Изобретение относится к области строительства, а именно изготовления строительных элементов и возведения высотных дымовых труб трехслойной конструкции для удаления продуктов сгорания энергетических, химических и других промышленных предприятий.
Известны способы возведения дымовых труб с кремнебетонными и металлическими стволами [1]. Недостатком таких способов является большая трудоемкость и сложность изготовления, транспортировки и возведения дымовых труб, сложность и высокая стоимость используемой технологической оснастки, продолжительные сроки их сооружения.
Известен способ изготовления и монтажа дымовой трубы трехслойной конструкции из композиционного материала [2], принятый за прототип. Способ включает изготовление пневмооболочек и пневморукавов из композиционного материала, основой которого служат волокнистые армирующие элементы, например стеклоткань, а матрицей - керамика, получаемая методом самораспространяющегося температурного синтеза, и монтаж дымовой трубы, который начинают с закрепления наружной формообразующей пневмооболочки, подачи в нее воздуха с помощью пневмовентилятора для придания ей цилиндрической формы, нанесения на ее внутреннюю поверхность матрицы композиционного материала путем распыления ее под давлением оператором, находящимся на страховочном канате. Матрица заполняет волокнистую структуру, затем наносят дополнительный слой керамики, которая, кристаллизуясь, отверждается. В результате пневмооболочка толщиной 5...20 мм становится жесткой. Срединный слой жесткости образуют спирально уложенными витками пневморукава, его наддувом, пропиткой связующей матрицей и ее отверждением. Внутреннюю пневмооболочку устанавливают точно так же, как и наружную.
Недостатком известного способа является его технологическая сложность, экологическая опасность, высокая энергоемкость и низкое качество получаемого в конструкции композиционного материала.
Целью изобретения является повышение прочности, надежности и долговечности дымовой трубы при одновременном снижении трудоемкости, стоимости и сроков ее возведения.
Сущность способа возведения дымовой трубы трехслойной конструкции заключается в том, что он состоит из операций формирования внешнего и внутреннего цилиндрических несущих стволов из композиционного материала и заполнения кольцевого зазора между ними жестким заполнителем. Цилиндрические тонкостенные оболочки внешнего и внутреннего конструктивно-технологических стволов, а также цилиндрические кольцевые муфты для их соединения изготавливают намоткой из стекловолокнистых полуфабрикатов, пропитанных полимерным связующим, в контролируемых заводских условиях и транспортируют комплектами “внешняя оболочка - муфта - муфта - внутренняя оболочка", упакованными по схеме “труба в трубе”, на место возведения дымовой трубы, где на кольцевую подошву фундамента устанавливают коаксиально по одной оболочке внутреннего и внешнего конструктивно-технологических стволов и заполняют зазор между ними пенобетоном до уровня ниже торцевых поверхностей оболочек на величину, равную половине ширины соединительных кольцевых цилиндрических муфт, которые вводят телескопически в кольцевой зазор до упора в поверхность еще незатвердевшего пенобетона и скрепляют с оболочками, по крайней мере, адгезивом, затем на муфты телескопически устанавливают последующую пару внутренней и внешней оболочек и также скрепляют их с муфтами, после чего цикл возведения одновременно трех несущих стволов повторяют, наращивая их вертикальный размер до полной высоты дымовой трубы. Когда соединительные кольцевые цилиндрические муфты внутреннего и внешнего конструктивно-технологического стволов расположены со смещением относительно друг друга по высоте дымовой трубы, первую пару тонкостенных цилиндрических оболочек располагают на фундаменте так, чтобы их верхние торцы находились на разных уровнях один относительно другого, предпочтительно на величину, равную половине продольного размера оболочек, а кольцевой зазор между ними сначала заполняют ниже уровня торцевой поверхности более низкой оболочки на величину, равную половине ширины соединительной кольцевой цилиндрической муфты, а затем, после установки соединительной муфты, на торцевую поверхность пенобетонного заполнителя и наращивания последующей вышестоящей оболочки, кольцевой зазор заполняют пенобетоном до уровня ниже торца другой оболочки первой пары на размер, равный половине ширины ее соединительной муфты.
