Изобретение направлено на абразивы со связующим и, в частности, абразивные изделия со связующим, включающие абразивные зерна из микрокристаллического оксида алюминия.
УРОВЕНЬ ТЕХНИКИ
Абразивные инструменты обычно формируют так, чтобы они имели абразивные зерна, содержащиеся в связующем материале, для областей применения съема материала. В таких абразивных инструментах могут использоваться суперабразивные зерна (например, алмаз или кубический нитрид бора (CBN)) или абразивное зерно из спеченного золь-геля оксида алюминия, образованного в процессе с затравкой (или даже без затравки), также называемое абразивным зерном из микрокристаллического альфа-оксида алюминия (МСА), и, как известно, они обеспечивают превосходные шлифовальные характеристики на ряде материалов. Связующий материал может представлять собой органические материалы, такие как смола, или неорганический материал, такой как стекло или остекленный материал. В частности, абразивные инструменты со связующим, в которых используется остекленный связующий материал и содержатся зерна из МСА или суперабразивное зерно, коммерчески применимы для шлифования прецизионных металлических деталей и других промышленных компонентов, требующих соответствующих и улучшенных шлифовальных характеристик.
Определенные абразивные инструменты со связующим, в частности, в которых используется остекленный связующий материал, нуждаются в высокотемпературных формовочных процессах, которые могут оказывать вредные воздействия на абразивные зерна. Фактически, было признано, что при таких повышенных температурах, необходимых для формования абразивного инструмента, связующий материал может реагировать с абразивными зернами, в частности с зернами из МСА, повреждая целостность абразива, уменьшая заострённость зерна и эксплуатационные характеристики. Вследствие этого, промышленность переместилась в сторону снижения температур формования, необходимых для формования связующего материала, для того, чтобы контролировать высокотемпературное разрушение абразивных зерен во время формовочного процесса.
Например, для снижения степени реакции между зерном из МСА и остекленным связующим в патенте США № 4543107 раскрыт связующий состав, подходящий для обжига при температуре минимально до приблизительно 900°С. В альтернативном подходе в патенте США № 4898597 раскрыт связующий состав, содержащий по меньшей мере 40% спекшихся материалов, подходящих для обжига при температуре минимально до приблизительно 900°С. Другие такие абразивные изделия со связующим, в которых используются связующие материалы, поддающиеся формованию при температурах ниже 1100°С и, фактически, ниже 1000°С, включают патент США № 5203886, патент США № 5401284, патент США № 5536283 и патент США № 6702867. Тем не менее промышленность продолжает нуждаться в улучшенных характеристиках таких абразивных изделий со связующим.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Согласно первому аспекту абразивное изделие имеет абразивное тело, включающее абразивные зерна в связующем материале, при этом абразивное тело дополнительно включает шпинельный материал, расположенный на границе раздела между абразивными зернами и связующей матрицей.
Согласно другому аспекту абразивное изделие имеет абразивное тело, включающее абразивные зерна, содержащиеся в матрице связующего материала, при этом абразивное тело дополнительно включает слой, содержащий шпинельный материал, покрывающий внешнюю поверхность абразивных зерен.
В еще одном аспекте абразивное изделие включает абразивное тело, имеющее абразивные зерна, содержащие микрокристаллический оксид алюминия, которые содержатся в связующем материале, включающем стекловидную фазу, причем абразивные зерна имеют слой материала, покрывающий внешнюю поверхность абразивных зерен, где слой включает шпинельный материал.
Другой аспект включает абразивное изделие, включающее абразивное тело со связующим, имеющее первый набор абразивных зерен, включающих микрокристаллический оксид алюминия, содержащихся в стекловидном связующем материале, где абразивное тело со связующим дополнительно включает область пассивации, окружающую по меньшей мере часть абразивных зерен, при этом область пассивации содержит шпинельный материал, имеющий общую химическую формулу АВ2О4, где А представляет первый элемент, В представляет второй элемент, отличный от А, и О представляет собой кислород.
Согласно другому аспекту абразивное изделие включает абразивное тело, имеющее абразивные зерна, содержащие микрокристаллический оксид алюминия и слой, содержащий шпинельный материал, покрывающий по меньшей мере часть внешней поверхности абразивных зерен. Абразивное тело дополнительно включает связующий материал, сформированный из состава, включающего достаточное количество шпинель-образующего материала, выбранного из группы оксидов, состоящей из оксида магния, оксида цинка, оксида железа, оксида марганца и их комбинации.
В еще одном аспекте способ формирования абразивного изделия включает смешивание абразивных зерен с порошком связующего материала, формование смеси с формированием сырца и обработку сырца с формированием абразивного изделия, содержащего абразивные зерна в связующем материале, где во время обработки вокруг абразивных зерен образуется область пассивации, содержащая шпинельный материал.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее раскрытие может быть более понятным, а его многочисленные признаки и преимущества очевидны для специалистов настоящей области техники на основе прилагаемых графических материалов.
ФИГ. 1 включает блок-схему, иллюстрирующую способ формирования абразивного изделия в соответствии с вариантом осуществления.
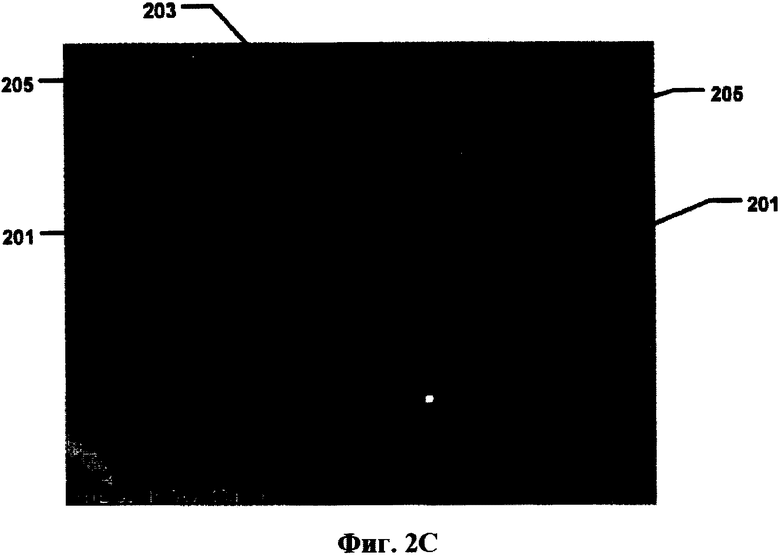
ФИГ. 2А-2С включают изображения частей абразивного изделия, имеющего слой шпинельного материала в соответствии с вариантами осуществления.
ФИГ. 3 включает график среднего энергопотребления от числа циклов шлифования для образца, сформированного согласно варианту осуществления, и обычного образца.
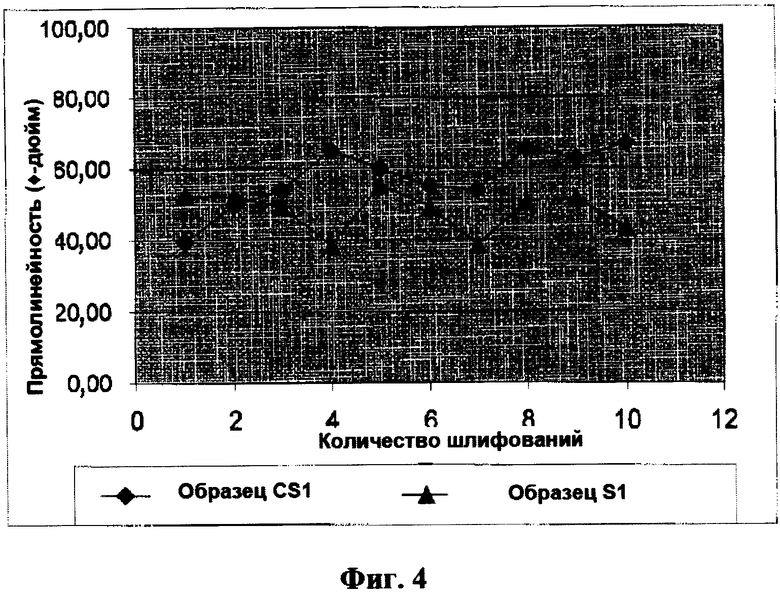
ФИГ. 4 включает график прямолинейности от числа циклов шлифования для образца, сформированного согласно варианту осуществления, и обычного образца.
ФИГ. 5 включает изображение, сделанное с помощью сканирующего электронного микроскопа, части абразивного изделия в соответствии с вариантом осуществления.
ФИГ. 6 включает график среднего энергопотребления от числа циклов шлифования для образца, сформированного согласно варианту осуществления, и обычного образца.
ФИГ. 7 включает график прямолинейности от числа циклов шлифования для образца, сформированного согласно варианту осуществления, и обычного образца.
