобы вызывать разрушение, или растрескивание, в данной области. ФИГ.4 включает изображение поперечного разреза традиционного абразивного изделия, содержащего область подложки 401, проявляющую камни 403, которые присутствуют в виде больших и округлых частиц, которые окружены отличающейся второй фазой 404. Кроме того, область подложки 401 проявляет поры 405, которые неравномерно распределены по объему области подложки, но сконцентрированы в особых областях, как, например, в областях, ближайших к камням 403 и, конкретнее, на границах раздела между камнями 403 и отличающейся второй фазой 404, окружающей камни 403.
Абразивное изделие, сформированное в соответствии с вариантами осуществления изобретения, описываемыми в данном раскрытии, могут иметь особые механические свойства и, в частности, соответствующую прочность связей и целостность в прочности связей между абразивным сегментом и основанием, измеренных в области подложки. Например, согласно одному из вариантов осуществления изобретения, абразивное изделие может иметь среднюю прочность на разрыв в области подложки по меньшей мере 600 Н/мм2, которая может быть измерена в соответствии с европейскими стандартными процедурами испытаний, описанными в документе EN13236. В некоторых случаях средняя прочность на разрыв может составлять по меньшей мере приблизительно 600 Н/мм2, как, например, по меньшей мере приблизительно 700 Н/мм2, по меньшей мере приблизительно 800 Н/мм2, по меньшей мере приблизительно 925 Н/мм2 или даже по меньшей мере приблизительно 975 Н/мм2. В еще более частных вариантах осуществления изобретения абразивное изделие может иметь среднюю прочность на разрыв в интервале от приблизительно 600 Н/мм2 до приблизительно 1400 Н/мм2, от приблизительно 700 Н/мм2 до приблизительно 1400 Н/мм2 и даже от приблизительно 800 Н/мм2 до приблизительно 1400 Н/мм2. В некоторых вариантах осуществления изобретения абразивное изделие может иметь среднюю прочность на разрыв в интервале от приблизительно 900 Н/мм2 до приблизительно 1400 Н/мм2, как, например, от приблизительно 925 Н/мм2 до приблизительно 1350 Н/мм2, от приблизительно 950 Н/мм2 до приблизительно 1300 Н/мм2 или даже от приблизительно 975 Н/мм2 до приблизительно 1250 Н/мм2.
Кроме того, абразивные изделия согласно вариантам осуществления изобретения, описанным в данном раскрытии, могут проявлять целостную прочность на разрыв, измеряемую через отклонение прочности на разрыв, которая вычисляется как стандартное отклонение для по меньшей мере 100 измерений. Абразивные изделия согласно вариантам осуществления изобретения, описываемым в данном раскрытии, могут обладать отклонением прочности на разрыв не более чем приблизительно 150, как, например, не более чем приблизительно 125, не более чем приблизительно 120 или даже не более чем приблизительно 110. В некоторых случаях отклонение прочности на разрыв может находиться в пределах интервала от приблизительно 25 до приблизительно 150, как, например, от приблизительно 25 до приблизительно 125 или даже от приблизительно 25 до приблизительно 110.
Абразивные изделия согласно вариантам осуществления изобретения, описываемым в данном раскрытии, могут обладать определенными характерными особенностями рабочих характеристик. Например, абразивные изделия могут иметь среднюю скорость резания, по меньшей мере приблизительно 1000 см2/мин в случае 50 разрезаний плит дорожного покрытия, изготовленных из заполнителя бетона, используемых в мощеных дорогах и имеющих толщину 4 см и длину 30 см. Фактически некоторые абразивные изделия могут иметь среднюю скорость резания по меньшей мере приблизительно 1050 см2/мин, как, например, по меньшей мере приблизительно 1100 см2/мин или даже, по меньшей мере приблизительно 1125 см2/мин. Частные варианты осуществления изобретения, описываемые в данном раскрытии, могут использовать абразивное изделие, обладающее скоростью резания в пределах интервала от приблизительно 1000 см2/мин до приблизительно 1400 см2/мин, как, например, от приблизительно 1050 см2/мин до приблизительно 1400 см2/мин или даже от приблизительно 1100 см2/мин до приблизительно 1300 см2/мин.
