Область использования изобретения
Настоящее изобретение относится к способу и установке для термоформования пластиковых топливных баков, обладающих хорошими конструктивными особенностями и устойчивостью против истечения газов, прежде всего, благодаря использованию слоеных листов пластикового материала, такого как полиолефин высокой плотности с барьерным слоем из EVOH для удержания паров топлива; в частности, изобретение относится к способу изготовления топливных баков по технологии термоформования из «сдвоенных листов» и к установке для его осуществления.
Предшествующий уровень техники
Металлические топливные баки широко используются в ряде областей, например, для подачи топлива в двигатели внутреннего сгорания как для сухопутных, так и для водных и воздушных транспортных средств; однако металлические топливные баки, которые используются в настоящее время, являются тяжелыми, их сложно формовать, и они подвержены коррозии.
Современная тенденция заключается в замене металлических топливных баков на топливные баки из слоеных пластиковых материалов, так как они более легкие, обладают способностью противостоять коррозии и могут быть изготовлены посредством глубокой вытяжки с приданием сложных форм.
Согласно действующим в настоящее время правилам, однако, предъявляются все более и более жесткие требования по снижению количества испускаемых газов и паров топлива из баков для уменьшения загрязнения окружающей среды. С этой целью должны быть сокращены до минимума пути возможных выделений газов и паров через отверстия в стенках топливных баков, необходимые для соединения с арматурой и комплектующими частями. Кроме того, современный подход заключается в размещении большей части элементов и вспомогательных приспособлений, необходимых для заливки топлива в двигатель потребителя, внутри самого топливного бака.
При изготовлении топливных баков из пластикового материала используют обычно технологию выдувного формования, согласно которой баночку или трубчатый элемент из пластикового материала экструдируют между двумя полуформами, которые затем смыкают для периферического сдавливания баночки, расположенной между ними; затем в баночку инжектируют под давлением жидкость, чтобы вызвать ее расширение и сцепление с внутренними поверхностями формы.
В топливных баках, изготовленных по технологии выдувного формования, после этапа придания формы необходимо выполнить несколько отверстий в стенках топливного бака для установки различных элементов как внутри, так и снаружи бака. Все это сопряжено с использованием чрезвычайно сложных решений, продолжительных по времени и достаточно дорогостоящих операций, а также с большим риском испускания углеводородов через отверстия в топливных баках в случаях ненадежной герметизации. Более того, если необходимо изготавливать топливные баки из многослойного материала, то очень сложно обеспечить какой-либо контроль толщины стенок.
Чтобы частично исключить эти недостатки и обеспечить количественно высокую производительность, в патенте США № 6372176 и международной публикации WO 02/14050 предложено использовать известную технологию термоформования из двух листов.
Согласно этой технологии листы термопластичного материала нагревают и обрабатывают на соответствующей станции формования, где каждый отдельный лист материала термоформуют в виде оболочки, внутри соответствующей полуформы, затем две оболочки соединяют и сваривают по их периферическим краям для образования топливного бака.
Согласно этим документам первый и второй листы пластикового материала нагревают и обрабатывают на независимых производственных линиях, где каждый пластиковый лист перемещают от загрузочной станции к станции термоформования, на которой каждый предварительно нагретый лист термоформуют в соответствующей матричной форме; первую из полуформ устанавливают на нижнюю плиту лицевой стороной вверх, а вторую полуформу устанавливают лицевой стороной вниз на верхнюю плиту пресса.
После термоформования двух листов верхняя полуформа должна быть сначала совмещена с нижней полуформой, а затем опущена так, чтобы можно было приложить силу для сваривания и герметизации термосформованных оболочек вдоль их периферических краев.
Международная публикация WO 03/097330 также относится к установке для термоформования полых пластиковых изделий из сдвоенного листа, где также используют полуформы для термоформования, обращенные лицевой стороной вверх и вниз.
Операторы могут вводить различные вставки и/или элементы в предварительно заданные положения до того, как две оболочки соединяют и сваривают для образования бака.
Хотя решения, предложенные в известных документах, позволяют использовать технологию термоформования из сдвоенного листа для достижения высокой производительности, способ может быть модернизирован, причем усовершенствованию подвергают как процесс производства, так и термоформуемые топливные баки.
В действительности, согласно известным документам, термоформование нижней оболочки производят путем расположения нижней полуформы полостью вверх, в то время как термоформование верхней оболочки производят путем расположения верхней полуформы полостью вниз.
Все это влечет за собой значительные сложности в термоформовании верхней оболочки, а также структурную неравномерность в топливном баке из-за различного провисания и растяжения пластиковых листов, в частности верхнего листа, из-за того, что обращенная полостью вниз верхняя полуформа противоположна провисанию, вызванному во время нагрева пластикового листа.
Различное расположение и различная ориентация двух полуформ, а также различные условия вытяжки двух пластиковых листов, вызванные провисанием, впоследствии вызывают структурные неравномерности и различия в толщине двух оболочек, которые сложно исключить.
Кроме того, различное расположение полуформ в двух производственных линиях усложняет выполнение операций по вставке элементов в топливный бак, делая установку слишком громоздкой и сложной для оператора, для обеспечения доступа, чтобы производить необходимые проверки и осмотры. Замену полуформ и фиксаторов или оправок также сложно производить.
В производстве топливных баков из пластикового материала для обеспечения необходимой конструктивной устойчивости и требуемой герметичности с целью предотвращения испускания углеводородных газов или создания барьера, в общем, используют слоеный пластиковый материал путем наложения нескольких листов пластика, обладающих различными химическими и/или физическими свойствами.
Поскольку при производстве пластиковых топливных баков согласно современным технологиям получается большое количество отходов, и некоторые дорогие пластиковые материалы сложно восстанавливать, большой проблемой является нахождение новых формовочных средств, посредством которых, в дополнение к повышению объемов выпуска, можно было бы снизить до минимума отходы и, следовательно, стоимость формования баков.
Задачи изобретения
Таким образом, основная задача настоящего изобретения заключается в создании способа и установки для термоформования полых тел, в частности топливных баков, по технологии термоформования сдвоенных листов, посредством которых обеспечивается значительное упрощение цикла изготовления и обработка по существу идентичным образом пластиковых листов таким образом, чтобы сформовать две оболочки топливного бака.
Другой задачей настоящего изобретения является создание способа и установки, как упомянуто выше, посредством которых можно изготавливать топливные баки, отличающиеся высокой степенью структурной гомогенности.
Еще одной задачей настоящего изобретения является создание способа и установки для изготовления топливных баков по технологии термоформования из сдвоенного листа, посредством которых, в дополнение к одновременному выполнению операций на обеих производственных линиях, также обеспечивается возможность работы с сильно укороченными производственными циклами, по существу в постоянном режиме, без простоев, значительно упрощая вставку элементов в полуформы.
Еще одной задачей настоящего изобретения является создание способа термоформования пластиковых топливных баков, посредством которого можно существенно сократить проблемы, связанные с восстановлением отходов, и сократить потери ценных материалов.
Еще одной задачей изобретения является обеспечение легкого доступа в область формования, а также облегчение поддержания работоспособности всей установки.
Краткое описание изобретения
Согласно изобретению все перечисленные выше преимущества достигаются посредством способа термоформования топливных баков из сдвоенного листа согласно п.1 формулы изобретения и установки согласно п.7 формулы изобретения.
