Изобретение относится к способу загрузки подогревателей с нагревательными элементами для загружаемого материала стекловаренных устройств, причем загружаемый материал укладывают на самые верхние нагревательные элементы при однообразном распределении, контролируемом датчиками.
Публикации, касающиеся подготовки загружаемого материала для стекловаренных печей, появляются уже несколько десятилетий, во многих случаях в них обращается внимание на склонность к склеиванию смесей с различными компонентами. Смеси добавляют в стекломассы вследствие весьма разных целевых предназначений. Причины склонности к склеиванию компонентов очень разнообразны и основываются на весьма разных точках плавления, вязкостях, размерах и формах частиц, а также на тепловых и механических факторах, влияющих на пути транспортирования перед расплавлением. Особенно негативное действие оказывают при этом заносимые с загружаемым материалом свободная или связанная вода, а также водяной пар, вводимые с отработавшими газами для подогрева и регенерации тепла из последовательно подсоединенного варочного бассейна. Конденсация испаряемой воды способствует склеиванию. Другим отрицательным фактором является бункер для загружаемого материала, в котором материал бесконтрольно и неравномерно укладывается слоями над самыми верхними отопительными трубопроводами и в котором опять же конденсируется водяной пар.
Из публикации US 7494948 B2 известно, что укладывают свободно текучие массы загружаемого материала из компонентов стекла для стекловаренных печей соответственно во влажном (сыром) состоянии, либо при температурах ниже 35°С, либо подогревают до температуры 100°С или выше, прежде чем подводить их к стекловаренной печи. При этом влажный загружаемый материал должен содержать свободную долю воды от 2% до 10% и от 0,0001% до 5% поверхностно-активного материала, предпочтительно водорастворимого мыла, например карбоксилата от 4 до 22 связанными атомами С. При этом можно укладывать влажный загружаемый материал и подогревать, по меньшей мере, до 150°С, и он остается без осаждения свободно текучим. Автор сообщает, что до появления его изобретения было невозможно загружать подогреватель влажным загружаемым материалом, так как при температурах 100°С и выше неизбежно происходило спекание массы. В публикации не указываются размеры частиц, однако со ссылкой на публикацию ЕР 1123903 А2 сообщается, что без описанного в ней устройства с электростатическим сепаратором пыли может происходить загрязнение окружающей среды частицами тонкодисперсной пыли.
Из публикации DE 102008030161 известен теплообменник, имеющий форму шахты для предварительного подогрева смеси стекла в виде частиц для стекловаренных печей, через которые дымовые газы из системы обогрева печи направляют в чередующиеся и извилистые горизонтальные каналы дымового газа. Теплообменник имеет многочисленные вертикальные и прямоугольные в поперечном сечении каналы расплавляемого материала, пересекающиеся с поперечным смещением с каналами дымового газа и соединенные друг с другом через отверстия в стенках канала таким образом, что водяной пар из вертикальных каналов расплавляемого материала будет отсасываться в поперечном направлении и тогда предотвращается вход дымовых газов в каналы расплавляемого материала. Однако при этом не исключается, что вследствие удаленности указанных отверстий в стенах шахты и вследствие длинных горизонтальных путей потока внутри расплавляемого материала остается влага, приводящая к склеиванию частиц расплавляемого материала и к блокировке его подачи.
Ни один из вышеупомянутых документов не решает проблему распределения загружаемого материала равномерно и по возможности наиболее тонким слоем на самые верхние каналы топочного газа или над ними и поддержания этого состояния.
Задача предлагаемого изобретения состоит в создании способа описанного прежде вида, при помощи которого распределение загружаемого материала происходит с максимально тонкой, но равномерной толщиной слоя на верхних нагревательных элементах и между ними, так чтобы эффективно сдерживать или предотвращать склеивание частиц и затор движения загружаемого материала.
Решение поставленной задачи осуществляется согласно изобретению указанным способом посредством того, что
a) над самыми верхними нагревательными элементами располагают распределительное устройство по меньшей мере с тремя поворотными распределительными пластинами, поворотные оси которых проходят в горизонтальных краях виртуальной призмы (Р), причем
b) самая верхняя распределительная пластина сбрасывает загружаемый материал с чередованием на одну из расположенных под ней распределительных пластин, которая, со своей стороны, сбрасывает поступивший загружаемый материал по одной из ее сторон вниз, причем
c) движения распределительных пластин регулируются датчиками со схемой обработки данных и управления и регулирующими органами, соответствующими распределительным пластинам, с целью равномерного распределения поверхности загружаемого материала по поперечному сечению подогревателя.