Примеры
Было сформировано и испытано четыре образца. Образец 1 - пропитанная деталь, изначально сформированная путем холодного прессования при, приблизительно, 1000 МПа, а затем пропитанная особым бронзовым материалом. Абразивное изделие включает металлическую матрицу на основе карбида вольфрама (может включать и другие металлы из числа кобальта и никеля) и абразивных частиц алмаза. Абразивное изделие в соответствии с Образцом 1 также включает область подложки, которая в значительной мере не содержит абразивных частиц. Пропитывающий материал представляет собой бронзовый материал 80/20 медь/олово, имеющий средний размер частиц менее чем приблизительно 45 микрон.
Образец 2 сформирован в соответствии с процессом для Образца 1 за исключением того, что бронзовый материал представляет собой бронзовый материал 85/15 медь/олово, имеющий средний размер частиц менее чем приблизительно 63 микрон.
Образец 3 сформирован в соответствии с процессом для Образца 1 за исключением того, что бронзовый материал представляет собой бронзовый материал 90/10 медь/олово, имеющий средний размер частиц менее чем приблизительно 45 микрон.
Образец 4 сформирован в соответствии с процессом для Образца 1 за исключением того, что бронзовый материал представляет собой бронзовый материал 95/5 медь/олово, имеющий средний размер частиц менее чем приблизительно 74 микрон.
На Образцах 1-4 проводились испытания на скорость и долговечность, результаты которых суммированы ниже в Таблице 1.
Как отмечено выше, скорость резания и долговечность абразивных изделий, сформированных в соответствии с Образцами 1-4, демонстрируют стандартную промышленную производительность. Скорость для Образцов 1-4 выше, чем для определенных традиционных стандартных промышленных фрагментов. Долговечность также улучшена по сравнению с определенными традиционными изделиями.
Кроме того, в соответствии с приведенными выше образцами (Образцы 1-4) формировалось несколько деталей. Фактически, для каждого из образцов (т.е. для Образцов 1-4) формировалось по 16 сегментов, которые сваривались с низкоуглеродистой сталью при помощи лазерной сварки. Прочность сварного шва для каждого из образцов, средняя прочность на разрыв и стандартное отклонение приведены ниже в Таблице 2 на основе измеренного момента силы, необходимого для того, чтобы оторвать сегмент от основания.
Как видно, сегменты для Образцов 1-4 демонстрируют среднюю прочность на разрыв, пригодную для промышленного применения. Возможно, в большей мере заслуживает внимания то, что стандартное отклонение для всех испытанных образцов было относительно низким, особенно в сравнении с традиционными деталями, где стандартные отклонения, как правило, намного выше.
Образцы 5 и 6 формировались в соответствии с описанным выше Образцом 2. Каждый из Образцов 5 и 6 включает по 16 независимо подвергнутых холодному прессованию и пропитыванию сегментов, которые при помощи лазерной сварки сваривались с основанием из низкоуглеродистой стали. Средняя прочность на разрыв и отклонение прочности на разрыв измерялись для каждого из 16 сегментов каждого из Образцов 5 и 6. Результаты суммированы ниже.
Средняя прочность на разрыв, зарегистрированная для Образцов 5 и 6, соответствует промышленным стандартам. Конкретнее, отклонение прочности на разрыв лучше, чем у других, традиционных образцов, которые испытывались и, как правило, имели значения более 120, если не 150. Ясно, что сочетание лазерной сварки и пропитанных абразивных изделий способствует прочно связанному изделию, имеющему более целостную границу раздела на стыке с основанием, что приводит к меньшим внезапным отказам и отрывам абразивных сегментов, связанных с основанием.
