Данное изобретение касается абразивного инструмента, выполненного из связующего вещества, в котором диспергированы абразивные зерна.
Инструменты, содержащие сверхтвердые абразивные материалы, зачастую используются при резке сверхпрочных материалов, таких как, например, бетон. Однако выяснилось, что такие абразивные круги в силу очень высоких затрат на сверхтвердые компоненты в высшей степени дорогостоящими. Таким образом, проявляется значительный интерес к изготовлению инструментов, которые обеспечивают высокоэффективное использование и одновременно дешевле тех, у которых присутствие сверхтвердых абразивных материалов составляет 100% содержания абразивного материала.
По патентам US-Patent 5, 152, 810, а также 4,944, 773 известна частичная замена содержания сверхтвердых абразивных материалов золево-гелиевой окисью алюминия, при этом были получены удивительно хорошие результаты и значительно снижена стоимость.
Однако известные изделия не полностью выполняют все требования и из этих соображений подлежат дальнейшему усовершенствованию.
Задача настоящего изобретения - создание абразивного инструмента с улучшенными характеристиками по отношению к существующим изделиям.
Эта задача решается тем, что в абразивном инструменте, выполненном из связующего вещества, в котором диспергированы абразивные зерна, согласно изобретению, расположен по меньшей мере один сверхтвердый абразивный материал и нитевидные частицы из микрокристаллической окиси алюминия с преимущественно равномерной ориентацией.
Предпочтительно, чтобы нитевидные частицы были расположены преимущественно перпендикулярно к абразивной поверхности или поверхности резания.
В альтернативном варианте нитевидные частицы расположены, преимущественно, параллельно поверхности резания и сбоку, в пограничной области абразивного инструмента, преимущественно, параллельно его боковым стенкам.
Целесообразно, когда нитевидные частицы содержат равномерно распределенные примеси в форме отдельных абразивных материалов, высокоогнеупорных мягчителей и вспомогательных абразивных средств.
Рекомендуется связующее вещество выполнять из металла.
Рекомендуется в абразивном круге, содержащем отдельные сегменты, согласно изобретению, каждый сегмент выполнить в виде абразивного инструмента.
При этом абразивные инструменты включают как сплошные абразивные круги, так и абразивные сегменты. Предпочтительно использование в качестве сверхтвердых компонент абразивных зерен, таких как алмазы или кубический нитрид бора (CBN).
Данное изобретение не имеет аналогов среди известных изделий благодаря оптимальному и высокоэффективному применению золево-гелиевой окиси алюминия и предоставлению новых, не описанных ранее возможностей.
При этом под преимущественно равномерной ориентацией нитевидных частиц следует понимать, что по меньшей мере 75% их продольных осей находятся в зоне дуги 120o, предпочтительно дуга в 60o.
Нитевидные частицы, как правило, имеют единое поперечное сечение вдоль оси симметрии и отношение длины к диаметру не менее 3:1, при этом предпочтительно отношение 10:1. (Отношение длины к диаметру определяется на основе длины оси симметрии и максимального поперечного сечения, измеренного перпендикулярно к оси симметрии). В отдельных случаях нитевидные частицы могут быть значительно длиннее, и даже образовывать взаимосвязанные волокна, пригодные по меньшей мере для предварительного образования инструмента. Взаимосвязанные волокна, используемые для создания абразивных инструментов, многократно складываются, при этом стороны образуемых складок параллельны заданному направлению ориентации нитевидных частиц. Подобные взаимосвязанные волокна ведут себя преимущественно как множество отдельных волокон и, таким образом, по изобретению являются частью решения.
Поперечное сечение частиц может иметь любую удобную форму, но преимущественно поперечные сечения простого производства круглые или примерно квадратные. Однако применительно к настоящему изобретению форма сечения не представляет интереса.