Применение одинаковых условных символов в различных графических материалах указывает на сходные или идентичные элементы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следующее, в целом, направлено на абразивное изделие, в частности, абразивное изделие со связующим, в котором используют абразивные зерна, содержащиеся в связующем материале. Такие абразивные изделия применимы в областях применения для съема материалов, как например, таковые в различных отраслях промышленности для чистовой обработки и/или шлифования обрабатываемых деталей. Абразивным изделиям можно придать форму и размер для получения различных инструментов для чистовой обработки, таких как диски, конусы, чашеобразные изделия, шлифовальные бруски и/или камни.
ФИГ. 1 включает блок-схему, иллюстрирующую способ формирования абразивного изделия в соответствии с вариантом осуществления. Как показано на фигуре, способ начинают на этапе 101 путем смешивания абразивных зерен с порошком связующего материала. В соответствии с вариантом осуществления абразивные зерна могут включать неорганический материал, такой как оксид. Конкретнее, абразивные зерна могут включать зерна из микрокристаллического оксида алюминия (МСА).
Зерна из МСА или золь-гелевого оксида алюминия предпочтительно получают золь-гелевым способом, с затравкой или без нее. Используемое в настоящем документе выражение "мелкие твердые частицы из золь-гелевого оксида алюминия" представляют собой мелкие твердые частицы из оксида алюминия, полученные по способу, включающему пептизацию золя моногидрата оксида алюминия так, чтобы сформировать гель, сушку и обжиг геля до его спекания и затем измельчение, просеивание и сортировку по размеру спечённого геля с формированием поликристаллических зерен, выполненных из микрокристаллов альфа-оксида алюминия (например, по меньшей мере приблизительно 95% оксида алюминия). Вдобавок к микрокристаллам альфа-оксида алюминия исходный золь может дополнительно включать до 15% по весу шпинели, муллита, диоксида марганца, оксида титана, оксида магния, оксидов редкоземельных металлов, порошка диоксида циркония или предшественника диоксида циркония (который можно добавлять в больших количествах, например 40 вес. % или более) или других сочетаемых добавок или их предшественников. Эти добавки часто включают для модификации таких свойств, как трещиностойкость, твердость, хрупкость, механика разрушения или поведение при сушке. Получение зерен из спеченного золь-гелевого альфа-оксида алюминия подробно описано в других местах. Подробную информацию о таких способах получения можно найти, например, в патентах США №№ 4623364, 4314827 и 5863308, содержания которых включены в данный документ ссылкой.
Выражение «зерно из МСА» определяют как включающее любое зерно, содержащее по меньшей мере 60% микрокристаллов альфа-оксида алюминия с по меньшей мере 95% теоретической плотностью и твёрдостью по Виккерсу (500 грамм) по меньшей мере 18 ГПа на 500 грамм. Зерно из спечённого золь-гелевого альфа-оксида алюминия может содержать пластинки материала, отличные от альфа-оксида алюминия, распределенные среди микрокристаллов альфа-оксида алюминия. В целом, частицы альфа-оксида алюминия и пластинки имеют размер субмикронов при получении в данной форме. Дополнительную подробную информацию о способах получения абразивного зерна из МСА и типах абразивного зерна из МСА, применимого в настоящем изобретении, можно найти в любом из многочисленных других патентов и публикаций, которые ссылаются на базовую технологию, раскрытую в патентах США №№ 4623364 и 4314827.
Микрокристаллический оксид алюминия, используемый в абразивных зернах, может иметь средний размер кристаллита менее 1 микрона. Фактически, в определенных случаях, микрокристаллический оксид алюминия может иметь средний размер кристаллита менее чем приблизительно 0,5 микрона и, в частности, в диапазоне от приблизительно 0,1 до приблизительно 0,2 микрона.
Кроме того, нужно будет принять во внимание, что в абразивных изделиях со связующим вариантов осуществления в данном документе может использоваться определенное содержание второстепенных абразивных зерен. При применении второстепенных абразивных зерен такие абразивные зерна могут давать от приблизительно 0,1 до приблизительно 97 об. % общего абразивного зерна инструмента и, более предпочтительно, от приблизительно 30 до приблизительно 70 об. %. Второстепенные абразивные зерна, которые можно применять, включают, но без ограничения, оксид алюминия, карбид кремния, кубический нитрид бора, алмаз, зерна кремния и граната и их комбинации. Фактически, в определенных абразивных изделиях в данном документе может использоваться смесь абразивных зерен так, чтобы абразивное изделие содержало первую часть абразивных зерен, выполненную из МСА, и вторую часть абразивных зерен, выбранных из группы материалов, состоящей из суперабразивных зерен, монокристаллического оксида алюминия и их комбинации.
В отношении порошка связующего материала можно использовать неорганические материалы и, в частности, неорганические материалы, которые облегчают формирование окончательно сформированного абразивного изделия со стекловидным связующим. То есть, окончательно сформированное абразивное изделие со связующим может иметь стекловидное связующее, имеющее определенное содержание аморфной фазы. В частности, окончательно сформированное абразивное изделие со связующим вариантов осуществления в данном документе может иметь связующий материал, который состоит в основном из аморфной фазы. Нужно будет принять во внимание, что определенные другие варианты осуществления могут иметь связующий материал, который включает некоторое содержание кристаллической фазы, которая может присутствовать в незначительных количествах (менее чем приблизительно 50 об. %).
В определенных случаях порошок связующего материала может включать неорганические материалы, такие как оксиды. В частности, порошок связующего материала может включать стеклоцементный материал, который подходит для формирования окончательно сформированного стекловидного связующего материала. Стеклоцементный материал может включать порошковый материал, образованный из стекла, сформированного путем изначально обжига изначально до повышенной температуры (например, 1000°С или более), охлаждения, размельчения и сортировки по размеру с получением порошкового материала ("стеклоцемента"). Стеклоцемент затем можно расплавить при температуре, значительно ниже исходной температуры обжига, применяемой для получения стекла из исходных материалов, таких как диоксид кремния и глиноземы.
Следующие параграфы указывают на определенные содержания и определенные составы, которые можно применять в порошке связующего материала. Нужно будет принять во внимание, что упоминание в данном документе конкретных количеств определенных составов при формировании смеси не обязательно может формировать конечный связующий состав в окончательно сформированном абразивном изделии с абсолютно таким же содержанием каждого из упоминаемых соединений. Фактически, как правило во время процесса формовки содержание определенных соединений может изменяться так, чтобы окончательно сформированный абразив со связующим необязательно мог содержать одинаковые количества определенных соединений, как изначально было включено в порошок связующего материала исходной смеси.
В вариантах осуществления в данном документе может использоваться порошок связующего материала со стеклоцементным материалом. Стеклоцементный материал можно сформировать из оксидов, таких как диоксид кремния, соединения щелочных оксидов, соединения щелочно-земельных оксидов, и их комбинации. Стеклоцементный материал облегчает подходящее формирование остекленного связующего материала в окончательно сформированном абразиве со связующим. Согласно одному варианту осуществления порошок связующего материала может включать определенное содержание диоксида кремния (SiO2). Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный по меньшей мере из приблизительно 50 мол. % диоксида кремния. В других вариантах осуществления количество диоксида кремния может быть большим, такое как по меньшей мере приблизительно 52 мол. %, такое как по меньшей мере приблизительно 55 мол. % и, в частности, в диапазоне от приблизительно 50 мол. % до приблизительно 70 мол. % диоксида кремния, такое как от приблизительно 55 мол. % до приблизительно 70 мол. %.
Стеклоцементный материал может также содержать определенное содержание шпинель-образующих материалов, включая, например, оксид магния, оксид железа, оксид цинка, оксид хрома и оксид алюминия. Обеспечение стеклоцементного материала, имеющего один или несколько шпинель-образующих материалов, может облегчить формирование первой жидкой фазы во время процесса формовки, которая обогащена шпинель-образующими материалами, так, чтобы один из исходных составов, сформированных во время формирования связующего материала, являлся шпинельным материалом.
Кроме того, окончательно сформированный связующий материал можно сформировать из порошка связующего материала, имеющего определенное содержание соединений щелочных оксидов. Соединения щелочных оксидов представляют собой оксидные соединения и комплексы, использующие щелочные соединения, обозначенные как элементы Группы 1А в Периодической таблице, такие как оксид лития (Li2O), оксид калия (K2O), оксид натрия (Na2O), оксид цезия (Cs2O) и их комбинация.
В соответствии с одним вариантом осуществления порошок связующего материала можно сформировать из не более чем приблизительно 14 мол. % суммарных соединений щелочных оксидов. В других случаях порошок связующего материала формируют из меньших количеств соединений щелочных оксидов, таких как порядка не более чем приблизительно 13 мол. %, не более чем приблизительно 12 мол. % или даже не более чем приблизительно 11 мол. %. Определенные варианты осуществления в данном документе могут формировать порошок связующего материала, имеющий общее содержание соединений щелочных оксидов в диапазоне от приблизительно 5,0 мол. % до приблизительно 14 мол. %.
Порошок связующего материала может содержать особенно низкое содержание оксида лития, которое может быть более преобладающим в определенных низкотемпературных связующих составах. Например, в определенных вариантах осуществления порошок связующего материала можно сформировать из менее чем 3,0 мол. % оксида лития, менее чем приблизительно 2,0 мол. % оксида лития и даже менее чем приблизительно 1,0 мол. % оксида лития. Фактически, в определенных случаях порошок связующего материала может по сути не содержать оксида лития.