Благодаря этому поставленная задача решается в полной мере, в частности загружаемый материал распределяется с максимально тонкой, однако равномерной толщиной слоя на верхних нагревательных элементах или между ними, так что эффективно сдерживается или предотвращается склеивание частиц и затор движения загружаемого материала.
Изобретение относится также к устройству для загрузки подогревателей, содержащему распределительное устройство и нагревательные элементы для загружаемого материала для стекловаренного устройства, причем загружаемый материал укладывают на самые верхние нагревательные элементы с равномерным распределением посредством регулирования датчиками.
Для решения указанной задачи и достижения указанных преимуществ такое устройство отличается тем, что
a) над самыми верхними нагревательными элементами расположено распределительное устройство по меньшей мере с тремя поворотными распределительными пластинами, поворотные оси которых проходят в горизонтальных краях виртуальной призмы (Р), причем
b) самая верхняя распределительная пластина может с чередованием поворачиваться между двумя конечными положениями, в которых загружаемый материал можно сбрасывать на одну из расположенных под ней распределительных пластин, посредством которой соответственно пойманный загружаемый материал можно сбрасывать по одной из ее сторон вниз, причем
c) движения распределительных пластин можно регулировать датчиками со схемой обработки данных и управления и регулирующими органами, соответствующими распределительным пластинам, с целью равномерного распределения поверхности загружаемого материала по поперечному сечению подогревателя.
Для следующих выполнений изобретения особенно предпочтительно, если, или по отдельности, либо в комбинации:
- самая верхняя ось расположена в вертикальной средней плоскости (М-М) распределительного устройства, и под ней расположены две другие оси с их распределительными пластинами в зеркально-симметричной компоновке по обеим сторонам вертикальной средней плоскости (М-М) распределительного устройства;
- путь скольжения двух направленных друг к другу в положении соосности распределительных пластин соответственно ограничен одной отклоняющей пластиной, расположенной на участке края распределительного устройства,
- датчики расположены в горизонтальной матрице, находящейся в горизонтальной плоскости в верхнем конце подогревателя,
- датчики входят в зазоры между самыми верхними нагревательными элементами, и/или, если
- распределительное устройство имеет установленные под углом в зеркально-симметричной компоновке две стенки, виртуальное продление которых врезается в среднюю плоскость (М-М).
Далее приводится более подробное разъяснение примера выполнения предмета изобретения и принципы его действия и другие преимущества при помощи фиг.1-5, на которых показаны:
