Изобретение относится области конструкционных панелей, а именно к облегченным трехслойным панелям, содержащим вспененный полимерный заполнитель. Результаты разработки могут найти применение в составе специальных сооружений авиастроения и судостроения, при изготовлении спортивно-тренировочной техники, крупных разборных макетов.
Известна трехслойная панель с полимерным связующим, содержащая чередующиеся слои пропитанной стеклоткани и брусков пенопласта, играющих роль заполнителя. После укладки составляющих заготовок панель формируют, применяя прессование и индукционный нагрев (патент РФ №2381132). При достаточной трудоемкости изготовления панель не отвечает ряду требований, поскольку пенопласт легко и необратимо деформируется как от химических, так и от тепловых воздействий. При этом может быть нарушена целостность панели и утрачены некоторые из первоначально заданных свойств.
Известна трехслойная панель (ПМ №80874), состоящая из верхней и нижней обшивок и сотового клееного заполнителя, совмещенного с дополнительным вспененным заполнителем. Изготовление панели является трудоемким. При этом панель не обладает ни рядом необходимых физико-механических свойств, ни стабильностью этих свойств в условиях внешних воздействий.
Известна трехслойная панель (ПМ №105326), содержащая верхнюю и нижнюю обшивку, между которыми установлен на клею заполнитель. Заполнитель выполнен из армированной дискретными элементами газонаполненной пластмассы. Повышающие прочность заполнителя дискретные элементы расположены в наиболее нагруженных областях. При этом они имеют конфигурацию элементов жесткости. По ряду существенных признаков трехслойная панель по ПМ №105326 как наиболее близкая к заявляемой панели принята в качестве прототипа. Основным достигаемым результатом патента прототипа является снижения трудоемкости. Снижение трудоемкости достигают введением дискретных элементов в нагружаемых областях заполнителя. Применяют газонаполненные пластмассы на основе полистирола, поливинилхлорида, полиуретанов, фенольных, эпоксидных, карбомидных и кремнийорганических смол. Авторы полезной модели рекомендуют изготавливать газонаполненную пластмассу послойным напылением состава. Однако в тексте нет указаний на режимы и условия напыления. Не ясно, как выполнены сами дискретные элементы, поскольку необходимая локализация рубленых волокон проволоки, металлических, полимерных и керамических частиц в условиях напыления газонаполненной пластмассы достаточно проблематична. В особенности это относится к вертикально расположенным областям 7, обозначенными на фиг.5 описания прототипа. Тем самым затруднен анализ верности утверждения о снижении трудоемкости изготовления панели, как об основном достигаемом результате. В ряде случаев подобный метод нанесения представляется трудновыполнимым и мало совместимым с установкой дискретных элементов. Если дискретные элементы устанавливают заранее, то каким образом производят крепление верхней и нижней панели на клею? Определенные технические вопросы связаны со способом крепления верхней панели после заполнения всего остального объема.
Вся конструкция прототипа представляется работоспособной, но практически трудновыполнимой. Вместе с тем, в описании ПМ №105326 практически не приведено конкретных данных об операциях выполнения дискретных элементов при изготовлении трехслойной панели.
Основная техническая задача настоящей заявки связана с разработкой конструкции работоспособной при эксплуатации и технологически выполнимой трехслойной панели.
Другой технической задачей является разработка способа изготовления панели.
Техническая задача по конструкции панели решается за счет того, что армированные дискретные элементы содержат фасонные оболочки соответствующих размеров, геометрической конфигурации, взаимного расположения и состава, а внутри оболочек расположен композиционный материал с необходимым сочетанием свойств.
Техническая задача по способу решается тем, что при выполнении нижней обшивки на ней устанавливают на клеевом слое предварительно сформированные фасонные оболочки дискретных элементов, которые заполняют композиционным материалом с необходимым содержанием упрочняющих дискретных элементов, затем производят заполнение остального конструкционного объема газонаполненной пластмассой, механическую обработку поверхности и установку верхней обшивки.