Порошок связующего материала можно сформировать из определенного содержания оксида натрия. Например, в определенных вариантах осуществления порошок связующего материала можно сформировать из менее чем 3,0 мол. % оксида натрия, менее чем приблизительно 2,0 мол. % оксида натрия и даже менее чем приблизительно 1,0 мол. % оксида натрия. Фактически, в определенных случаях порошок связующего материала может по сути не содержать оксида натрия.
Порошок связующего материала можно сформировать из определенного содержания оксида калия, такого как содержание оксида калия, которое больше, чем содержание любого другого материала щелочного оксида. Фактически, определенные порошковые составы связующего материала могут содержать только оксид калия в качестве единственного материала соединения щелочного оксида, исключая следовые количества (например, менее чем приблизительно 0,1 мол. %) других соединений щелочных оксидов. Порошок связующего материала может включать по меньшей мере приблизительно 2,0 мол. %, как например, по меньшей мере приблизительно 5,0 мол. %, по меньшей мере приблизительно 10 мол. % и, в частности, от приблизительно 2,0 мол. % до приблизительно 15 мол. % оксида калия.
Конечный стекловидный связующий материал можно сформировать из порошка связующего материала, который можно сформировать из определенного содержания соединений щелочно-земельных оксидов. Соединения щелочно-земельных оксидов представляют собой оксидные соединения и комплексы, включающие двухвалентные соединения из щелочно-земельных элементов, присутствующих в Группе 2А Периодической таблицы элементов. То есть, например, подходящие соединения щелочноземельных оксидов могут включать оксид магния (MgO), оксид кальция (СаО), оксид стронция (SrO), оксид бария (ВаО) и их комбинацию. В соответствии с одним вариантом осуществления применяемый порошок связующего материала можно сформировать по меньшей мере из приблизительно 5,0 мол. % суммарных соединений щелочно-земельных оксидов. В других случаях содержание соединений щелочно-земельных оксидов больше, как например, порядка по меньшей мере приблизительно 8,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 12 мол. % или даже по меньшей мере приблизительно 15 мол. %. В определенных вариантах осуществления в данном документе может использоваться общее содержание соединений щелочноземельных оксидов в диапазоне от приблизительно 5,0 мол. % до приблизительно 30 мол. %, как например, от приблизительно 5,0 мол. % до приблизительно 25 мол. %.
Из соединений щелочно-земельных оксидов, присутствующих в порошкообразном связующем материале, оксид магния может присутствовать в наибольшем содержании по сравнению с другими соединениями щелочно-земельных оксидов. Содержание оксида магния можно применять в больших количествах нежели других соединений щелочноземельных оксидов и, в частности, в достаточном количестве для облегчения формирования шпинельного материала, окружающего абразивные зерна. Например, достаточное количество оксида магния в порошке связующего материала может включать по меньшей мере приблизительно 5,0 мол. %, как например, по меньшей мере 8,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 12 мол. % или даже по меньшей мере приблизительно 15 мол. % оксида магния. В определенных смесях порошок связующего материала может содержать от приблизительно 5,0 мол. % до 25 мол. %, как например, от приблизительно 10 мол. % до приблизительно 20 мол. % или даже от приблизительно 12 мол. % до приблизительно 18 мол. % оксида магния. Нужно будет отметить, что другой способ определения достаточного количества включает измерение толщины слоя шпинельного материала, сформированного в готовом стекловидном связующем, что будет описано в настоящем документе.
Порошок связующего материала может включать определенное содержание оксида кальция. Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный из не более чем приблизительно 5,0 мол. % оксида кальция, как например, не более чем приблизительно 3,0 мол. %, не более чем приблизительно 2,0 мол. % или даже не более чем приблизительно 1,0 мол. % оксида кальция. Определенные смеси порошка связующего материала можно сформировать из от приблизительно 0,01 мол. % до приблизительно 5,0 мол. %, как например, от приблизительно 0,05 мол. % до приблизительно 3,0 мол. % и даже от приблизительно 0,05 мол. % до приблизительно 1,0 мол. % оксида кальция. В некоторых случаях порошок связующего материала может по сути не содержать оксида кальция.
Количество оксида бария в порошке связующего материала может быть ограничено и, в частности, меньше содержания оксида магния и/или оксида кальция. Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный из не более чем приблизительно 5,0 мол. % оксида бария, как например, не более чем приблизительно 3,0 мол. %, не более чем приблизительно 2,0 мол. % или даже не более чем приблизительно 1,0 мол. % оксида бария. В частности, порошок связующего материала можно сформировать из от приблизительно 0,01 мол. % до приблизительно 5,0 мол. %, как например, от приблизительно 0,05 мол. % до приблизительно 3,0 мол. % и даже от приблизительно 0,05 мол. % до приблизительно 1 мол. % оксида бария. В некоторых случаях порошок связующего материала может по сути не содержать оксида бария.
Согласно вариантам осуществления данного документа готовый стекловидный связующий материал можно сформировать из порошка связующего материала, который можно сформировать так, чтобы он имел определенное содержание оксида алюминия (Аl2О3). В частности, порошок связующего материала можно сформировать из определенных содержаний оксида алюминия (т.е. свободного оксида алюминия в форме порошка), которые могут облегчать прохождение реакции и формирование шпинельного материала на границе раздела абразивных зерен, которые могут содержать МСА (т.е., высокое содержание оксида алюминия), и связующего материала при формировании готового абразивного изделия. Например, в вариантах осуществления в данном документе может использоваться порошок связующего материала, сформированный из не более чем приблизительно 25 мол. % оксида алюминия, как например, порядка не более чем приблизительно 20 мол. % оксида алюминия, не более чем приблизительно 15 мол. % оксида алюминия, не более чем приблизительно 12 мол. % оксида алюминия, не более чем приблизительно 10 мол. % оксида алюминия, таковой не более чем приблизительно 8,0 мол. % оксида алюминия, не более чем приблизительно 6,0 мол. % оксида алюминия, не более чем приблизительно 5,0 мол. %, не более чем приблизительно 3,0 мол. % или даже не более чем приблизительно 1,0 мол. % оксида алюминия. Кроме того, в определенных смесях может использоваться порошок связующего материала, сформированный из содержания оксида алюминия в диапазоне от приблизительно 1,0 мол. % до приблизительно 25 мол. %, как например, от приблизительно 1,0 мол. % до приблизительно 20 мол. %, от приблизительно 1,0 мол. % до приблизительно 15 мол. %, от приблизительно 3,0 мол. % до приблизительно 15 мол. % оксида алюминия и даже от приблизительно 3,0 мол. % до приблизительно 10 мол. %. Определенные порошки связующего материала могут по сути не содержать оксида алюминия.
В дополнение к оксидным соединениям, указанным выше, готовое стекловидное связующее можно сформировать из порошка связующего материала, имеющего определенное содержание оксида фосфора (Р2О5), которое может составлять очень небольшое количество по сравнению с определенными низкотемпературными связующими составами. Например, порошок связующего материала можно сформировать из менее 1,0 мол. % оксида фосфора. В других вариантах осуществления порошок связующего материала можно сформировать из менее чем приблизительно 0,5 мол. % оксида фосфора. В определенных случаях порошок связующего материала можно сформировать так, чтобы он по сути не содержал оксида фосфора.
Кроме того, порошок связующего материала можно сформировать из определенных содержаний оксида бора (В2O3). Например, порошок связующего материала можно сформировать из по меньшей мере приблизительно 5,0 мол. %, по меньшей мере приблизительно 8,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 12 мол. % или даже по меньшей мере приблизительно 15 мол. % оксида бора. В определенных случаях порошок связующего материала можно сформировать из от приблизительно 5,0 мол. % до приблизительно 25 мол. %, как например, от приблизительно 5,0 мол. % до 20 мол. % оксида бора.
В дополнение к определенным соединениям, упоминаемым выше, (например, оксид магния) к смеси можно добавить дополнительные соединения оксидов металлов для облегчения формирования шпинельного материала в готовом абразивном изделии, иначе называемые дополнительными шпинель-образующими соединениями. Некоторые подходящие дополнительные шпинель-образующие соединения могут включать соединения оксидов переходных металлов и, в частности, могут включать оксид цинка, оксид железа, оксид марганца, оксид хрома и их комбинацию. Наличие таких дополнительных шпинель-образующих соединений может быть в количествах, достаточных для формирования шпинельного материала. Например, порошок связующего материала можно сформировать из по меньшей мере приблизительно 1,0 мол. %, по меньшей мере приблизительно 2,0 мол. %, по меньшей мере приблизительно 5,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 15 мол. % или даже по меньшей мере приблизительно 18 мол. % дополнительных шпинель-образующих соединений. В частности, такие количества могут представлять общее количество единственного дополнительного шпинель-образующего соединения или общее количество комбинации различных дополнительных шпинель-образующих соединений. Определенные порошковые составы связующего материала можно сформировать из от приблизительно 1,0 мол. % до приблизительно 30 мол. %, как например, от приблизительно 2,0 мол. % до приблизительно 25 мол. %, от приблизительно 2,0 мол. % до приблизительно 20 мол. % и даже от приблизительно 2,0 мол. % до приблизительно 10 мол. % одного или нескольких дополнительных шпинель-образующих соединений в общей сложности.
