со 
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1984 |
|
SU1248762A1 |
| Робототехнический комплекс | 1986 |
|
SU1458148A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Автоматическая линия для обработки цилиндрических деталей типа ниппелей | 1986 |
|
SU1366362A1 |
| ЛИНИЯ ДЛЯ ТЕПЛОВОЙ РЕЗКИ ЛИСТОВ | 1991 |
|
RU2093327C1 |
ю
00
Изобретение касается автоматического устройства для загрузки и разгрузки магазинов, с помощью которого можно вынимать из магазинов и закладывать в них фасонные детали стержневой формы, главньп образом валы и роторы, и может быть использовано в автоматических станочных линиях.
Известно устройство, в котором фасон- ,о осуществляется путем вертикальногоные детали стержневой формы передаются между магазинами и технологическим оборудованием по партиям с помощью рольгангов (Fertigungstechnik urid Betrieb, 1976, 26, 11. с. 653).
При этом выступающие концы рольгангов подходят к многоярусным магазинам так, что в результате вертикального передвижения магазинов один из ярусов может быть соответственна загружен заготовками или разгружен, причем величина партии определяется числом заготовок в ярусе. Уклон яруса соответствует при этом уклону рольганга. Точный подход конца рольганга к магазину обеспечивается с помощью устройства передвижения магазина.
Из-за применения рольгангов, дейпередвижения магазинов, которое должно производиться специальными подъемными механизмами. При этом твердо заданные высоты загрузки и опорожне- 15 ния технологического оборудования определяют высоту подъема, от которой в свою очередь зависят выемки в фундаменте для подъема механизмов и магазинов. Эти выемки в фундаменте ог- 20 раничивают возможность варьирования соответствующего технологического оборудования.
Известно также автоматическое устройство, с помощью которого продолго- 25 ватые или стержнеобразные предметы, поступающие из хранилища, выправляются вращающимся элементом, а затем подводятся к приемнику транспортера, из которого они захватываются шаговым ствующих как линии свободного перека- зо транспортером. Выбрасывающее устрой- тывания по неуправляемым или управляе- ство проверяет затем параллельность
мым рольгангам с храповым механизмом, передавать по ним можно только заготовки, .симметрично вращающиеся на двух одинаковых своих диаметрах и имеющие по возможности расположенньй посередине центр тяжести.
Наличие линий свободного перекатывания или неуправляемых рольгангов с храповым механизмом и обусловл-знная тем самым неопределенность поведения заготовок в известньк устройствах приводит к возникновению неполадок, что не исключается и при применении управляемых рольгангов с храповым механизмом (в этом случае) на них возникает высокая частота соприкосновения заготовок к собачкам.
Примыкающие к выступающим концам рольгангов участки рольгангов во время замены магазинов действуют как аварийные накопители.. В особенности при малом времени цикла получается значительная длина таких накопителей отрицательно сказывающаяся на общие габариты, например, автоматической станочной линии. В случае переоборудования известных устройств, например, для валов и роторов, требующееся новых расстояний изменение занятости ярусов магазинов обуславливает резкое повышение затрат на переоборудование рольгангов с храповым механизмом. Требуется иная конструкция и иное расположение собачек. Передача и прием партий заготовок в местах выхода рольгангов в магазин
осей предметов, а выправляющий элемент устанавливает предметы одной стороной на одну одинаковую длину. 25 В заключение предметы подаются на зажимную и рабочую позиции, на которых они сбрасываются в установленньй там ящик.
С помощью такого устройства sdro- товки могут выниматься только по отдельности и закладываться в магазин без позиционирования. Другие недостатки заключаются в том, что не может быть обеспечено бережное вынимание заготовок, и не всякие продолговатые предметы, например коленчатые, швеллерные, тавровые профили и т.п. могут быть вынуты из хранилища захватами транспортера. Кроме того, в нем предусмотрен выправляющий элемент для установки заготовок одной стороной на одну одинаковую длину. Осуществлять это при подаче симметрично вращающихся заготовок, имеющих различ- ный диаметр в осевом направлении, невозможно, так как такие заготовки должны попадать на транспортер уже в правильном положении.