Стеклопластиковые тонкостенные цилиндрические оболочки, по крайней мере, одного из конструктивно-технологических стволов предварительно собирают с помощью соединительных кольцевых цилиндрических муфт в секции из двух и более оболочек, скрепленных друг с другом этими соединительными муфтами, которые затем монтируют на фундаменте вертикально, секция на секцию, формируя конструктивно-технологический несущий ствол определенной высоты.
Технические результаты, получаемые при реализации изобретения, заключаются в следующем:
- предлагаемый способ возведения дымовых труб трехслойной конструкции позволяет практически полностью механизировать производство оболочек конструктивно-технологических несущих или функциональных облицовочных элементов в заводских контролируемых условиях с высокой степенью автоматизации их производства и практически по безотходной или малоотходной технологии;
- тонкостенность и малая масса конструктивно-технологических оболочек существенно упрощает и ускоряет их производство, снижает их стоимость, упрощает и снижает затраты на погрузочно-разгрузочные работы, на транспортирование их на объект, упрощает и удешевляет монтажные работы;
- способ позволяет проводить комплексно работы по механизированному формованию несущего пенобетонного ствола трубы, наружных и внутренних облицовочных слоев несущего ствола конструкционного или функционального назначения, существенно сокращая сроки, стоимость и материалоемкость возводимой конструкции, и свести технологические потери используемых материалов практически до нуля;