После получения смеси абразивных зерен и порошка связующего материала нужно будет иметь в виду, что к смеси можно добавить другие материалы. Например, к смеси можно добавить определенные органические соединения, такие как крепители и т.п., для облегчения формования изделия. В соответствии с одним определенным вариантом осуществления смесь может содержать определенное содержание полиэтиленгликоля, животного клея, декстрина, малеиновой кислоты, латекса, восковой эмульсии, PVA, CMC и другого органического и/или неорганического крепителя.
Кроме того, в смеси можно обеспечить другие добавки для облегчения формирования окончательно сформированного абразивного изделия с вяжущим. Например, некоторые подходящие добавки могут включать порообразователи, включая, без ограничения, пустотелые стеклянные гранулы, измельчённую скорлупу грецкого ореха, гранулы из пластмассы или органических соединений, частицы пеностекла и пузырчатый оксид алюминия, вытянутые зерна, волокна и их комбинации.
После формирования смеси на этапе 101 способ можно продолжить на этапе 103 путем формования смеси с формированием сырого изделия. Сырым изделием называют незавершенное изделие, которое может не быть полностью подвергнуто термообработке до завершения уплотнения (т.е. полностью спечено). В соответствии с одним вариантом осуществления способ формования смеси может включать операцию прессовки, где смесь прессуют в определенную форму, подобную форме предполагаемого окончательно сформированного абразивного изделия со связующим. Операцию прессовки можно провести как операцию холодной прессовки. Подходящие давления могут быть в диапазоне от приблизительно 10 до приблизительно 300 тонн.
После соответственного формования смеси на этапе 103 способ можно продолжить на этапе 105 путем обработки сырца с формированием абразивного изделия, содержащего абразивные зерна в связующем материале, где во время обработки вокруг абразивных зерен образуется область пассивации, содержащая шпинельный материал. Способ обработки может включать нагревание сырого изделия до температуры обжига по меньшей мере приблизительно 800°С с формированием абразивного изделия. Обжиг обычно проводят при температуре, подходящей для формирования остекленного связующего материала. В определенных случаях температура обжига может быть большей, как например, по меньшей мере приблизительно 825°С, по меньшей мере приблизительно 850°С, по меньшей мере приблизительно 875°С, по меньшей мере приблизительно 900°С, по меньшей мере приблизительно 910°С, по меньшей мере приблизительно 950°С, по меньшей мере приблизительно 1100°С, по меньшей мере приблизительно 1150°С, по меньшей мере 1200°С, по меньшей мере приблизительно 1250°С или даже по меньшей мере приблизительно 1300°С. Температура обжига, применяемая для формирования абразивных изделий со связующим вариантов осуществления в данном документе, может находиться в диапазоне от приблизительно 800°С до приблизительно 1400°С, как например, в диапазоне от приблизительно 800°С до приблизительно 1300°С, как например, в диапазоне от приблизительно 900°С до приблизительно 1300°С или даже от 1000°С до приблизительно 1300°С.
Как правило, обжиг можно проводить в атмосфере окружающей среды, такой, которая содержит воздух. Как правило, продолжительность максимальной температуры для обжига может составлять по меньшей мере приблизительно 1 час и, в частности, в диапазоне от приблизительно 1 до 10 часов. После достаточного нагревания изделия для формирования абразивного изделия со связующим с абразивными зернами, содержащимися в стекловидном связующем материале, изделие можно охладить. В вариантах осуществления в данном документе может использоваться способ естественного охлаждения, при котором питание в печи отключают и изделие оставляют естественным образом охлаждаться от температуры обжига до комнатной температуры.
Абразивные изделия со связующим вариантов осуществления в данном документе могут включать абразивные зерна, содержащиеся в связующем материале, где связующий материал представляет собой стекловидный материал, имеющий аморфную фазу. Следует отметить, что определенные содержания определенных составов (например, соединений щелочных оксидов, диоксид кремния, оксид алюминия, оксид бора и т.д.) могут изменяться во время высокотемпературного способа формования так, чтобы окончательно сформированное абразивное изделие со связующим имело другое содержание таких составов по сравнению с содержанием таких составов в исходной смеси. Соответственно, абразивные изделия со связующим вариантов осуществления в данном документе формируют так, чтобы конечный связующий материал абразивного изделия имел определенные содержания определенных компонентов и, конкретнее, соотношения определенных компонентов с тем, чтобы можно было сформировать такое абразивное изделие со связующим, которое имело бы шпинельный материал, который может снижать разрушение и/или растворение зерен из микрокристаллического оксида алюминия.
Теперь обратимся к определенным аспектам стекловидного связующего материала в окончательно сформированном абразивном изделии. Как будет понятно, связующий материал окончательно сформированного абразивного изделия может содержать значительное количество диоксида кремния. В соответствии с одним вариантом осуществления окончательно сформированный связующий материал может содержать по меньшей мере приблизительно 45 мол. % диоксида кремния, как например, по меньшей мере приблизительно 50 мол. % диоксида кремния, по меньшей мере приблизительно 52 мол. % диоксида кремния. Опять же, в определенных вариантах осуществления связующий материал может иметь от приблизительно 45 мол. % до приблизительно 65 мол. % диоксида кремния и, в частности, от приблизительно 50 мол. % до приблизительно 60 мол. % диоксида кремния.
Окончательно сформированный связующий материал вариантов осуществления в данном документе может иметь определенное содержание оксида бора. Например, окончательно сформированный связующий материал может иметь по меньшей мере приблизительно 5,0 мол. % оксида бора. В других случаях связующий материал может содержать по меньшей мере приблизительно 10 мол. %, как например, по меньшей мере приблизительно 15 мол. % оксида бора. В определенных вариантах осуществления связующий материал имеет содержание оксида бора в диапазоне от приблизительно 5,0 мол. % до приблизительно 25 мол. %, как например, от приблизительно 5,0 мол. % до приблизительно 20 мол. % или даже от приблизительно 10 мол. % до приблизительно 18 мол. %.
Абразивные изделия вариантов осуществления в данном документе могут иметь общее содержание соединений щелочных оксидов в связующем материале окончательно сформированного абразива, которое облегчает использование в сформованном при высоких температурах абразивном изделии со связующим зерен из МСА с высокой целостностью. То есть, общее количество соединений щелочных оксидов [Саос] в готовом связующем материале может составлять не более чем приблизительно 20 мол. %. В частности, общее содержание соединений щелочных оксидов может составлять не более чем приблизительно 18 мол. %, не более чем приблизительно 15 мол. %, не более чем приблизительно 12 мол. % или даже не более чем приблизительно 10 мол. %. В определенных случаях абразивные изделия в данном документе формируют так, чтобы связующий материал имел общее содержание соединений щелочных оксидов в диапазоне от приблизительно 2,0 мол. % до приблизительно 20 мол. %, как например, от приблизительно 4,0 мол. % до приблизительно 18 мол. % и даже от приблизительно 6,0 мол. % до приблизительно 15 мол. %.
Как отмечено выше, исходная смесь порошка связующего материала, применяемого для формирования готового стекловидного связующего материала, может содержать особенно низкие количества определенных соединений щелочных оксидов, таких как оксид лития и оксид натрия. Как таковой, стекловидный связующий материал абразивного изделия может иметь менее чем приблизительно 2,0 мол. % оксида лития, как например, менее 1,5 мол. %, как например, менее 1,0 мол. % или даже менее 0,5 мол. % оксида лития. В частности, в определенных вариантах осуществления окончательно сформированный связующий материал абразивного изделия может по сути не содержать оксида лития. Аналогично, связующий материал абразивного изделия может иметь менее чем приблизительно 2,0 мол. % оксида натрия, как например, менее 1,5 мол. %, как например, менее 1,0 мол. % или даже менее 0,5 мол. % оксида натрия. В частности, в определенных вариантах осуществления окончательно сформированный связующий материал абразивного изделия может по сути не содержать оксида натрия. В тех вариантах осуществления, где используются особенно низкие количества оксида натрия и оксида лития, количество оксида калия может в значительной степени составлять долю всех соединений щелочных оксидов, присутствующих в связующем материале.
Кроме того, окончательно сформированный связующий материал может содержать определенное содержание соединений щелочно-земельных оксидов [Саеос]. В определенных случаях абразивное изделие можно сформировать так, чтобы связующий материал мог содержать по меньшей мере приблизительно 5,0 мол. %, как например, по меньшей мере приблизительно 8,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 12 мол. % или даже по меньшей мере приблизительно 15 мол. % соединений щелочно-земельных оксидов. Согласно определенным вариантам осуществления связующий материал может иметь общее содержание соединений щелочно-земельных оксидов от приблизительно 5,0 мол. % до приблизительно 50 мол. %, от приблизительно 10 мол. % до приблизительно 50 мол. % и даже от приблизительно 15 мол. % до приблизительно 45 мол. % соединений щелочно-земельных оксидов.
