ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к абразивным изделиям и, в частности, к абразивным изделиям на связке, пригодным для проведения скоростного шлифования.
УРОВЕНЬ ТЕХНИКИ
Абразивные изделия для областей применения, связанных со съемом материала обычно выполняются так, что абразивные зерна содержатся в связующем материале. В таких абразивных инструментах могут применяться суперабразивные зерна (например, алмаза или кубического нитрида бора (CBN)) или спеченного глинозема с затравкой (или даже без затравки), полученного по золегелевой технологии, также называемое абразивным зерном микрокристаллического альфа-глинозема (MCA). Связующим материалом могут быть органические материалы, такие как полимер, или неорганический материал, такой как стекло или стекловидный материал. В частности, для шлифования в промышленных масштабах применяются абразивные инструменты на связке, в которых используется стекловидный связующий материал, и которые содержат зерна MCA или суперабразивные зерна.
Для некоторых абразивных инструментов на связке, в частности для тех из них, в которых используется стекловидный связующий материал, требуются высокотемпературные технологические процессы формования, нередко протекающие при температурах порядка 1100°C или выше, которые отрицательно сказываются на абразивных зернах MCA. Известно, что при таких повышенных температурах, необходимых для изготовления абразивного инструмента, связующий материал может вступать в реакцию с абразивными зернами, в частности с зернами MCA, и нарушать целостность абразивов, уменьшая при этом заостренность зерен и снижая эксплуатационные качества. Вследствие этого промышленность перешла к более низким температурам формования, необходимым для формования связующего материала, с тем, чтобы ограничить ухудшение качества абразивных зерен под действием высоких температур в процессе формования.
Например, для снижения активности вступления зерна MCA и стекловидного связующего в реакцию друг с другом, в патенте США №4543107 предлагается связующая композиция, пригодная для обжига при температуре приблизительно до 900°C. В альтернативном варианте решения проблемы, раскрытом в патенте США №4898597, предлагается связующая композиция, содержащая по меньшей мере 40% фриттовых материалов, пригодная для обжига при температуре приблизительно до 900°C. Другие такие абразивные изделия на связке с использованием связующих материалов, способных к формованию при температурах ниже 1000°C, описаны в патенте США №5203886, патенте США №5401284, патенте США №5536283 и патенте США №6702867. И все же в промышленности сохраняется потребность в улучшении эксплуатационных качеств таких абразивных изделий на связке.
Вышеупомянутые стекловидные связующие материалы не обязательно подходят для скоростного шлифования. Как правило, для скоростного шлифования требуются абразивные изделия на стекловидной связке, сформированные при температурах спекания свыше 1100°C, в результате чего абразивное изделие может выдерживать усилия, прикладываемые в процессе скоростного шлифования. В промышленности сохраняется потребность в более совершенных абразивных изделиях на связке.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно одной особенности изобретения, абразивное изделие содержит абразивное тело на связке, имеющее абразивные частицы, содержащие микрокристаллический оксид глинозем (MCA), заключенный в связующем материале, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80.
Другая особенность изобретения состоит в том, что абразивное изделие содержит абразивное тело на связке, имеющее абразивные частицы, содержащие микрокристаллический глинозем, заключенный в связующем материале, причем при МОЕ абразивного тела на связке величиной, по меньшей мере, приблизительно 40 ГПа его MOR равен, по меньшей мере, 40 МПа.
Еще одна особенность изобретения состоит в том, что абразивное изделие включает в себя абразивное тело на связке, имеющее абразивные частицы, содержащие монокристаллический оксид алюминия (MCA), заключенный в связующем материале, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80 и абразивное тело на связке обладает способностью шлифовать обрабатываемое изделие, содержащее металл, со скоростью, равной, по меньшей мере, приблизительно 60 м/с, при интенсивности съема материала, составляющей, по меньшей мере, приблизительно 0,4 дюйма3/мин/дюйм (258 мм3/мин/мм).
Согласно следующей особенности изобретения предлагается абразивное изделие, содержащее абразивное тело на связке, имеющее абразивные частицы, содержащие микрокристаллический глинозем (MCA), заключенный в связующем материале, содержащем оксид бора (B2O3) в количестве не более приблизительно 20 вес.%, в составе которого имеется оксид фосфора (P2O5) в количестве не более приблизительно 3,0 вес.%, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80.
Согласно другой особенности изобретения абразивное изделие содержит абразивное тело на связке, имеющее абразивные частицы, содержащие микрокристаллический глинозем (MCA), заключенный в связующем материале. Содержание связующего материала в абразивном теле на связке составляет не более приблизительно 15 об.% от всего объема абразивного тела на связке, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80.
Согласно еще одной особенности изобретения абразивное изделие содержит абразивное тело на связке, имеющие абразивные частицы, содержащие микрокристаллический глинозем (MCA), заключенный в связующем материале, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80 и оно спечено при температуре не выше приблизительно 1000°C.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Для лучшего понимания специалистами в области техники, к которой относится изобретение, сущности настоящего изобретения и его многочисленных признаков и преимуществ служат прилагаемые графические материалы.
На фиг.1 представлена диаграмма, демонстрирующая процентное содержание объема пор, процентное содержание абразива и процентное содержание связующего для традиционных абразивных тел на связке и абразивных тел на связке, выполненных согласно приведенным в данном документе вариантам осуществления.
На фиг.2 представлен график зависимости MOR от MOE для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно приведенным в данном документе вариантам осуществления.
На фиг.3 представлена диаграмма, показывающая зависимость интенсивности съема материала от глубины резания для традиционного абразивного изделия на связке в сравнении с абразивным изделием на связке, выполненным согласно приведенному в данном документе варианту осуществления.
На фиг.4 представлена диаграмма, показывающая зависимость интенсивности съема материала от глубины резания для традиционного абразивного изделия на связке и абразивного изделия на связке, выполненного согласно варианту осуществления.
На фиг.5 представлен график зависимости максимальной мощности от интенсивности съема материала для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно приведенным в данном документе вариантам осуществления.
На фиг.6 представлен график зависимости максимальной мощности от интенсивности съема материала для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно вариантам осуществления.
На фиг.7 представлен график зависимости максимальной мощности от интенсивности съема материала для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно варианту осуществления.
На фиг.8 представлен график зависимости изменения радиуса от глубины реза (Zw), демонстрирующий коэффициент выдерживания угла для традиционных абразивных изделий на связке и абразивного изделия на связке, выполненного согласно варианту осуществления.
На фиг.9 представлен ряд фотоснимков, демонстрирующий коэффициент выдерживания угла для традиционных абразивных изделий на связке и абразивного изделия на связке, выполненного согласно варианту осуществления.
На фиг.10 представлен ряд фотоснимков, демонстрирующий коэффициент выдерживания угла для традиционных абразивных изделий в сопоставлении с абразивным изделием на связке, выполненным согласно варианту осуществления.
На фиг.11 представлен ряд фотоснимков, демонстрирующий коэффициент выдерживания угла для традиционных абразивных изделий на связке в сравнении с абразивным изделием на связке, выполненным согласно варианту осуществления.
На разных чертежах аналогичные или идентичные элементы обозначены одинаковыми позициями.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже приведено описание абразивных изделий на связке, которые могут подходить для шлифования и профилирования обрабатываемых деталей. Важно то, что абразивные изделия на связке согласно описанным в данном документе вариантам осуществления могут содержать абразивные частицы в керамическом связующем материале. К числу подходящих областей применения для использования абразивных изделий на связке согласно описанным в данном документе вариантам осуществления относятся шлифование, включая, например, бесцентровое шлифование, круглое шлифование, шлифование коленчатых валов, шлифование различных поверхностей, шлифование подшипников и зубчатых колес, шлифование с ползучей подачей и применение для различных инструментальных шлифовальных станков.
Согласно варианту осуществления осуществление способ получения абразивного изделия на связке в соответствии с вариантом осуществления может начинаться с формирования смеси подходящих для получения связующего материала соединений и компонентов. Связующий материал может состоять из соединений неорганического материала, таких как оксидные соединения. Например, подходящим является оксидный материал, включающий оксид кремния (SiO2). В соответствии с вариантом осуществления связующий материал может содержать не более приблизительно 55 вес.% оксида кремния от общего веса связующего материала. В других вариантах осуществления содержание оксида кремния может быть меньше, как например не более приблизительно 54 вес.%, не более приблизительно 53 вес.%, не более приблизительно 52 вес.% или даже не более приблизительно 51 вес.%. Еще в некоторых вариантах осуществления содержание оксида кремния в связующем материале может составлять по меньшей мере приблизительно 45 вес.%, как например по меньшей мере приблизительно 46 вес.%, по меньшей мере порядка 47 вес.%, по меньшей мере приблизительно 48 вес.% или даже по меньшей мере приблизительно 49 вес.% от общего веса связующего материала. Следует понимать, что количество оксида кремния может находиться в пределах любых из приведенных выше минимальных и максимальных процентных содержаний.
В состав связующего материала может также входить определенное количество оксида алюминия (Al2O3). Например, содержание оксида алюминия в связующем материале может составлять по меньшей мере приблизительно 12 вес.% от общего веса связующего материала. В других вариантах осуществления количество оксида алюминия может составлять по меньшей мере приблизительно 14 вес.%, по меньшей мере приблизительно 15 вес.% или даже по меньшей мере приблизительно 16 вес.%. В некоторых случаях оксид алюминия может содержаться в связующем материале в количестве, составляющем, от общего веса связующего материала, не более приблизительно 23 вес.%, не более приблизительно 21 вес.%, не более приблизительно 20 вес.%, не более приблизительно 19 вес.% или даже не более приблизительно 18 вес.%. Следует понимать, что количество оксида алюминия может находиться в пределах любых из приведенных выше минимальных и максимальных процентных содержаний.
В некоторых случаях связующий материал может быть получен с соблюдением определенного соотношения между количеством оксида кремния, выраженного в процентном содержании по весу, и количеством оксида алюминия, выраженного в процентном содержании по весу. Например, отношение оксида кремния к глинозему может быть описано делением процентного содержания по весу в связующем материале оксида кремния на процентное содержание по весу в этом материале оксида алюминия. В соответствии с вариантом осуществления отношение оксида кремния к оксиду алюминия может быть не более приблизительно 3,2. В других случаях отношение оксида кремния к оксиду алюминия в связующем материале может быть не более приблизительно 3,1, не более приблизительно 3,0 или даже не более приблизительно 2,9. Тем не менее, в некоторых случаях связующий материал может быть сформирован таким образом, что процентное содержание по весу оксида кремния к процентному содержанию по весу оксида алюминия составляет по меньшей мере приблизительно 2,2, например по меньшей мере приблизительно 2,3, например по меньшей мере порядка 2,4, по меньшей мере приблизительно 2,5, по меньшей мере приблизительно 2.6 или даже по меньшей мере приблизительно 2,7. Следует понимать, что общее количество оксида алюминия и оксида кремния может находиться в пределах любых из приведенных выше минимальных и максимальных значений.
В соответствии с вариантом осуществления в состав связующего материала может входить определенное количество оксида бора. (B2O3). Например, в составе связующего материала содержание оксида бора может составлять не более приблизительно 20 вес.% от общего веса связующего материала. В других случаях количество оксида бора может быть меньше, как например, не более приблизительно 19 вес.%, не более приблизительно 18 вес.%, не более приблизительно 17 вес.% или даже не более приблизительно 16 вес.%. Тем не менее, количество оксида бора в связующем материале может составлять по меньшей мере приблизительно 11 вес.%, как например, по меньшей мере приблизительно 12 вес.%, по меньшей мере приблизительно 13 вес.% или даже по меньшей мере приблизительно 14 вес.% от общего веса связующего материала. Следует понимать, что количество оксида бора может находиться в пределах любых из приведенных выше минимальных и максимальных процентных содержаний.