Более конкретно, в соответствии с изобретением, создан способ термоформования топливных баков, согласно которому первый и второй листы термоформуемого пластикового материала нагревают и независимо перемещают и обрабатывают вдоль первой и соответственно вдоль второй производственных линий, от загрузочной станции до станции термоформования, причем способ содержит следующие этапы:
- нагрев каждого пластикового листа;
- пневматический захват нагретого пластикового листа вдоль его периферических краев и поддержание этого листа с помощью вакуумных средств в по существу плоском состоянии во время его перемещения вдоль соответствующей производственной линии;
- замещение каждого нагретого пластикового листа над соответствующей полуформой, имеющей полость для придания формы, обращенную лицевой стороной вверх, с одновременным продолжением удерживания пневматическими средствами листа в по существу плоском состоянии;
- опускание нагретого пластикового листа в соответствующую полуформу; и
- термоформование каждого нагретого пластикового листа в соответствующей оболочке с обеспечением сцепления этого листа с открытой сверху полостью формирующей полуформы;
причем способ также содержит дополнительные этапы:
- переворот верхней стороной вниз одной из формующих полуформ и термосформованной оболочки;
- наложение перевернутой верхней стороной вниз полуформы на другую полуформу, обращенную лицевой стороной вверх, для наложения периферических свариваемых областей двух наложенных одна на другую термосформованных оболочек;
- плавление и герметичное сваривание наложенных одна на другую соединенных областей оболочек путем спрессовывания наложенных свариваемых областей между сжимаемыми поверхностями формующих полуформ.
В соответствии с изобретением создана установка для термоформования сдвоенного листа для изготовления пластиковых топливных баков, содержащая первую и вторую термоформованные из сдвоенного листа оболочки, на которой первый и второй термоформуемые пластиковые листы независимо нагреваются и перемещаются вдоль соответствующих первой и второй производственных линий от загрузочной станции, через по меньшей мере одну нагревательную станцию, к соответствующей термоформующей станции, где отдельные пластиковые листы термоформуют в виде первой и второй оболочек в соответствующих первой и второй формующих полуформах, при этом
- первая и вторая формующие полуформы расположены бок о бок и своими открытыми полостями обращены вверх;
- каждая производственная линия содержит захватывающие средства, приводимые в действие пневматически, для захвата пластиковых листов по их периферическим краям, и вакуумное удерживающее устройство для удерживания нагретых пластиковых листов, причем пневматические захватывающие средства и вакуумное удерживающее устройство установлены с возможностью перемещения вдоль производственных линий; вакуумные средства управления для вакуумного удерживающего устройства для поддержания нагретых пластиковых листов по существу в плоском состоянии;
- приводные средства, приспособленные и выполненные так, чтобы переворачивать одну полуформу верхней стороной вниз так, чтобы накладывать ее на другую полуформу и обеспечивать сварку наложенных свариваемых областей термосформованных оболочек путем прессования оболочек.
Перед нагревом до температуры термоформования каждый пластиковый лист может быть подвергнут предварительному нагреву, после чего следует центрирование на последующей центрирующей станции, чтобы обеспечить возможность правильного пневматического захвата периферических краев листа; если требуется, центрирование можно производить до этапа предварительного нагрева. Кроме того, путем использования специальных пневматических оправок можно существенно уменьшить величину поверхностей захвата листов и, следовательно, отходов материала.
Согласно изобретению плоское состояние пластиковых листов во время нагрева и во время перемещения нагретого листа к станции термоформования можно соответствующим образом контролировать путем изменения температуры размягчения пластикового материала и/или путем регулирования разрежения внутри несущего устройства.
В настоящей заявке под термином «по существу плоский» понимают условия, при которых нагретый лист пневматически удерживают за периферические края и поддерживают посредством разрежения с верхней стороны так, чтобы исключить провисание в сколько-нибудь существенной степени под действием собственного веса.
Согласно изобретению этапы нагрева, центрирования и термоформования пластиковых листов на двух производственных линиях можно выполнять циклически посредством подачи отдельных листов вдоль двух производственных линий и выполнения нескольких операций одновременно или последовательно.
Согласно изобретению после этапов термоформования и сварки двух оболочек в виде бака можно производить этап охлаждения топливного бака на отдельной охлаждающей станции, расположенной сбоку от производственных линий. Поскольку охлаждение форм и термосформованных баков занимает значительное время, можно охлаждать баки после термоформования без остановки или нарушения производственного процесса. Этого можно достигнуть путем расположения с одной стороны одной из двух производственных линий, вблизи станции термоформования, станции охлаждения, содержащей вращаемый стол или перемещаемый возвратно-поступательно "челнок", имеющий две или более опорные зоны для форм, которые могут быть время от времени совмещены с термоформовочными станциями производственных линий для размещения сомкнутых полуформ и термосформованного бака.
Две сомкнутые полуформы с баком можно просто передавать на вращаемый стол или на несущий "челнок". Следовательно, если сваривание двух оболочек и охлаждение бака для хранения производят путем подачи жидкости под давлением в этот бак на станции охлаждения, то необходимо использовать соответствующий зажимной пресс для выдерживания бака внутри двух сомкнутых полуформ. По выбору можно использовать специальный кожух для выдерживания в нем сомкнутых полуформ, как альтернативу прессу на станции охлаждения.
Согласно изобретению созданы способ и установка для термоформования топливных баков из сдвоенного листа, где могут быть параллельно установлены две производственные линии, снабженные полуформами, обращенными лицевыми сторонами вверх и расположенными на одном и том же уровне; это позволяет значительно облегчить доступ одного или большего числа операторов ко всей установке для выполнения необходимых действий, например ввода элементов в две оболочки, а также для выполнения всех необходимых операций по техническому обслуживанию. Можно также легко осуществлять замену полуформ и выводить их наружу с двух производственных линий на станцию охлаждения.