Частицы образованы из микрокристаллической альфа-окиси алюминия, из чего следует, что отдельные различные в кристаллографическом отношении отрезки или кристаллиты, из которых образуются частицы, имеют средний диаметр (измеренный как средняя длина линии, порождаемой сечением частиц) менее 10 мкм, предпочтителен диаметр менее 1 мкм. Частицы могут также содержать другие компоненты, такие как примеси магния, циркония, структур типа шпинели, окисей редкоземельных металлов. Концентрация альфа-окиси алюминия должна все же составлять не менее 60 весовых %, предпочтительно по меньшей мере 90 весовых %. Плотность частиц не должна быть ниже 90%, предпочтительно, однако, довести этот показатель до 95% теоретической плотности смеси. Используемые частицы должны иметь прочность не ниже 18, предпочтительно по меньшей мере 20 ГПа.
Желательно, чтобы нитевидные частицы содержали еще другие ингредиенты, оказывающие влияние на их абразивные свойства. В состав могут, например, входить равномерно распределенные абразивные частицы, такие как алмазы, кубический нитрид бора, карбид вольфрама и подобные. В качестве частиц могут быть также включены высокоогнеупорные мягчители, например нитрид бора (гексагональная форма), сульфид молибдена и графит или другие вспомогательные абразивные средства, как, например, металлическое олово или другие наполнители. Дополнительные ингредиенты выбираются таким образом, чтобы их количество и физические характеристики не вызвали существенного снижения абразивной стойкости и прочности немодифцированных нитевидных частиц из золево-гелиевой окиси алюминия.
Вышеописанные частицы образуются благодаря золево-гелиевому процессу, во время которого коллоидный раствор на предварительной фазе образования альфа-окиси алюминия, обычно добавлением кислоты, гелируется, подвергается сушке и затем обжигается. Размеры кристаллитов в частицах могут быть уменьшены за счет добавления на предварительной фазе материала, способствующего образованию центров кристаллизации. Как правило, эти материалы имеют структуру, аналогичную структуре фазы альфа-окиси алюминия, из которой образуются кристаллические решетки с параметрами, наиболее соответствующими параметрам альфа-окиси алюминия.
Альтернативный метод ограничения размера кристаллита заключается в использовании жидкостных сред, замедляющих процесс роста при обжиге, когда образуется альфа-окись алюминия. К патентам, описывающим образование нитевидных частиц, относятся: US-A-4, 314, 827; US-A-4, 632,364; US-А-4, 744, 802; US-A-4, 770, 671; US-A-4, 881, 951; US-A-4, 954,462; US-A-4,964,883, US-A-5,053,369; US-A-5,076,815; US-A-5,114,891; US-A-5,139,978; EP-A-408,771 и заявка PCT 92/01646.
Частицы могут образовываться благодаря любому подходящему процессу, при этом метод экструзии зарекомендовал себя как самый оптимальный. Во время такого процесса достигается предварительная фаза получения альфа-окиси алюминия в форме геля, который затем для образования волокон подвергается сушке и обжигу. Устройство, которое может быть использовано для этих целей, описано в патенте US-A-5,090,968. Точно так же первоначально можно создать волокна и затем методом сушки довести их до состояния, обеспечивающего простую обработку, с последующим помещением волокон в устройство, где им придается форма и здесь же производится обжиг и введение в абразивный инструмент.
Ориентация нитевидных частиц в инструменте имеет особое значение для получения желаемых свойств инструмента. Предпочтительным является выполнение, при котором нитевидные частицы располагаются преимущественно перпендикулярно к поверхности реза или абразивной поверхности.
Применительно к настоящему изобретению возможно расположение под углом менее 60o к абразивной поверхности.
При расположении частиц перпендикулярно к абразивной поверхности можно добиться равномерного движения абразивного инструмента по отношению к обрабатываемому изделию. Это особо предпочтительно при условии расположения абразивного инструмента у края прорезного круга. В этом случае частицы выступают в роли абразивного средства, значительно повышая режущую способность круга, что позволяет снизить количество компонентов сверхтвердых абразивных материалов, не оказывая существенного влияния на эффективность резки. Особо эффективно размещение нитевидных частиц с радиальной ориентацией на поверхности резания круга. Это реализуемо в матрице инструмента или шлицах, прорезанных сбоку того же круга, при этом частицы жестко связаны.