Целью изобретения является создать для поточного передвижения фасонных заготовок стержневой формы между магазином и технологическим оборудованием устройство, которое -исключало бы недостатки известных устройств, такие как выемки в фундаменте, подъемные механизмы для вертикально двигающихся магазинов, ограниченный ассортимент заготовок, большие длины аварийных накопителей, большие затраты на переоборудование, прямая зависимость от твердо заданны высот загрузки и разгрузки технологического оборудования и рольгангов, и позволило бы тем самым повысить эффективность и возможность варьирования соответствующего технологического оборудования, будет ли это специальный станок или автоматическая станочная линия.
Целью изобретения является также создание для поточного передвижения фасонных заготовок стержневой формы, в частности валов и роторов, между магазинами и технологическим оборудованием, главным образом автоматическими станочными линиями, устройство, с помощью которого передаваемые на загрузку магазинов от технологического оборудования .отдельные заготовки можно было бы составлять по партиям так, как это требуется для загрузки, а вынимаемые из магазинов партии разбивать на отдельные заготовки для передачи на технологическое оборудование, причем подача заготовок могла бы осуществляться снабженным захватами транспортером.
Цель достигается тем, что к стойке, закрепленной на полу или установленной в направляющих и соединенной, с рабочим цилиндром, прикреплена консоль, вокруг которой, снабженной парами звездочек, расположена двигающаяся и приводимая по вертикальной и горизонтальной дорожкам спаренная транспортная цепь. Эта спаренная транспортная цепь оснащена U-образны- ми захватами заготовок, снабженными специальными призмами. В стойке находится передающее устройство, состоящее из парной поворотной призмы со специальными призмами и подъемной призмы, приводимыми в действие от рабочего цилиндра, и подающей призмы.
Заготовки стержневой формы мани- пулируются по партиям в магазинах
с таким расчетом, что величина партии заготовок определяется количеством ярусов соответствующего магазина, причем расстояния между ярусами магазина согласованы с расстояниями между захватами заготовок на спареш оГг транспортной цепи, а именно на вертикальной дорожке. Таким образом в Q магазин закладываются или вынимаются из него вертикальные партии, т.е. партии, составленные из заготовок каждого яруса с одинаковым позиционированием. В пределах передающего уст- 5 ройства при разгрузке магазина партии, поступающие из магазина на спаренную транспортную цепь, разбиваются на отдельные заготовки. При зтом они передвигаются от приемной позиции Q спаренной транспортной цепи через поворотную и подъемную призмы к подающей призме. При загрузке магазина отдельные заготовки, поступающие от технологического оборудования в по- 5 дающую призму, в обратной последовательности подаются к захватам заготовок на спаренной транспортной цепи и там комплектуются в партии, пригодные для загрузки в магазин.
В отдельных случаях автоматические устройства для загрузки и разгрузки магазинов могут или приводиться в действие посредством рабочего цилиндра и выполняться передвижными на рельсах в направлении магазина, или же магазины могут приводиться в действие с помощью устройств для передвижения магазинов, причем автоматические уст- pojiCTBa для загрузки и разгрузки магазинов закрепляются на полу.