Краткое описание чертежей
Эти и другие преимущества и особенности способа и установки согласно настоящему изобретению станут более понятными при ознакомлении с нижеследующим описанием со ссылками на прилагаемые чертежи, на которых изображено:
на Фиг.1 - блок-схема различных этапов и рабочих станций согласно предпочтительному варианту осуществления изобретения;
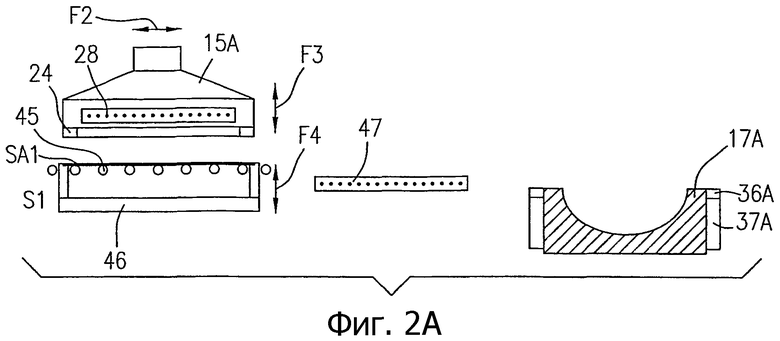
на Фиг.2А-2Н - схема последовательности операций, осуществляемых вдоль каждой производственной линии;
на Фиг.3 и 4 - вид сверху и соответственно вид сбоку переплетного пресса в раскрытом состоянии станции термоформования;
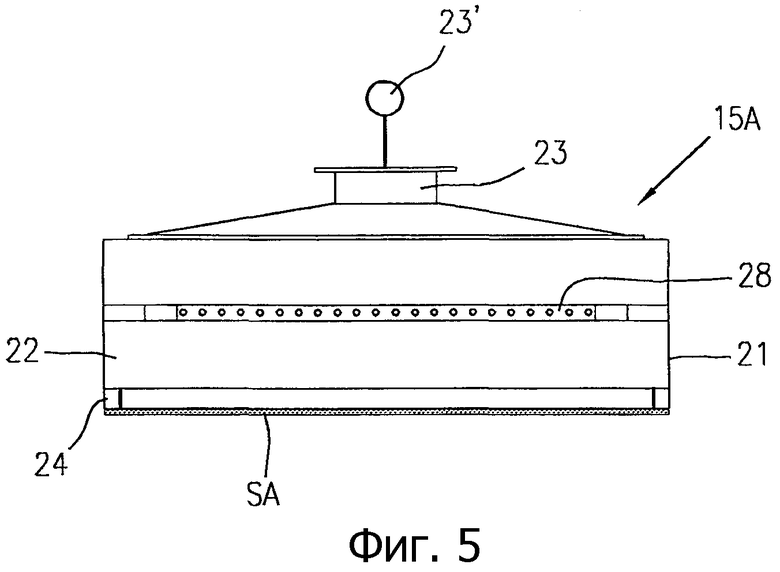
на Фиг.5 - вид вакуумного колокола для пневматического захвата и вакуумной поддержки пластиковых листов на каждой производственной линии;
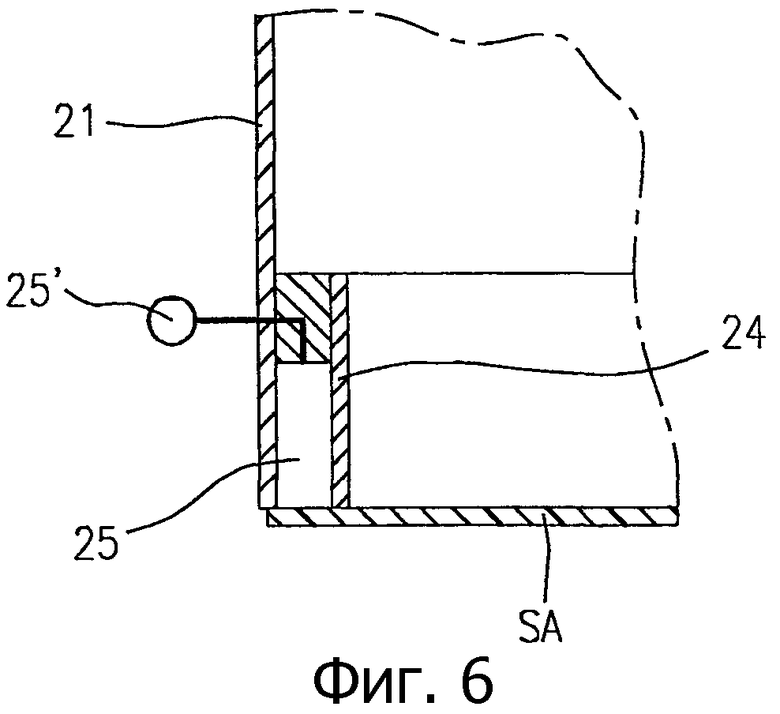
на Фиг.6 - частичный вид вакуумного колокола, представленного на Фиг.5, в увеличенном масштабе;
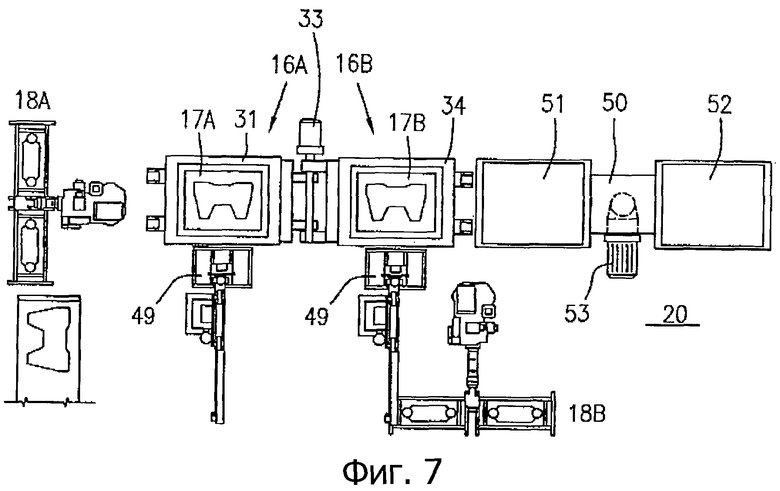
на Фиг.7 - вид сверху станции термоформования установки согласно первому варианту осуществления;
на Фиг.8 - вид, сходный с видом, представленным на предыдущей фигуре, согласно другому варианту осуществления;
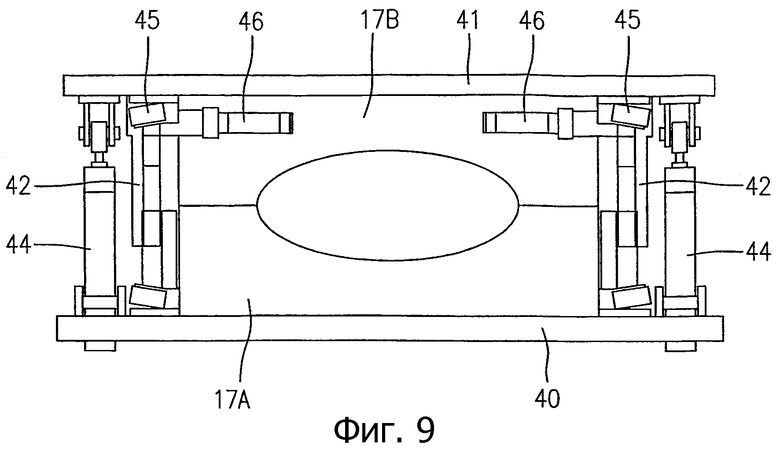
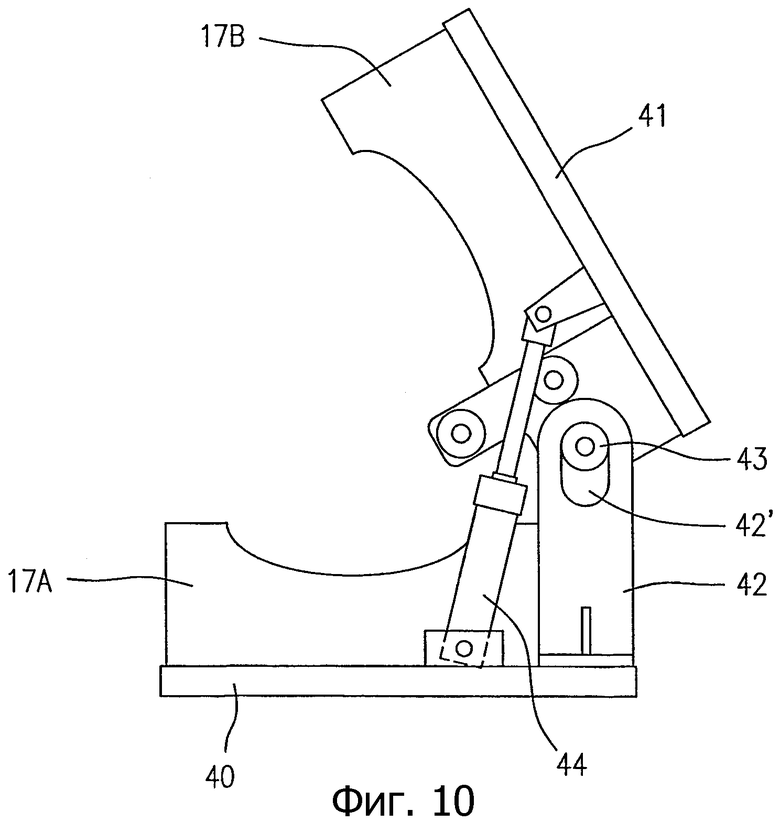
на Фиг.9 и 10 - вид спереди и вид сбоку кожуха в сомкнутом и раскрытом состояниях для выдерживания сомкнутых полуформ во время охлаждения.