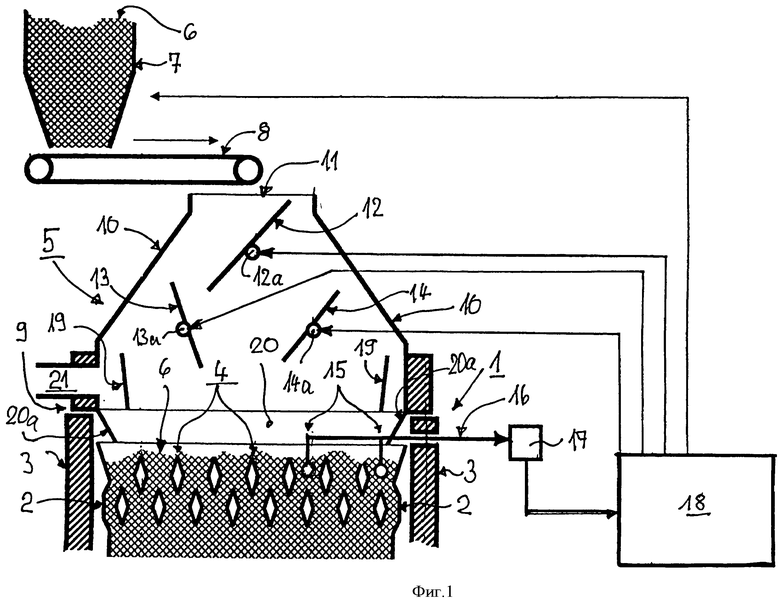
фиг.1 - вертикальный разрез верхнего конца подогревателя и распределительного устройства для загружаемого материала в сочетании с измерительно-управляющими устройствами;
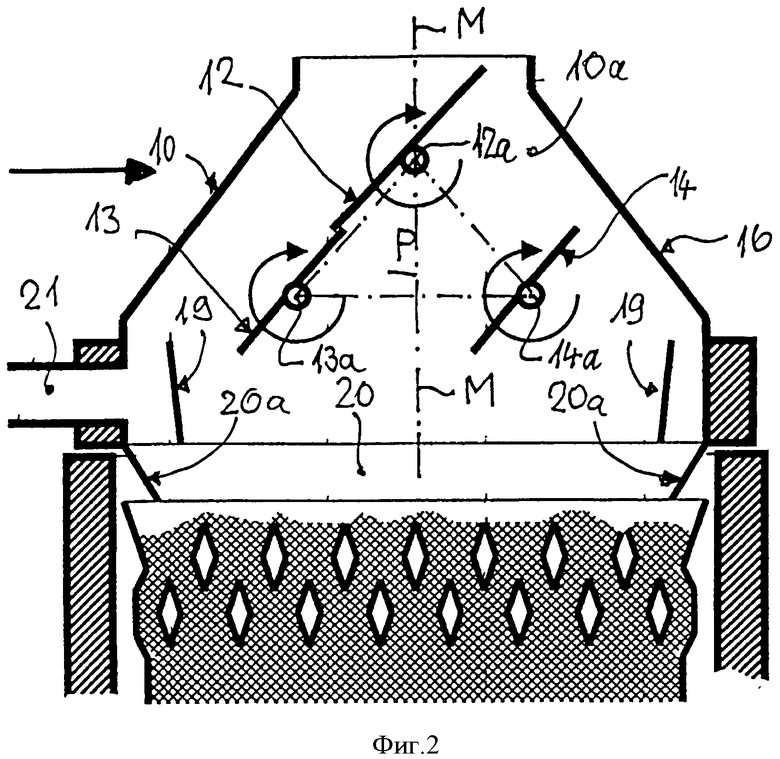
фиг.2 - разрез, аналогичный фиг.1 для демонстрации движений распределительных пластин;
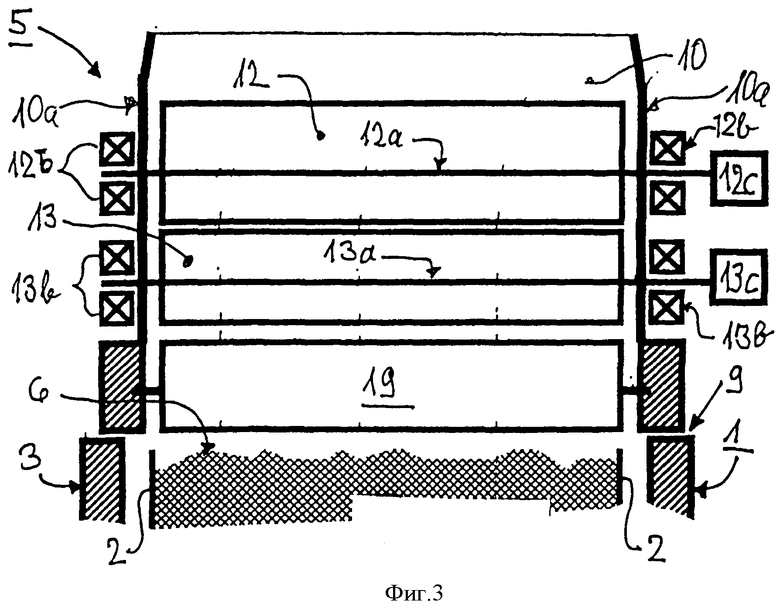
фиг.3 - вид сбоку предмета изобретения по фиг.2 при отсутствии передней верхней поверхности;
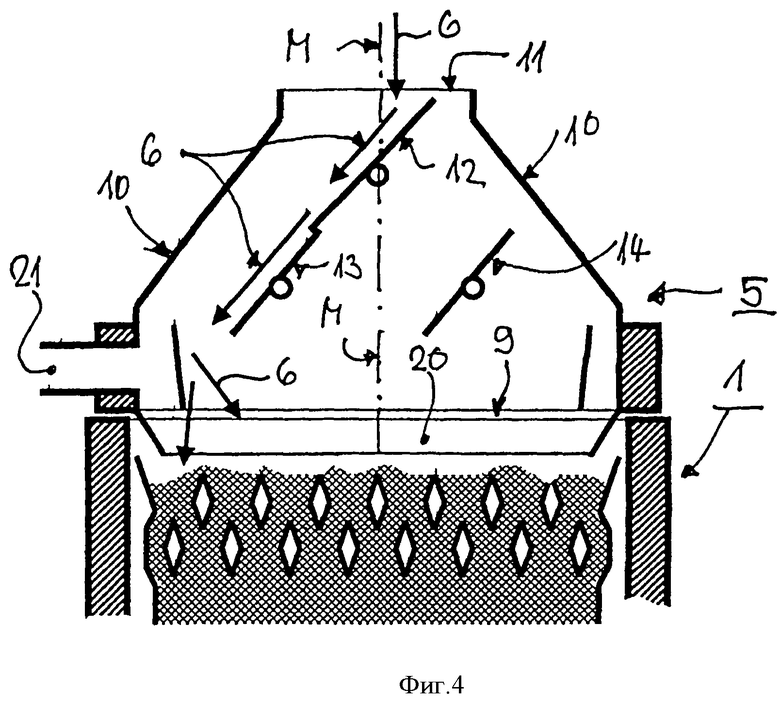
фиг.4 - изображение аналогично фиг.2 при направлении загрузки рядом с левым краем; и
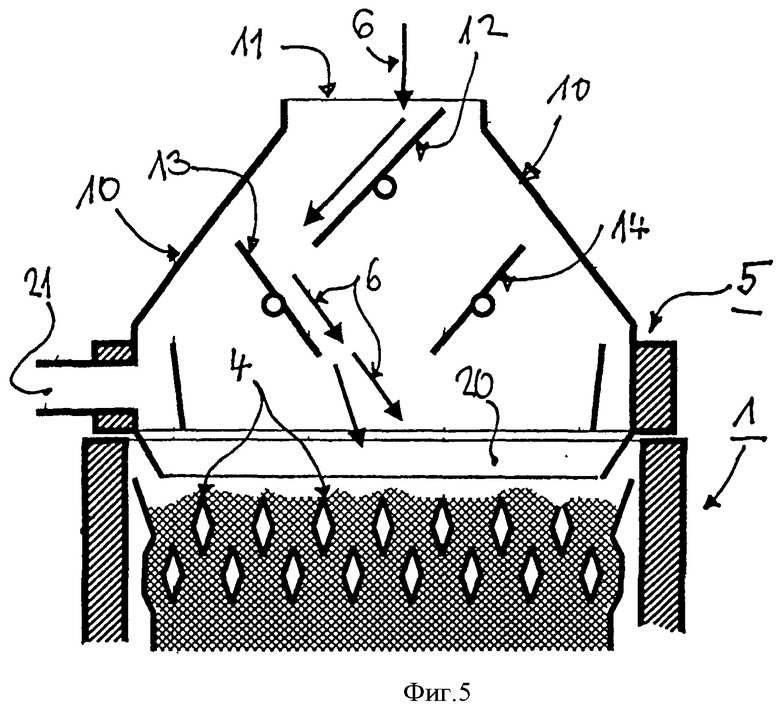
фиг.5 - изображение аналогично фиг.2 при направлении загрузки в середине устройства.
На фиг.1 изображен вертикальный разрез верхнего конца подогревателя 1 с направляющими стенками 2, теплоизоляцией 3 и двумя этажами нагревательных элементов 4, над которыми расположено распределительное устройство 5 для загружаемого материала 6, снабжаемое сверху из засыпного устройства 7 через конвейерную ленту 8 с широким распределением по поверхности. Подогреватель 1 и распределительное устройство 5 соприкасаются прямоугольными поперечными сечениями на разделительном шве 9. Распределительное устройство 5 имеет две скошенные верхние поверхности 10, заключающие между собой на своих верхних концах прямоугольное загрузочное отверстие 11.