В соответствии с одним вариантом осуществления состав связующего материала может быть сформирован так, что общее (т.е. суммарное) процентное содержание по весу оксида бора и процентное содержание по весу оксида кремния в связующем материале может составлять не более приблизительно 70 вес.% от общего веса связующего материала. В других случаях общее содержание оксида кремния и оксида бора может быть не более приблизительно 69 вес.%, как например, не более приблизительно 68 вес.%, не более приблизительно 67 вес.% или даже не более приблизительно 66 вес.%. В соответствии с одним конкретным вариантом осуществления общее процентное содержание по весу оксида кремния и оксида бора может составлять по меньшей мере приблизительно 55 вес.%, как например, по меньшей мере приблизительно 58 вес.%, по меньшей мере приблизительно 60 вес.%, по меньшей мере приблизительно 62 вес.%, по меньшей мере приблизительно 63 вес.%, по меньшей мере приблизительно 64 вес.% или даже по меньшей мере приблизительно 65 вес.% от общего веса связующего материала. Следует понимать, что общее процентное содержание по весу оксида кремния и оксида бора в связующем материале может быть заключено в пределах любых из приведенных выше минимальных и максимальных процентных содержаний.
Кроме того, в конкретных случаях, как измерено в процентах по весу количество оксида кремния в связующем материале может быть больше, чем количество оксида бора в нем. Следует отметить, что количество оксида кремния может превышать количество оксида бора по меньшей мере примерно в 1,5 раза, по меньшей мере приблизительно в 1,7 раза, по меньшей мере приблизительно в 1,8 раза, по меньшей мере приблизительно в 1,9 раза, по меньшей мере приблизительно в 2,0 раза или даже по меньшей мере приблизительно в 2,5 раза. Тем не менее, в одном варианте осуществления количество в связующем материале оксида кремния может быть не более чем приблизительно в 5 раз, как например, не более чем приблизительно в 4 раза, не более чем приблизительно в 3,8 раза или даже не более чем приблизительно в 3,5 раза. Следует понимать, что различие в количестве оксида кремния в сравнении с количеством оксида бора может укладываться в пределы любых приведенных выше минимальных и максимальных значений.
В соответствии с вариантом осуществления в состав связующего материала может входить по меньшей мере одно оксидное соединение (R2O) щелочного металла, где R представляет собой металл, выбранный из числа элементов группы IA в периодической таблице элементов Менделеева. Например, в состав связующего материала может входить оксидное соединение (R2O) щелочного металла из группы соединений, включающей оксид лития (Li2O), оксид натрия (Na2O), оксид калия (K2O) и оксид цезия (Cs2O) и комбинацию этих соединений.
В соответствии с вариантом осуществления общее содержание в связующем материале оксидных соединений щелочных металлов составляет не более приблизительно 20 вес.% от общего веса связующего материала. Для других абразивных изделий на связке, выполненных согласно описываемым в данном документе вариантам осуществления, общее содержание оксидных соединений щелочных металлов может составлять не более приблизительно 19 вес.%, не более приблизительно 18 вес.%, не более приблизительно 17 вес.%, не более приблизительно 16 вес.% или даже не более приблизительно 15 вес.%. Тем не менее, в одном варианте осуществления общее содержание оксидных соединений щелочных металлов может составлять по меньшей мере приблизительно 10 вес.%, как например, по меньшей мере приблизительно 12 вес.%, по меньшей мере приблизительно 13 вес.% или даже по меньшей мере приблизительно 14 вес.%. Следует понимать, что общее содержание в связующем материале оксидных соединений щелочных металлов может находиться в пределах любых из указанных выше минимальных и максимальных процентных содержаний.
В соответствии с одним конкретным вариантом осуществления в состав связующего материала может входить не больше 3 отдельных упомянутых выше оксидных соединений (R2O) щелочных металлов, как отмечалось ранее. Фактически в некоторых связующих материалах в состав связующего материала может входить не больше 2 оксидных соединений щелочных металлов.
Кроме того, связующий материал может быть приготовлен таким образом, что содержание любого из оксидных соединений щелочных металлов, взятого в отдельности, составляет не более половины общего содержания (в процентах по весу) оксидных соединений щелочных металлов, в связующем материале. Кроме того, в соответствии с одним конкретным вариантом осуществления, количество оксида натрия может быть больше, чем количество (в процентах по весу) оксида лития или оксида калия. В еще других конкретных примерах общее содержание оксида натрия, выраженное в процентах по весу, может быть больше, чем выраженное в процентах по весу суммарное содержание оксида лития и оксида калия. Кроме того, в одном варианте осуществления, количество оксида лития может быть больше, чем количество оксида калия.
В соответствии с одним вариантом осуществления выраженное в процентах по весу общее количество в связующем материале оксидных соединений щелочных металлов может быть меньше содержания в связующем материале оксида бора (выраженного в процентах по весу). Фактически, в некоторых примерах, общее процентное содержание по весу в связующем материале оксидных соединений щелочных металлов по сравнению с общим процентным содержанием по весу в связующем материале оксида бора может быть в пределах от приблизительно 0,9 до приблизительно 1,5, как например, в пределах от приблизительно 0,9 до приблизительно 1,3 или даже в пределах от приблизительно 0,9 до приблизительно 1,1.
В состав связующего материала может входить определенное количество соединений щелочноземельных металлов формулы RO, где R представляет собой элемент из группы IIA периодической таблицы элементов. Например, в состав связующего материала могут входить такие оксидные соединения щелочноземельных металлов как оксид кальция (CaO), оксид магния (MgO), оксид бария (BaO) или даже оксид стронция (SrO). В соответствии с вариантом осуществления может содержать оксидные соединения щелочноземельных металлов в количестве не более приблизительно 3,0 вес.% от общего веса связующего материала. В еще других случаях связующий материал может содержать оксидные соединения щелочноземельных металлов в меньшем количестве, как например порядка не более приблизительно 2,8 вес.%, не более приблизительно 2,2 вес.%, не более приблизительно 2,0 вес.% или не более приблизительно 1,8 вес.%. Тем не менее, согласно одному варианту осуществления в связующем материале содержание одного или более оксидных соединений щелочноземельных металлов может составлять по меньшей мере приблизительно 0,5 вес.%, как например, по меньшей мере приблизительно 0,8 вес.%, по меньшей мере приблизительно 1,0 вес.% или даже по меньшей мере приблизительно 1,4 вес.% от общего веса связующего материала. Следует понимать, что количество оксидных соединений щелочноземельных металлов в связующем материале может находиться в пределах любых из указанных выше минимальных и максимальных процентных содержаний.
В соответствии с вариантом осуществления в состав связующего материала может входить не более приблизительно 3 разных оксидных соединений щелочноземельных металлов. В действительности связующий материал может содержать не более 2 разных оксидных соединений щелочноземельных металлов. В одном конкретном случае в состав связующего материала могут входить 2 оксидных соединения щелочноземельных металлов, являющихся оксидом кальция и оксидом магния.
В одном варианте осуществления в связующем материале количество оксида кальция может быть больше, чем количество оксида магния. Кроме того, количество в связующем материале оксида кальция может быть больше количества любых других оксидных соединений щелочноземельных металлов, присутствующих в связующем материале.
В состав связующего материала может входить комбинация оксидных соединений щелочных металлов и оксидных соединений щелочноземельных металлов в таком количестве, что их общее содержание составляет не более приблизительно 20 вес.% от общего веса связующего материала. В других вариантах осуществления общее содержание оксидных соединений щелочных металлов и оксидных соединений щелочноземельных металлов может быть не более приблизительно 19 вес.%, как например, не более приблизительно 18 вес.% или даже не более приблизительно 17 вес.%. Однако, в некоторых вариантах осуществления общее содержание оксидных соединений щелочных металлов и соединений щелочноземельных металлов, присутствующих в связующем материале, может составлять по меньшей мере приблизительно 12 вес.%, как например, по меньшей мере приблизительно 13 вес.%, например, по меньшей мере приблизительно 14 вес.%, по меньшей мере приблизительно 15 вес.% или даже по меньшей мере приблизительно 16 вес.%. Следует понимать, что общее содержание в связующем материале оксидных соединений щелочных металлов и оксидных соединение щелочноземельных металлов может находиться в пределах любых из указанных выше минимальных и максимальных процентных содержаний.
В соответствии с вариантом осуществления связующий материал может быть приготовлен таким образом, что содержание оксидных соединений щелочных металлов в связующем материале больше, чем общее содержание оксидных соединений щелочноземельных металлов. В одном конкретном варианте осуществления связующий материал может быть приготовлен таким образом, что отношение (R2O:RO) общего содержания (в процентах по весу) оксидных соединений щелочных металлов к общему процентному содержанию по весу оксидных соединений щелочноземельных металлов находится в пределах от приблизительно 5:1 до приблизительно 15:1. В других вариантах осуществления отношение общего процентного содержания по весу оксидных соединений щелочных металлов к общему процентному содержанию по весу оксидных соединений щелочноземельных металлов, присутствующих в связующем материале, может находиться в пределах от приблизительно 6:1 до приблизительно 14:1, как например в пределах от приблизительно 7:1 до приблизительно 12:1 или даже в пределах от приблизительно 8:1 до приблизительно 10:1.
В соответствии с вариантом осуществления в состав связующего материала может входить не более приблизительно 3 вес.% оксида фосфора от общего веса связующего материала. В некоторых других случаях количество в связующем материале оксида фосфора может составлять не более приблизительно 2,5 вес.%, как например, не более приблизительно 2,0 вес.%, не более приблизительно 1,5 вес.%, не более приблизительно 1,0 вес.%, не более приблизительно 0,8 вес.%, не более приблизительно 0,5 вес.% или даже не более приблизительно 0,2 вес.% от общего веса связующего материала. Фактически, в некоторых случаях, в связующем материале оксид фосфора может практически отсутствовать. Содержание оксида фосфора в подходящей концентрации может способствовать улучшению некоторых характеристик и качества шлифования, как указано в описании настоящего изобретения.
В соответствии с одним вариантом осуществления связующий материал может быть приготовлен в виде композиции, содержащей в количестве не более приблизительно 1 вес.% некоторые оксидные соединения, включая, например, такие оксидные соединения, как MnO2, ZrSiO2, CoAl2O4 и MgO. В действительности, в конкретных вариантах осуществления, в связующем материале указанные выше оксидные соединения могут практически отсутствовать.
В дополнение к введению в смесь связующих материалов, способ изготовления абразивного изделия на связке может также предусматривать введение абразивных частиц определенного типа. В соответствии с вариантом осуществления абразивные частицы могут содержать микрокристаллический глинозем (MCA). Фактически, в некоторых примерах, абразивные частицы в основном состоят из микрокристаллического глинозема.
Средний размер абразивных частиц может быть не более приблизительно 1050 микрон. В других вариантах осуществления средний размер абразивных частиц может быть меньше, например, не более порядка 800 микрон, не более приблизительно 600 микрон, не более приблизительно 400 микрон, не более приблизительно 250 микрон, не более приблизительно 225 микрон, не более приблизительно 200 микрон, не более приблизительно 175 микрон, не более приблизительно 150 микрон или даже не более приблизительно 100 микрон. Тем не менее, средний размер абразивных частиц может быть по меньшей мере приблизительно 1 микрон, как например, по меньшей мере приблизительно 5 микрон, по меньшей мере приблизительно 10 микрон, по меньшей мере приблизительно 20 микрон, по меньшей мере приблизительно 30 микрон или даже по меньшей мере приблизительно 50 микрон, по меньшей мере приблизительно 60 микрон, по меньшей мере приблизительно 70 микрон или даже по меньшей мере приблизительно 80 микрон. Следует понимать, что средний размер абразивных частиц может находиться в пределах любых из указанных выше минимальных и максимальных значений.