Подробное описание изобретения
Как показано на Фиг.1, термоформование топливных баков из сдвоенного листа производят путем обработки отдельных листов термоформуемого пластикового материала на двух отдельных производственных линиях 10А и 10В, расположенных параллельно от станции загрузки пластиковых листов до станции термоформования через промежуточные рабочие станции; вдоль двух линий 10А, 10В отдельные пластиковые листы нагревают и формуют в виде соответствующих термосформованных оболочек посредством выполнения одинаковых производственных этапов воздействия на пластиковые листы при их перемещении парами через различные рабочие станции установки.
В настоящем описании под термином «термоформуемый пластиковый лист» понимают любой пластиковый материал в форме листа, пригодный для придания ему формы в процессе термоформования; могут быть также установлены вспомогательные оправки. Пластиковые листы могут состоять либо из одного слоя соответствующей толщины, либо могут быть слоеными, т.е. состоять из нескольких слоев пластикового материала одинаковой и/или различной толщины, обладающих химическими и/или физическими свойствами, отличающимися друг от друга.
Как показано на Фиг.1, каждая производственная линия 10А, 10В содержит ряд рабочих станций, на которых выполняют различные производственные этапы; в частности на первой станции 11А, 11В выполняют первый этап загрузки путем захвата отдельных листов SA, SB с поддона.
Отдельные пластиковые листы захватывают автоматически и подают их на станции загрузки 11А, 11В с помощью механических и/или пневматических захватывающих устройств; затем их передают на станцию 12А, 12В предварительного нагрева, где пластиковые листы остаются в нагревателе в течение периода времени, необходимого для доведения их до первой температуры предварительного нагрева, которая ниже температуры термоформования этих листов. Хотя предпочтительным является предварительный нагрев пластиковых листов SA, SB для уменьшения продолжительности рабочего цикла, фаза предварительного нагрева может быть также исключена.
Температуру предварительного нагрева пластиковых листов SA, SB соответствующим образом регулируют, например, путем перемещения листов вдоль пути нагрева в конвекционном нагревателе, в котором листы остаются в течение периода нагрева, эквивалентного нескольким производственным циклам, во время которого отдельные листы нагревают постепенно до желаемой температуры.
После завершения этапа предварительного нагрева каждый отдельный лист SA, SB передают на последующую станцию центрирования 13А, 13В, где листы позиционируют и ориентируют так, чтобы их можно было пневматически захватывать, как описано ниже.
В случае, представленном на Фиг.1, этап центрирования 13А, 13В выполняют ниже по технологическому потоку, непосредственно после предварительного нагрева; в определенных случаях этот этап предполагается выполнять тогда, когда требуется поддерживать сравнительно низкую температуру предварительного нагрева относительно температуры термоформования, в результате чего увеличивается время окончательного нагрева. Для обеспечения более благоприятных условий центрирования листов, последние можно предварительно сцентрировать, до их введения в печь для предварительного нагрева; в этом варианте осуществления обеспечивается возможность повышения температуры предварительного нагрева и, следовательно, уменьшения времени окончательного нагрева.
Согласно приведенной в качестве примера блок-схеме на Фиг.1 после центрирования на станциях 13А, 13В предварительно нагретых листов отдельные листы передаются на последующую станцию 14А, 14В для окончательного нагрева, где они нагреваются до температуры, близкой или эквивалентной температуре термоформования, в зависимости от свойств пластикового материала или материалов, из которых состоят отдельные листы SA, SB.
В этой связи, как схематически показано на Фиг.1, отдельные листы SA, SB на станциях центрирования 13А, 13В захватываются с помощью соответствующего пневматического захватывающего устройства 15А и 15В, установленного с возможностью перемещения над каждой производственной линией, например такого типа, который показан на Фиг.5 и 6.
На Фиг.5 изображен, в качестве примера, продольный разрез пневматически приводимого в действие захватывающего и удерживающего вакуумного устройства 15А; пневматическое захватывающее вакуумное устройство 15В полностью аналогично устройству 15А.
Как показано на чертежах, пневматическое захватывающее и удерживающее вакуумное устройство 15А снабжено устройством типа колокола, содержащим периферическую стенку 21, посредством которой образована обращенная вниз вакуум-камера 22; вакуум-камера 22 снабжена конусной верхней частью, оканчивающейся фланцем 23 для присоединения к источнику 23′ отсоса воздуха, необходимой для создания достаточной степени разрежения в вакуум-камере 22 для поддерживания или удерживания пластикового листового материала SA по существу в плоском состоянии; путем регулирования источника 23′ отсоса воздуха можно отрегулировать степень разрежения в вакуум-камере 22 устройства типа колокола и, следовательно, поддерживать необходимое плоское состояние пластикового листа SA.
Форма и размеры устройства 15А по существу соответствуют форме и размерам пластиковых листов SA, SB, которые надлежит термоформовать. Следовательно, устройство 15А типа колокола, изображенное на Фиг.5 и 6, снабжено у его нижнего края пневматически приводимыми в действие средствами для захвата листа SA по его периферическому краю для образования адекватного, не пропускающего воздух уплотнения.
Как показано на Фиг.5 и на Фиг.6, на которой изображены детали устройства, представленного на Фиг.5, в увеличенном масштабе, пневматические захватывающие средства для захвата листа SA могут содержать плоскую периферическую раму 24, прикрепленную изнутри и отстоящую от боковых стенок 21 так, чтобы была образована щель 25, примыкающая с возможностью регулирования к источнику 25′ отсоса воздуха.
Пневматические захватывающие средства для захвата листов могут быть, очевидно, выполнены различной формы или конструкции по сравнению с показанными на чертежах. И, наконец, на Фиг.5 также показано, что устройство 15А в виде колокола для захвата и поддерживания с помощью вакуума листов SA, SB снабжено комплектом 28 нагревательных элементов для нагрева листов SA, SB в этой вакуум-камере 22.
Захват и перемещение каждого отдельного предварительно нагретого листа SA, SB представляет собой один из наиболее деликатных этапов всего процесса, поскольку, если нагретые листы неправильно захвачены и их неправильно поддерживают, то под действием собственного веса они будут подвержены тенденции к провисанию и неконтролируемой деформации, которая может оказывать негативное воздействие на последующее термоформование листов на станциях 16А, 16В.
Таким образом, согласно варианту осуществления изобретения, отдельные листы SA, SB на соответствующих станциях центрирования 13А, 13В захватывают пневматически контролируемым способом за их периферические края и поддерживают посредством вакуума с помощью устройств 15А, 15В в виде колоколов, изображенных на Фиг.5, удерживая их по существу в плоском состоянии при переносе на станции нагрева 14А, 14В. На этих станциях отдельные листы SA, SB дополнительно нагревают, доводя их температуру до значений, эквивалентных или близких к температуре термоформования. Нагрев листов SA, SB на двух нагревательных станциях 14А и 14В можно производить с обеих сторон: снизу - посредством комплекта нагревательных элементов 47, которыми снабжена каждая станция 14А, 14В, а сверху - посредством комплекта нагревательных элементов 28, расположенных внутри устройства 15А и 15В в виде колокола.
После этапа нагрева до температуры термоформования, выполненного на станциях 16А, 16В, нагретые пластиковые листы SA, SB передают с помощью устройств 15А, 15В на последующие станции 16А, 16В, где их подвергают термоформованию в полуформах 17А, 17В для придания им формы, соответствующей форме термосформованных оболочек GA, GB согласно операциям, показанным на Фиг.2А-2Н.