Согласно одному из вариантов осуществления изобретения, абразивный инструмент включает несущий элемент и абразивный компонент. Абразивный инструмент может представлять собой режущий инструмент, предназначенный для резания строительных материалов, такой как пила для резания бетона. В альтернативном варианте, абразивный инструмент может представлять собой инструмент для шлифования, как, например, для шлифования бетона или огнеупорной глины, или для снятия асфальта. В частности, нижеследующие варианты осуществления изобретения формулируют способ сварки пропитанных абразивных сегментов с основанием с целью использования в абразивном изделии. Некоторые отсылки к текущему уровню техники в целом признают сварку как подходящий процесс для соединения. В некоторых отсылках даже сделаны общие утверждения о том, что пропитанный фрагмент может быть соединен с основанием путем различных процессов, и сварка случайным образом перечисляется как один из нескольких процессов. Однако эти отсылки даже отдаленно не направлены на сварку пропитанных фрагментов и такой процесс или изделие в ссылках не задействуется. Авторы настоящей заявки, являясь экспертами в данной области, отмечают, что сварка пропитанных фрагментов не является тривиальным процессом. Более того, на основе их знаний, ни единое изделие в промышленности не основано на успешно сваренных пропитанных деталях. В случае успеха абразивного изделия, продемонстрированного Заявителями, вырастет промышленная потребность в указанном изделии. Кроме того, для того, чтобы сформировать коммерчески успешный продукт в соответствии с вариантами осуществления изобретения, описанными в данном раскрытии, необходимо идентифицировать и преодолеть некоторые трудности. Определенное сочетание характерных признаков, приводящее к успеху, включает размер и форму необработанных материалов, используемых для формирования области подложки, композиция области подложки, тип, длина волны и энергия пучка, используемого для сварки, тип и расположение абразивных зерен внутри абразивного сегмента. Кроме того, абразивные сегменты согласно вариантам осуществления изобретения, описанным в данном раскрытии, демонстрируют неожиданные механические свойства и рабочие характеристики.
В предшествующем описании отсылка к конкретным вариантам осуществления изобретения и соединениям определенных компонентов является иллюстративной. Следует понимать, что отсылка к компонентам, являющимся связанными или соединенными, предназначена для раскрытия как прямого соединения между указанными компонентами, так и непрямого соединения через один или несколько промежуточных компонентов в соответствии с учетом осуществления описанных в данном раскрытии способов. Таким образом, раскрытый выше объект изобретения следует рассматривать как иллюстративный и неограничивающий, а прилагаемая формула изобретения предлагается как охватывающая все модификации, усовершенствования или другие варианты осуществления изобретения, которые подпадают под истинный объем настоящего изобретения. Таким образом, объем настоящего изобретения в максимальной допускаемой законом степени определяется наиболее широкой допустимой интерпретацией нижеследующей формулы изобретения с учетом эквивалентов, и его не следует ограничивать предшествующим подробным описанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2562556C2 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИМЕЮЩИЕ НЕПРЕРЫВНУЮ МЕТАЛЛИЧЕСКУЮ ФАЗУ ДЛЯ КРЕПЛЕНИЯ АБРАЗИВНОГО КОМПОНЕНТА К НЕСУЩЕМУ ЭЛЕМЕНТУ | 2009 |
|
RU2466851C2 |
| ЖЕСТКОЕ ИЛИ ГИБКОЕ МАКРОПОРИСТОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2486047C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2553168C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2570256C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2556250C2 |
| ИЗДЕЛИЕ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2515428C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2520288C2 |
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |


Изобретение относится к области абразивной обработки и может быть использовано при изготовлении инструментов для резания и шлифования строительных материалов. Абразивное изделие содержит основание и абразивную деталь, включающую три различные фазы, связанные одна с другой и включающие абразивные частицы, металлическую матрицу и пропитывающий материал. Предусмотрена также область подложки между абразивной деталью и основанием, включающая сварной шов. В результате повышается долговечность абразивных изделий. 3 н. и 12 з.п. ф-лы, 4 ил., 3 табл., 1 пр.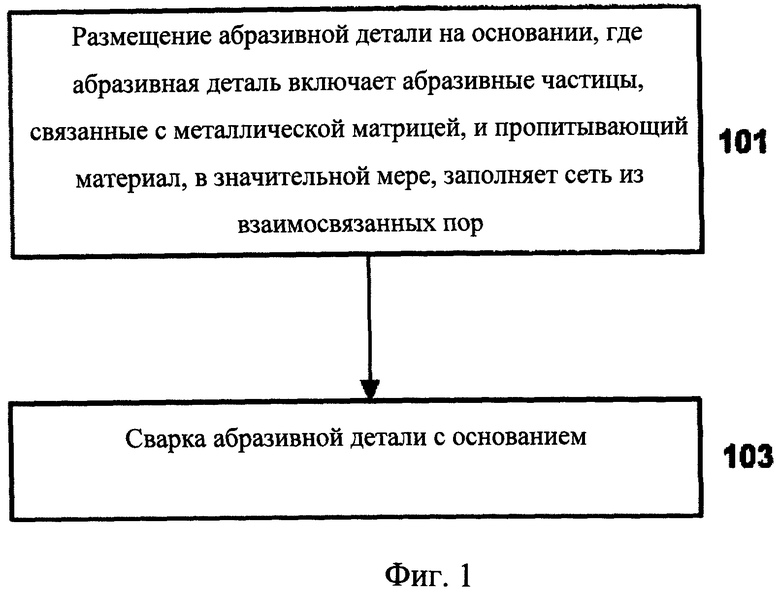
1. Абразивное изделие, содержащее
основание,
абразивную деталь, включающую абразивные частицы, связанные с металлической матрицей, причем абразивная деталь включает сеть из взаимосвязанных пор, в основном заполненных пропитывающим материалом, включающим металлический пропитывающий материал,
область подложки между абразивной деталью и основанием, причем область подложки включает сеть из взаимосвязанных пор, в значительной мере заполненных пропитывающим материалом, включающим металлический пропитывающий материал, и
сварной шов в области подложки, связывающий основание и абразивную деталь.