В отношении абразивных частиц, в которых применяется микрокристаллический глинозем, следует добавить, что микрокристаллический глинозем может быть образован из зерен, средний размер которых лежит в субмикронном диапазоне. Фактически средний размер зерен микрокристаллического глинозема может быть не более приблизительно 1 микрона, как например, не более приблизительно 0,5 микрона, не более приблизительно 0,2 микрона, не более приблизительно 0,1 микрона, не более приблизительно 0,08 микрона, не более приблизительно 0,05 микрона или даже не более приблизительно 0,02 микрона.
Следует добавить, что в составе смеси, которая содержит абразивные частицы и связующий материал, в качестве добавки могут также присутствовать другие компоненты, такие как наполнители, порообразователи и материалы, предназначенные для получения окончательного абразивного изделия на связке. Некоторые примеры, подходящих материалов, образующих поры, могут включать без ограничения пеноглинозем, пористый муллит, полые шарики, включая стеклянные полые шарики, полые керамические шарики или полые полимерные шарики, полимерные или пластичные материалы, органические соединения, волокнистые материалы, включая пряди и/или волокна стекла, керамику или полимеры. К числу других подходящих материалов, образующих поры, относятся нафталин, PDB, ракушечник, древесина и т.п. В еще одном варианте осуществления наполнитель может содержать один или более неорганических материалов, включая, например, оксиды, и в частности он может содержать кристаллические или аморфные фазы оксида циркония, оксида кремния, оксида титана и их комбинацию.
После того как смесь соответствующим образом приготовлена, эта смесь может быть подвергнута формообразованию. К числу подходящих способов формообразования можно отнести операции прессования и/или операции формования и их комбинацию. Например, в одном варианте осуществления, смеси может быть придана определенная форма путем холодного прессования смеси в форме с образованием в результате сырца.
После того как сырец соответствующим образом сформирован, этот сырец может быть спечен при определенной температуре для облегчения изготовления абразивного изделия со связующим материалом стекловидной фазы. Следует отметить, что операция спекания может проводиться при температуре спекания ниже приблизительно 1000°C. В конкретных вариантах осуществления температура спекания может быть ниже приблизительно 980°C, как например, ниже приблизительно 950°C и, в частности, может находиться в диапазоне приблизительно от 800°C до 950°C. Следует понимать, что для вышеуказанных связующих компонентов могут быть установлены особенно низкие температуры спекания с тем, чтобы избежать недопустимо высоких температур и, таким образом, ограничить ухудшение качества абразивных частиц в процессе формования.
Согласно одному конкретному варианту осуществления абразивное изделие на связке содержит связующий материал с материалом в стекловидной фазе. В конкретных примерах связующий материал может представлять собой однофазный стекловидный материал.
В окончательно сформированном абразивном изделии на связке может быть определенное содержание связующего материала, абразивных частиц и определенный объем пор. Следует отметить, что в абразивном теле на связке объем пор может составлять по меньшей мере приблизительно 42 об.% от общего объема абразивного тела на связке. В других вариантах осуществления объем пор может быть больше и может составлять, как например, по меньшей мере приблизительно 43 об.%, например, по меньшей мере приблизительно 44 об.%, по меньшей мере приблизительно 45 об.%, по меньшей мере приблизительно 46 об.%, по меньшей мере, приблизительно 48 об.% или даже, по меньшей мере приблизительно 50 об.% от общего объема абразивного тела на связке. В соответствии с вариантом осуществления в теле абразивного изделия на связке объем пор может составлять не более приблизительно 70 об.%, как например, не более приблизительно 65 об.%, не более приблизительно 62 об.%, не более приблизительно 60 об.%, не более приблизительно 56 об.%, не более приблизительно 52 об.% или даже не более приблизительно 50 об.%. Следует понимать, что в абразивном теле на связке объем пор может находиться в пределах любых из указанных выше минимальных и максимальных процентных содержаний.
В соответствии с вариантом осуществления содержание абразивных частиц в абразивном теле на связке может составлять по меньшей мере приблизительно 35 об.% от общего объема абразивного тела на связке. В других вариантах осуществления общее содержание абразивных частиц может быть больше, как например, по меньшей мере приблизительно 37 об.% или даже по меньшей мере приблизительно 39 об.%. В соответствии с одним конкретным вариантом осуществления абразивное тело на связке может быть получено таким образом, что содержание в нем абразивных частиц составляет не более приблизительно 50 об.%, как например, не более приблизительно 48 об.% или даже не более приблизительно 46 об.% от общего объема абразивного тела на связке. Следует понимать, что содержание абразивных частиц в абразивном теле на связке может быть в пределах любых из указанных минимальных и максимальных процентных содержаний.
В конкретных случаях абразивное тело на связке может быть получено таким образом, что содержание в нем (об.%) связующего материала мало по сравнению с содержанием пор и абразивных частиц. Например, объемное содержание связующего материала в абразивном теле на связке может составлять не более приблизительно 15 об.% от общего объема абразивного тела на связке. В других случаях абразивное тело на связке может быть получено таким образом, что содержание в нем составляет не более приблизительно 14 об.%, не более приблизительно 13 об.% или даже не более приблизительно 12 об.% от общего объема тела абразивного изделия на связке. В одном конкретном случае абразивное тело на связке может быть получено таким образом, что содержание в нем связующего материала составляет по меньшей мере приблизительно 7 об.%, как например, по меньшей мере приблизительно 8 об.%, по меньшей мере порядка 9 об.% или даже по меньшей мере приблизительно 10 об.% от общего объема абразивного тела на связке.
На фиг.1 представлена диаграмма присутствия фаз в конкретном абразивном изделии на связке согласно варианту осуществления. На фиг.1 показаны процентное содержание по объему об.% связующего материала, об.% абразивных частиц и об.% пор. Заштрихованная область 101 отображает традиционное абразивное изделие на связке, пригодное для скоростного шлифования, а заштрихованная область 103 отображает фазовое содержание абразивного изделия на связке согласно приведенному в данном описании варианту осуществления, которое тоже пригодно для скоростного шлифования. Скоростным шлифованием принято считать шлифование с рабочими скоростями порядка 60 м/с или выше.
Следует отметить, что фазовое содержание традиционных абразивных изделий на связке для скоростного шлифования (т.е. заштрихованная область 101) существенно отличается от фазового содержания абразивного изделия на связке согласно варианту осуществления. Следует отметить, что максимальный объем пор в традиционных абразивных изделиях на связке для скоростного шлифования, как правило, заключен в пределах приблизительно от 40 об.% до 51 об.%, содержание в них абразивных частиц составляет приблизительно от 42 об.% до 50 об.%, и содержание связующего материала составляет приблизительно от 9 об.% до 20 об.%. В традиционных абразивных изделиях на связке максимальный объем пор составляет, как правило, 50 об.% или менее, потому что для скоростного шлифования требуется такое абразивное тело на связке, прочность которого была бы достаточна для того, чтобы выдерживать чрезмерно высокие усилия, возникающие в процессе скоростного шлифования, и высокопористые тела абразивные тела на связке на момент создания настоящего изобретения не были способны выдерживать указанные усилия.
Согласно одному варианту осуществления, в абразивном изделии на связке объем пор может быть значительно больше, чем в традиционных абразивных изделиях на связке для скоростного шлифования. Например, в одном абразивном изделии на связке, выполненном согласно варианту осуществления, занимаемый порами объем может составлять от приблизительно 51 об.% до приблизительно 58 об.% от общего объема тела абразивного тела на связке. Кроме того, как видно из фиг.1, в абразивном изделии на связке согласно варианту осуществления содержание абразивных частиц может быть в пределах от приблизительно 40 об.% до приблизительно 42 об.%, и особенно низкое содержание связующего материала в пределах от приблизительно 2 об.% до приблизительно 9 об.% от общего объема абразивного изделия на связке.
Следует отметить, что абразивные тела на связке согласно описанным в данном документе вариантам осуществления могут иметь определенные характеристики, отличающие их от традиционных абразивных тел на связке. В частности, абразивные изделия на связке согласно изобретению могут иметь определенный объем пор, определенное содержание абразивных частиц и связующего материала и в то же время у них проявляются определенные механические характеристики, делающие их пригодными для определенных областей применения, таких как скоростное шлифование. Например, в одном варианте осуществления, абразивное тело на связке может иметь определенный предел прочности на разрыв (MOR), который может соответствовать определенному модулю упругости (MOE). Например, MOR абразивного тела на связке может быть равен по меньшей мере 45 МПа при MOE, равном по меньшей мере приблизительно 40 ГПа. В одном варианте осуществления MOR может быть равен по меньшей мере приблизительно 46 МПа, как например, по меньшей мере приблизительно 47 МПа, по меньшей мере приблизительно 48 МПа, по меньшей мере приблизительно 49 МПа или даже, по меньшей мере приблизительно 50 МПа при МОЕ величиной 40 ГПа. Тем не менее, следует добавить, что MOR абразивного тела на связке может быть не более приблизительно 70 МПа, как например не более приблизительно 65 МПа или не более приблизительно 60 МПа при MOE величиной 40 ГПа. Следует понимать, что MOR может находиться в пределах любых из указанных выше минимальных и максимальных значений.
В другом варианте осуществления, для некоторых абразивных тел на связке с MOE, равным 45 ГПа, MOR может быть равен по меньшей мере приблизительно 45 МПа. Фактически, для некоторых абразивных тел на связке с MOE, равным 45 ГПа, MOR может быть равен по меньшей мере приблизительно 46 МПа, как например, по меньшей мере приблизительно 47 МПа, по меньшей мере приблизительно 48 МПа, по меньшей мере приблизительно 49 МПа или даже по меньшей мере приблизительно 50 МПа. Тем не менее, MOR может быть не более приблизительно 70 МПа, не более приблизительно 65 МПа или не более приблизительно 60 МПа при MOE, равном 45 ГПа. Следует понимать, что MOR может находиться в пределах любых из указанных выше минимальных и максимальных значений.
MOR может быть измерен при помощи стандартного испытания на 3-точечный изгиб на образце с размерами 4″×1″×0,5″, где нагрузка прикладывается к плоскости 1″×0,5″, в основном в соответствии со стандартом ASTM D790, за исключением размера образца. Разрушающая нагрузка может быть зарегистрирована и пересчитана обратно к MOR с использованием стандартных уравнений. MOE может быть вычислен через измерение собственной частоты композитов с использованием измерительного прибора GrindoSonic или аналогичной аппаратуры в соответствии с общепринятой практикой в производстве абразивных шлифовальных кругов.
В одном варианте осуществления абразивное тело на связке может иметь коэффициент прочности, который определяется как MOR, деленный на MOE. В конкретных случаях коэффициент прочности (MOR/MOE) определенного абразивного тела на связке может быть равен по меньшей мере приблизительно 0,8. В других случаях коэффициент прочности может быть равен по меньшей мере приблизительно 0,9, как например, по меньшей мере приблизительно 1,0, по меньшей мере приблизительно 1,05, по меньшей мере приблизительно 1,10. Тем не менее, коэффициент прочности может быть не более приблизительно 3,00, как например не более приблизительно 2,50, не более приблизительно 2,00, не более приблизительно 1,70, не более приблизительно 1,50, не более приблизительно 1,40 или не более приблизительно 1,30. Следует понимать, что коэффициент прочности абразивных тел на связке может быть заключен в пределах любых из указанных выше минимальных и максимальных значений.