Как было упомянуто ранее, передачу нагретых листов SA, SB осуществляют при поддерживании их посредством вакуума в плоском или по существу плоском состоянии, т.е. исключая сильное провисание, с помощью устройств 15А, 15В в виде колокола, которые можно, таким образом, быстро перемещать между различными линиями рабочих станций.
Для поддержания нагретых листов по существу в плоском состоянии и предохранения их от чрезмерного провисания при постепенном повышении температуры нагрева, определяют уровень провисания листов и постоянно контролируют и регулируют степень вакуума, создаваемого над нагретыми листами с помощью устройств 15А, 15В, так, чтобы предотвратить чрезмерное провисание листов с риском соударения пластиковых листов с неподвижными частями установки, в результате чего может быть исключено или затруднено их правильное позиционирование поверх полуформ 17А, 17В.
Как показано более подробно далее, существенный признак настоящего изобретения заключается в том, что термоформование пластиковых листов SA, SB производят, обеспечивая по существу идентичные условия термоформования обоих листов так, чтобы получать две структурно гомогенные термосформованные оболочки GA, GB.
Это достигается, согласно изобретению, посредством расположения обеих полуформ 17А, 17В бок о бок на одном и том же уровне с соответствующими формующими полостями, обращенными вверх.
Расположение двух полуформ для термоформования бок о бок позволяет обеспечивать условия, при которых листы могут быть также предварительно вытянуты и уложены на полуформы просто под действием их собственного веса. Это не только позволяет существенно упростить термоформование, обеспечивая возможность достижения желаемой структурной гомогенности двух оболочек GA, GB, но также сделать удобным выполнение операций по введению вставок и элементов в одну или обе сфоромованные оболочки до сваривания бака. В действительности, благодаря тому, что обе полуформы 17А, 17В обращены полостями вверх, можно производить введение вставок и/или различных элементов как до, так и после термоформования непосредственно в каждую из полуформ или в термосформованные оболочки в то время как последние все еще остаются в соответствующих полуформах, причем оператор может брать различные элементы с боковой станции 18А и 18В, как показано более подробно на Фиг.7 и 8.
После завершения термоформования двух оболочек и введения различных элементов, как было упомянуто выше, на одной из станций термоформования может быть выполнен последующий этап, заключающийся в наложении одной из полуформ 17А, 17В на другую, сваривании и герметизации двух термосформованных оболочек в областях наложения, как схематически показано на блок-схеме Фиг.1.
Это достигается любым подходящим образом, например путем переворота одной из полуформ верхней стороной вниз и наложения на другую полуформу; путем простого поворота вокруг горизонтальной оси; или любым другим образом, посредством которого можно осуществить наложение одной полуформы на другую, в которых находятся соответствующие термосформованные оболочки; причем одна полуформа должна быть перевернута верхней стороной вниз и уложена поверх другой полуформы, и их периферические свариваемые области должны быть совмещены.
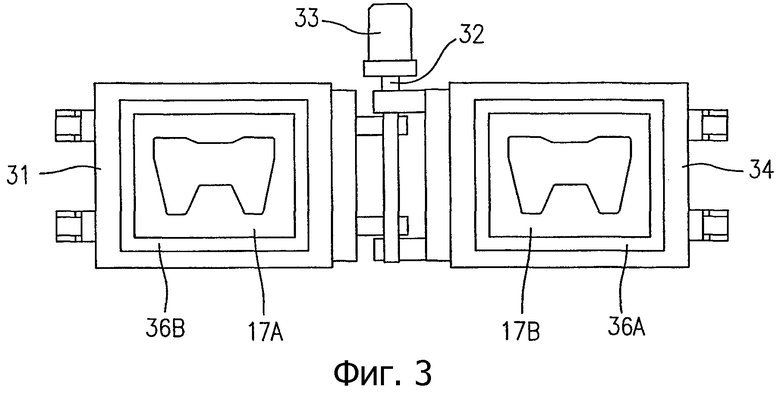
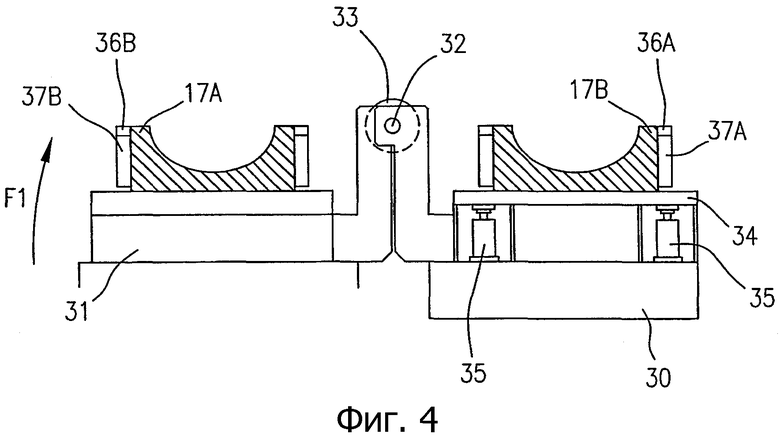
В этой связи, как схематически показано на Фиг.3 и 4, можно использовать переплетный пресс.
Термоформующий пресс содержит неподвижную раму 30 и подвижную раму 31, которую можно поворачивать на 180° вокруг оси поворота 32, соединенной с приводным двигателем 33, или каким-либо другим образом.
Неподвижная рама 30 пресса, в свою очередь, снабжена плитой 34 для поддержания полуформы 17В; плита 34 установлена с возможностью ее перемещения в вертикальном направлении с помощью гидроцилиндров 35 для обеспечения необходимой сжимающей силы для смыкания полуформ 17А, 17В и сваривания наложенных друг на друга областей двух оболочек в сомкнутом состоянии полуформ, как показано на блок-схеме Фиг.1.
На Фиг.3 и 4 показано также, что, согласно другому признаку изобретения, для каждой из полуформ 17А, 17В предусмотрены пневматически приводимые в действие средства для захвата листов; захватывающие средства содержат пневматическую раму 36А, 36В для захвата листов SA, SB снизу по периферическим краям, со стороны, противоположной той, с которой находится захватывающее устройство 24 устройства 15А, 15В в виде колокола, как пояснено ниже. В этой связи пневматическим рамам 36А, 36В придают форму и размеры, идентичные для пневматических рам 24 двух устройств 15А и 15В в виде колокола. Установлено, что это решение очень полезно тем, что с его помощью можно поддерживать отдельные листы SA, SB на двух производственных линиях 10А, 10В и передавать с помощью устройств 15А и 15В в виде колокола поверх формующих полуформ 17А, 17В, посредством захвата листов за узкую периферическую полосу. Это позволяет значительно уменьшить количество отходов и потерь ценного материала, по сравнению с использованием транспортирующих устройств, ранее применявшихся на обычных линиях термоформования, где использовались ремни или другие подобные транспортирующие средства для перемещения пластиковых листов.
Каждую пневматическую раму 36А, 36В можно перемещать вертикально вверх, относительно полуформы 17А, 17В, с помощью соответствующих управляющих цилиндров 37А, 37В. Пневматические захватывающие рамы 36А и 36В могут быть выполнены плоскими или с профилями переменного сечения посредством сочленения секций рамы так, чтобы приспособить их к полуформам с плоскими или трехмерными краями; кроме того, каждая рама может быть снабжена также механическими зажимными средствами для удерживания краев отдельных листов.
После наложения одной из полуформ 17А, 17В на другую с соответствующими термосформованными оболочками в них периферические свариваемые области двух оболочек спрессовывают и приваривают одну к другой в зонах сварки краев самих термоформующих полуформ, таким образом сваривая и герметически уплотняя топливный бак.