Другая форма выполнения, особо приемлемая как для прорезных кругов, так и для сегментных прорезных кругов, состоит в том, что нитевидные частицы преимущественно расположены параллельно поверхности резания и сбоку, в пограничной области абразивного инструмента, преимущественно параллельно его боковым стенкам. В традиционных прорезных дисках наблюдается тенденция к износу на краях, что выражается в уменьшении ширины сечения в результате износа диска. Нитевидные частицы, располагаемые параллельно поверхности резания, обеспечивают равномерный износ профиля, замедляя износ сегмента у кромок и сохраняя, таким образом, квадратную форму поверхности резания. При этом нитевидные частицы скорее задерживают износ, чем исполняют функцию абразивного инструмента.
Зачастую желательно, чтобы нитевидные частицы содержали также другие ингредиенты, оказывающие влияние на их абразивные свойства. В состав могут, например, входить равномерно распределенные примеси в виде отдельных абразивных материалов, высокоогнеупорных мягчителей и вспомогательных абразивных средств. В качестве абразивных материалов могут быть использованы алмазы, кубический нитрид бора (CBN), карбид вольфрама и другие подобные материалы. Подходящими высокоогнеупорными мягчителями являются нитрид бора (гексагональная форма), сульфид молибдена и графит. Вспомогательными абразивными средствами могут служить металлическое олово или другие традиционные наполнители.
Данные дополнительные ингредиенты выбираются таким образом, чтобы их количество и физические характеристики не вызвали существенного снижения абразивной стойкости и прочности немодифицированных нитевидных частиц из золево-гелиевой окиси алюминия.
Предпочтительно выполнение связующего вещества из металла. Сам абразивный инструмент может иметь любую форму. Общим для всех форм является расположение абразивных материалов в периферийной области круга. Из-за высокой стоимости сверхтвердых абразивных материалов и очень высоких нагрузок, которым обычно подвергаются круги, сердцевину принято изготавливать из стабильных металлических пластин, при этом абразивный материал зачастую располагается на краю пластин в форме сегментов. Связующее вещество, в котором в таких случаях распределяются абразивные материалы, как правило, выполнено из металла. Вид соединения сегментов со стержнем не имеет особого значения, важным является его стабильность. Соединение реализуется пайкой, сваркой или спеканием.
Предпочтительным усовершенствованием изобретения является сегментный круг, сегменты которого образованы абразивным инструментом, в котором нитевидные частицы расположены преимущественно перпендикулярно к поверхности резания или к абразивной поверхности. Нитевидным частицам можно придать вышеописанную форму, при этом связующее вещество выполнено из металла.
Еще одним предпочтительным воплощением изобретения является сегментный круг, содержащий сегменты, образованные абразивным инструментом, в котором нитевидные частицы расположены преимущественно параллельно поверхности резания и сбоку в пограничной области абразивного инструмента расположены преимущественно параллельно его боковым стенкам.
Нитевидным частицам можно придать вышеописанную форму, при этом связующее вещество выполнено из металла.
Другое применение, в котором понятие "инструмент" описывает скорее сегмент, чем структуру, в которую заключен данный сегмент, относится к пилам, например, рамные пилы, в которых сегменты расположены на металлическом полотне, выполняя функции зубьев пилы. В качестве еще одного примера можно привести абразивные поверхности в шлифовальном круге Бланша.
Абразивные инструменты применительно к настоящему изобретению могут также иметь структуры, в которых абразивные материалы окружены смолистыми или стекловидными связующими веществами.