В дополнение к общему содержанию соединений щелочно-земельных оксидов в готовом стекловидном связующем материале может использоваться определенное соотношение между общим содержанием соединений щелочных оксидов (в мол. %) и соединений щелочно-земельных оксидов (в мол. %), выраженное как [Саеос/Саос], которое может иметь значение менее чем приблизительно 1,0. В других вариантах осуществления это соотношение может составлять менее чем приблизительно 0,9, как например по меньшей мере приблизительно 0,85, менее чем приблизительно 0,8 или даже менее чем приблизительно 0,75. Опять же, соотношение [Саеос/Саос] может находиться в диапазоне от приблизительно 0,25 до приблизительно 1,0, как например, от приблизительно 0,3 до приблизительно 0,9, как например, от приблизительно 0,4 до приблизительно 0,9, как например, от приблизительно 0,4 до приблизительно 0,85 и даже от приблизительно 0,4 до приблизительно 0,8.
Согласно определенным вариантам осуществления данного документа связующий материал формируют из достаточного количества оксида магния для формирования шпинельного материала в окончательно сформированном абразивном изделии. В определенных абразивных изделиях связующий материал может иметь большее количество оксида магния, чем любого другого соединения щелочно-земельного оксида. Фактически, в более конкретных вариантах осуществления связующий материал содержит количество оксида магния, которое по меньшей мере приблизительно в 2 раза больше количества любого другого соединения щелочно-земельного оксида в связующем. Опять же, в других вариантах осуществления связующий материал может иметь количество оксида магния, которое по меньшей мере приблизительно в 5 раз больше, как например по меньшей мере приблизительно в 8 раз больше, по меньшей мере приблизительно в 10 раз больше или даже по меньшей мере приблизительно в 12 раз больше, чем количество любого другого соединения щелочно-земельного оксида.
В альтернативных выражениях окончательно сформированное абразивное изделие может включать связующий материал, имеющий по меньшей мере приблизительно 1,0 мол. % оксида магния. В других вариантах осуществления можно использовать большее количество оксида магния в связующем материале, как например, порядка по меньшей мере приблизительно 3,0 мол. %, по меньшей мере приблизительно 5,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 15 мол. %, по меньшей мере приблизительно 20 мол. % или даже по меньшей мере приблизительно 25 мол. %. В определенном варианте осуществления есть связующий материал окончательно сформированного абразивного изделия с содержанием оксида магния в диапазоне от приблизительно 1,0 мол. % до приблизительно 50 мол. %, как например, от приблизительно 1,0 мол. % до приблизительно 40 мол. %, от приблизительно 1,0 мол. % до приблизительно 30 мол. %, от приблизительно 3,0 мол. % до приблизительно 30 мол. %, от приблизительно 3,0 мол. % до приблизительно 25 мол. % или даже от приблизительно 5,0 мол. % до приблизительно 20 мол. %.
В дополнение к содержанию оксида магния связующий материал окончательно сформированного абразивного изделия может содержать определенные количества других дополнительных шпинель-образующих соединений, применимых в формировании шпинельного материала в связующем. Такие подходящие шпинель-образующие добавочные материалы (исключая оксид магния) могут включать оксид цинка, оксид железа, оксид марганца, оксид хрома и их комбинацию. Согласно одному варианту осуществления связующий материал окончательно сформированного абразивного изделия может включать по меньшей мере приблизительно 0,1 мол. % любого одного (или комбинации) шпинель-образующего добавочного материала(ов). В других вариантах осуществления количество любого одного или комбинации шпинель-образующего добавочного материала(ов) может присутствовать в количестве по меньшей мере приблизительно 0,5 мол. %, по меньшей мере приблизительно 1,0 мол. %, по меньшей мере приблизительно 2,0 мол. %, по меньшей мере приблизительно 3,0 мол. %, по меньшей мере приблизительно 5,0 мол. %, по меньшей мере приблизительно 8,0 мол. %, по меньшей мере приблизительно 10 мол. %, по меньшей мере приблизительно 12 мол. %, по меньшей мере приблизительно 15 мол. % или даже по меньшей мере приблизительно 20 мол. %. Определенные связующие материалы в окончательно сформированном абразивном изделии могут включать от приблизительно 0,1 мол. % до приблизительно 35 мол. %, как например, от приблизительно 0,5 мол. % до приблизительно 30 мол. %, как например, от приблизительно 0,5 мол. % до приблизительно 25 мол. %, от приблизительно 0,5 мол. % до приблизительно 10 мол. % или даже от 0,5 мол. % до приблизительно 5,0 мол. % любого одного или комбинации шпинель-образующего добавочного материала(ов). Следует принимать во внимание, что содержание шпинель-образующих материалов, включая оксид магния, в конечном связующем материале может быть, в частности, ниже, чем исходные количества, поскольку материал может быть частью шпинельного материала.
В определенных связующих составах, связующий материал конечного абразивного изделия содержит по меньшей мере приблизительно 0,1 мол. % оксида цинка. В других случаях количество оксида цинка может быть большим, как например, по меньшей мере приблизительно 1,0 мол. %, по меньшей мере приблизительно 2,0 мол. %, по меньшей мере приблизительно 3,0 мол. % или даже по меньшей мере приблизительно 5,0 мол. %. Определенные связующие составы могут иметь от приблизительно 0,5 мол. % до приблизительно 3,0 мол. % и, в частности, от приблизительно 1,0 мол. % до приблизительно 3,0 мол. % оксида цинка. Однако, согласно альтернативному варианту осуществления, абразивное изделие формируют так, чтобы связующий материал имел одинаковое количество оксида цинка и оксида магния. Определенные связующие составы могут также содержать одинаковое количество оксида железа, оксида марганца и/или оксида хрома.
Кроме того, окончательно сформированный связующий материал может содержать определенное содержание оксида кальция, в частности, количество, которое может быть меньшим, чем содержание оксида магния. Например, конечный связующий материал может содержать менее чем приблизительно 3,0 мол. % оксида кальция, как например, менее чем приблизительно 2,0 мол. % оксида кальция или даже менее чем приблизительно 1,0 мол. % оксида кальция. В определенных вариантах осуществления окончательно сформированный связующий материал может по сути не содержать оксид кальция. Также, количество оксида бария в окончательно сформированном связующем материале может совпадать с такими же значениями диапазонов, указанными выше для оксида кальция. Более того, окончательно сформированный связующий материал может содержать количество оксида бария менее чем приблизительно 2,0 мол. %, как например, менее чем приблизительно 1,0 мол. % и, в частности, в диапазоне от приблизительно 0,1 до приблизительно 1,0 мол. %. Определенные связующие материалы могут по сути не содержать оксид бария.
Связующее может содержать незначительные количества других материалов, в частности, оксидные соединения, такие как оксид фосфора. Например, окончательно сформированный связующий материал может иметь менее чем приблизительно 1,0 мол. % оксида фосфора, как например, менее чем приблизительно 0,5 мол. % оксида фосфора. В частности, окончательно сформированный связующий материал абразивного изделия может по сути не содержать оксид фосфора.
Шпинельный материал вариантов осуществления в данном документе можно сформировать в связующем материале, и он может снижать растворение и разрушение абразивных зерен из МСА во время формирования абразивного изделия. Шпинельный материал может иметь, как правило, кубическую структуру кристаллической решетки и может быть представлен общей формулой АВ2О4, где А представляет собой элемент, выбранный из группы, состоящей из магния, цинка, марганца, железа и их комбинации, где В представляет собой элемент, выбранный из группы, состоящей из алюминия, хрома, железа и их комбинации, и О представляет собой кислород. В определенных случаях шпинельный материал формируют так, чтобы он в основном включал состав MgAl2O4. Фактически, шпинельный материал в связующем материале окончательно сформированного абразивного изделия для определенных вариантов осуществления может в основном состоять из MgAl2O4.
Однако в других вариантах осуществления шпинельный материал может представлять собой твердый раствор, имеющий состав, описываемый формулой (Mg2+ , Zn2+, Fe2+, Mn2+)(Al3+, Fe3+, Cr3+)2O4. В определенных других вариантах осуществления шпинельный материал может иметь меньше элементных замен для элементов В-типа (т.е., трехвалентных соединений), так что материал представляет собой твердый раствор, описываемый формулой (Mg2+, Zn2+, Fe2+, Мn2+)(Аl3+)2O4, где алюминий представляет собой в значительной мере только трехвалентные соединения в шпинельном материале. Фактически, в определенных случаях шпинельный материал можно сформировать так, чтобы трехвалентные соединения в основном состояли только из алюминия. Альтернативно, твердый раствор шпинельного материала может иметь состав (Mg2+, Zn2+, Fe2+, Mn2+)(Fe3+)2O4, так что в основном все трехвалентные соединения, присутствующие в материале, представляли собой железо. В другом варианте осуществления шпинельный материал можно описать составом (Mg2+, Zn2+, Fe2+, Mn2+)(Cr3+)2O4, где в основном все трехвалентные соединения, присутствующие в материале, представляют собой хром. Однако, следует принимать во внимание, что в определенных шпинельных материалах могут использовать смесь элементов, включая алюминий, хром и железо. В таких шпинельных материалах предусматривают некоторые варианты осуществления, где алюминий составляет большую часть содержания трехвалентных соединений, и в определенных вариантах осуществления алюминий составляет значительное количество, как например, порядка по меньшей мере приблизительно 75%, по меньшей мере приблизительно 80%, по меньшей мере приблизительно 90% или более. Собственно, в соответствии с вышеуказанными шпинельными материалами, железо и хром могут присутствовать в незначительных количествах (например, менее чем приблизительно 10% каждого из железа и хрома).