2. Абразивное изделие по п.1, в котором область подложки имеет средний размер пор, который не превышает средний размер пор абразивной детали.
3. Абразивное изделие по п.2, в котором разность в среднем размере пор области подложки по меньшей мере на приблизительно 1% меньше, чем средний размер пор абразивной детали.
4. Абразивное изделие по п.1, в котором основание включает низкоуглеродистый материал, имеющий содержание углерода менее чем приблизительно 20%.
5. Абразивное изделие по п.1, в котором металлический пропитывающий материал абразивной детали представляет собой такой же металлический пропитывающий материал, как и в области подложки.
6. Абразивное изделие по п.5, в котором металлический пропитывающий материал включает бронзовый материал.
7. Абразивное изделие по п.6, в котором бронзовый материал является металлическим сплавом, включающим медь и олово.
8. Абразивное изделие по п.1, в котором абразивная деталь имеет пористость от приблизительно 25 об.% до 50 об.% в расчете на общий объем абразивной детали.
9. Абразивное изделие по п.1, в котором область подложки имеет пористость меньшую, чем пористость абразивной детали.
10. Абразивное изделие по п.1, в котором пропитывающий материал является бронзовым материалом для формирования сварного шва в области подложки между основанием и абразивной деталью.
11. Абразивное изделие по п.1, которое имеет среднюю прочность на разрыв в области подложки по меньшей мере приблизительно 600 Н/мм2 и отклонение прочности на разрыв не более чем приблизительно 150.
12. Абразивное изделие, содержащее
основание,
абразивную деталь, включающую абразивные частицы, связанные с металлической матрицей, причем абразивная деталь включает сеть из взаимосвязанных пор, в основном заполненных пропитывающим материалом, включающим металлический пропитывающий материал,
область подложки между абразивной деталью и основанием, причем область подложки имеет связывающую композицию, включающую по меньшей мере один металлический элемент, и является областью, которая отличается от основания,
при этом абразивное изделие имеет среднюю прочность на разрыв в области подложки по меньшей мере приблизительно 600 Н/мм2 и отклонение прочности на разрыв не более чем приблизительно 150.
13. Абразивное изделие по п.12, у которого средняя прочность на разрыв находится в пределах интервала от приблизительно 600 Н/мм2 до приблизительно 1400 Н/мм2.
14. Абразивное изделие по п.12, у которого отклонение прочности на разрыв находится в пределах интервала от приблизительно 25 до приблизительно 150.
15. Способ формирования абразивного изделия, включающий
размещение абразивной детали на основании, при этом абразивная деталь включает абразивные частицы, связанные с металлической матрицей, и сеть из взаимосвязанных пор, в основном заполненных пропитывающим материалом, включающим металлический пропитывающий материал, и
формирование абразивного изделия сваркой абразивной детали с основанием.
| US 4155721 A, 22.05.1979 | |||
| US 3955324 A, 11.05.1976 | |||
| US 6485533 B1,26.11.2002 | |||
| RU 2063864 C1, 20.07.1996 | |||
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2122934C1 |