После завершения термоформования и сваривания двух оболочек необходимо выполнить этап охлаждения для охлаждения бака перед извлечением его из формы.
Охлаждение можно осуществлять любым подходящим образом, например путем циркуляции воды или охлаждающей жидкости в стенках полуформ или путем циркуляции воздуха, в то же время поддерживая в баке повышенное давление для прилегания к термоформующим полуформам.
Хотя охлаждение можно производить непосредственно вдоль производственной линии в одной из двух станций термоформования 16А, 16В, из-за того, что охлаждение полуформ и топливных баков занимает продолжительный период времени, согласно другому признаку настоящего изобретения предпочтительно производить охлаждение отдельно от производственной линии; в этой связи сомкнутые полуформы с термосформованным баком передают на станцию охлаждения 20, расположенную в стороне от производственных линий 10А, 10В. Путем съема сомкнутых полуформ и проведения охлаждения на указанной станции 20, отдельной от производственных линий, можно работать на производственных линиях в непрерывном режиме без остановов или простоев, как пояснено ниже. Кроме того, посредством удаления пресс-форм с производственных линий и передачи их на отдельную станцию охлаждения можно легко проводить операции по техническому обслуживанию и/или замене полуформ.
После плавления и герметизации двух оболочек, в зависимости от того, должно ли производиться охлаждение бака при повышенном давлении в нем или нет, сомкнутые полуформы необходимо перенести с одной из станций термоформования на станцию охлаждения.
В том случае, когда охлаждение производят при условии, что в баке поддерживают повышенное давление, чтобы противодействовать давлению внутри формы, целесообразно заключать последнюю в специальный удерживающий кожух, изображенный на Фиг.9 и 10.
Например, как показано на Фиг.9 и 10, кожух может содержать нижнюю плиту 40 и верхнюю плиту 41, к которым прикреплены две полуформы 17А, 17В. Верхняя плита 41 сопряжена с двумя вертикальными стойками 42 так, чтобы можно было поворачивать вокруг оси поворота 43, расположенной с возможностью перемещения в вертикальном направлении вдоль удлиненного отверстия 42′. Поворот верхней плиты 41 выполняют с помощью двух гидравлических цилиндров 44, а клиньями 45, приводимыми в действие гидравлическими цилиндрами 46, фиксируют верхнюю плиту относительно двух боковых стоек 42 в сомкнутом состоянии, как показано на Фиг.9.
Ниже приведено более подробное описание способа, осуществляемого на установке для термоформования из сдвоенного листа согласно настоящему изобретению со ссылками на блок-схемы, представленные на Фиг.2А-2Н.
На Фиг.2А-2Н схематически показаны отдельные этапы способа, которые выполняют параллельно и последовательно на различных рабочих станциях вдоль двух производственных линий, например между станцией центрирования 13А линии 10А и станцией 16А термоформования; причем совершенно понятно, что эти же этапы процесса выполняют одновременно параллельно и на другой производственной линии 10В.
Как было ранее упомянуто, отдельные пластиковые листы SA на станции загрузки 11А захватывают и вводят в печь 12А, где их выдерживают в течение периода времени для предварительного нагрева в пределах нескольких дюжин минут в зависимости от природы и свойств пластикового материала, подвергая их постепенному предварительному нагреву до первой температуры, ниже температуры термоформования.
После завершения этапа предварительного нагрева на выпуске печи 12А предварительно нагретый лист SA переносят на станцию центрирования 13А, например, с помощью рольганга 45 или другого конвейерного средства, где с помощью соответствующего центрирующего устройства 46 (см. Фиг.2А) поднимают для аккуратного позиционирования и ориентирования каждого листа SA1 так, чтобы он был четко совмещен с пневматическим захватывающим устройством 15А, который тем временем переместился поверх станции центрирования 13А.
После завершения операции центрирования листа SA1 последний пневматически захватывают за его периферические края и поднимают с помощью пневматического захватывающего устройства 15А, которое поддерживают для перемещения в вертикальном и/или в горизонтальном направлениях, показанных двусторонними стрелками F2 и F3, над производственной линией 10А.
Устройство 15А для захвата листов приспособлено и действует так, чтобы с его помощью можно было пневматически захватить лист SA1 и создать уплотнение по периферическим краям, чтобы с верхней стороны листа внутри колокола 15А можно было создать, контролируемым образом, определенное разрежение, посредством которого можно удерживать лист SA1 по существу в плоском состоянии, как это показано на чертеже.
Устройство 15А для захвата вместе с листом SA1 может быть затем перемещено со станции центрирования 13А на станцию нагрева 14А и станцию термоформования 15А, как это схематически показано на Фиг.2А, 2В, 2С и 2D.
На станции центрирования 13А с помощью пневматического захватывающего устройства 15А захватывают уже сцентрированный лист SA1 и удерживают его пневматически за периферические края.
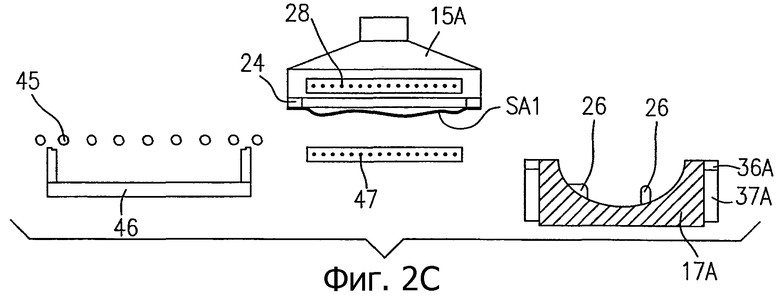
Сразу же после включения нагревателя 28 колокол 15А соединяют с источником разрежения, и затем со станции центрирования 13А пневматическое захватывающее устройств 15А с предварительно нагретым листом SA1 перемещают на станцию 14А окончательного нагрева, как показано на Фиг.2С.
Во время этого этапа материал пластикового листа SA1, как и листа SA2, дополнительно нагревают до требуемой температуры термоформования, причем оба листа нагревают посредством верхнего нагревателя 28 захватывающего устройства 15А и посредством нижнего нагревателя 47, расположенного внизу той же нагревательной станции 14А. Так как во время этого этапа нагрева пластиковый материал листа доводят до температуры, близкой к точке плавления, и, следовательно, он имеет тенденцию провисать под действием собственного веса, в колоколе захватывающего устройства 15А поддерживают разрежение и соответствующим образом контролируют его так, чтобы сохранять лист SA1 по существу в плоском состоянии в течение всего периода нагрева до тех пор, пока он не будет уложен поверх термоформующей полуформы 17А.
В это время несколько операторов выполняют операции по установке вставок в полуформу 17А, как схематически показано на Фиг.2С.
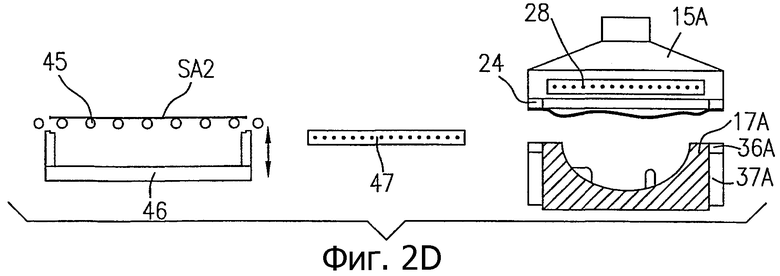
Пластиковый лист SA1 затем нагревают с обеих сторон полностью контролируемым образом. После завершения нагрева захватывающее устройство 15А быстро перемещают и устанавливают над полуформой 17А для термоформования, как показано на Фиг.2D.