- предлагаемый способ и высокая степень его автоматизации и механизации способствует существенному повышению качества, прочности и долговечности возводимых дымовых труб благодаря снижению влияния на результаты субъективного фактора, погодных условий и непрерывности технологического процесса формирования несущего пенобетонного ствола.
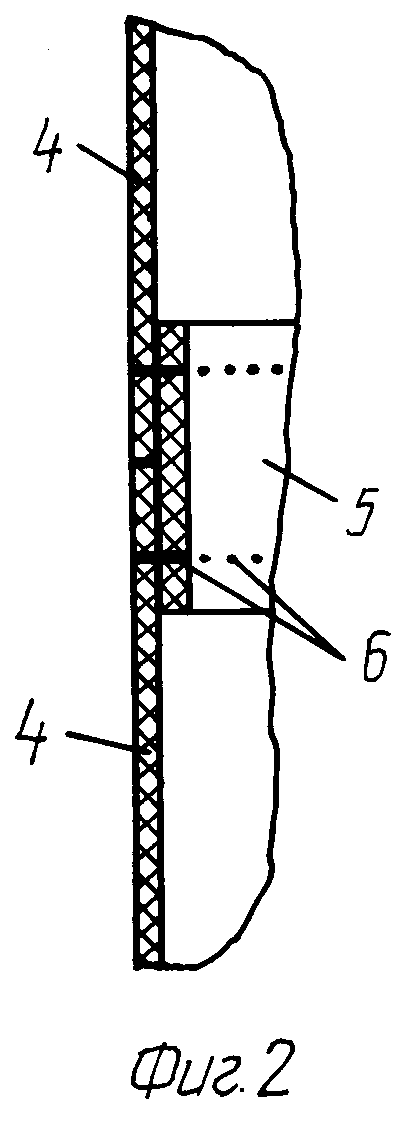
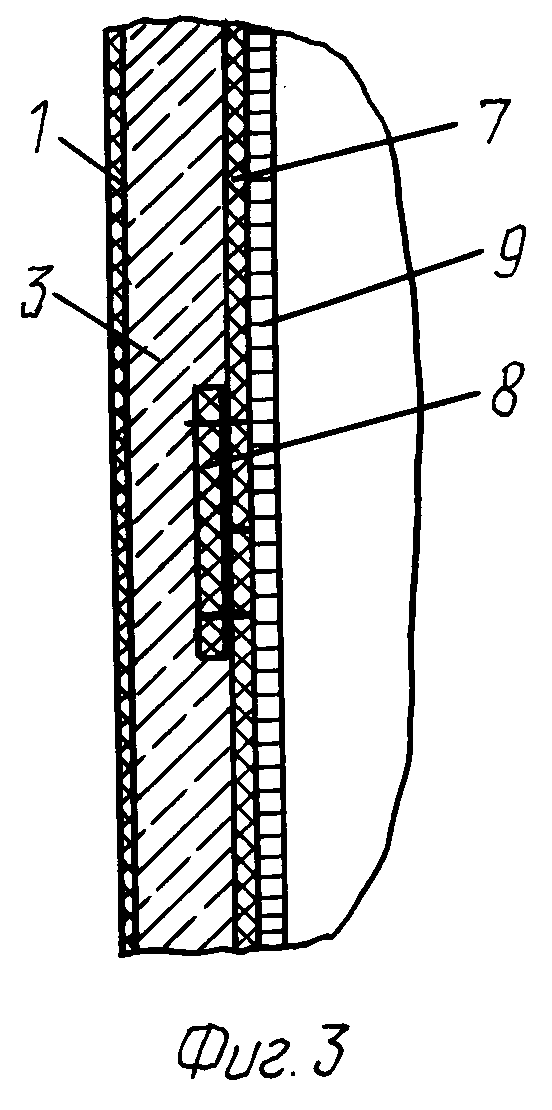
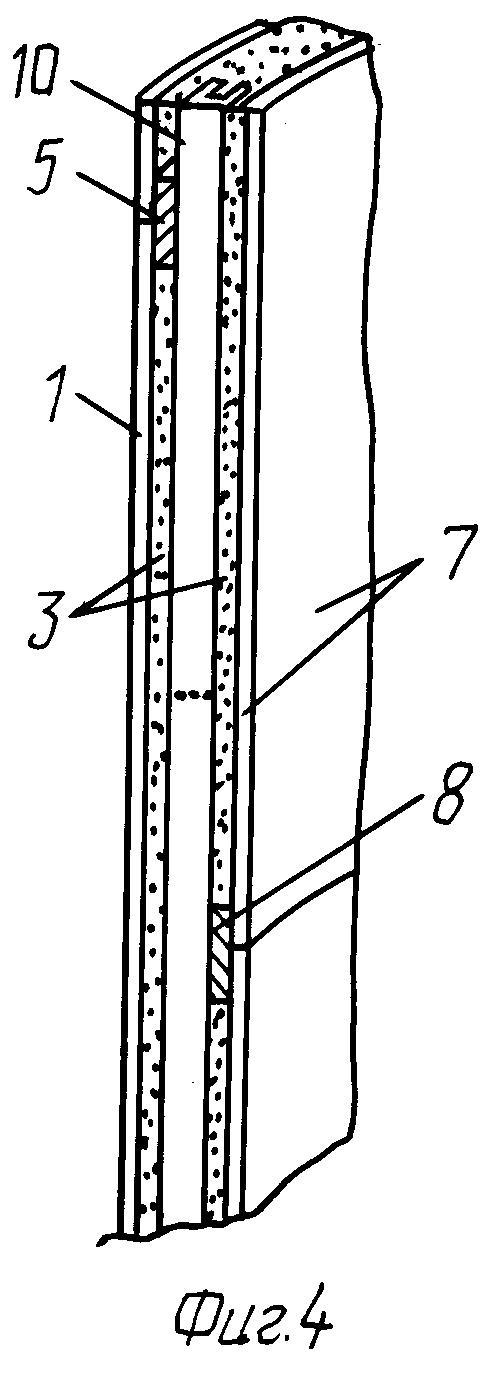
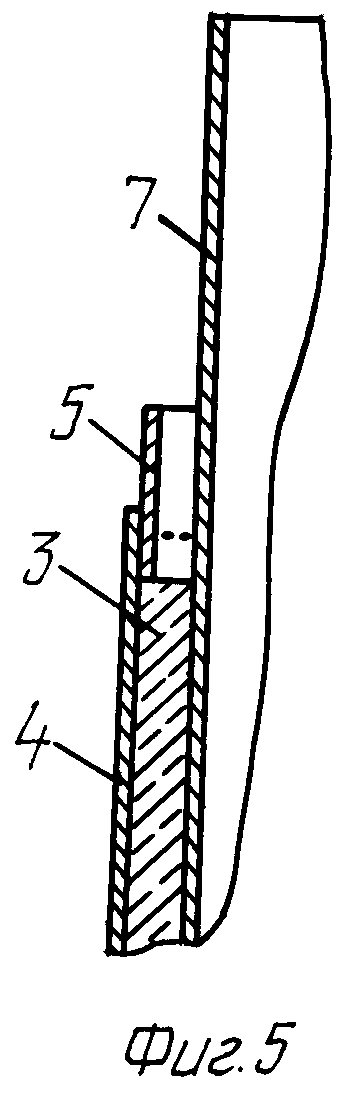
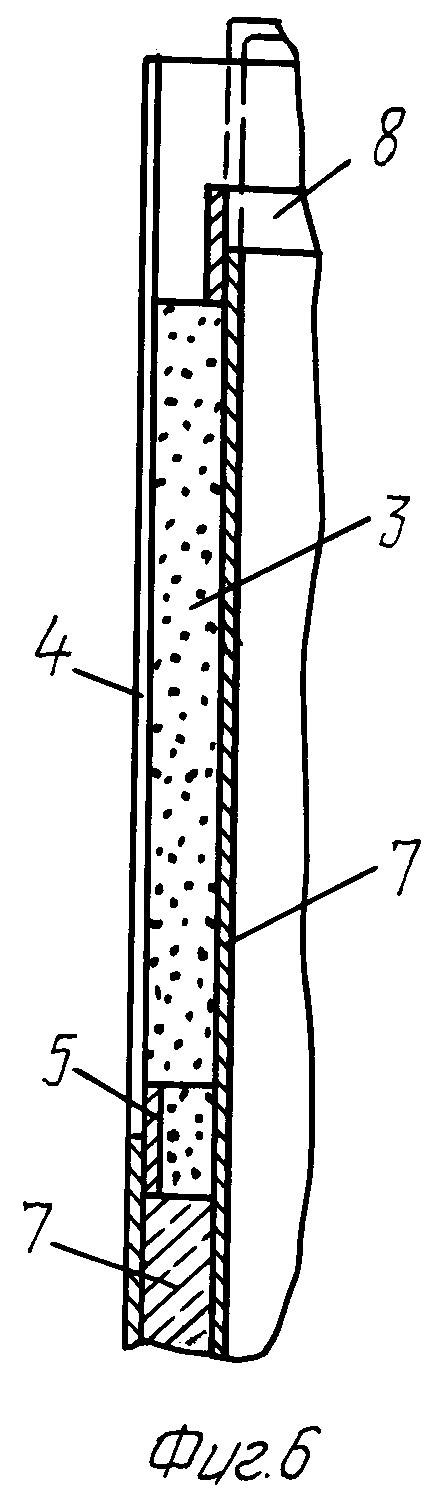
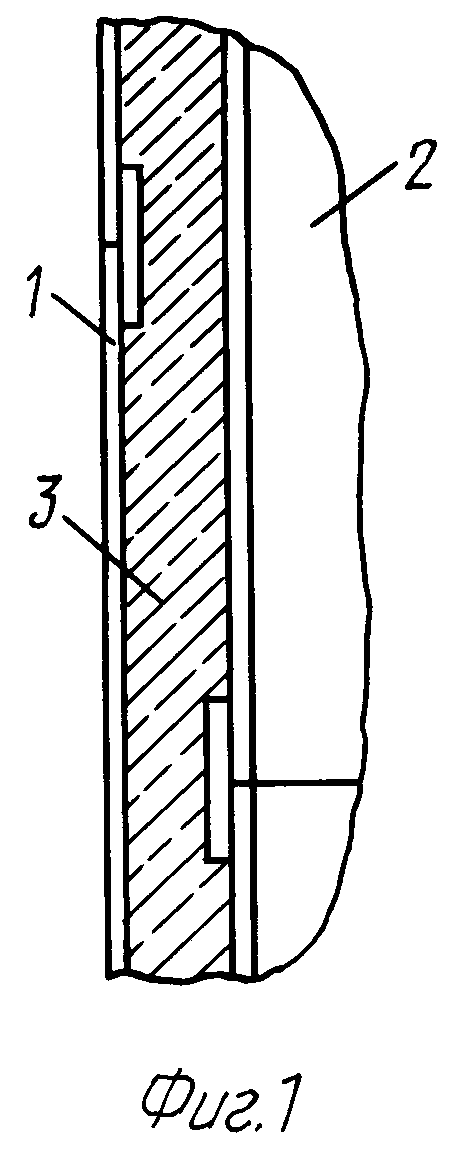
На фиг.1 представлен в разрезе фрагмент трехслойной стенки дымовой трубы, на фиг.2 - фрагмент внешнего конструктивно-технологического ствола в зоне скрепления его оболочек кольцевой цилиндрической муфтой. На фиг.3 показан в разрезе фрагмент стенки в зоне стыка оболочек внутреннего конструктивно-технологического ствола с ворсовой стекловолокнистой футеровкой газоотводящего канала. На фиг.4 изображен фрагмент дымовой трубы - срединный несущий ствол, который армирован каркасом из стальных швеллеров, скрепленных между собой кольцевыми цилиндрическими муфтами, соединяющими состыкованные оболочки внешнего и внутреннего конструктивно-технологических стволов. На фиг.5 показан этап возведения несущего ствола дымовой трубы на стадии установки на неотвержденную торцевую поверхность пенобетонного заполнителя