Внутри распределительного устройства 5 расположены три поворотные распределительные пластины 12, 13 и 14, оси 12а, 13а и 14а которых проходят в горизонтальных краях виртуальной призмы Р (фиг.2). Внутри загружаемого материала 6 и между нагревательными элементами 4 находится плоскостная матрица датчиков 15, из которых на чертеже изображены только два. Сигналы от них подводятся по отдельным проводным линиям 16 в блок 17 сбора информации, а от него - к регулировочному устройству 18 для пространственной регулировки распределительных пластин 12, 13 и 14. Внутри распределительного устройства 5 находятся еще две отклоняющие пластины 19, препятствующие проникновению загружаемого материала 6 в зазор между направляющими стенками 2 и теплоизоляцией 3. Заканчиваясь внизу на участке разделительного шва 9, расположена прямоугольная рама 20 из скошенных поверхностей 20а, преследующая такую же цель. Восходящие из загружаемого материала 6 отработавшие газы отводятся по выпускному каналу 21.
На фиг.2 изображена виртуальная призма Р, на горизонтальных краях которой находятся оси 12а, 13а и 14а распределительных пластин 12, 13 и 14. Их поворотные движения изображены круглыми стрелками. В этом случае перекрываются два продольных края распределительных пластин 12 и 13. Действие представлено посредством фиг.4.
На фиг.3 показан вид сбоку предмета изобретения по фиг.2 в направлении стрелки при отсутствии передних верхних поверхностей 10. Эти верхние поверхности соединены на обоих концах торцовыми поверхностями 10а, в которых фиксированы подшипники 12b и 13b для поворотных осей 12а и 13а. Приведение их в действие происходит посредством регулирующих органов 12с и 13с, управляемых регулировочным устройством 18 (фиг.1). Аналогичное действительно также для поворотной оси 14а.
В верхней части фиг.4 показано изображение аналогично фиг.2 при направлении загрузки рядом с левым краем подогревателя 1, а на фиг.5 показано изображение, аналогичное фиг.2 при направлении загрузки в середине подогревателя 1. При зеркально-симметричном рассмотрении к средней плоскости М-М фиг.4 получаем направление загрузки рядом с правым краем подогревателя 1.
Предмет изобретения создает посредством каскадной компоновки замечательную предпосылку для того, чтобы загружаемый материал 6 распределялся с максимально тонкой, но с равномерной толщиной слоя на верхних нагревательных элементах 4 или между ними, так что эффективно сдерживается и предотвращается склеивание частиц и затор загружаемого материала 6.
Список ссылочных обозначений
1. Подогреватель
2. Направляющие стенки
3. Теплоизоляция
4. Нагревательные элементы
5. Распределительное устройство
6. Загружаемый материал
7. Засыпное устройство
8. Конвейерная лента
9. Разделительный шов
10. Верхние поверхности
10а. Торцевые поверхности
11. Загрузочное отверстие
12. Распределительная пластина
12а. Поворотная ось
12b. Подшипник
12с. Регулировочный орган
13. Распределительная пластина
13а. Поворотная ось
13b. Подшипник
13с. Регулировочный орган
14. Распределительная пластина
14а. Поворотная ось
15. Датчики
16. Проводные линии
17. Блок сбора информации
18. Регулировочное устройство
19. Отклоняющие пластины
20. Рама
20а. Скошенные поверхности
21. Выпускной канал
М-М Средняя плоскость
Р Призма
Изобретение относится к способу и устройству для загрузки подогревателей стекловаренных устройств. Техническим результатом изобретения является равномерное тонкослойное распределение загружаемого материала на верхних каналах топочного газа или над ними для предотвращения склеивания материала. Над самыми верхними нагревательными элементами расположено распределительное устройство по меньшей мере с тремя поворотными распределительными пластинами, поворотные оси которых проходят в горизонтальных краях виртуальной призмы. Самая верхняя распределительная пластина сбрасывает загружаемый материал с чередованием на одну из расположенных под ней распределительных пластин, которая затем сбрасывает его по одной из ее сторон вниз. Движение распределительных пластин регулируется датчиками со схемой обработки данных и управления и регулирующими органами. 2 н. и 5 з.п. ф-лы, 5 ил.
