Изобретение относится к области разделения дисперсных материалов посредством воздействия на них воздушных структур, обеспечивающих получение фракций по совокупности физико-механических свойств с одновременной очисткой технологического воздуха и может быть использовано в различных областях производства, например горнообогатительного, зерноперерабатывающего, энергетического.
Известен способ разделения дисперсных материалов и очистки технологического воздуха, включающий ввод аэродисперсного потока через тангенциальный патрубок в сужающийся изменяемый объем, образованный внутренней поверхностью корпуса с конической боковой поверхностью и наружной поверхностью выхлопной трубы, транспортирование аэродисперсного потока вниз внутри названного объема, вывод твердых фракций в выпускное устройство и вывод очищенного технологического воздушного потока с нисходящей траектории на восходящую в выхлопную трубу. Для повышения эффективности процесса можно осуществлять ввод аэродисперсного потока через тангенциальные патрубки в сужающиеся изменяемые винтовые объемы, образованные внутренними поверхностями корпусов с конической боковой поверхностью, витками винтовых поверхностей и наружными поверхностями выхлопных труб при условии использования батарейного набора корпусов малого диаметра (Штокман Е.А. Очистка воздуха / Е.А.Штокман. - М.: АСВ, 1999. - С.135).
Эффективность разделения дисперсных материалов и очистки воздуха при использовании описанного способа является недостаточной, так как движение по нисходящей и восходящей траекториям происходит с большими нарушениями движения тонких частиц и уносом в выхлопную трубу.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату, принятым за прототип является способ пневмофракционирования дисперсных материалов и очистки технологического воздуха, включающий ввод аэродисперсного потока через тангенциальный патрубок в сужающийся изменяемый винтовой объем, образованный внутренней поверхностью корпуса, имеющего регулируемую перфорацию на конической боковой поверхности, витками винтовой поверхности и наружной поверхностью выхлопной трубы, транспортирование аэродисперсного потока внутри названного объема, вывод фракций через перфорацию в герметичный объем и вывод очищенного технологического воздушного потока с нисходящей траектории на восходящую траекторию в выхлопную трубу. Транспортирование аэродисперсного потока внутри названного объема через одну зону дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха осуществляют путем регулируемого ускорения аэросмеси при последовательном ее расслоении с выделением крупных фракций, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью. При этом сужающиймся изменяемым винтовым объемом достигают нижнего торца выхлопной трубы с регулируемой винтовой воронкой, отстоящей от подвижного элемента с изменяемой конической поверхностью на регулируемое расстояние (патент RU 2442662, МПК В04С 5/03 (2006/01)).
Основным недостатком описанного способа является пониженная эффективность пневмофракционирования дисперсных материалов и очистки технологического воздуха, обусловленная резким переходом тонких частиц на восходящую траекторию и уносом в выхлопную трубу с очищенным воздушным потоком.
Задачей изобретения является повышение эффективности пневмофракционирования дисперсных материалов и очистки технологического воздуха.
Поставленная задача решается тем, что в способе пневмофракционирования дисперсных материалов и очистки технологического воздуха, включающем ввод аэродисперсного потока через тангенциальный патрубок в сужающийся изменяемый винтовой объем, образованный внутренней поверхностью корпуса, имеющего регулируемую перфорацию на конической боковой поверхности, витками винтовой поверхности и наружной поверхностью выхлопной трубы, транспортирование аэродисперсного потока внутри названного объема через зону дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха путем регулируемого ускорения аэросмеси с выделением крупных фракций, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью, вывод фракций через перфорацию в герметичный объем и вывод очищенного технологического воздушного потока с нисходящей траектории на восходящую в выхлопную трубу, согласно изобретению транспортирование аэродисперсного потока осуществляют как минимум через три зоны дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха путем регулируемого ускорения аэросмеси с предварительным выделением крупных фракций в верхней зоне, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью и обеспечивающей необходимую скорость прохождения средней зоны, путем дальнейшего продвижения аэросмеси с выделением средней фракции в средней зоне, сформированной диффузорно-конфузорным кольцевым объемом среднего участка корпуса ниже винтовой поверхности, изменяемым посредством изменения формы и размера зоны перфорации для выделения средней фракции и посредством регулирования установки нижнего торца выхлопной трубы с выводом в нее части очищенного воздушного потока, путем дальнейшего продвижения обогащенной аэросмеси в нижней зоне управляемого разворота обогащенной аэросмеси для выделения тонкой фракции через боковую и торцевую поверхности корпуса и вывода очищенного воздушного потока в выхлопную трубу, сформированной кольцевым объемом нижнего участка корпуса с соосной с последним винтовой поверхностью, регулируемой по форме, высоте и диаметру.