Далее приводится детальное описание изобретения. На прилагаемых фигурах изображены:
фиг. 1 - часть абразивного сегментного круга, вид сбоку;
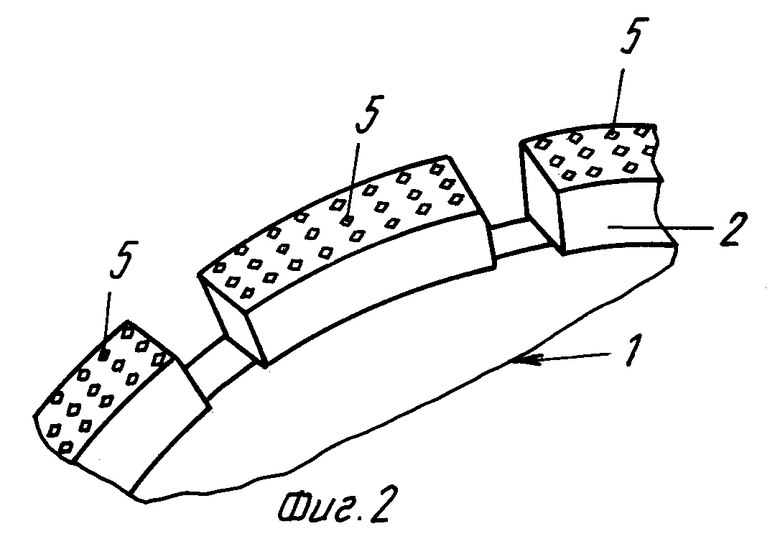
фиг. 2 - абразивный круг согласно фиг. 1, перспективная проекция;
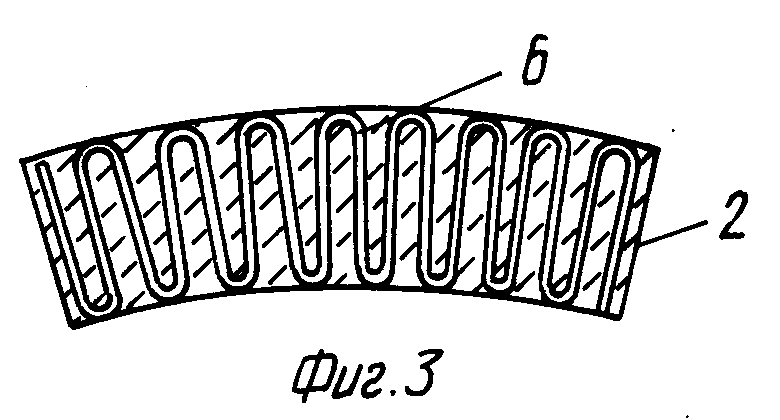
фиг. 3 - сечение сегмента, вид сбоку;
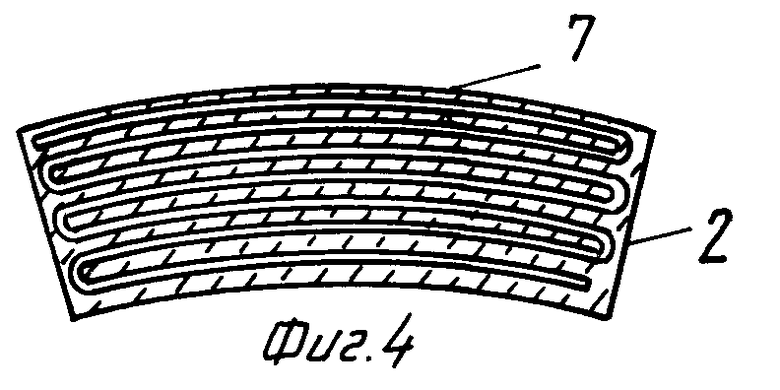
фиг. 4 - сечение сегмента, вид сбоку;
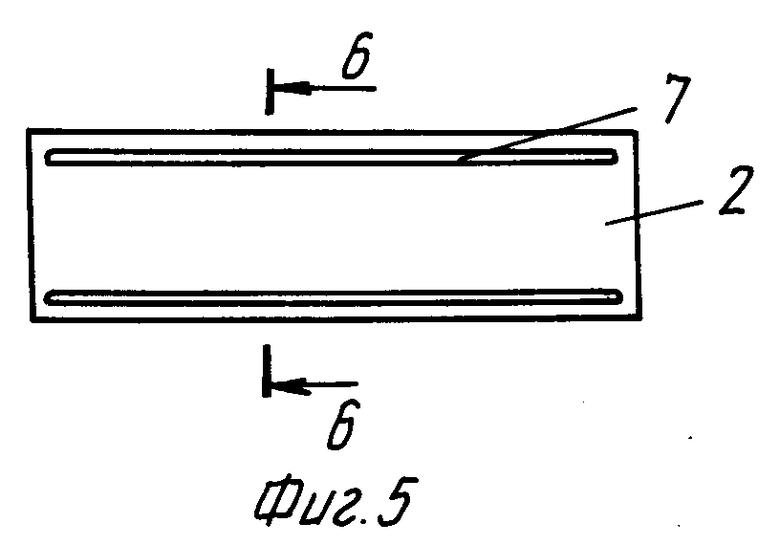
фиг. 5 - сегмент, согласно фиг. 4, вид сверху;
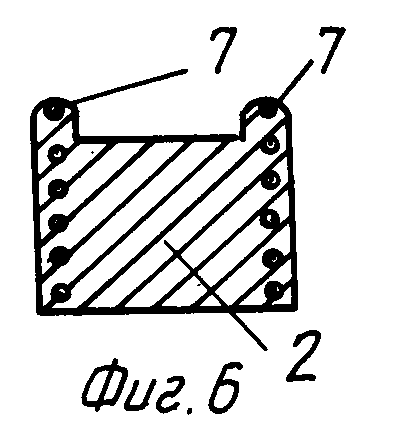
фиг. 6 - сечение 6-6, согласно фиг. 5.