В соответствии с вариантом осуществления абразивное тело на связке может быть пригодным для использования в определенных операциях шлифования. Например, установлено, что абразивные тела на связке, выполненные согласно описанным в данном документе вариантам осуществления, пригодны для использования в операциях шлифования, требующих работы с высокой скоростью. Фактически абразивные изделия на связке могут применяться при очень высоких скоростях не вызывая при этом повреждения обрабатываемой детали и обеспечивая приемлемое или улучшенное качество шлифования. В соответствии с вариантом осуществления, абразивное тело на связке дает возможность производить при помощи него шлифование содержащей металл обрабатываемой детали со скоростью по меньшей мере приблизительно 60 м/с. В других примерах скорость работы абразивного тела на связке может быть выше, как например, по меньшей мере приблизительно 65 м/с, по меньшей мере приблизительно 70 м/с или даже по меньшей мере приблизительно 80 м/с. В некоторых примерах абразивное тело на связке может обладать способностью шлифования обрабатываемой детали со скоростями, составляющими не более приблизительно 150 м/с, как например, не более приблизительно 125 м/с. Следует понимать, что абразивные тела на связке по настоящей заявке способны производить шлифование обрабатываемой детали с рабочими скоростями в пределах любых из указанных выше минимальных и максимальных значений.
Упоминаемые в данном документе шлифовальные способности абразивного тела на связке могут иметь отношение к таким операциям шлифования, как бесцентровое шлифование, круглое шлифование, шлифование коленчатых валов, операции шлифования различных поверхностей, операции шлифования подшипников и зубчатых колес, шлифование с ползучей подачей и различным процессам шлифования инструментов и приспособлений. Кроме того, обрабатываемые детали, подходящие для операций шлифования, могут содержать неорганические или органические материалы. В конкретных примерах обрабатываемая деталь может содержать металл, металлический сплав, пластмассу или природный материал. В одном варианте осуществления обрабатываемая деталь может содержать черный металл, цветной металл, металлический сплав, металлический суперсплав и их комбинацию. В другом варианте осуществления обрабатываемая деталь может содержать органический материал, включая, например, полимерный материал. В еще других примерах обрабатываемая деталь может представлять собой природный материал, включая, например, древесину.
В конкретных случаях, как указано, абразивное тело на связке обладает способностью к шлифованию обрабатываемых деталей при высокой рабочей скорости и очень высоких интенсивностях съема материала. Например, в одном варианте осуществления, абразивное тело на связке может производить операцию шлифования при интенсивности съема материала, составляющей по меньшей мере приблизительно 0,4 дюйма3/мин/дюйм (258 мм3/мин/мм). В других вариантах осуществления интенсивность съема материала может составлять по меньшей мере приблизительно 0,45 дюйма3/мин/дюйм (290 мм3/мин/мм), как например, по меньшей мере приблизительно 0,5 дюйма3/мин/дюйм (322 мм3/мин/мм), по меньшей мере приблизительно 0,55 дюйма3/мин/дюйм (354 мм3/мин/мм) или даже по меньшей мере приблизительно 0,6 дюйма3/мин/дюйм (387 мм3/мин/мм). Тем не менее, интенсивность съема материала для некоторых абразивных тел на связке может быть не более приблизительно 1,5 дюйма3/мин/дюйм (967 мм3/мин/мм), как например, не более приблизительно 1,2 дюйма3/мин/дюйм (774 мм3/мин/мм), не более приблизительно 1,0 дюйма3/мин/дюйм (645 мм3/мин/мм) или даже не более приблизительно 0,9 дюйма3/мин/дюйм (580 мм3/мин/мм). Следует понимать, что абразивные тела на связке по настоящей заявке обладают способностью к шлифованию обрабатываемой детали при интенсивностях съема материала, находящихся в пределах любых из указанных выше минимальных и максимальных значений.
Как указано выше, во время проведения некоторых операций шлифования абразивные тела на связке согласно настоящей заявке обладают способностью к шлифованию при высоких скоростях с определенной глубиной резания (DOC). Например, глубина резания, обеспечиваемая абразивным телом на связке, может быть равна по меньшей мере приблизительно 0,003 дюйма (0,0762 миллиметра). В других случаях абразивное тело на связке позволяет обеспечить во время проведения операций скоростного шлифования глубину резания, равную по меньшей мере приблизительно 0,004 дюйма (0,102 миллиметра), как например, по меньшей мере приблизительно 0,0045 дюйма (0,114 миллиметра), по меньшей мере приблизительно 0,005 дюйма (0,127 миллиметра) или даже по меньшей мере приблизительно 0,006 дюйма (0,152 миллиметра). Следует понимать, что глубина резания при операциях скоростного шлифования при помощи описанных в данном документе абразивных тел на связке не может быть более приблизительно 0,01 дюйма (0,254 миллиметра) или не более приблизительно 0,009 дюйма (0,229 миллиметра). Следует понимать, что глубина резания может быть в пределах любых из указанных выше минимальных и максимальных значений.
В других вариантах осуществления, как указано выше, абразивное тело на связке обладает способностью к шлифованию обрабатываемой детали при максимальной мощности, не превышающей приблизительно 10 л.с. (7,5 кВт), несмотря на то, что применяются указанные выше параметры шлифования. В других вариантах осуществления максимальная мощность во время проведения операций скоростного шлифования может быть не выше приблизительно 9 л.с. (6,8 кВт), как например не выше приблизительно 8 л.с. (6,0 кВт) или даже не выше приблизительно 7,5 л.с. (5,6 кВт).
В соответствии с другим вариантом осуществления, как указано выше, во время проведения операций скоростного шлифования абразивные изделия на связке согласно описанным в данном документе вариантам осуществления обладают превосходной способностью выдерживать угол, в частности по сравнению с традиционными абразивными изделиями на связке для скоростного шлифования. Фактически абразивное тело на связке может иметь коэффициент выдерживания угла, составляющий не более приблизительно 0,07 дюйма, при глубине резания (Zw), равной по меньшей мере приблизительно 1,8, которая соответствует 0,00255 дюйма/с, рад. Следует отметить, что в данном контексте глубина резания величиной 1,0 соответствует 0,00142 дюйма/с, рад и глубина резания (Zw) величиной 1,4 соответствует 0,00198 дюйма/с, рад. Следует понимать, что коэффициент выдерживания угла является мерой изменения радиуса в дюймах после проведения 5 операций шлифования обрабатываемой детали 4330V, которое представляет собой закаленную и отпущенную высокопрочную легированную сталь NiCrMoV, при определенной глубине резания. В некоторых других вариантах осуществления абразивное изделие на связке обеспечивает получение коэффициента выдерживания угла, составляющего не более приблизительно 0,06 дюйма, как например, не более приблизительно 0,05 дюйма, не более приблизительно 0,04 дюйма при глубине резания, составляющей по меньшей мере приблизительно 1,80.
Примеры
Пример 1
На фиг.2 представлен график зависимости предела прочности на разрыв (MOR) от модуля упругости (MOE) для абразивных изделий на связке, выполненных согласно приведенным в данном описании изобретения вариантам осуществления, и традиционных абразивных изделий на связке. Графическая зависимость 201 отображает MOR и MOE для ряда абразивных изделий на связке, полученных согласно описанным в данном документе вариантам осуществления. Каждый образец в серии образцов выполнен со связующей композицией, состав которой (в вес.%) показан в таблице 1, приведенной ниже. Объем пор в образцах составляет от приблизительно 42 об.% до приблизительно 56 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находится в пределах от приблизительно 42 об.% до приблизительно 52 об.%, и содержание связующего материала находится в пределах от приблизительно 6 об.% до приблизительно 14 об.%. Каждый из образцов подвергнут прессованию в холодном состоянии с образованием в результате бруска и спеканию при температуре спекания, составляющей приблизительно 900-1250°C.
Графическая зависимость 203 отображает значения MOR и MOE образцов традиционных абразивных изделий на связке, пригодных для скоростного шлифования. Образцы традиционных изделий представляют собой абразивные изделия на связке, коммерчески доступные от фирмы Saint-Gobain Corporation как абразивные изделия на керамической связке VS, VH и VBE классов K, L и M. Объем пор в этих образцах составлял от приблизительно 42 об.% до приблизительно 56 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находилось в пределах от приблизительно 42 об.% до приблизительно 2 об.% и содержание связующего материала находилось в пределах от приблизительно 6 об.% до приблизительно 14 об.%.
Контроль MOR и MOE осуществлялся с применением испытаний, упомянутых выше. Каждый из образцов был выполнен с размерами приблизительно 4″×1″×0,5″ и MOR измеряли при помощи стандартного испытания на 3-точечный изгиб, при котором нагрузку прикладывали к плоскости 1″×0,5″, в основном в соответствии со стандартом ASTM D790, за исключением размеров образца. Разрушающую нагрузку регистрировали и пересчитывали обратно к MOR с использованием стандартных уравнений. MOE вычисляли через измерение собственной частоты композитов при помощи измерительного прибора GrindoSonic.
Как видно из на фиг.2, образцы, представляющие собой абразивные изделия на связке, выполненные согласно рассматриваемым в данном документе вариантов осуществления (т.е. графическая зависимость 201), показывают более высокие значения MOR для определенного значения MOE в сравнении с образцами, представляющими собой традиционные абразивные изделия на связке (т.е. графическая зависимость 203). Коэффициент прочности (угол наклона линии для зависимости 201: MOR/MOE) образцов, выполненных согласно описываемым в данном документе вариантам осуществления, равен приблизительно 1,17. Коэффициент прочности (угол наклона линии для зависимости 203: MOR/MOE) образцов, представляющих традиционные абразивные изделия на связке, равен приблизительно 0,63. Данные, представленные на фиг.2, свидетельствуют о том, что у образцов, представляющих собой абразивные изделия на связке, выполненные согласно описываемым в данном документе вариантам осуществления, значения MOR для определенных значений MOE лучше, чем у традиционных абразивных изделий на связке.
Следовательно, абразивные изделия на связке, выполненные согласно описываемым в данном документе вариантам осуществления, пригодны для операций скоростного шлифования, как видно из того, что для определенных значений MOE у них значения MOR больше, чем у традиционных абразивных изделий на связке, предназначенных для скоростного шлифования. Кроме того, ввиду более высокой MOR при определенном МОЕ в образцах, представляющих абразивные изделия на связке, выполненные согласно описываемым в данном документе вариантам осуществления, такие положительные качества позволяют улучшить показатель потребления мощности, а также улучшить показатель способности выдерживать угол при более высокой скорости работы.
Пример 2
Были проведены дополнительные сравнительные исследования по шлифованию для сравнения по возможностям скоростного шлифования абразивных изделий на связке, выполненных согласно описываемым в данном документе вариантам осуществления, с традиционными абразивными изделиями на связке, предназначенными для скоростного шлифования. На фиг.3 представлена диаграмма, демонстрирующая зависимость интенсивности съема материала от глубины резания для традиционного абразивного изделия на связке в сравнении с абразивным изделием на связке, выполненным согласно описанному в данном документе варианту осуществления. Было проведено три испытания при различных глубинах резания (DOC), включая глубины резания, равные 0,003 дюйма, 0,0045 дюйма и 0,006 дюйма. Контролируемые параметры указаны в таблице 3, приведенной ниже.
Графические зависимости 301, 302 и 303 (301-303) характеризуют образцы абразивных изделий на связке, выполненных согласно описываемым в данном документе вариантам осуществления. В каждом из образцов 301-303 объем пор составлял от приблизительно 52 об.% до приблизительно 56 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находилось в пределах от приблизительно 40 об.% до приблизительно 44 об.% и содержание связующего материала находилось в пределах от приблизительно 3 об.% до приблизительно 8 об.%. Состав связующего материала такой, как его состав, указанный в приведенной выше таблице 1.