соединительной кольцевой цилиндрической муфты и скрепления ее с оболочкой внешнего конструктивно-технологического ствола, а на фиг.6 - последующий этап возведения несущего ствола в момент установки очередной оболочки внешнего конструктивно-технологического ствола и заполнения образованного при этом кольцевого зазора пенобетоном.
Позиции на чертеже означают:
1 - внешний конструктивно-технологический несущий ствол, 2 - внутренний конструктивно-технологический несущий ствол, 3 - срединный несущий ствол из пенобетона, 4 - цилиндрические тонкостенные оболочки из композиционного материала внешнего конструктивно-технологического несущего ствола, 5 - кольцевая цилиндрическая соединительная муфта внешнего конструктивно-технологического несущего ствола, 6 - радиальные стержневые элементы из композиционного материала, 7 - тонкостенные цилиндрические оболочки внутреннего конструктивно-технологического несущего ствола, 8 - кольцевая цилиндрическая соединительная муфта, скрепляющая оболочки внутреннего конструктивно-технологического несущего ствола, 9 – интегральный стекловолокнистый ворсовый футеровочный слой внутреннего конструктивно-технологического несущего ствола.
Дымовая труба трехствольной конструкции (фиг.1) состоит из трех коаксиальных, скрепленных между собой несущих цилиндрических стволов: внешнего конструктивно-технологического ствола 1, внутреннего конструктивно-технологического ствола 2 и срединного несущего ствола 3.