Транспортирование аэродисперсного потока можно совмещать с дополнительным улавливанием пыли в процессе рециркуляции части воздушного потока через перфорированную трубу с изменяемыми эластичностью стенки, перфорацией, диаметром и длиной, соединенной с тангенциальным патрубком с одного или двух торцов.
Транспортирование аэродисперсного потока можно осуществлять при установке винтовой поверхности на перфорированной трубе.
Повышение эффективности пневмофракционирования дисперсных материалов и очистки технологического воздуха обусловлено регулируемой аэродисперсной структурой при транспортировании аэродисперсного потока как минимум через три зоны дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха, обеспечивающие в верхней зоне - центробежное ускорение аэросмеси с выделением крупной фракции, в средней зоне - выделение средней фракции в диффузорно-конфузорном кольцевом объеме с выводом части очищенного воздуха в выхлопную трубу и выделение в нижней зоне - наиболее тонкой фракции через боковую поверхность нижнего участка корпуса, по оси которого расположена винтовая поверхность.
На приведенном чертеже изображена схема осуществления способа пневмофракционирования дисперсных материалов и очистки технологического воздуха.
На чертеже дополнительно обозначено сплошной вертикальной линией со стрелкой - направление выхода фракций; сплошной перечеркнутой линией со стрелкой - направление входа аэродисперсного потока; штрихпунктирной линией со стрелкой - направление выхода очищенного воздуха; пунктирными линиями со стрелками - направление рециркуляции воздуха.
Способ пневмофракционирования дисперсных материалов и очистки технологического воздуха реализуется при помощи всасывающего тангенциального патрубка 1, выхлопной трубы 2, усеченного конического корпуса 3, винтовой поверхности 4, винтового объема 5, образованного внутренней поверхностью корпуса 3 и винтовой поверхностью 4. Усеченный конический корпус 3 помещен в герметичную обечайку 6. На боковой поверхности корпуса 3 выполнены перфорация 7, 8 и 9. Соосно с корпусом 3 расположена винтовая поверхность 10.
Винтовая поверхность 10 может быть установлена на перфорированной трубе 11.
Кроме того, торцевая поверхность корпуса 3 имеет перфорацию 12.
Способ пневмофракционирования дисперсных материалов и очистки технологического воздуха осуществляется следующим образом.
Аэродисперсный поток с заданной скоростью вводят через тангенциальный патрубок 1 в сужающийся изменяемый винтовой объем 5 с регулируемой аэродисперсной структурой, образованный внутренней поверхностью корпуса 3, имеющего регулируемую перфорацию 7, 8 и 9 на конической боковой поверхности, витками винтовой поверхности 4 и наружной поверхностью выхлопной трубы 2.
Осуществляют транспортирование аэродисперсного потока в корпусе 3 как минимум через три зоны дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха.
В верхней зоне дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха, сформированной винтовым объемом 5 верхнего участка корпуса 3 с винтовой поверхностью 4 и обеспечивающей необходимую скорость прохождения средней зоны, транспортирование аэродисперсного потока производят путем регулируемого ускорения аэросмеси с предварительным выделением крупных фракций через перфорацию 7. Таким образом в верхней зоне создаются условия устойчивого движения аэросмеси как в осевом, так и в радиальном направлениях, за счет чего осуществляется перераспределение твердых частиц: более крупные частицы подходят к внутренней поверхности корпуса 3 и их выводят через перфорацию 7 и далее - через герметичный объем между обечайкой 6 и корпусом 3. При этом аэросмесь с более равномерным фракционным составом за счет отвода крупной фракции и усиления аэроцентробежного винтового поля подводят к средней зоне дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха с определенным ускорением.
Далее в средней зоне дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха, сформированной диффузорно-конфузорным кольцевым объемом среднего участка корпуса 3 ниже винтовой поверхности 4, изменяемым посредством изменения формы и размера зоны перфорации 8 для выделения средней фракции и посредством регулирования установки нижнего торца выхлопной трубы 2 с выводом в нее части очищенного воздушного потока, транспортирование аэродисперсного потока производят путем дальнейшего продвижения аэросмеси с выделением средней фракции через перфорацию 8. Необходимая скорость прохождения аэросмеси в средней зоне определяется диффузорно-конфузорным кольцевым объемом среднего участка корпуса 3. В винтовом диффузоре в виде сужения происходит значительное увеличение скорости аэросмеси, что определяет напряженность центробежного поля. Твердые частицы отжимаются к стенке корпуса 3 и их подводят к началу перфорации 8. После этого твердые частицы, перемещающиеся в осевом направлении, под действием центробежной силы выводят через перфорацию 8, а часть воздушного потока выводят в выхлопную трубу 2. Наличие конфузора в виде расширения создает увеличение объема и снижение скорости. Перепад давлений и центробежная сила определяют траекторию полета средней фракции с выводом ее через перфорацию 8.