В других вариантах осуществления шпинельный материал может представлять собой материал твердого раствора, имеющий общий состав, представленный формулой (Mg2+, Zn2+, Fe2+)(Al3+, Fe3+ Cr3+)2O4, где элементы А-типа, представляющие двухвалентные соединения в материале, могут включать комбинацию различных элементов, включая магний, цинк, железо и их комбинацию. В определенных вариантах осуществления магний может присутствовать в большем количестве, нежели цинк и/или железо. Например, магний может присутствовать в твердом растворе в большем количестве по сравнению с элементами Zn2+ и Мn2+. Фактически, в определенных шпинельных материалах можно использовать магний в количестве, которое составляет по меньшей мере приблизительно 75%, как например, порядка по меньшей мере приблизительно 80%, по меньшей мере приблизительно 85%, по меньшей мере приблизительно 90%, по меньшей мере приблизительно 95% или даже по меньшей мере приблизительно 98% всех двухвалентных соединений в составе.
Другие шпинельные материалы могут иметь состав, описываемый формулой (Mg2+ , Zn2+)(Al3+, Fe3+, Сr3+)2O4, где элементы А-типа включают или магний, или цинк, и состав по существу не содержит железо. Все же в других вариантах осуществления состав можно описать как (Mg2+, Fe2+)(Al3+, Fe3+, Сr3+)2O4, где двухвалентные соединения А-типа могут включать или магний, или железо, и состав по существу не содержит цинк.
Согласно одному определенному варианту осуществления в шпинельном составе используют только магний в качестве двухвалентного соединения А-типа, описываемого формулой (Mg2+)(Al3+, Fe3+, Сr3+)2O4. В частности, для определенных шпинельных составов шпинельный материал в форме твердого раствора может иметь состав, также включающий меньше трехвалентных соединений, и может включать составы, такие как (Mg2+)(Al3+, Fe3+)2O4, который в основном не содержит хром, или альтернативно, состав, описанный как (Mg2+)(Al3+, Сr3+)2O4, который по существу не содержит железо.
Шпинельный материал может присутствовать в связующем материале в виде области пассивации. Область пассивации включает ссылку на область в связующем материале, которая может иметь в частности высокую концентрацию шпинельного материала по сравнению с другими областями в абразивном изделии. Следует отметить, что определенные области пассивации необязательно могут быть отдельно распознаваемыми структурами между связующим материалом и абразивными зернами, такими как отдельные слои или пленки. Выражение «область пассивации» является общим выражением, которое включает дискретную область материала, которая может иметь другой состав или фазу, нежели связующий материал, который окружает абразивные зерна, или, альтернативно, сплошной областью, такой как слой материала, протягивающийся вдоль внешних абразивных зерен, таким образом, окружая абразивные зерна. Область пассивации, содержащая шпинельный материал, предпочтительно может быть размещена по меньшей мере вокруг части абразивных зерен, в частности, рядом и окружая абразивные зерна, содержащие микрокристаллический оксид алюминия. В частности, область пассивации, имеющая шпинельный материал, может быть прежде всего в связующем материале и предпочтительно размещена на границе раздела между абразивными зернами и связующим материалом. Область пассивации может быть размещена в положении рядом с абразивными зернами, но не обязательно может быть связанной с абразивными зернами. Фактически, область пассивации в определенных случаях может состоять в основном из шпинельного материала.
Область пассивации можно сформировать так, что она будет расположена вдоль части абразивных зерен, в частности вдоль внешних областей абразивных зерен. Область пассивации может окружать большую часть абразивных зерен в абразивном изделии. Фактически, область пассивации может окружать по меньшей мере приблизительно 60%, по меньшей мере приблизительно 75%, по меньшей мере приблизительно 80%, по меньшей мере приблизительно 90% или в целом все абразивные зерна, содержащиеся в абразивном изделии.
В особенности, в определенных вариантах осуществления в абразивное изделие можно объединить больше одного типа абразивного зерна. То есть, например, абразивное изделие можно сформировать из абразивных зерен, содержащих МСА, и абразивных зерен, изготовленных из суперабразивного материала, монокристаллического оксида алюминия или материалов абразивного зерна любого другого второстепенного типа, указанных в данном документе. В таких вариантах осуществления абразивное изделие можно сформировать так, чтобы область пассивации предпочтительно была расположена вокруг абразивных зерен, содержащих МСА, и в частности окружая только абразивные зерна из МСА. В таких вариантах осуществления область пассивации, включающая шпинельный материал, необязательно может быть расположена вокруг (т.е., окружая) второстепенного материала абразивного зерна. Следовательно, в определенных разработках абразивное изделие включает абразивные зерна из МСА, где область пассивации выборочно расположена вокруг (например, на границе раздела абразивных зерен и связующего материала) абразивных зерен из МСА, однако область пассивации размещена независимо от второго набора абразивных зерен, так что второй набор абразивных зерен по существу не содержит область пассивации или слой, включающий шпинельный материал.
Согласно определенным вариантам осуществления шпинельный материал может в действительности присутствовать как видимый, дискретный слой материала, покрывающий по меньшей мере часть зерен. То есть, дискретный слой, включающий шпинельный материал, может быть расположен на и покрывать внешние поверхности абразивных зерен. В определенных абразивных изделиях слой может непосредственно соприкасаться с абразивными зернами. В более конкретных случаях слой, включающий шпинельный материал, может быть непосредственно связан с абразивными зернами. Кроме того, слой, включающий шпинельный материал, может быть непосредственно связан со связующим материалом.
Слой может иметь те же показатели, что и область пассивации, в частности, относительно процентного соотношения покрытия общего количества абразивных зерен в абразивном изделии. Более того, слой может быть дискретной, распознаваемой областью на границе раздела между абразивными зернами и связующим материалом, так что слой имеет дискретную микроструктуру из связующего материала и абразивных зерен. В таких случаях слой может покрывать по меньшей мере часть общей внешней поверхности абразивных зерен, как например, по меньшей мере приблизительно 25%, по меньшей мере приблизительно 40% или даже большую часть общей внешней поверхности абразивных зерен. Тем не менее, степень покрытия слоя шпинельного материала внешней поверхности абразивных зерен может быть больше, как например, по меньшей мере приблизительно 75%, по меньшей мере приблизительно 80% или даже в целом вся внешняя поверхность абразивных зерен.
Слой, содержащий шпинельный материал, может иметь среднюю толщину, подходящую для уменьшения разрушения и/или растворения определенных абразивных зерен во время образования. Например, слой может иметь среднюю толщину по меньшей мере приблизительно 0,01 микрона. В других случаях слой может иметь среднюю толщину по меньшей мере приблизительно 0,1 микрона, как например, по меньшей мере приблизительно 1 микрон, по меньшей мере приблизительно 2 микрона, по меньшей мере приблизительно 3 микрона или даже по меньшей мере приблизительно 4 микрона. Тем не менее средняя толщина слоя шпинели может находиться в диапазоне от приблизительно 0,01 микрона до приблизительно 10 микрон, как например, от приблизительно 0,1 микрона до приблизительно 5 микрон.
В частности, для вариантов осуществления в данном документе с использованием шпинельного материала, абразивное изделие формируют так, чтобы большая часть шпинельного материала в абразивном изделии располагалась в области пассивации или слое. В определенных случаях по существу весь шпинельный материал, присутствующий в абразивном изделии, может присутствовать в области пассивации или слое.
Вкратце обратимся к Фиг. 2А-2С, изображения частей абразивного изделия, полученные с использованием сканирующего электронного микроскопа, приведены, чтобы наглядно показать область пассивации, имеющую шпинель, и в частности, слой шпинельного материала согласно варианту осуществления. Изображение Фиг. 2А получили при увеличение приблизительно 700Х, чтобы наглядно показать формирование слоя, содержащего шпинель, вокруг абразивных зерен. Увеличение Фиг. 2В было больше для более сфокусированного вида слоя шпинели, окружающего абразивное зерно. Как представлено на Фиг. 2А, часть абразивного изделия включает абразивные зерна 201, изображенные как самые темные части, содержащиеся в связующем материале 203. Как проиллюстрировано, абразивное изделие включает слой материала 205, окружающий абразивные зерна 201, и размещен на внешней поверхности абразивных зерен 201 на границе раздела между абразивными зернами 201 и связующим материалом 203. Слой 205 включает шпинельный материал, который может предотвращать разрушение и/или растворение абразивных зерен во время формования. Слой 205 изображается как дискретный, распознаваемый слой, который находится в непосредственном соприкосновении с абразивными зернами 201 и связующим материалом 203. В частности, слой 205 может быть непосредственно связан с абразивными зернами 201 и связующим материалом 203.