Достигаемым результатом становится четкая локализация армированных дискретных элементов в пределах необходимых геометрических размеров, конфигурации, прочностных характеристик. Благодаря этому можно обеспечить соответствие строения и структуры трехслойных панелей конструкционным расчетам. В зависимости от задаваемой конфигурации фасонных оболочек дискретных элементов они могут быть изготовлены методами пневмоформования и вакуумного формования термопластов, по технологии раздува полимеров, выклейкой по выплавляемым и растворимым моделям.
Конструкция заявляемой панели иллюстрируется на фиг.1, фиг.2, фиг.5. Заявляемый способ изготовления панели иллюстрируется на фиг.3, фиг.4.
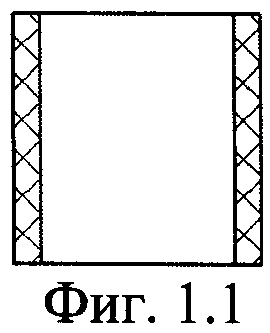
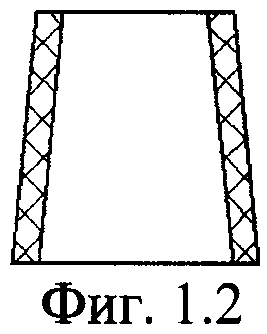
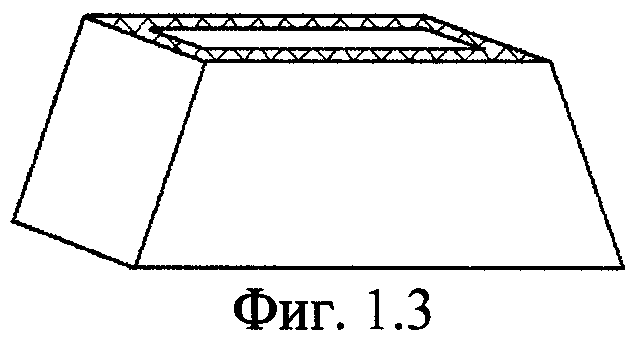
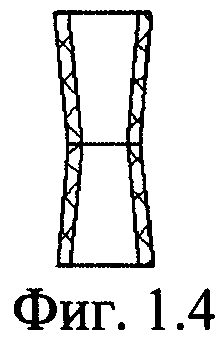
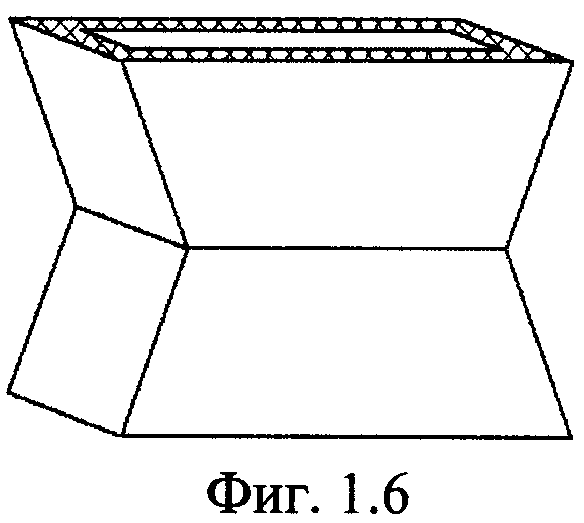
Фиг.1. Фасонные оболочки дискретных элементов
1 - Оболочка в виде цилиндра
2 - Оболочка в виде усеченного конуса
3 - Оболочка в виде усеченной пирамиды
4 - Оболочка в виде конструкции из 2 усеченных конусов
5 - Оболочка в виде конструкции из 2 усеченных пирамид
6 - Оболочка в виде прямоугольной решетки
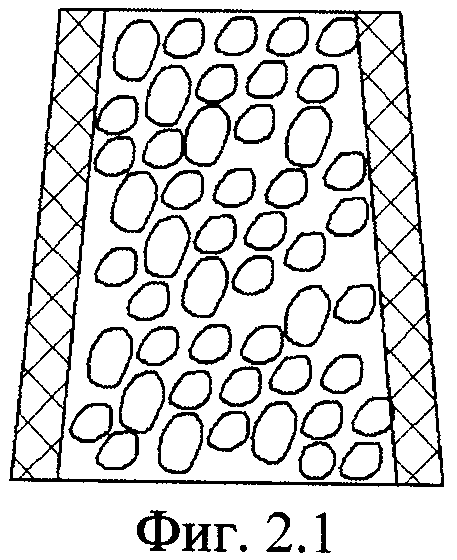
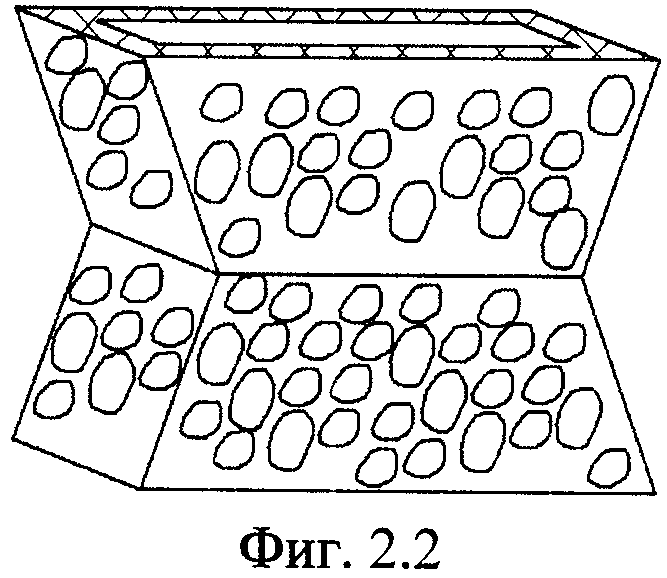
Фиг.2. Оболочки, заполненные материалом, содержащим упрочняющие дискретные элементы
1 - В виде усеченного конуса
2 - В виде сочетания 2 усеченных пирамид
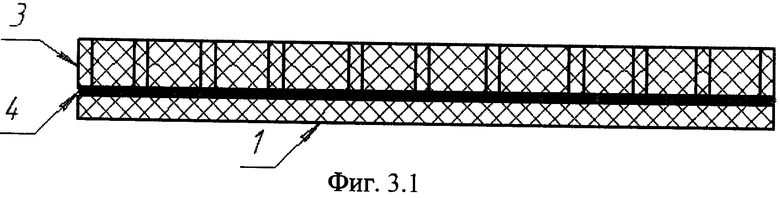
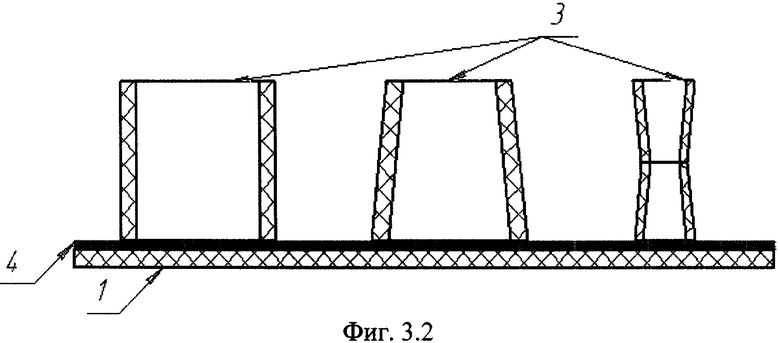