Образцы 305, 306 и 307 (305-307) представляют собой традиционные абразивные изделия на связке, пригодные для скоростного шлифования. Образцы 305-307 известных изделий являются абразивными изделиями на связке, коммерчески доступными от фирмы Saint-Gobain Corporation как изделие NQM90J10VH. Объем пор каждого из образцов 305-307 находился в пределах от приблизительно 50 об.% до приблизительно 52 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находилось в пределах от приблизительно 42 об.% до приблизительно 44 об.%, содержание связующего материала находилось в пределах от приблизительно 6 об.% до приблизительно 10 об.%.
Как видно из фиг.3, образцы 301-303 обладали способностью обеспечивать значительно более высокую интенсивность съема материала при каждой из испытательных глубин резания, по сравнению с образцами 305-307 традиционных абразивных изделий, предназначенными для скоростного шлифования (т.е. шлифования, проводимого при рабочей скорости 60 м/с). В каждом испытании образцы 301-303 и 305-307 применялись для шлифования до момента появления на обрабатываемой детали признаков подгорания или невозможности производить шлифование образца. В каждом испытании интенсивность съема материала образцов 301-303 была значительно выше, чем интенсивность съема материала образцов 305-307 традиционных абразивных изделий. И в самом деле, при глубине резания, равной 0,0045 дюйма, интенсивность съема материала образца 302 была более чем в 3 раза выше, чем интенсивность съема материала образца 306 традиционного абразивного изделия. Кроме того, при глубине резания, равной 0,006 дюйма, интенсивность съема материала образца 303 была сопоставима с интенсивностью съема материала образца 302 и в 10 раз превышала интенсивность съема материала образца 307 традиционного абразивного изделия. Такие результаты свидетельствуют о том, что абразивные изделия на связке, выполненные согласно описанным в данном документе вариантам осуществления, обеспечивают значительное улучшение эффективности шлифования и качества шлифования по сравнению с традиционными абразивными изделиями на связке, известными на момент создания настоящего изобретения.
Пример 3
Для сравнения характеристик скоростного шлифования абразивных изделий на связке, выполненных согласно описанным в данном документе вариантам осуществления, с соответствующими характеристиками традиционных абразивных изделий на связке для скоростного шлифования были проведены дополнительные сравнительные исследования шлифования. На фиг.4 представлена диаграмма зависимости интенсивности съема материала от глубины резания для традиционного абразивного изделия на связке и абразивного изделия на связке, выполненного согласно варианту осуществления. Проводили такое же испытание, как испытание, описанное в примере 2 (см. таблицу 3, приведенную выше), при определенной глубине резания (DOC), равной 0,003 дюйма, чтобы измерить пороговое значение интенсивности съема материала перед возникновением признаков подгорания обрабатываемой детали. Следует отметить, что при этом испытании рабочая скорость равна 80 м/с.
Диаграмма 401 характеризует образец абразивных изделий на связке, выполненный согласно описанным в данном документе вариантам осуществления. Образец 401 имел структуру, аналогичную структурам образцов 301-303, рассмотренных в приведенном выше примере 3. Образец 403 представлял собой известное абразивное изделие на связке, пригодное для скоростного шлифования, коммерчески доступное от фирмы Saint-Gobain Corporation как изделие NQM90J10VH.
Как видно из фиг.4, образец 401 обеспечивал значительно более высокую интенсивность съема материала, по сравнению с образцом 403 традиционного абразивного изделия. И в самом деле, при глубине резания, равной 0,003 дюйма, интенсивность съема материала образца 401 была в 10 раз выше, чем интенсивность съема материала, обеспечиваемая образцом 403 традиционного абразивного изделия. Такие результаты свидетельствуют о том, что абразивные изделия на связке, выполненные согласно описанным в данном документе вариантам осуществления, обеспечивают значительное улучшение эффективности шлифования и качества шлифования по сравнению с традиционными абразивными изделиями на связке, известными на момент создания настоящего изобретения.
Пример 4
Следующее сравнительное испытание на шлифование проводится для сравнения максимального потребления мощности во время операций скоростного шлифования для абразивных изделий на связке, выполненным согласно описанным в данном документе вариантам осуществления и традиционных абразивных изделий на связке для скоростного шлифования. На фиг.5-7 представлены графические зависимости, поясняющие результаты испытаний.
На фиг.5 представлена графическая зависимость максимальной мощности от интенсивности съема материала для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно описанным в данном документе вариантам осуществления. Было проведено испытание на различных образцах при глубине резания (DOC), равной 0,003 дюйма, и рабочей скорости 60 м/с, с использованием тех же параметров, что и параметры, указанные в приведенной выше таблице 3. При испытании все образцы 501-502 и 504-506 использовали для шлифования обрабатываемой детали до момента проявления на обрабатываемой детали признаков подгорания или до момента, когда образец утрачивал способность к шлифованию.
Графические зависимости 501 и 502 (501-502) характеризуют образцы абразивных изделий на связке, выполненных согласно описанным в данном документе вариантам осуществления. Объем пор образцов 501-502 находился в пределах от приблизительно 52 об.% до приблизительно 56 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находилось в пределах от приблизительно 40 об.% до приблизительно 44 об.% и содержание связующего материала находилось в пределах от приблизительно 3 об.% до приблизительно 8 об.%. Состав связующего материала такой, как указано в приведенной выше таблице 1.
Образцы 504, 505 и 506 (504-506) представляют собой традиционные абразивные изделия на связке, пригодные для скоростного шлифования. Образцы 504-506 традиционных абразивных изделий являются абразивными изделиями на связке, коммерчески доступными как изделие NQM90J10VH от фирмы Saint-Gobain Corporation. В каждом из образцов 504-506 объем пор находился в пределах от приблизительно 50 об.% до приблизительно 52 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находилось в пределах от приблизительно 42 об.% до приблизительно 44 об.% и содержание связующего материала находилось в пределах от приблизительно 6 об.% до приблизительно 10 об.%.
Как видно из фиг.5, образцы 501-502 обеспечивают значительно более высокую интенсивность съема материала при глубине резания, равной 0,003 дюйма, и вместе с тем имеют сопоставимое или меньшее максимальное потребление мощности по сравнению с образцами 504-506 традиционных абразивных изделий, предназначенных для скоростного шлифования (т.е. проводимого при рабочей скорости 60 м/с). В каждом испытании образцы 501-502 обеспечивали значительно более высокую интенсивность съема материала, чем образцы 504-506 традиционных абразивных изделий. И в самом деле, максимальное потребление мощности для образца 501 было значительно меньше, чем максимальное потребление мощности для образцов 504 и 505 традиционных абразивных изделий и сопоставимым с максимальным потреблением мощности для образца 506 традиционного абразивного изделия. Аналогично этому, максимальное потребление мощности для образца 502 было сопоставимым с максимальным потреблением мощности для образцов 504 и 505 традиционных абразивных изделий, и в то же время обеспечивалась такая интенсивность съема материала, которая была почти в 2 раза выше интенсивности съема материала, обеспечиваемой образцами 504 и 505 традиционных абразивных изделий. Такие результаты свидетельствуют о том, что абразивные изделия на связке, выполненные согласно описанным в данном документе вариантам осуществления, обеспечивают значительное улучшение эффективности шлифования и качества шлифования по сравнению с традиционными абразивными изделиями на связке, известными на момент создания настоящего изобретения.
На фиг.6 представлен график зависимости максимальной мощности от интенсивности съема материала для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно описанным в данном документе вариантам осуществления. Испытание было проведено на различных образцах при глубине резания (DOC), равной 0,0045 дюймов, и рабочей скорости 60 м/с, с использованием тех параметров, которые указаны в приведенной выше таблице 3. При проведении испытания все образцы 601-602 и 604 применяли для шлифования обрабатываемой детали до момента проявления на обрабатываемой детали признаков подгорания или до момента, когда образец утрачивал способность к шлифованию.
Графические зависимости 601 и 602 (601-602) характеризуют образцы абразивных изделий на связке, выполненных согласно описанным в данном документе вариантам осуществления. Образцы 601 и 602 имеют такую же структуру, как и образцы 501 и 502, упомянутые выше. Образец 604 представляет собой традиционное абразивное изделие на связке, пригодное для скоростного шлифования. Образец 604 традиционного абразивного изделия является таким же абразивным изделием на связке, как коммерчески доступное абразивное изделие 504, упомянутое выше.
Как видно из фиг.6, образцы 601-602 обеспечивали значительно более высокую интенсивность съема материала при глубине резания, равной 0,0045 дюйма, и в то же время аналогичное или меньшее максимальное потребление мощности по сравнению с образцом 604 традиционного абразивного изделия. В действительности максимальное потребление мощности для образца 601 было сопоставимым с максимальным потреблением мощности для образца 604 традиционного абразивного изделия, и в то же время интенсивность съема материала образца 601 была почти в 2 раза выше, чем интенсивность съема материала образца 604. Кроме того, максимальное потребление мощности образца 602 было меньше, чем максимальное потребление мощности образца 604 традиционного абразивного изделия, и при этом он обеспечивал такую интенсивность съема материала, которая в 2 раза превышала интенсивность съема материала образца 604 традиционного абразивного изделия. Такие результаты свидетельствуют о том, что абразивные изделия на связке, выполненные согласно описанным в данном документе вариантам осуществления, обеспечивают значительное улучшение эффективности шлифования и качества шлифования по сравнению с традиционными абразивными изделиями на связке, известными на момент создания настоящего изобретения.
На фиг.7 представлен график зависимости максимальной мощности от интенсивности съема материала для традиционных абразивных изделий на связке и абразивных изделий на связке, выполненных согласно варианту осуществления. Было проведено испытание на различных образцах при глубине резания (DOC), равной 0,003 дюйма, и рабочей скорости 80 м/с, с использованием таких параметров, как параметры, указанные в приведенной выше таблице 3. Для проведения испытания все образцы 701 и 702-703 применяли для шлифования обрабатываемой детали до момента проявления на обрабатываемой детали признаков подгорания или до момента, когда образец утрачивал способность к шлифованию.
Графическая зависимость 701 характеризует образец абразивного изделия на связке, выполненный согласно описанному в данном документе варианту осуществления. Образец 701 имеет такую структуру, как и образец 501, упомянутый выше. Образцы 702-703 представляют собой традиционные абразивные изделия на связке, пригодные для скоростного шлифования. Образцы 702-703 традиционных абразивных изделий являются такими же абразивными изделиями на связке, как упомянутые выше коммерчески доступные образцы 504-506.
Как видно из фиг.7, образец 701 обеспечивал значительно более высокую интенсивность съема материала при глубине резания, равной 0,003 дюйма, и вместе с тем подходящее максимальное потребление мощности по сравнению с образцами 702-703 традиционных абразивных изделий. Действительно, максимальное потребление мощности образца 701 было меньше, чем максимальное потребление мощности образца 703 традиционного абразивного изделия, и в то же время интенсивность съема материала была приблизительно в 5 раз выше. Кроме того, максимальное потребление мощности образца 701 было немного больше, чем максимальное потребление мощности образца 702 традиционного абразивного изделия, но образец 701 обеспечивал такую интенсивность съема материала, которая более чем в 12 раз превышала интенсивность съема материала образца 702 традиционного абразивного изделия. Такие результаты свидетельствуют о том, что абразивные изделия на связке, выполненные согласно описанным в данном документе вариантам осуществления, обеспечивают значительное улучшение эффективности шлифования и качества шлифования по сравнению с традиционными абразивными изделиями на связке, известными на момент создания настоящего изобретения.
Пример 5
Проводили сравнительное испытание на шлифование для сравнения способности выдерживания угла абразивного изделия на связке, выполненного согласно описанным в данном документе вариантам осуществления, с традиционными абразивными изделиями во время проведения скоростного шлифования. На фиг.8-11 представлены графические зависимости и фигуры, поясняющие результат испытания.