Фиг. 2В дополнительно иллюстрирует дискретную природу слоя 205 шпинельного материала, расположенного на границе раздела между абразивным зерном 201 и связующим материалом 203. Фиг. 2В дополнительно иллюстрирует толщину слоя 205, имеющего среднюю толщину в диапазоне от приблизительно 3 до 4 микрон.
Фиг. 2С представляет другое увеличенное изображение абразивного изделия, сформированного согласно вариантам осуществления в данном документе, и показывает слой 205, содержащий шпинельный материал, расположенный на границе раздела абразивных зерен 201 и связующего материала 203.
Следует принимать во внимание, что абразивные зерна можно сформировать так, чтобы они имели определенные признаки, такие как покрытие материала. Покрытие материала может включать неорганический материал, такой как оксид. В таких случаях использования абразивных зерен в покрытии область пассивации или слой, включающий шпинельный материал, может быть расположен вне покрытия, как например, на границе раздела между покрытием и связующим материалом.
Абразивные изделия согласно вариантам осуществления в данном документе могут содержать общее содержание абразивного зерна от приблизительно 34 об. % до приблизительно 56 об. %, как например, от приблизительно 40 об. % до приблизительно 54 об. % и, в частности, от приблизительно 44 об. % до приблизительно 52 об. % от общего объема абразивного изделия. Абразив из МСА может составлять от приблизительно 1 до приблизительно 100 об. % общего абразивного зерна абразивного изделия, как например, от приблизительно 10 об. % до приблизительно 80 об. % или от 30 об. % до приблизительно 70 об. % от общего объема абразивного зерна в абразивном изделии. Более того, некоторые абразивные изделия могут включать от 0,1 об. % до 60 об. % одного или нескольких второстепенных абразивных зерен, наполнителей и/или добавок.
Абразивные изделия вариантов осуществления в данном документе могут включать от приблизительно 3 об. % до приблизительно 30 об. % связующего материала от общего объема абразивного изделия. В более конкретных случаях, абразивное изделие может содержать от приблизительно 3 об. % до приблизительно 25 об. % связующего, от приблизительно 4 об. % до приблизительно 20 об. % связующего и даже от приблизительно 5 об. % до приблизительно 18,5 об. % связующего.
Несмотря на то, что большинство абразивных инструментов могут иметь различные степени пористости, некоторые из абразивных тел, сформированных согласно вариантам осуществления в данном документе, могут демонстрировать определенное содержание пористости. Например, абразивное тело может иметь пористость, которая составляет менее чем приблизительно 50 об. % от общего объема абразивного изделия. В других случаях пористость может составлять менее чем приблизительно 49 об. %, как например, менее чем приблизительно 40 об. %. В определенных случаях абразивные тела можно сформировать так, чтобы они имели пористость, которая составляет менее чем приблизительно 20 об. % и менее чем приблизительно 40 об. %, как например, от приблизительно 30 об. % до приблизительно 50 об. % и, в частности, от приблизительно 30 об. % до приблизительно 49 об. %.
ПРИМЕРЫ
ПРИМЕР 1
Готовили два образца, первый образец S1 формировали согласно вариантам осуществления в данном документе и второй, обычный образец CS1, имеющий обычный связующий материал. Образцы S1 и CS1 тестировали при определенных режимах шлифования, чтобы сравнить их эксплуатационные характеристики.
Образец S1 формировали, изначально комбинируя 80-90 вес. % абразивных зерен с 9-15 вес. % исходного связующего материала, имеющего состав, приведенный в Таблице 1 ниже. Кроме того, смесь включала оставшееся количество (вес. %) других добавок, включающих материал связующего. Образец S1 изначально прессовали в холодном состоянии для формования сырого изделия, а после этого спекали при температуре обжига приблизительно 1000°С для формования конечного абразивного изделия со связующим, имеющего приблизительно 46-50 об. % абразивных зерен, 7-12 об. % стекловидного связующего материала и оставшееся количество пористости. Исходный и конечный состав связующего материала приводится в Таблице 1. Конечный состав измеряли с использованием исследования микроструктуры, используя устройство SX50, предоставленное САМЕСА Corporation.
Образец CS1 формируют согласно способу для образца S1, но обжигают при температуре обжига приблизительно от 900°С до 950°С. Подобно образцу S1, образец CS1 сформировали так, чтобы он также содержал приблизительно 46-50 об. % абразивных зерен, 7-12 об. % связующего материала и оставшееся количество пористости.
Связующий состав окончательно сформированного стекловидного связующего для образца CS1 имел приблизительно 45-52 мол. % диоксида кремния, 15-18 мол. % оксида алюминия, определенное содержание оксида бора, менее 20 мол. % соединений щелочных оксидов, включающих большие количества оксида лития, менее 2,0 мол. % соединений щелочно-земельных оксидов, а также включал менее 1,5 мол. % MgO, ZnO и Fе2О3. В частности, окончательно сформированное стекловидное связующее образца CS1 не имело шпинельного материала.
Образцы S1 и CS1 подвергли процессу шлифования внутреннего диаметра для определения энергопотребления абразивных изделий со связующими за цикл шлифования, а также прямолинейности образцов S1 и CS1 после процедуры шлифования. Режимы шлифования приводятся в Таблице 2 ниже.
Фиг. 3 и 4 суммируют результаты тестов. Фиг. 3 включает кривую мощности от числа циклов шлифования для каждого из образцов (т.е. S1 и CS1). Данные Фиг. 3 демонстрируют, что образец S1 потребляет меньше энергии на всех циклах шлифования, и поэтому меньшее среднее энергопотребление для каждого из циклов шлифования, означая, что образец S1 обладает улучшенной целостностью абразивного зерна по сравнению с образцом CS1.
Кроме того, Фиг. 4 включает кривую прямолинейности от числа циклов шлифования, которая является мерой линейности поверхности, образованной в обрабатываемом изделии, после процесса шлифования с помощью абразивного изделия со связующим. Прямолинейность образованной детали может зависеть от равномерности износа диска по краям и участкам основной части. Измерения прямолинейности осуществляли с помощью прибора для измерения округлости (Formscan 260 от Mahr Federal) и создают линейные профили по поверхности обрабатываемого изделия. На каждом участке выполняют четыре таких измерения, и их среднее является значением прямолинейности. Этот способ тестирования соответствует стандарту ASME Y14.5M "Dimensioning and Tolerancing". Как проиллюстрировано, образец S1 демонстрирует меньшее изменение прямолинейности по сравнению с образцом CS1 и, следовательно, более унифицированные возможности шлифования.
ПРИМЕР 2
Другой образец (S2) формировали согласно способам для образца S1, и он обладал такой же структурой, что и образец S1. Таблица 3 ниже суммирует исходный связующий состав компонентов материала в мол. %. После формирования абразивного материала со связующим согласно способам, раскрытым в данном документе, образец поделили на части и осмотрели при увеличении 1200Х, чтобы определить природу области пассивации.
Фиг. 5 включает изображение поделенного на части образца S2. Как представлено, абразивное изделие со связующим образца S2 демонстрирует область пассивации в форме дискретного слоя 501, покрывающего абразивные зерна 503. Фактически, как изображено, слой 501, включающий шпинельный материал, представляет собой неразрывную область, которая проходит по внешней поверхности абразивных зерен 503 между абразивными зернами 503 и связующим материалом 505. Слой 501, включающий шпинельный материал, изображен как дискретная и раздельно идентифицируемая фаза в микроструктуре абразивного изделия со связующим.
ПРИМЕР 3
Другой образец (S3) сформировали согласно способам для образца S1, и он обладал такой же структурой, что и образец S1. Таблица 4 ниже суммирует исходный связующий состав компонентов материала в мол. %.
Фиг. 6 и 7 суммируют результаты тестов шлифования, которые провели с использованием тестовых образцов, сформированных из тела образца S3. Образец S3 и сравнительный образец CS1 использовали для проведения процесса шлифования, как подробно описано в Примере 1. Фиг. 6 включает кривую мощности от числа циклов шлифования для образца S3 и сравнительного образца CS1 Примера 1. Данные, представленные на Фиг. 6, демонстрируют, что образец S3 использует меньшую мощность для всех циклов шлифования, и, следовательно, меньшее среднее потребление мощности для каждого из циклов шлифования, показывая, что образец S3 обладает улучшенной целостностью абразивного зерна по сравнению с образцом CS1.
Дополнительно, Фиг. 7 включает кривую прямолинейности от числа циклов шлифования для образца S3 и обычного образца CS1 после проведения процесса шлифования согласно параметрам теста, описанным в Примере 1. Как отмечено выше, прямолинейность образованного участка может зависеть от равномерности износа дисков по краям и участкам основной части, и ее измеряют согласно параметрам, описанным в настоящем документе. Образец S3 демонстрирует немного большее изменение прямолинейности по сравнению с образцом CS1, однако такие значения получили с использованием значительно меньшей мощности, что, таким образом, свидетельствует в целом об улучшенном функционировании образцов по сравнению с обычным образцом.