Захватывающее и удерживающее посредством разрежения устройство 15А с листом SA1, нагретым до температуры термоформования, переносят, в то же время поддерживая нагрев посредством нагревателя 28 и разрежение по соображениям, указанным выше.
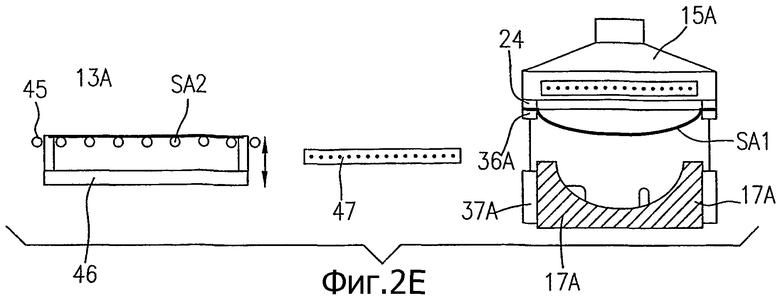
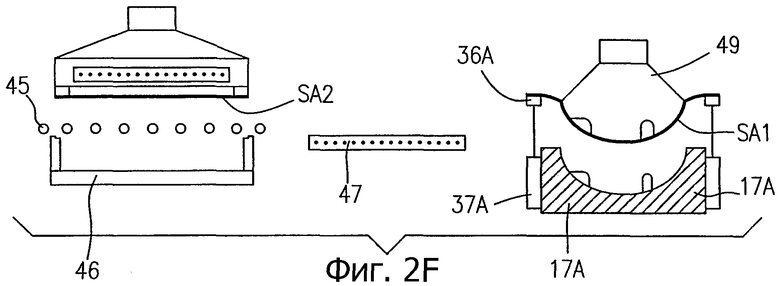
В этот момент путем уменьшения разрежения или регулирования давления в захватывающем и удерживающем устройстве 15А можно образовать провисание под действием собственной силы тяжести для предоставления листу возможности провисания, как показано на Фиг.2Е; одновременно второе захватывающее устройство 36А, связанное с полуформой 17А, поднимают так, чтобы захватить лист SA1 снизу вдоль периферических краев со стороны, противоположной той, с которой действует верхняя захватывающая рама 24 захватывающего и удерживающего устройства 15А, как также показано на Фиг.2Е.
В это время новый предварительно нагретый лист SA2 может быть перенесен на станцию центрирования 13А.
В это время производят высвобождение листа SA1 от устройства 15А, а лист SA1 немедленно захватывают снизу с помощью второго захватывающего устройства 36А термоформующей полуформы 17А; первое захватывающее и удерживающее устройство 15А теперь можно вернуть на станцию центрирования 13А, где с его помощью захватывают второй лист SA2, как показано на Фиг.2F.
На той же Фиг.2F показано, как второе захватывающее устройство 36А, с помощью которого удерживают первый лист SA1 в провисшем состоянии, опускают и стопорят на расстоянии от полуформы 17А, при этом формующая оправка 49 сопрягается сверху с провисанием листа SA1.
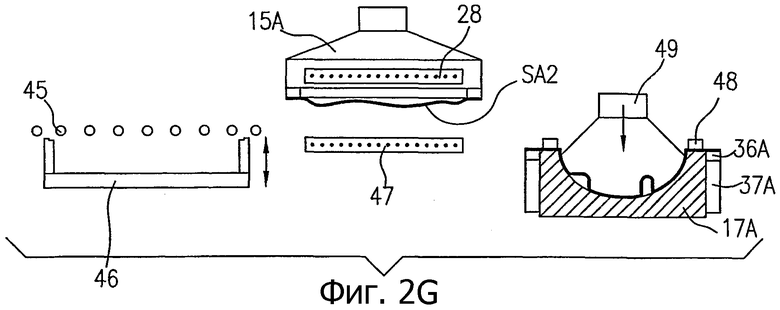
Оформляющую оправку 49 и захватывающее устройство 36А теперь опускают одновременно, вводя лист SA1 в положение прилегания к внутренней поверхности полуформы 17А. Путем создания разрежения в полуформе 17А лист SA1 формуют в соответствии с формой термоформуемой оболочки посредством комбинированного воздействия разрежения внутри полуформы 17А и давления, создаваемого с помощью формующей оправки 49.
Во время термоформования оболочки периферические края пластикового листа SA1 удерживают на периферических краях полуформы 17В, например, посредством пресса 48 или любым другим подходящим образом, как показано на Фиг.2G.
После завершения термоформования оболочки, когда пластиковый материал все еще имеет высокую температуру, формующую оправку 49 поднимают так, чтобы обеспечить возможность для введения дополнительных вставок или элементов в термосформованную оболочку. Все это может быть выполнено быстро и легко благодаря тому, что полуформы обращены лицевой стороной вверх, таким образом существенно упрощая выполнение всех операций в обеих линиях.
Как было упомянуто выше, все операции, описанные со ссылками на Фиг.2А-2Н, проводят одновременно и циклически на двух пластиковых листах SA1, SB1 на двух производственных линиях 10А и 10В. Следовательно, в обоих случаях термоформование двух оболочек производят по существу идентичным образом, причем обе полуформы обращены лицевой стороной вверх; кроме того, в обоих случаях вакуум и силу тяжести соответствующим образом используют для контролирования образования провисания в каждом из двух листов SA1, SB1.
Теперь необходимо сварить две оболочки для образования топливного бака; в этой связи герметичное сваривание двух термосформованных листов SA1 и SB1 производят путем плотного прессования и плавления их свариваемых областей по периферическим краям двух оболочек.
Это достигается, например, посредством переворота одной из двух полуформ на 180°, например посредством поворота полуформы 17В в направлении, показанном стрелкой F1 на Фиг.4, вокруг оси 32 поворота, верхней стороной вниз к другой полуформе 16А, как показано на блок-схеме 19 Фиг.1.
В этот момент две полуформы плотно прижимают одну к другой, создавая адекватную сжимающую силу, и сваривают две соединенные области двух оболочек, таким образом сваривая их герметично одну с другой.
После завершения изготовления топливного бака последний можно охлаждать, продолжая удерживать его в сомкнутых полуформах. После завершения процесса охлаждения две полуформы, все еще удерживаемые в сомкнутом состоянии, могут быть перемещены назад к одной или двум станциям термоформования 17А, 17В и раскрыты для извлечения готового топливного бака непосредственно на той же станции термоформования.
Все это может быть выполнено в очень короткий промежуток времени в ходе выполнения последующего рабочего цикла так, чтобы снова использовать те же полуформы для изготовления следующего топливного бака.
Таким образом, посредством выполнения способа в непрерывном режиме на двух производственных линиях 10А и 10В согласно ранее описанным процедурам можно изготавливать полностью пластиковые топливные баки с соответствующими дополнительными частями и элементами в течение очень ограниченного периода времени, снижая количество отходов материала благодаря совместному использованию двух пневматических захватывающих и транспортирующих устройств на двух производственных линиях, что позволяет выполнять сваривание очень ограниченных по размерам поверхностей; согласно изобретению можно также изготавливать пластиковые топливные баки, укомплектованные соответствующими дополнительными частями, обладающие более высокими структурными характеристиками.
На Фиг.7 и 8 показаны, в виде примера, два возможных исполнения охлаждающей станции, а также другие дополнительные детали станций термоформования и станций для введения вставок и/или элементов в полуформы и/или в две термосформованные оболочки; причем на этих фигурах подобные или эквивалентные части обозначены теми же номерами позиций, что и на предыдущих фигурах.