На фиг.8 представлен график изменения радиуса в зависимости от глубины резания (Zw), демонстрирующий коэффициент выдерживания угла для двух традиционных абразивных изделий на связке и абразивного изделия на связке, выполненного согласно варианту осуществления. Коэффициент выдерживания угла является мерой изменения радиуса для определенной глубины резания и вообще является показателем способности абразивного изделия на связке сохранять свою форму в тяжелых условиях работы при скоростном шлифовании. Изменение радиуса каждого образца измерялось при трех различных значениях глубины резания (а именно 1,00, 1,40 и 1,80), как видно из графических зависимостей, показанных на фиг.8. Параметры испытания указаны в таблице 4, приведенной ниже.
Графическая зависимость 801 отображает образец абразивных изделий на связке, выполненный согласно описанным в данном документе вариантам осуществления. В образце 801 объем пор находится в пределах от приблизительно 40 об.% до приблизительно 43 об.%, содержание абразивных частиц (т.е. частиц микрокристаллического глинозема) находится в пределах от приблизительно 46 об.% до приблизительно 50 об.% и содержание связующего материала находится в пределах от приблизительно 9 об.% до приблизительно 11 об.%. Состав связующего образца 801 был таким, как указано в приведенной выше таблице 1.
Образцы 802 и 803 представляют собой традиционные абразивные изделия на связке, пригодные для скоростного шлифования. Образцы 802 и 803 традиционных абразивных изделий представляют собой традиционные абразивные изделия на связке, коммерчески доступные как изделия соответственно VS и VH. Изделия VS и VH коммерчески доступны от фирмы Saint-Gobain Corporation.
Как видно из фиг.8, образец 801 имеет значительно улучшенный коэффициент выдерживания угла, который определяется как общее изменение радиуса (в дюймах) при определенной глубине резания. В частности, графическая зависимость 801 показывает коэффициент выдерживания угла (т.е. общее изменение радиуса) менее 0,05 дюйма для всего диапазона значений глубины резания. Кроме того, коэффициент выдерживания угла образца 801 был заметно лучше, чем коэффициент выдерживания угла любых других традиционных абразивных изделий на связке для скоростного шлифования (т.е. образцов 802 и 803). Действительно, при глубине резания, равной 1,40, образец 801 показал коэффициент выдерживания угла более чем в 2 раза меньший, чем образец 803 традиционного абразивного изделия, так что у него изменение радиуса составило менее половины от изменения радиуса образца 803. Кроме того, при глубине резания, равной 1,80, образец 801 показал коэффициент выдерживания угла приблизительно в 2 раза меньший, чем коэффициент выдерживания угла образца 802 традиционного абразивного изделия, и более чем в 6 раз меньший, чем коэффициент выдерживания угла образца 803 традиционного абразивного изделия. Такие результаты свидетельствуют о значительном улучшении коэффициента выдерживания угла, прочности и сопротивления деформированию абразивных изделий на связке, выполненных согласно описанным в данном документе вариантам осуществления, по сравнению с традиционными абразивными изделиями на связке для скоростного шлифования.
На фиг.9-11 представлена серия иллюстраций, графически отображающих способность выдерживать угол абразивного изделия на связке согласно варианту осуществления в сравнении с традиционными абразивными изделиями на связке для скоростного шлифования. Следует отметить, что фиг.9-11 дают дополнительное подтверждение улучшенных показателей способности выдерживать угол и прочности абразивных изделий, выполненных согласно описанным в данном документе вариантам осуществления, по сравнению с традиционными абразивными изделиями на связке.
На фиг.9 представлен ряд фотоснимков, иллюстрирующих коэффициент выдерживания угла для традиционных абразивных изделий на связке в сравнении с абразивным изделием на связке, выполненным согласно варианту осуществления. Образец 901 является обрабатываемой деталью из легированной стали марки 4330V, которая была пришлифована известным абразивным изделием на связке, коммерчески доступным от фирмы Saint-Gobain Corporation как абразивный шлифовальный круг на связке VH. Образец 902 представляет собой обрабатываемую деталь, пришлифованную известным абразивным изделием на связке, коммерчески доступным от фирмы Saint-Gobain Corporation как абразивный шлифовальный круг на связке VS. Образец 903 представляет собой обрабатываемую деталь, пришлифованную абразивным изделием на связке, выполненным согласно варианту осуществления, имеющим такую структуру, как образец 501, упомянутый выше. Для всех упомянутых выше образцов шлифование обрабатываемых деталей проводили в условиях, указанных в таблице 4.
Как видно из фиг.9, при помощи образца 903 можно так отшлифовать обрабатываемую деталь, что, по сравнению с образцами 901 и 902, она будет иметь наиболее ровные кромки. Изображения подтверждают данные, относящиеся к шлифованию, полученные в предыдущих испытаниях.
На фиг.10 представлен ряд фотоснимков, иллюстрирующих коэффициент выдерживания угла для традиционных абразивных изделий на связке в сравнении с абразивным изделием на связке, выполненным согласно варианту осуществления. Образец 1001 является обрабатываемой деталью из легированной стали 4330V, которая была пришлифована в условиях, указанных в таблице 6, приведенной ниже, известным абразивным изделием на связке, коммерчески доступным от фирмы Saint-Gobain Corporation как абразивный шлифовальный круг на связке VH. Образец 1002 представляет собой обрабатываемую деталь, пришлифованную известным абразивным изделием на связке, коммерчески доступным от фирмы Saint-Gobain Corporation как абразивный шлифовальный круг на связке VS. Образец 1003 представляет собой обрабатываемую деталь, пришлифованную абразивным изделием на связке согласно варианту осуществления, имеющим такую же структуру, как и образец 501. Для всех образцов, упомянутых выше, шлифование обрабатываемых деталей проводится в условиях, указанных в таблице 4.
Как видно из фиг.10, у образца 1003, по сравнению с образцами 1001 и 1002, наиболее ровные кромки. Действительно, углы образца 1001 значительно хуже, чем кромки образца 1003, что свидетельствует об ограниченной способности традиционного абразивного изделия на связке надлежащим образом формировать формовать кромки в условиях шлифования, указанных в таблице 4. Аналогично этому, углы образца 1002 заметно хуже, чем кромки образца 1003, что свидетельствует об ограниченной способности традиционного абразивного изделия на связке надлежащим образом формовать кромки в условиях шлифования, указанных в таблице 4, по сравнению с абразивным изделием на связке, применяемым для формования образца 1003. Изображения, представленные на фиг.10, подтверждают превосходные данные шлифования, полученные в приведенных выше примерах.
На фиг.11 приведен ряд фотоснимков, иллюстрирующих коэффициент выдерживания угла для традиционных абразивных изделий на связке в сравнении с абразивным изделием на связке, выполненным согласно варианту осуществления. Образец 1101 является обрабатываемой деталью из легированной стали 4330V, которая была пришлифована в условиях, указанных в таблице 4, традиционным абразивным изделием на связке, коммерчески доступным от фирмы Saint-Gobain Corporation как абразивный шлифовальный круг на связке VH. Образец 1102 представляет собой обрабатываемую деталь, пришлифованную известным абразивным изделием на связке, коммерчески доступным от фирмы Saint-Gobain Corporation как абразивный шлифовальный круг на связке VS. Образец 1103 представляет собой обрабатываемую деталь, пришлифованную абразивным изделием на связке, выполненным согласно варианту осуществления, имеющим такую же структуру, как образец 501, упомянутый выше. Для всех упомянутых выше образцов шлифование обрабатываемых деталей проводится в условиях, указанных в таблице 4.
Как видно из фиг.11, у образца 1103, в сравнении с образцами 1101 и 1102, наиболее ровные и четко выраженные кромки. Действительно, углы образца 1101 значительно хуже, чем кромки образца 1103, что свидетельствует об ограниченной способности традиционного абразивного изделия на связке надлежащим образом формовать кромки в условиях шлифования, указанных в таблице 4. Аналогично этому, углы образца 1102 заметно хуже, чем кромки образца 1103, что свидетельствует об ограниченной способности традиционного абразивного изделия на связке надлежащим образом формовать кромки в условиях шлифования, указанных в таблице 4, в частности в сравнении с кромками образца 1103. Изображения, представленные на фиг.11, подтверждают превосходные данные шлифования, полученные в рассмотренных выше примерах.
Описанные выше примеры осуществления изобретения относятся к абразивным изделиям и, в частности, к абразивным изделиям на связке, которые отличаются от известных технических решений таких изделий. В абразивных изделиях на связке, выполненных согласно описанным в данном документе вариантам осуществления, используется комбинация признаков, позволяющая получить улучшенные рабочие характеристики шлифования. Как описано в настоящей заявке на изобретение, в абразивных телах на связке, выполненных согласно описанным в данном документе вариантам осуществления, используются абразивные частицы определенного типа в определенной концентрации, связующий материал определенного типа в определенной концентрации и они имеют определенный объем пор. В дополнение к установлению того факта, что такие изделия могут эффективно изготавливаться, несмотря на то что они выходят за рамки известной области традиционных абразивных изделий в плане их класса и структуры, было также установлено, что такие изделия показали улучшенные характеристики шлифования. Следует отметить, что абразивы на связке, полученные согласно примерам осуществления настоящего изобретения, способны работать при более высоких скоростях вращения во время проведения операций шлифования, несмотря на то, что они имеют более высокую пористость, чем известные шлифовальные круги для скоростного шлифования. Действительно, довольно неожиданно, абразивные тела на связке, полученные в соответствии с описанными в данном документе примерами осуществления изобретения, проявили способность к работе при скоростях вращения шлифовального круга свыше 60 м/с, и одновременно с этим они показали более высокую интенсивность съема материала, улучшенную способность выдерживания угла и подходящую чистоту обработки поверхности, по сравнению с известными на момент создания изобретения шлифовальными кругами для скоростного шлифования.
Кроме того, было установлено, что абразивные изделия на связке, выполненные согласно примерам осуществления настоящего изобретения, могут иметь ярко выраженные отличия в определенных механических характеристиках в сравнении с традиционными шлифовальными кругами, известными на момент создания изобретения. Абразивные тела на связке, выполненные в соответствии с примерами осуществления настоящего изобретения, показали существенное отличие в зависимости MOR от MOE, способствующее улучшению рабочих характеристик в разных областях применения шлифования, несмотря на то, что они обладают значительно более высокой пористостью, чем известные шлифовальные круги для скоростного шлифования. Совершенно неожиданно было установлено, что, используя комбинацию признаков, связанных с абразивными телами на связке, выполненными согласно описанным в данном документе вариантам осуществления, при определенном MOE можно получить значительно более жесткое (MOR) абразивное тело на связке, по сравнению с известными шлифовальными кругами на связке для скоростного шлифования аналогичных структуры и класса.