На фиг. 1 изображен вырез из сегментного круга. Данный сегментный круг выполнен как прорезной абразивный круг. Круг содержит сердцевину 1, выполненную в форме стабильной металлической пластины. У края данной металлической пластины на заданном расстоянии друг от друга расположены сегменты 2. Как вышеописано, возможно произвольное соединение, например, пайкой, сваркой или спеканием. При выполнении сегмента 2, согласно фиг. 1 сбоку, под углом примерно 45o в радиальном направлении параллельно друг к другу прорезаны или запрессованы шлицы 3. В данных шлицах 3 расположены абразивные волокна 4, состоящие из вышеописанных нитевидных частиц.
Они жестко соединены с сегментом 2 металлическим связующим веществом. Инструмент в виде сегмента 2, как правило, выполнен также из металлического связующего вещества. В металлическое связующее вещество введены сверхтвердые абразивные материалы, такие как алмазные зерна.
На фиг. 2 изображен сегментный круг, также в форме прорезного абразивного круга с несколькими сегментами 2, которые жестко соединены с сердцевиной. При этом абразивные волокна 4 (фиг. 1) помещены в сегменты 2 уже в процессе их изготовления. При этом абразивные волокна 4 можно вводить по отдельности или плотно сложенными в виде серпантинов. При этом нитевидные частицы расположены преимущественно перпендикулярно к поверхности резания или абразивной поверхности. Складка из нитевидных частиц в виде серпантина представлена на фиг. 3, при этом отдельные складки 6 у верхнего и нижнего концов соединены друг с другом в форме дуги. Сегмент 2, соответствующий фиг. 3, изображен до его использования, в то время как на фиг. 2 представлен сегмент 2, бывший в употреблении. При этом верхний слой, состоящий из связующего вещества, и дугообразные отрезки истерты. Видны вертикальные концы 5 складок 6, расположенных примерно на одинаковом расстоянии друг от друга. Таким образом, достигается равномерный процесс резания обрабатываемого материала.
На фиг. 4 - 6 изображено еще одно выполнение абразивного инструмента применительно к настоящему изобретению. При этом нитевидные частицы расположены в сегменте в форме нитевидных абразивных материалов 7, плотно лежащих друг на друге, параллельно к поверхности резания. Данные абразивные материалы могут также состоять из одной сложенной в складки нитевидной частицы. При этом один или несколько нитевидных абразивных материалов 7 расположены параллельно боковым поверхностям сегмента 2 и примыкают к ним. В средней области сегмента 2 подобные нитевидные абразивные материалы 7 отсутствуют. Здесь сверхтвердые абразивные материалы могут быть введены в связующее вещество. Благодаря такому выполнению в прорезном абразивном круге края истираются меньше по сравнению со средней областью. На фиг. 6 изображен увеличенный по размерам аналогичный сегмент 2, бывший в употреблении. Сегмент 2 истирается до U-образной формы, при этом его края не округлены. Такой тип прорезного абразивного круга дает возможность получить точный разделительный срез одинаковой ширины. Возможны также другие выполнения абразивного инструмента, в связующем веществе которого диспергированы компоненты сверхтвердых абразивных материалов и нитевидные частицы из микрокристаллической окиси алюминия с преимущественно равномерной ориентацией.