Фиг.3. Установка и размещение оболочки на нижней обшивке
3.1 - Установка в виде прямоугольной решетки
3.2 - Установка в виде вертикальных оболочек
1 - Нижняя обшивка
2 - Оболочка в виде прямоугольной решетки
3 - Оболочка в виде вертикально расположенных элементов
4 - Клеевой слой
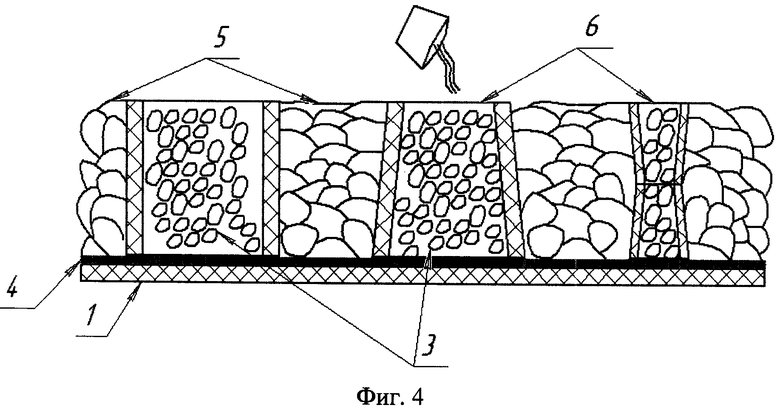
Фиг.4. Заполнение установленных корпусов композиционным материалом и панель в сборе
1 - Нижняя обшивка
3 - Фасонные оболочки дискретных элементов
4 - Клеевой слой
5 - Материал заполнителя (газонаполненная пластмасса)
6 - Композиционный материал с дискретными элементами
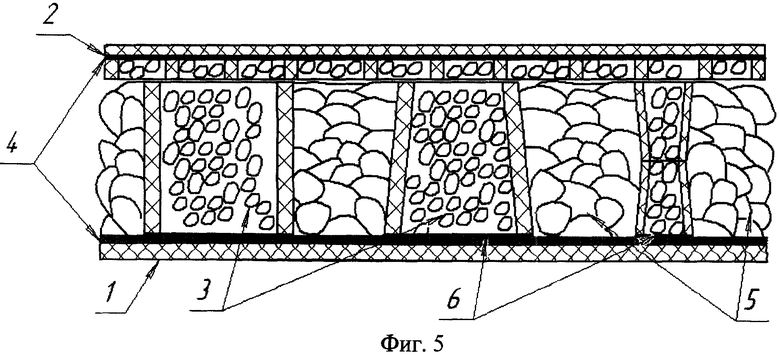
Фиг.5. Трехслойная панель в сборе
1 - Нижняя обшивка
2 - Верхняя обшивка
3 - Фасонные оболочки дискретных элементов
4 - Клеевой слой
5 - Материал заполнителя (газонаполненная пластмасса)
6 - Композиционный материал с дискретными элементами
Заявляемая трехслойная панель и способ ее получения иллюстрируются примерами 1 - 4.
Пример 1
Формируют верхнюю и нижнюю обшивку панели из полимерных композиционных материалов в соответствии с чертежами на панель. Выполняют по выплавляемым моделям цилиндрические полые фасонные оболочки путем выклейки из композиционного материала на основе стекловолокна и полиэфирного связующего. Устанавливают оболочки на нижней обшивке, располагая их в соответствии с чертежами на панель и фиксируют клеем на полиэфирной основе. Заполняют оболочки материалом на основе полиэфирной смолы и мелкодисперсной керамики (дискретные