1. Способ загрузки подогревателей (1) с нагревательными элементами (4) для загружаемого материала (6), стекловаренных устройств, причем загружаемый материал (6) равномерно регулируя датчиками (15), укладывают на самые верхние нагревательные элементы (4), отличающийся тем, что
a) над самыми верхними нагревательными элементами (4) располагают распределительное устройство (5) по меньшей мере с тремя поворотными распределительными пластинами (12, 13, 14), поворотные оси (12а, 13а, 14а) которых проходят в горизонтальных краях виртуальной призмы (Р), причем
b) посредством самых верхних распределительных пластин (12) сбрасывают загружаемый материал (6) с чередованием на одну из расположенных под ней распределительных пластин (13, 14), посредством которой затем сбрасывают поступающий загружаемый материал (6) вниз по одной из сторон указанных пластин, причем
c) движения распределительных пластин (12, 13, 14) регулируют посредством датчиков со схемой (17/18) обработки данных и управления и посредством регулирующих органов (12с, 13с), соответствующих распределительным пластинам (12, 13, 14), для равномерно-поверхностного распределения загружаемого материала (6) по поперечному сечению подогревателя (1).
2. Устройство для загрузки подогревателей (1) с распределительным устройством (5) и с нагревательными элементами (4) для загружаемого материала (6) для стекловаренных устройств, причем загружаемый материал (6) может укладываться на самые верхние нагревательные элементы (4) с равномерным распределением посредством регулирования датчиками (15), отличающееся тем, что
a) над самыми верхними нагревательными элементами (4) расположено распределительное устройство (5) по меньшей мере с тремя поворотными распределительными пластинами (12, 13, 14), поворотные оси (12а, 13а, 14а) которых проходят в горизонтальных краях виртуальной призмы (Р), причем
b) самая верхняя распределительная пластина (12) установлена с возможностью поворота попеременно между двумя конечными положениями, в которых загружаемый материал (6) может сбрасываться на одну из расположенных под ней распределительных пластин (13, 14), посредством которой соответственно поступающий загружаемый материал (6) может сбрасываться по одной из ее сторон вниз, причем
c) перемещения распределительных пластин (12, 13, 14) регулируются датчиками (15) со схемой (17/18) обработки данных и управления и регулирующими органами (12с, 13с), соответствующими распределительным пластинам (12, 13, 14), для равномерного поверхностного распределения загружаемого материала (6) по поперечному сечению подогревателя (1).
3. Устройство по п.2, отличающееся тем, что самая верхняя ось (12а) расположена в вертикальной средней плоскости (М-М) распределительного устройства (5), под ней расположены две другие оси (13а, 14а) с их распределительными пластинами (13, 14) в зеркально-симметричной компоновке по обеим сторонам вертикальной средней плоскости (М-М) распределительного устройства (5).
4. Устройство по п.3, отличающееся тем, что путь скольжения двух направленных друг к другу в положении соосности распределительных пластин (12, 13, 14) соответственно ограничен одной отклоняющей пластиной (19), расположенной на участке края распределительного устройства (5).
5. Устройство по п.2, отличающееся тем, что датчики (15) расположены в горизонтальной матрице, находящейся в горизонтальной плоскости в верхнем конце подогревателя (1).
6. Устройство по п.2, отличающееся тем, что датчики (15) входят в зазоры между самыми верхними нагревательными элементами (4).
7. Устройство по п.2, отличающееся тем, что распределительное устройство (5) имеет установленные под углом в зеркально-симметричной компоновке две верхние поверхности (10), виртуальное продление которых врезается в среднюю плоскость (М-М).
| DE 3217414 C1, 28.05.1983 | |||
| СПОСОБ ФОРМИРОВКИ ЛИСТОВ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2256625C2 |
| ПРОДУКТ НА ОСНОВЕ МИНЕРАЛЬНЫХ ВОЛОКОН, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН И СПОСОБ ПОЛУЧЕНИЯ | 2004 |
|
RU2358919C2 |
| СПОСОБ ПРЕДОПЕРАЦИОННОГО ПРОЕКТИРОВАНИЯ И ПРЕФОРМАЦИИ БЕДРЕННОГО КОМПОНЕНТА СПЕЙСЕРА ПРИ РЕВИЗИОННОЙ АРТРОПЛАСТИКЕ ТАЗОБЕДРЕННОГО СУСТАВА | 2015 |
|
RU2658743C2 |
| JP 2001355009 A, 25.12.2001. | |||