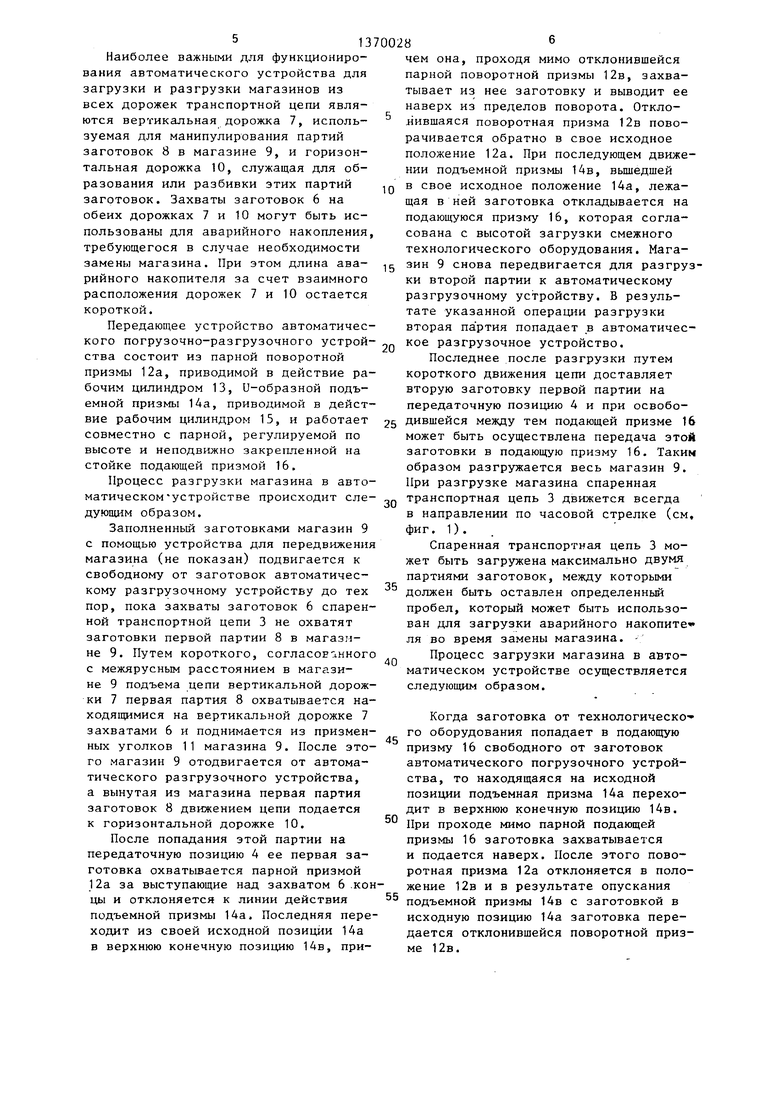
На фиг. 1 схематически изображено автоматическое устройство для загрузки и разгрузки магазинов, закрепленное на полу, вид спереди; на фиг.2 - то же, вид сверху.
0
5
0
5
0
5
Автоматическое устройство для загрузки и разгрузки магазинов (фиг.1) имеет стойку 1 с узкой консолью 2, на которой спаренная транспортная цепь 3 описывает вокруг четырех пар цепных звездочек 5 прямоугольную траекторию. Спаренная транспортная цепь 3 оснащена связывающими обе цепи и-образньми захватами заготовок 6, снабженными специальными призмами (форма призмы согласно фиг. 1) и имеет в качестве привода аксиально-поршневой двигатель (не показан) .
Наиболее важными для функционирования автоматического устройства для загрузки и разгрузки магазинов из всех дорожек транспортной цепи являются вертикальная дорожка 7, используемая для манипулирования партий заготовок 8 в магазине 9, и горизонтальная дорожка 10, служащая для образования или разбивки этих партий заготовок. Захваты заготовок 6 на обеих дорожках 7 и 10 могут быть использованы для аварийного накопления, требующегося в случае необходимости замены магазина. При этом длина аварийного накопителя за счет взаимного расположения дорожек 7 и 10 остается короткой.
Передающее устройство автоматического погрузочно-разгрузочного устройства состоит из парной поворотной призмы 12а, приводимой в действие рабочим цилиндром 13, и-образной подъемной призмы 14а, приводимой в действие рабочим цилиндром 15, и работает совместно с парной, регулируемой по высоте и неподвижно закрепленной на стойке подающей призмой 16.
Процесс разгрузки магазина в автоматическом устройстве происходит следующим образом.
Заполненный заготовками магазин 9 с помощью устройства для передвижения магазина (не показан) подвигается к свободному от заготовок автоматическому разгрузочному устройству до тех пор, пока захваты заготовок 6 спаренной транспортной цепи 3 не охватят заготовки первой партии 8 в магазине 9. Путем короткого, согласовriHHoro с межярусньш расстоянием в магазине 9 подъема цепи вертикальной дорожки 7 первая партия 8 охватывается находящимися на вертикальной дорожке 7 захватами 6 и поднимается из призмен- ных уголков 11 магазина 9. После этого магазин 9 отодвигается от автоматического разгрузочного устройства, а вынутая из магазина первая партия заготовок 8 движением цепи подается к горизонтальной дорожке 10.