Как показано на Фиг.7, станция охлаждения 20 содержит вращаемый стол 50, снабженный двумя или более поверхностями 51, 52 для размещения полуформ, на которых расположены сомкнутые полуформы 17А, 17В для выполнения этапа охлаждения.
Вращаемый стол 50 выполнен с возможностью его вращения и индексирован с помощью двигателя 53 для того, чтобы совмещать время от времени одну из поверхностей 51, 52 для размещения полуформ со станцией термоформования для обеспечения возможности передачи сомкнутых полуформ, например, со станции термоформования 16В на поверхность 51 в то время, как другие сомкнутые полуформы, подвергаемые охлаждению, уже расположены на поверхности 52 или на других поверхностях вращаемого стола. На Фиг.7 схематически показаны различные роботы или операторы для перемещения формующей оправки 49 или для захвата и автоматического введения вставок в полуформы, или для выгрузки готовых топливных баков.
Пример на Фиг.8 отличается от предыдущего тем, что станция охлаждения 20 выполнена в виде "челнока", установленного с возможностью совершения возвратно-поступательного перемещения вдоль направляющей 55, которая проходит на стороне, параллельной производственной линии 16В. "Челнок" 54 снабжен двумя поверхностями 56, 57 для размещения полуформ, которые могут быть совмещены со станцией термоформования 16В путем соответствующего перемещения "челнока" вдоль направляющей 55.
В обоих случаях поверхности 51, 52 вращаемого стола 50 для размещения полуформ или поверхности 56, 57 "челнока" 55 для размещения полуформ могут быть использованы для выполнения замены полуформ при каждой смене продукции или для других целей.
Следует иметь ввиду, что то, что было описано со ссылками на прилагаемые чертежи, было приведено только в качестве примеров, чтобы проиллюстрировать общие особенности способа и установки согласно настоящему изобретению; таким образом, другие модификации или варианты исполнения могут быть выполнены без отклонения от объема изобретения, определяемого прилагаемой формулой изобретения.



Изобретение относится к способу и установке для термоформования топливных баков, обладающих хорошими конструктивными особенностями и устойчивостью против истечения газов благодаря использованию сдвоенных листов пластикового материала. В способе термоформования пластмассовых топливных баков захват периферийных краев нагретого листа при перемещении его по соответствующей производственной линии производят пневматическими средствами. Осуществляют вакуумную поддержку листа в плоском состоянии. При позиционировании листа поверх соответствующей формующей полуформы осуществляют пневматическое удерживание его в плоском состоянии. При переворачивании полуформы осуществляю поворот одной из полуформ верхней стороной вниз. Охлаждение полуформ и термосформованного бака можно выполнять в стороне от производственных линий. Техническим результатом изобретения является значительное упрощение цикла изготовления топливных баков, отличающихся высокой степенью структурной гомогенности. 2 н. и 19 з.п. ф-лы, 10 ил.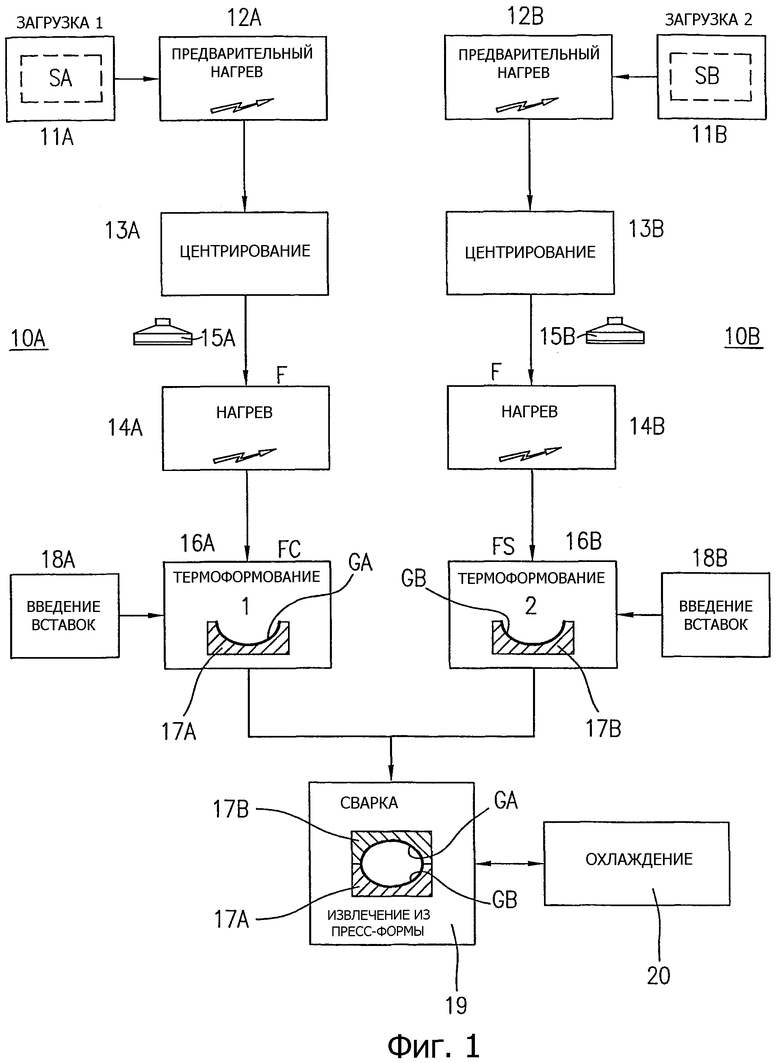
предварительное нагревание (12А, 12В) каждого пластикового листа (SA, SB) независимо друг от друга,
захват предварительно нагретых листов (SA, SB) за его периферические края и перемещение их вдоль соответствующей производственной линии (А, В),
повторное нагревание пластиковых листов (SA, SB),
позиционирование каждого нагретого пластикового листа (SA, SB) поверх соответствующей формующей полуформы (17А, 17В), имеющей формующую полость, обращенную лицевой стороной вверх, при продолжающемся удерживании листа (SA, SB),
опускание нагретого листа (SA, SB) в соответствующую полуформу (17А, 17В),
термоформование каждого нагретого пластикового листа (SA, SB) в виде соответствующей оболочки (GA, GB) для обеспечения сцепления этого листа (SA, SB) с открытой с верхней стороны полостью формующей полуформы (17А, 17В),
переворачивание одной из формующих полуформ (17А, 17В) для обеспечения обращения ее к другой полуформе для наложения свариваемых областей периферических краев двух термоформованных оболочек (GA, GB),
плавление и герметичное сваривание наложенных свариваемых областей для формирования топливного бака посредством прессования наложенных друг на друга свариваемых областей между сжимающими поверхностями формующих полуформ (17А, 17В), при этом
вакуумную поддержку этих листов (SA, SB) обеспечивают по существу в плоском состоянии при перемещении нагретых листов (SA, SB) вдоль соответствующих производственных линий (А, В), и позиционирование каждого из пластиковых листов (SA, SB) поверх соответствующей формующей полуформы (17А, 17В) в по существу плоском состоянии, причем для поддержания нагретых листов (SA, SB) в плоском состоянии и предохранения их от чрезмерного провисания при постепенном повышении температуры нагрева, определяют уровень провисания листов и постоянно контролируют и регулируют степень вакуума, создаваемого над нагретыми листами.
| US 3779687 А, 18.12.1973 | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 3854860 А, 17.12.1974 | |||
| КОРПУС ЛОДКИ ГИДРОСАМОЛЕТА | 1987 |
|
SU1515585A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Т КАЯ ЕИБЛИОГЕКА | 0 |
|
SU290524A1 |