Предпочтительная конфигурация состоит из комбинации абразивного усилия сверхтвердого абразивного материала и особых структурных преимуществ нитевидных частиц. Это касается, например, нитевидных абразивных материалов в форме сплетенного кольца, предпочтительно в виде клубка волокон с уплощенным профилем, просветы которого заполнены смесью связующего вещества и сверхтвердого абразивного материала. Полученное таким образом кольцо подвергается сушке, обжигу или другой обработке, так что связующее вещество принимает форму абразивного инструмента, например абразивного круга.
Подобная структура может иметь особые преимущества, при условии, что размер просветов позволяет вобрать зерна сверхтвердых абразивных материалов. Таким образом, они упорядочиваются в структуре, которая сохраняет прочность и стабильность при шлифовании или резке поверхности.
Структура сверхтвердых абразивных инструментов, предлагаемых данным изобретением, включает нитевидные частицы, состоящие из микрокристаллической окиси алюминия, которые улучшают свойства абразивного инструмента, заметно зависящие от ориентации частиц.
Изобретение при этом включает абразивные инструменты, выполненные в форме сегментных кругов, однако допустимы и другие удобные формы. При этом возможен абразивный круг со сплошной абразивной поверхностью для шлифования обрабатываемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2151045C1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛООБРАЗНОЕ СВЯЗУЮЩЕЕ ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2139181C1 |
| АБРАЗИВНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ И СТЕКЛОВИДНАЯ СВЯЗКА ДЛЯ НЕГО | 1996 |
|
RU2135344C1 |
| ИЗДЕЛИЕ С АБРАЗИВНЫМ ПОКРЫТИЕМ (ВАРИАНТЫ) | 1995 |
|
RU2139786C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| КОМПОЗИТНЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ | 1995 |
|
RU2121427C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 1997 |
|
RU2162790C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| НОСИТЕЛЬ ДЛЯ СЕРЕБРОСОДЕРЖАЩЕГО КАТАЛИЗАТОРА ПОЛУЧЕНИЯ ОКИСИ ЭТИЛЕНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 1992 |
|
RU2104086C1 |
Изобретение касается абразивного инструмента, выполненного из связующего вещества, в котором диспергированы абразивные зерна. Данный абразивный инструмент обладает улучшенными свойствами по отношению к известным решениям. Это достигается тем, что в абразивном инструменте расположен по меньшей мере один сверхтвердый абразивный материал и нитевидные частицы из микрокристаллической окиси алюминия с преимущественно равномерной ориентацией. При этом абразивные инструменты включают сплошные абразивные круги, а также абразивные сегменты. 3 с. и 4 з.п.ф-лы, 6 ил.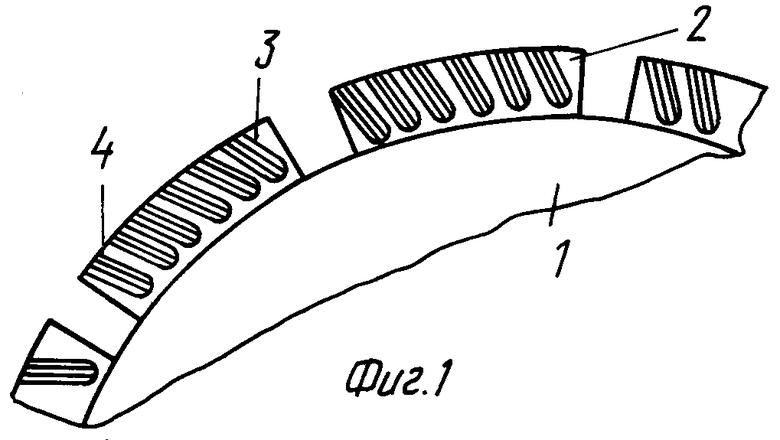
| US 4944773 A, 31.07.90 | |||
| US 5152810 A, 06.10.92 | |||
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| Абразивный круг и его варианты | 1984 |
|
SU1235708A1 |
| Способ изготовления волокнистого абразивного круга | 1986 |
|
SU1414606A1 |