После попадания этой партии на передаточную позицию 4 ее первая заготовка охватьшается парной призмой 12а за выступающие над захватом 6 ,кон10
15
20
чем она, проходя мимо отклонившейся парной поворотной призмы 12в, захватывает из нее заготовку и выводит ее наверх из пределов поворота. Отклонившаяся поворотная призма 12в поворачивается обратно в свое исходное положение 12а. При последующем движе нии подъемной призмы 14в, вьщ1едшей в свое исходное положение 14а, лежащая в ней заготовка откладывается на подающуюся призму 16, которая согласована с высотой загрузки смежного технологического оборудования. Магазин 9 снова передвигается для разгру ки второй партии к автоматическому разгрузочному устройству. В результате указанной операции разгрузки вторая па ртия попадает в автоматичес кое разгрузочное устройство.
Последнее после разгрузки путем короткого движения цепи доставляет вторую заготовку первой партии на передаточную позицию 4 и при освобо- 25 дившейся между тем подающей призме 1 может быть осуществлена передача этой заготовки в подающую призму 16. Таки образом разгружается весь магазин 9. При разгрузке магазина спаренная транспортная цепь 3 движется всегда в направлении по часовой стрелке (см фиг. 1).
Спаренная транспортная цепь 3 может быть загружена максимально двумя партиями заготовок, между которыми должен быть оставлен определенный пробел, который может быть использован для загрузки аварийного накопите ля во время замены магазина. Процесс загрузки магазина в автоматическом устройстве осуществляется следующим образом.
30
35
40
4В
50
Когда заготовка от технолсгического оборудования попадает в подающую призму 16 свободного от заготовок автоматического погрузочного устройства, то находящаяся на исходной позиции подъемная призма 14а переходит в верхнюю конечную позицию 14в. При проходе мимо парной подающей призмы 16 заготовка захватывается и подается наверх. После этого поворотная призма 12а отклоняется в поло жение 12в и в результате опускания
цы и отклоняется к линии действия 55 подъемной призмы 14в с заготовкой в подъемной призмы 14а. Последняя пере- исходную позицию 14а заготовка переходит из своей исходной позиции 14а в верхнюю конечную позицию 14в, придается отклонивщейся поворотной приз ме 12в.
5
0
чем она, проходя мимо отклонившейся парной поворотной призмы 12в, захватывает из нее заготовку и выводит ее наверх из пределов поворота. Отклонившаяся поворотная призма 12в поворачивается обратно в свое исходное положение 12а. При последующем движении подъемной призмы 14в, вьщ1едшей в свое исходное положение 14а, лежащая в ней заготовка откладывается на подающуюся призму 16, которая согласована с высотой загрузки смежного технологического оборудования. Магазин 9 снова передвигается для разгрузки второй партии к автоматическому разгрузочному устройству. В результате указанной операции разгрузки вторая па ртия попадает в автоматическое разгрузочное устройство.
Последнее после разгрузки путем короткого движения цепи доставляет вторую заготовку первой партии на передаточную позицию 4 и при освобо- 5 дившейся между тем подающей призме 16 может быть осуществлена передача этой заготовки в подающую призму 16. Таким образом разгружается весь магазин 9. При разгрузке магазина спаренная транспортная цепь 3 движется всегда в направлении по часовой стрелке (см, фиг. 1).
Спаренная транспортная цепь 3 может быть загружена максимально двумя партиями заготовок, между которыми должен быть оставлен определенный пробел, который может быть использован для загрузки аварийного накопите ля во время замены магазина. Процесс загрузки магазина в автоматическом устройстве осуществляется следующим образом.
0
5
0
Когда заготовка от технолсгическо го оборудования попадает в подающую призму 16 свободного от заготовок автоматического погрузочного устройства, то находящаяся на исходной позиции подъемная призма 14а переходит в верхнюю конечную позицию 14в. При проходе мимо парной подающей призмы 16 заготовка захватывается и подается наверх. После этого поворотная призма 12а отклоняется в положение 12в и в результате опускания
подъемной призмы 14в с заготовкой в исходную позицию 14а заготовка переподъемной призмы 14в с заготовкой в исходную позицию 14а заготовка передается отклонивщейся поворотной призме 12в.
Vs ЛХ Хч
ФиеЛ
Фиг.2