элементы). Выдерживают до полной потери текучести материала с образованием дискретных элементов. Заполняют пространство между армирующими дискретными элементами газонаполненной пластмассой, например путем напыления. После полного отверждения материалов проводят необходимую механическую обработку всей поверхности, закрепляют верхнюю обшивку с помощью клея на полиэфирной основе, применяя давление, и выдерживают до полного отверждения всех входящих в состав панели материалов.
Пример 2
Формируют верхнюю и нижнюю обшивку панели из полимерных композиционных материалов в соответствии с чертежами на панель. Выполняют полые фасонные оболочки в виде усеченных конусов путем выклейки из композиционного материала на основе эпоксидной смолы и базальтовой фибры. Устанавливают оболочки на нижней обшивке, располагая их в соответствии с чертежами на панель и фиксируют клеем на эпоксидной основе. Заполняют полые оболочки материалом на основе эпоксидной смолы и смеси мелкодисперсного алюминия с полыми стеклосферами (дискретные элементы). Выдерживают до полной потери текучести материала с образованием дискретных элементов. Заполняют пространство между армирующими дискретными элементами облегченным полимерным пеноматериалом (газонаполненная пластмасса). После отверждения материалов проводят необходимую механическую обработку всей поверхности. Закрепляют верхнюю обшивку с помощью клея на эпоксидной основе, применяя давление, и выдерживают до полного отверждения всех входящих в состав панели материалов.