Далее в нижней зоне дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха, сформированной кольцевым объемом нижнего участка корпуса 3 с соосной с последним винтовой поверхностью 10, регулируемой по форме, высоте и диаметру, транспортирование аэродисперсного потока производят путем дальнейшего продвижения обогащенной аэросмеси в нижней зоне ее управляемого разворота с выделением тонкой фракции через боковую поверхность корпуса 3, а именно через перфорацию 9, и через торцевую поверхность корпуса 3, а именно через перфорацию 12, и вывода очищенного воздушного потока в выхлопную трубу 2. Таким образом обогащенная аэросмесь более тонкого фракционного состава поступает в нижнюю зону, где за счет перфорации 9 вдоль образующей корпуса 3 и перфорации 12 в торце корпуса 3, винтовой поверхности 10 и степени сужения корпуса 3 происходит выделение наиболее тонкой фракции. При этом воздушный поток разворачивают с нисходящей траектории движения на восходящую, что определяется размером перфорации, наличием винтовой поверхности 10, которая регулируется диаметром, длиной и шагом. Эти показатели определяют сопротивление движению аэросмеси, усиливают выделение тонкой фракции и позволяют перевести воздушный поток с нисходящей траектории на восходящую траекторию с выводом его в выхлопную трубу 2.
Кроме того, транспортирование аэродисперсного потока совмещают с дополнительным улавливанием пыли в процессе рециркуляции части воздушного потока через перфорированную трубу 11 с изменяемыми эластичностью стенда, перфорацией, диаметром и длиной, соединенной с тангенциальным патрубком 1 с одного или двух торцов (на чертеже не показано). Это позволяет в режиме регенерации части воздушного потока дополнительно очищать воздух, выходящий из выхлопной трубы 2, причем воздух, отбираемый из выхлопной трубы 2 вместе с частью пыли, определяется величиной и формой кольцевого пространства.
Кроме того, транспортирование аэродисперсного потока осуществляют при установке на перфорированной трубе 11 винтовой поверхности 10, что способствует усилению винтового потока и обеспечивает формирование пылевого слоя в центральной части и транспортирование его в нижней зоне от окончания перфорации 8 до торца корпуса 3 и перфорации 12 в нем. В процессе локализации пылевого облака по центру пыль проходит через перфорацию в трубе 11 и в режиме рециркуляции ее выводят из основного потока, который идет по выхлопной трубе 2.
Предлагаемый способ пневмофракционирования дисперсных материалов и очистки технологического воздуха обеспечивает повышенную технологическую эффективность при разделении на фракции продуктов размола частиц от 240 мкм до 0,1 мкм с очисткой технологического воздуха до 99,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Камера Злочевского для обеспыливания | 2023 |
|
RU2815376C1 |
| Агрегат Злочевского для выделения и фракционирования примесей из аэрогидропотока (варианты) | 2020 |
|
RU2750231C1 |
| АЭРОВИНТОВОЙ ЦИКЛОН-СЕПАРАТОР | 2010 |
|
RU2442662C1 |