Варианты осуществления в данном документе относятся к абразивным изделиям, включающим зерна микрокристаллического оксида алюминия в жаропрочном абразивном изделии со связующим, где зерна микрокристаллического оксида алюминия демонстрируют улучшенную целостность и минимизированное растворение и разрушение. Как правило, абразивные изделия со связующими данного уровня техники с использованием зерен из МСА направлены на образование и использование низкотемпературных стекловидных связующих, сформированных при температурах ниже 1000°С. Однако варианты осуществления в данном документе направлены на абразивное изделие со связующим, сформированное так, чтобы включать шпинельный материал, расположенный предпочтительно как область пассивации или даже слой материала, приближенный к (например, окружая или покрывая) абразивным зернам, содержащим МСА, что таким образом минимизирует растворение и разрушение зерен из МСА. В вариантах осуществления в данном документе могут использоваться одна или несколько комбинаций признаков, включая определенные связующие составы, определенные соотношения соединений в связующем материале, включая, без ограничения, соотношения между соединениями щелочных оксидов и соединениями щелочноземельных оксидов, соотношение между диоксидом кремния и другими компонентами, соотношение между оксидом бора и другими компонентами, и т.п. Вышеизложенное описывает комбинацию признаков, которые можно объединить различными способами для описания и характеристики абразивных изделий со связующими вариантов осуществления. Описание не предназначено устанавливать соподчиненность признаков, кроме различных признаков, которые можно объединить одним или несколькими способами для характеристики настоящего изобретения.
В вышеизложенном ссылка на определенные варианты осуществления и связи определенных компонентов являются иллюстративными. Следует учитывать, что ссылка на компоненты, которые связаны или соединены, предназначена раскрыть или непосредственную связь между указанными компонентами, или косвенную связь между одним или несколькими промежуточными компонентами, как будет понятно, для осуществления способов, описанных в данном документе. В связи с этим раскрытый выше объект изобретения следует считать иллюстративным, а не ограничительным, и прилагаемая формула изобретения предназначена, чтобы охватить все такие модификации, улучшения и другие варианты осуществления, которые попадают в истинный объем настоящего изобретения. Таким образом, объем настоящего изобретения определяется наиболее широко допустимым толкованием нижеследующей формулы изобретения и ее эквивалентами, и его не следует сужать или ограничивать вышеизложенным подробным описанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2517275C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2556250C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2553168C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ | 1999 |
|
RU2203797C2 |
| АБРАЗИВНЫЕ ЗЕРНА, МОДИФИЦИРОВАННЫЕ ГИДРОФИЛЬНЫМ И ГИДРОФОБНЫМ СИЛАНОМ, И СПОСОБ ИХ ОБРАЗОВАНИЯ | 2009 |
|
RU2469837C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ ШЛИФОВАНИЯ С УЛЬТРАВЫСОКОЙ СКОРОСТЬЮ УДАЛЕНИЯ МАТЕРИАЛА | 2012 |
|
RU2588919C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2501645C2 |
| ОТРЕЗНОЙ КРУГ | 2010 |
|
RU2498892C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| ЖЕСТКОЕ ИЛИ ГИБКОЕ МАКРОПОРИСТОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2486047C2 |






Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивных инструментов. Абразивное изделие содержит абразивное тело, имеющее абразивные зерна в связующем материале. Абразивное тело дополнительно включает область пассивации, содержащую шпинельный материал, покрывающий, по меньшей мере, 60% абразивных зерен. Предусмотрен вариант расположения шпинельного материала на границе раздела между абразивными зернами и связующей матрицей. В результате снижается растворение и разрушение абразивных зерен во время формирования абразивного изделия. 3 н. и 20 з.п. ф-лы, 7 ил., 4 табл., 3 пр.
1. Абразивное изделие, содержащее абразивное тело, включающее абразивные зерна, содержащиеся в матрице связующего материала, причем абразивное тело дополнительно включает область пассивации, содержащую шпинельный материал, покрывающий внешнюю поверхность абразивных зерен.
2. Абразивное изделие, содержащее абразивное тело, включающее абразивные зерна в связующем материале, при этом абразивные зерна содержат микрокристаллический оксид алюминия, а абразивное тело дополнительно включает шпинельный материал, расположенный на границе раздела между абразивными зернами и связующей матрицей.
3. Абразивное изделие по п.1 или 2, у которого абразивные зерна включают первую часть и дополнительно вторую часть абразивных зерен, имеющих состав, отличный от состава первой части абразивных зерен.
4. Абразивное изделие по п.1 или 2, у которого шпинельный материал представлен общей формулой АВ2О4, где А представляет собой элемент, выбранный из группы, состоящей из магния, цинка, марганца, железа и их комбинации, В представляет собой элемент, выбранный из группы, состоящей из алюминия, хрома, железа и их комбинации, а О представляет собой кислород.
5. Абразивное изделие по п.1 или 2, у которого шпинельный материал включает MgAl2O4.
6. Абразивное изделие по п.1 или 2, у которого связующий материал включает стекловидный материал.
7. Абразивное изделие по п.1 или 2, у которого связующий материал содержит диоксид кремния (SiO2) в количестве по меньшей мере приблизительно 45 мол.%.
8. Абразивное изделие по п.1 или 2, у которого связующий материал содержит оксид бора (В2О3).
9. Абразивное изделие по п.1 или 2, у которого связующий материал содержит соединение щелочного оксида, выбранное из группы оксидных соединений, состоящей из оксида лития (Li2O), оксида калия (K2О), оксида натрия (Nа2О), оксида цезия (CS2O) и их комбинации, причем общее содержание соединений щелочных оксидов [Саос] не более чем приблизительно 20 мол.%.
10. Абразивное изделие по п.1 или 2, у которого связующий материал содержит соединение щелочно-земельного оксида, выбранное из группы материалов, состоящей из оксида магния (MgO), оксида кальция (СаО), оксида стронция (SrO), оксида бария (ВаО) и их комбинации, причем общее содержание соединений щелочно-земельных оксидов [Саеос] по меньшей мере приблизительно 5 мол.%.
11. Абразивное изделие по п.1 или 2, у которого связующий материал содержит по меньшей мере приблизительно 1,0 мол.% оксида магния.
12. Абразивное изделие по п.1 или 2, у которого связующий материал содержит оксид цинка (ZnO).
13. Способ формирования абразивного изделия, включающий
смешивание абразивных зерен с порошком связующего материала,
формование смеси с формированием сырца и
обработку сырца с формированием абразивного изделия, содержащего абразивные зерна в связующем материале, при этом во время обработки вокруг абразивных зерен формируют область пассивации, содержащую шпинельный материал.
14. Способ формирования абразивного изделия по п.13, в котором абразивные зерна включают первую часть и дополнительно вторую часть абразивных зерен, имеющих состав, отличный от состава первой части абразивных зерен.
15. Способ формирования абразивного изделия по п.13, в котором шпинельный материал представлен общей формулой АВ2О4, где А представляет собой элемент, выбранный из группы, состоящей из магния, цинка, марганца, железа и их комбинации, В представляет собой элемент, выбранный из группы, состоящей из алюминия, хрома, железа и их комбинации, а О представляет собой кислород.
16. Способ формирования абразивного изделия по п.13, в котором шпинельный материал включает MgAl2O4.
17. Способ формирования абразивного изделия по п.13, в котором связующий материал включает стекловидный материал.
18. Способ формирования абразивного изделия по п.13, в котором связующий материал содержит диоксид кремния(SiO2) в количестве по меньшей мере приблизительно 45 мол.%.
19. Способ формирования абразивного изделия по п.13, в котором связующий материал содержит оксид бора(В2О3).
20. Способ формирования абразивного изделия по п.13, в котором связующий материал содержит соединение щелочного оксида, выбранное из группы оксидных соединений, состоящей из оксида лития (Li2O), оксида калия (K2O), оксида натрия (Nа2О), оксида цезия (Cs2O) и их комбинации,причем общее содержание соединений щелочных оксидов [Саос] не более чем приблизительно 20 мол.%.
21. Способ формирования абразивного изделия по п.13, в котором связующий материал содержит соединение щелочно-земельного оксида, выбранное из группы материалов, состоящей из оксида магния (MgO), оксида кальция (СаО), оксида стронция (SrO), оксида бария (ВаО) и их комбинации, причем общее содержание соединений щелочно-земельных оксидов [Саеос] по меньшей мере приблизительно 5 мол.%.
22. Способ формирования абразивного изделия по п.13, в котором связующий материал содержит по меньшей мере приблизительно 1,0 мол.% оксида магния.
23. Способ формирования абразивного изделия по п.13, в котором связующий материал содержит оксид цинка (ZnO).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU361158A1 |
| US 5090970 A, 25.02.1992 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Абразивный материал и способ его получения | 1985 |
|
SU1712387A1 |