В приведенной выше части описания изобретения ссылка на конкретные варианты осуществления и связи некоторых компонент дается в целях пояснения. Следует понимать, что упоминание того, как компоненты связаны или соединены, имеет целью показать, как выполняется или непосредственное соединение друг с другом указанных компонент, или непрямое соединение их друг с другом через одну или более промежуточных компонент, что следует принять во внимание для осуществления способов, рассмотренных в данном описании изобретения. По существу приведенное выше подробное описание изобретения следует считать служащим для пояснения, а не ограничения объема изобретения, и на все такие модификации, усовершенствования и другие примеры осуществления изобретения, которые не выходят за пределы объема настоящего изобретения, распространяется прилагаемая формула изобретения. Таким образом, в той мере, в которой это разрешено законом, объем настоящего изобретения определяется самым широким допустимым толкованием признаков, изложенных в пунктах следующей ниже формулы изобретения, и их эквивалентов и не должен ограничиваться приведенным выше подробным описанием изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2556250C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ ШЛИФОВАНИЯ С УЛЬТРАВЫСОКОЙ СКОРОСТЬЮ УДАЛЕНИЯ МАТЕРИАЛА | 2012 |
|
RU2588919C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ НИЗКОСКОРОСТНОГО ШЛИФОВАНИЯ | 2013 |
|
RU2603515C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2520288C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2517275C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2570256C2 |
| АБРАЗИВНЫЕ ЗЕРНА, МОДИФИЦИРОВАННЫЕ ГИДРОФИЛЬНЫМ И ГИДРОФОБНЫМ СИЛАНОМ, И СПОСОБ ИХ ОБРАЗОВАНИЯ | 2009 |
|
RU2469837C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2562556C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2511015C2 |
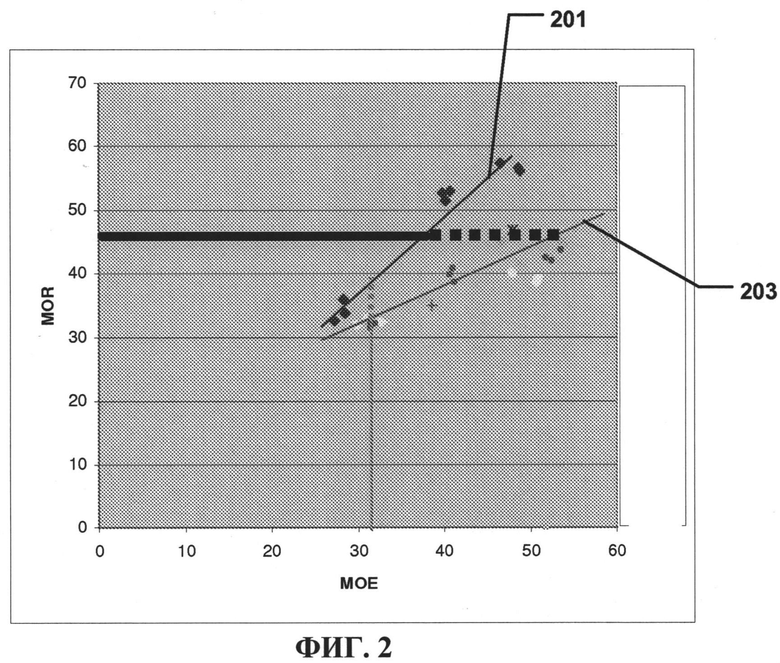
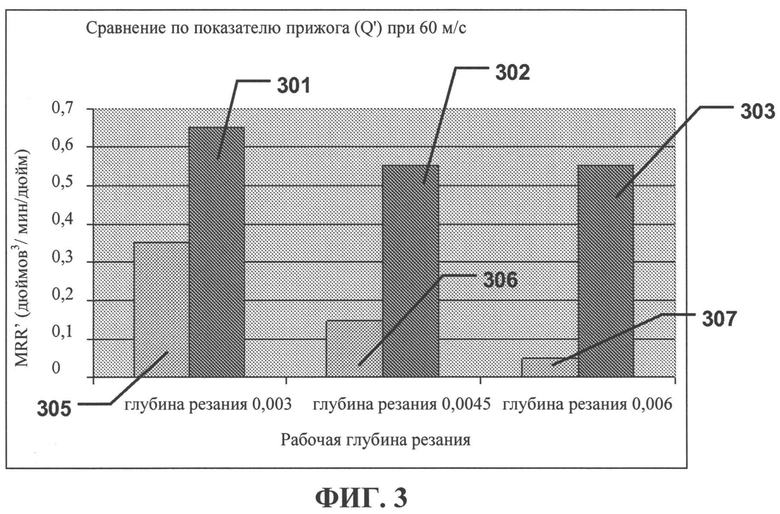
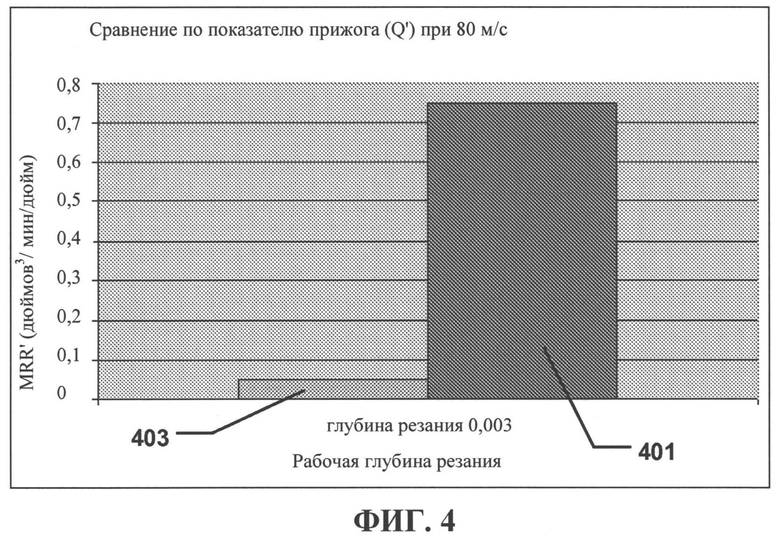
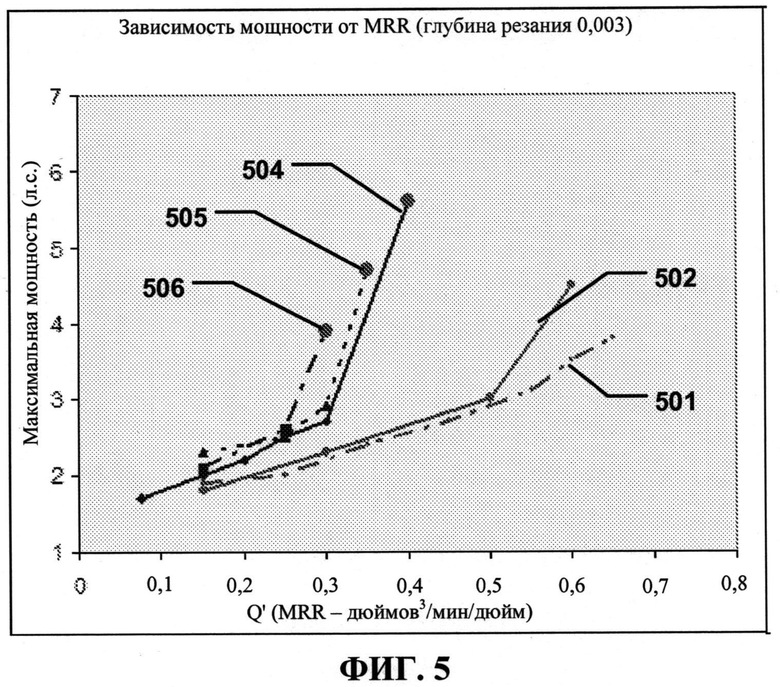
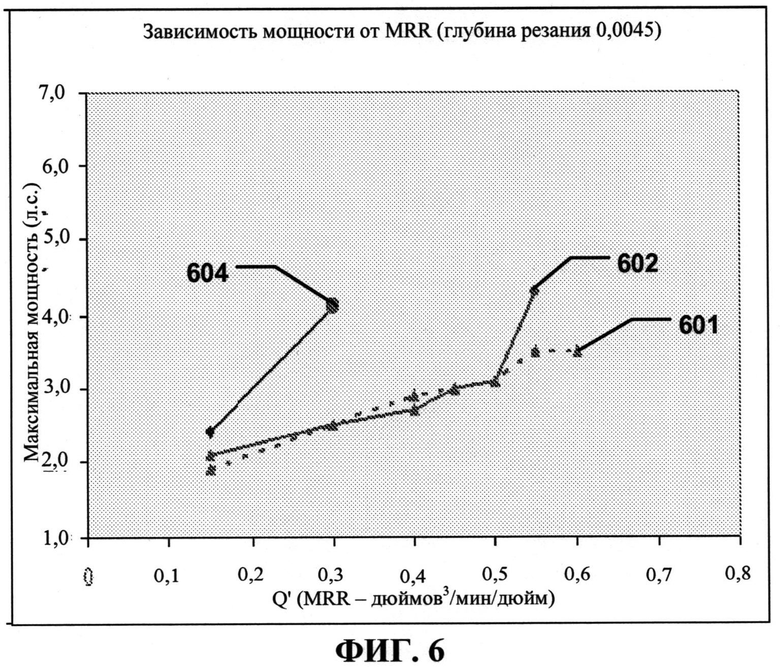
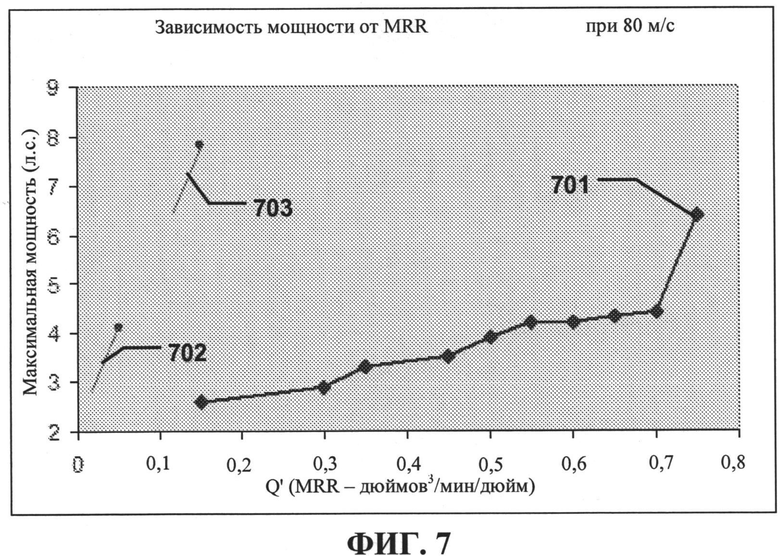
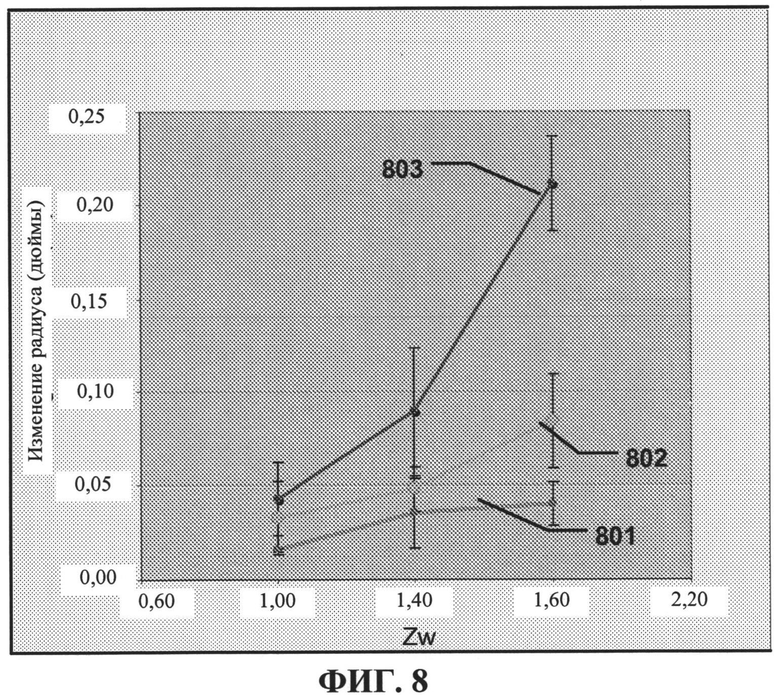
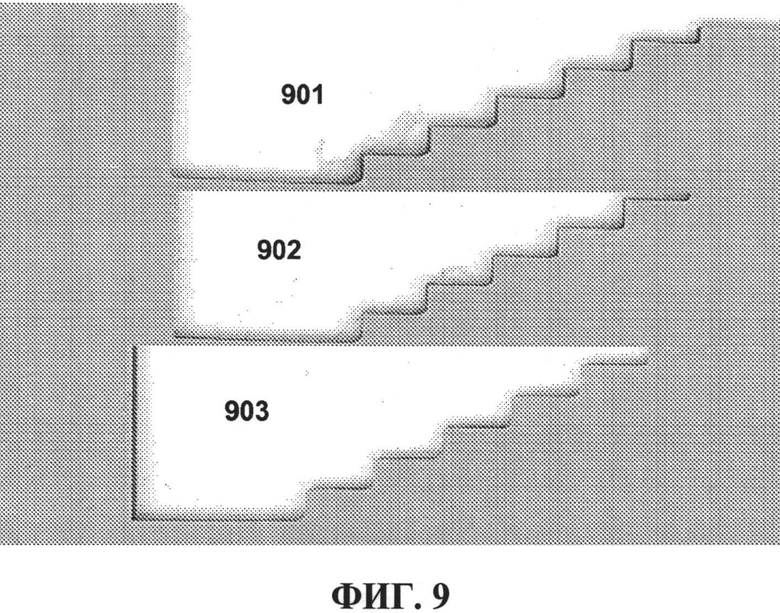
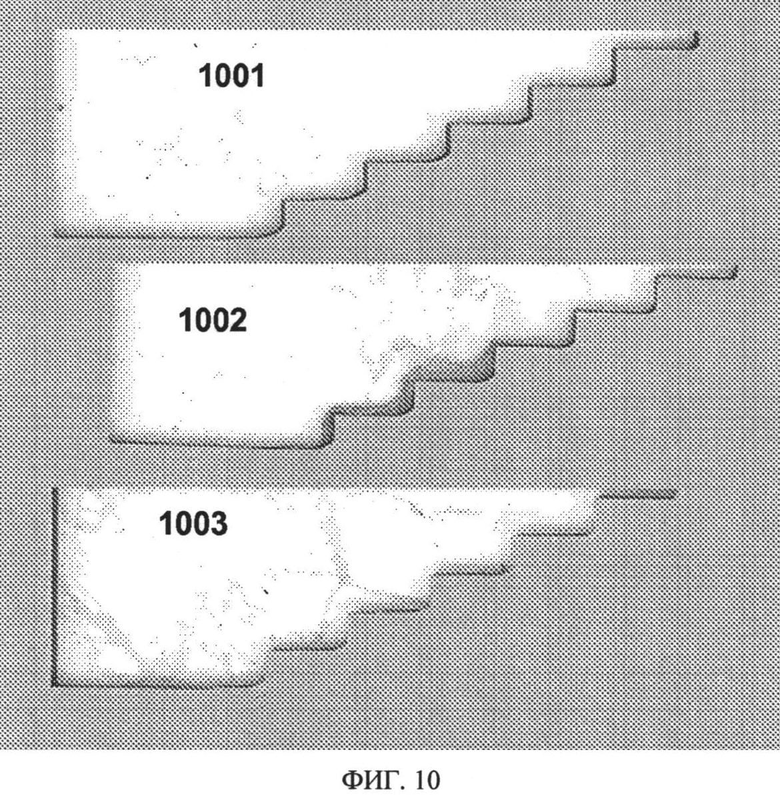
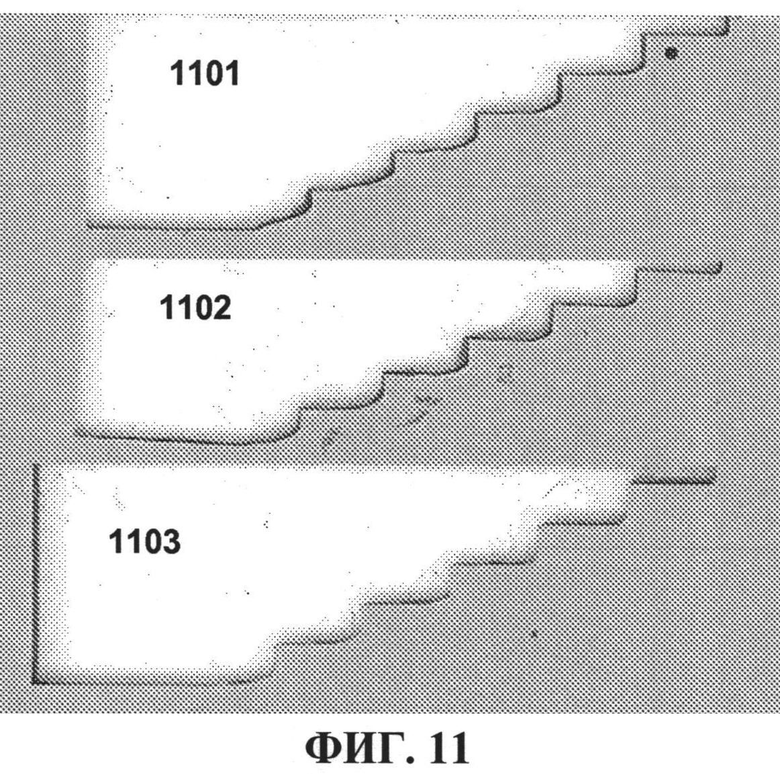
Изобретение относится к абразивным изделиям. Абразивное изделие содержит абразивное тело на связке, имеющее абразивные частицы, содержащие микрокристаллический оксид алюминия (MCA), заключенный в связующем материале. Коэффициент прочности абразивного тела на связке (MOR/MOE) равен, по меньшей мере, приблизительно 0,80, где MOR - предел прочности на разрыв, а MOE - модуль упругости. В результате обеспечивается улучшение эксплуатационных качеств абразивных изделий на связке. 3 н. и 12 з.п. ф-лы, 11 ил., 4 табл., 5 пр.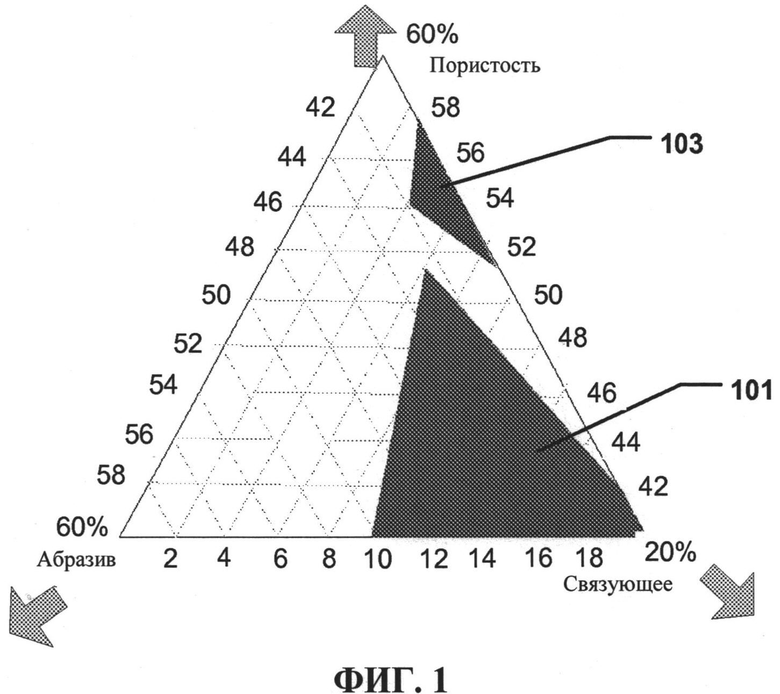
1. Абразивное изделие, содержащее:
абразивное тело на связке, содержащее абразивные частицы, содержащие микрокристаллический глинозем (МСА), заключенный в связующем материале, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80, где MOR представляет собой предел прочности на разрыв, а МОЕ представляет собой модуль упругости.
2. Абразивное изделие, содержащее:
абразивное тело на связке, содержащее абразивные частицы, содержащие микрокристаллический глинозем (МСА), заключенный в связующем материале, причем при модуле упругости (МОЕ) тела на связке величиной, по меньшей мере, приблизительно 40 ГПа его предел прочности на разрыв (MOR) равен, по меньшей мере, приблизительно 40 МПа.