| ЦЕНТРИФУГА ЗЛОЧЕВСКОГО ДЛЯ ВЫДЕЛЕНИЯ ПРИМЕСЕЙ ИЗ АЭРОГИДРОПОТОКА | 2022 |
|
RU2797666C1 |
| СПОСОБ АЭРОЦЕНТРОБЕЖНОГО РАЗДЕЛЕНИЯ ПРОДУКТОВ РАЗМОЛА | 2006 |
|
RU2317155C1 |
| СПОСОБ ПНЕВМОИНЕРЦИОННОЙ СЕПАРАЦИИ ПРОДУКТОВ РАЗМОЛА | 2008 |
|
RU2369447C1 |
| СПОСОБ ПНЕВМОИНЕРЦИОННОГО ОТДЕЛЕНИЯ ПРОДУКТОВ РАЗМОЛА И ПЫЛИ | 2008 |
|
RU2386488C1 |
| СПОСОБ ПНЕВМОСЕПАРАЦИИ ДИСПЕРСНОГО МАТЕРИАЛА | 2005 |
|
RU2286855C1 |
| СПОСОБ ОТДЕЛЕНИЯ МЕЛКОДИСПЕРСНЫХ ЧАСТИЦ ОТ ГАЗОВОЙ СРЕДЫ | 2011 |
|
RU2461410C1 |
| ПНЕВМОСЕПАРАТОР-КЛАССИФИКАТОР | 2001 |
|
RU2193458C2 |
Изобретение относится к области разделения дисперсных материалов посредством воздействия на них воздушных структур, обеспечивающих получение фракций по совокупности физико-механических свойств с одновременной очисткой технологического воздуха, и может быть использовано в различных областях производства, например горнообогатительного, зерноперерабатывающего, энергетического. Способ пневмофракционирования дисперсных материалов и очистки технологического воздуха включает ввод аэродисперсного потока через тангенциальный патрубок в сужающийся изменяемый винтовой объем, образованный внутренней поверхностью корпуса, имеющего регулируемую перфорацию на конической боковой поверхности, витками винтовой поверхности и наружной поверхностью выхлопной трубы, транспортирование аэродисперсного потока внутри названного объема через зону дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха путем регулируемого ускорения аэросмеси с выделением фракций, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью, вывод фракций через перфорацию в герметичный объем и вывод очищенного технологического воздушного потока с нисходящей траектории на восходящую в выхлопную трубу. Транспортирование аэродисперсного потока осуществляют как минимум через три зоны дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха путем регулируемого ускорения аэросмеси с предварительным выделением крупных фракций в верхней зоне, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью и обеспечивающей необходимую скорость прохождения средней зоны, путем дальнейшего продвижения аэросмеси с выделением средней фракции в средней зоне, сформированной диффузорно-конфузорным кольцевым объемом среднего участка корпуса ниже винтовой поверхности, изменяемым посредством изменения формы и размера зоны перфорации для выделения средней фракции и посредством регулирования установки нижнего торца выхлопной трубы с выводом в нее части очищенного воздушного потока, путем дальнейшего продвижения обогащенной аэросмеси в нижней зоне управляемого разворота обогащенной аэросмеси для выделения тонкой фракции через боковую и торцевую поверхности корпуса и вывода очищенного воздушного потока в выхлопную трубу, сформированной кольцевым объемом нижнего участка корпуса с соосной с последним винтовой поверхностью, регулируемой по форме, высоте и диаметру. Технический результат - повышение эффективности разделения на фракции продуктов размола частиц от 240 мкм до 0,1 мкм с очисткой технологического воздуха до 99,8%. 2 з.п. ф-лы, 1 ил.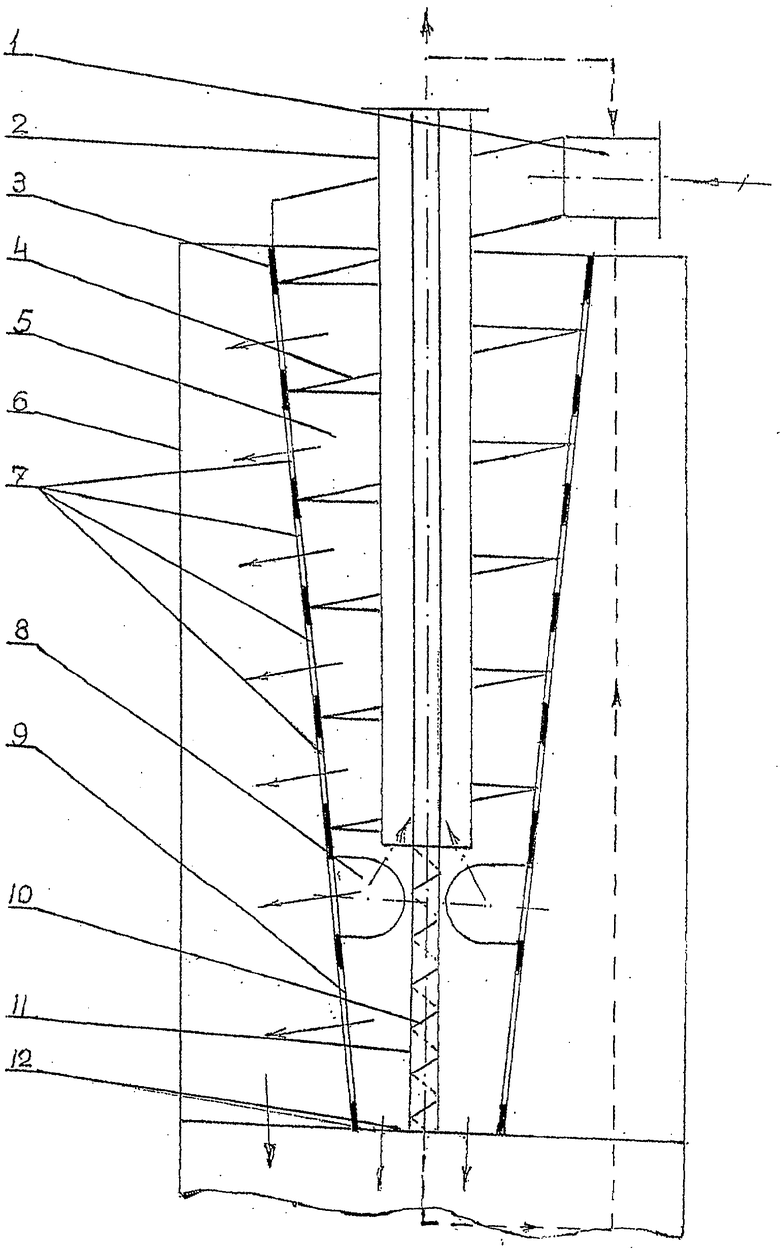