Пример 3
Формируют верхнюю и нижнюю обшивку панели из полимерных композиционных материалов в соответствии с чертежами на панель. Выполняют методом раздува фасонные оболочки из полипропилена в виде двух встречных усеченных конусов. Устанавливают оболочки на нижней обшивке, располагая их в соответствии с чертежами на панель, и фиксируют клеем на полиуретановой основе. Заполняют полые оболочки пенополиуретаном в смеси с порошком ПЖМ и коротким стекловолокном (дискретные элементы). Выдерживают до полной потери текучести материала с образованием дискретных элементов. Заполняют пространство между армирующими дискретными элементами облегченным полимерным пеноматериалом, например газонаполненной пластмассой. После отверждения материалов проводят необходимую механическую обработку всей поверхности. Закрепляют верхнюю обшивку с помощью клея на полиуретановой основе, применяя давление, и выдерживают до полного отверждения всех входящих в состав панели материалов.
Пример 4
Формируют верхнюю и нижнюю обшивку панели из полимерных композиционных материалов в соответствии с чертежами на панель. Выполняют полые фасонные оболочки в виде пирамид методом вакуумного формования из АБС пластика. Устанавливают оболочки на нижней обшивке, располагая их в соответствие с чертежами на панель, и фиксируют клеем на эпоксидной основе. Заполняют полые оболочки материалом на основе эпоксидного связующего с фрагментами металлических частиц, в том числе спиралевидной формы (дискретные элементы). Выдерживают до полной потери текучести материала с образованием дискретных элементов. Заполняют пространство между армирующими дискретными элементами облегченным полимерным пеноматериалом. После отверждения материалов проводят необходимую механическую обработку всей поверхности. Закрепляют верхнюю обшивку с помощью клея на эпоксидной основе, применяя давление, и выдерживают до полного отверждения всех входящих в состав панели материалов.
Пример 5
Формируют верхнюю и нижнюю обшивку панели из полимерных композиционных материалов в соответствии с чертежами на панель. К верхней обшивке клеем на эпоксидной основе заранее крепят фасонную полую оболочку в виде решетки. Выполняют в виде пирамид полые фасонные оболочки путем вакуумного формования из поликарбоната. Устанавливают корпуса на нижней обшивке, располагая их в соответствие с чертежами на панель, и фиксируют клеем на эпоксидной основе. Заполняют полые оболочки материалом на основе эпоксидного связующего с фрагментами металлических частиц, в том числе спиралевидной формы (дискретные элементы). Решетчатую фасонную оболочку верхней обшивки заполняют тем же материалом. Выдерживают до полной потери текучести материала с образованием дискретных элементов. Заполняют пространство между армирующими дискретными элементами на нижней обшивке облегченным полимерным пеноматериалом. После отверждения материалов проводят необходимую механическую обработку всей верхней поверхности. Закрепляют верхнюю обшивку с расположенной на ней заполненной решетчатой оболочкой с помощью клея на эпоксидной основе, применяя давление, и выдерживают до полного отверждения всех входящих в состав панели материалов.
Из приведенных примеров выполнения трехслойной панели, а также из фиг.1, фиг.2, фиг.5, иллюстрирующих конструкцию панели, можно сделать следующие выводы.
Заявляемая трехслойная панель подобно панелям аналогов и прототипа содержит верхнюю и нижнюю обшивки, а также заполненное пространство между ними, в частности содержащее дискретные элементы, создающие дополнительную прочность и имеющие конфигурацию элементов жесткости. Однако заявляемая трехслойная панель дополнительно содержит армированные дискретные элементы в виде полых фасонных оболочек необходимой конфигурации, заполненных композиционным материалом, содержащим дискретные элементы, расположенные на нижней обшивке панели определенным образом в соответствии с конструкционными расчетами и зафиксированные на этой обшивке посредством клеевого слоя. При этом достигаемым результатом является четкая локализация дискретных элементов, обеспечение необходимых по конструкции геометрических размеров, особенностей конфигурации и прочностных характеристик панели. Фасонные оболочки дискретных элементов можно выполнить с применением серийных технологических методов и привести технологию изготовления панелей в соответствие с конструкционными расчетами. Таким образом, можно считать решенной поставленную техническую задачу по конструкции панели.