3. Абразивное изделие по п. 2, отличающееся тем, что коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,8.
4. Абразивное изделие, содержащее:
абразивное тело на связке, содержащее абразивные частицы, содержащие микрокристаллический глинозем (МСА), заключенный в связующем материале, причем коэффициент прочности (MOR/MOE) абразивного тела на связке равен, по меньшей мере, приблизительно 0,80, причем абразивное тело на связке выполнено с возможностью шлифования обрабатываемого изделия, содержащего металл, со скоростью, составляющей, по меньшей мере, приблизительно 60 м/с при интенсивности съема материала, составляющей, по меньшей мере, приблизительно 258 мм3/мин/мм, где MOR представляет собой предел прочности на разрыв, а МОЕ представляет собой модуль упругости.
5. Абразивное изделие по п. 4, отличающееся тем, что абразивное тело на связке спекается при температуре не выше приблизительно 1000°С.
6. Абразивное изделие по п. 4, отличающееся тем, что содержание связующего материала в абразивном теле на связке составляет не более приблизительно 15 об.% от всего объема абразивного тела на связке.
7. Абразивное изделие по п. 4, отличающееся тем, что абразивное тело на связке содержит стекловидный материал, содержащий оксид бора (B2O3) в количестве, составляющем не менее приблизительно 10 вес.% и не более приблизительно 18 вес.% от всей массы связующего материала.
8. Абразивное изделие по п. 4, отличающееся тем, что связующий материал содержит оксид кремния (SiO2) в количестве в вес.%, которое по меньшей мере примерно в 1,5 раза превышает количество оксида бора (B2O3) и не может превышать более чем приблизительно в 5 раз количество оксида бора (B2O3).
9. Абразивное изделие по п. 4, отличающееся тем, что связующий материал содержит оксид кремния (SiO2) в количестве не более приблизительно 52 вес.% от всей массы связующего материала.
10. Абразивное изделие по п. 4, отличающееся тем, что связующий материал содержит оксид фосфора (P2O5) в количестве не более приблизительно 3,0 вес.%.
11. Абразивное изделие по п. 4, отличающееся тем, что связующий материал содержит оксид бора (B2O3) в количестве, составляющем не более приблизительно 20 вес.% от всей массы связующего материала.
12. Абразивное изделие по п. 4, отличающееся тем, что связующий материал содержит оксид бора (B2O3) в количестве, составляющем не более приблизительно 18 вес.% от всей массы связующего материала.
13. Абразивное изделие по п. 4, отличающееся тем, что абразивное тело выполнено с возможностью шлифования обрабатываемого изделия, содержащего металл, при глубине резания, составляющей, по меньшей мере, приблизительно 0,076 мм.
14. Абразивное изделие по п. 4, отличающееся тем, что в связующем материале отношение (SiO2:Al2O3) процентного содержания по массе оксида кремния (SiO2) к процентному содержанию по массе оксида алюминия (Al2O3) составляет не более приблизительно 3,2.
15. Абразивное изделие по п. 4, отличающееся тем, что в состав связующего материала входят не более трех разных соединений (RO) щелочноземельных металлов, выбранных из группы, состоящей из оксида кальция (СаО), оксида магния (MgO), оксида бария (ВаО), оксида стронция (SrO).
| US 6702867 B2, 09.03.2004 | |||
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ И РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2124978C1 |
| US 5185299 A, 09.02.1993 | |||