1. Способ пневмофракционирования дисперсных материалов и очистки технологического воздуха, включающий ввод аэродисперсного потока через тангенциальный патрубок в сужающийся изменяемый винтовой объем, образованный внутренней поверхностью корпуса, имеющего регулируемую перфорацию на конической боковой поверхности, витками винтовой поверхности и наружной поверхностью выхлопной трубы, транспортирование аэродисперсного потока внутри названного объема через зону дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха путем регулируемого ускорения аэросмеси с выделением фракций, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью, вывод фракций через перфорацию в герметичный объем и вывод очищенного технологического воздушного потока с нисходящей траектории на восходящую в выхлопную трубу, отличающийся тем, что транспортирование аэродисперсного потока осуществляют как минимум через три зоны дифференцированного пневмофракционирования дисперсных материалов, очистки и вывода технологического воздуха путем регулируемого ускорения аэросмеси с предварительным выделением крупных фракций в верхней зоне, сформированной винтовым объемом верхнего участка корпуса с винтовой поверхностью и обеспечивающей необходимую скорость прохождения средней зоны, путем дальнейшего продвижения аэросмеси с выделением средней фракции в средней зоне, сформированной диффузорно-конфузорным кольцевым объемом среднего участка корпуса ниже винтовой поверхности, изменяемым посредством изменения формы и размера зоны перфорации для выделения средней фракции и посредством регулирования установки нижнего торца выхлопной трубы с выводом в нее части очищенного воздушного потока, путем дальнейшего продвижения обогащенной аэросмеси в нижней зоне управляемого разворота обогащенной аэросмеси для выделения тонкой фракции через боковую и торцевую поверхности корпуса и вывода очищенного воздушного потока в выхлопную трубу, сформированной кольцевым объемом нижнего участка корпуса с соосной с последним винтовой поверхностью, регулируемой по форме, высоте и диаметру.
2. Способ по п.1, отличающийся тем, что транспортирование аэродисперсного потока совмещают с дополнительным улавливанием пыли в процессе рециркуляции части воздушного потока через перфорированную трубу с изменяемыми эластичностью стенки, перфорацией, диаметром и длиной, соединенной с тангенциальным патрубком с одного или двух торцов.
3. Способ по п.1, отличающийся тем, что транспортирование аэродисперсного потока осуществляют при установке винтовой поверхности на перфорированной трубе.
| АЭРОВИНТОВОЙ ЦИКЛОН-СЕПАРАТОР | 2010 |
|
RU2442662C1 |
| Устройство для разделения сыпучих материалов | 1984 |
|
SU1207527A1 |
| ПЫЛЕУЛОВИТЕЛЬ | 2004 |
|
RU2260476C1 |
| СПОСОБ АЭРОЦЕНТРОБЕЖНОГО РАЗДЕЛЕНИЯ ПРОДУКТОВ РАЗМОЛА | 2006 |
|
RU2317155C1 |
| ЗАВИХРИТЕЛЬ ГАЗОВОГО ПОТОКА | 2000 |
|
RU2181632C2 |
| ЦИКЛОН-КЛАССИФИКАТОР | 2002 |
|
RU2209122C1 |
| GB 1014268 A, 22.12.1965 | |||