При изготовлении панели в соответствии с заявляемым способом проводят в определенной последовательности операции по формированию элементов конструкции, а именно:
Формирование верхней и нижней облицовочных панелей и фасонных оболочек армированных дискретных элементов.
Локализация фасонных оболочек армированных дискретных элементов путем крепления их к обшивке.
Заполнение оболочек наполненным композиционным полимерным материалом с образованием дискретных элементов.
Заполнение остального объема между обшивками и дискретными элементами облегченным полимерным пеноматериалом, например газонаполненной пластмассой.
Обработка всей отвержденной поверхности механическим путем.
Закрепление на обработанной поверхности верхней обшивки панели, в частности содержащей дискретные элементы.
Только указанная последовательность операций позволяет осуществить получение трехслойной панели, соответствующей конструкционным расчетам и из материалов с необходимым сочетанием физико-механических и эксплуатационных свойств. Таким образом можно считать решенной поставленную техническую задачу по способу изготовления трехслойной панели.
Трехслойная панель в виде различных, а также панели в целом, была изготовлена и испытана в ЗАО «КТС».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2531114C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ДЫМОВОЙ ТРУБЫ | 2002 |
|
RU2235175C2 |
| КОНСТРУКЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЗАПОЛНИТЕЛЯ ТРЁХСЛОЙНОЙ ОБОЛОЧКИ НЕСУЩЕЙ КОРПУСНОЙ КОНСТРУКЦИИ | 2017 |
|
RU2665001C1 |
| СПОСОБ ФОРМИРОВАНИЯ АРМИРОВАННОЙ ДИСКРЕТНЫМИ ЭЛЕМЕНТАМИ ГАЗОНАПОЛНЕННОЙ ПЛАСТМАССЫ | 2011 |
|
RU2465141C2 |

Изобретение относится к области конструкционных панелей, а именно к облегченным трехслойным панелям, содержащим вспененный полимерный заполнитель. Технический результат: обеспечение четкой локализации армированных дискретных элементов в пределах необходимых геометрических размеров, конфигурации, улучшение прочностных характеристик панели. Трехслойная панель с заполнителем из газонаполненной пластмассы содержит верхнюю обшивку и нижнюю обшивку, между которыми установлен на клею заполнитель и армированные дискретными элементами области заполнителя, имеющие конфигурацию элементов жесткости и расположенные в наиболее нагруженных областях. Армированные дискретными элементами области находятся внутри фасонных оболочек, выполненных в виде полых корпусов, локализованных в определенном порядке поверх нижней обшивки с клеевым слоем. Также описан способ изготовления трехслойной панели. 2 н. п. ф-лы, 5 ил.
1. Трехслойная панель с заполнителем из газонаполненной пластмассы, содержащая верхнюю обшивку и нижнюю обшивку, между которыми установлен на клею заполнитель и армированные дискретными элементами области заполнителя, имеющие конфигурацию элементов жесткости и расположенные в наиболее нагруженных областях, отличающаяся тем, что армированные дискретными элементами области находятся внутри фасонных оболочек, выполненных в виде полых корпусов, локализованных в определенном порядке поверх нижней обшивки с клеевым слоем.
2. Способ изготовления трехслойной панели, состоящий в формировании в наиболее нагруженных областях заполнителя армированных дискретных элементов, имеющих конфигурацию элементов жесткости, отличающийся тем, что после формирования верхней обшивки, нижней обшивки, фасонных оболочек поверх нижней обшивки в определенном порядке локализуют на клеевом слое фасонные оболочки в виде полых корпусов, заполняют оболочки материалом с повышенным содержанием упрочняющих дискретных элементов, производят заполнение пространства между оболочками облегченным газонаполненным заполнителем, проводят механическую обработку всей полученной поверхности и устанавливают верхнюю обшивку через клеевой слой.
| Устройство для выдергивания путевых костылей | 1955 |
|
SU105326A1 |
| Теплоизоляционная панель | 1979 |
|
SU992694A1 |
| Газогенератор для сырых швырковых дров | 1949 |
|
SU80874A1 |
| Пневматический промывочный аппарат для отбойных бурильных молотков | 1932 |
|
SU31390A1 |
| US 6941720 B2, 13.09.2005 | |||