Внешний конструктивно-технологический несущий ствол 1 выполнен из набора состыкованных друг с другом тонкостенных цилиндрических оболочек 4 (фиг.2), которые собраны и скреплены между собой соединительными цилиндрическими муфтами 5. Состыкованные оболочки 4 и соединяющая их муфта 5 скреплены между собой клеевым адгезивом, герметизирующим торцевой стык оболочек и нахлестное их соединение с муфтой. Для повышения прочности муфтового соединения оболочек 4 клеевое нахлестное соединение муфт 5 с оболочками 4 могут быть усилены кольцевыми рядами радиальных стержневых элементов 6. Оболочки 4 и муфты 5 изготовлены предпочтительно из коррозионно-стойкого, прочного на растяжение - сжатие материала, предпочтительно из стеклопластика, например, полиэфирного негорючего стеклотекстолита. Стержневые элементы 6 также предпочтительно должны быть выполнены из однонаправленного стеклопластика (структуры 1 D) и установлены в радиальных отверстиях на клею, в частности, на эпоксидном клее “холодного” отверждения.
Внутренний конструктивно-технологический несущий ствол 2 выполнен из состыкованных друг с другом тонкостенных цилиндрических оболочек 7, которые собираются соосно в ствол и скрепляются между собой соединительными цилиндрическими муфтами 8 (фиг.3). Оболочки 7 и соединяющие их муфты 8 выполнены из термоэрозионно-стойкого антикоррозионного негорючего материала, предпочтительно стеклопластика, и скреплены между собой термостойким клеевым составом, например кремнийорганическим, обеспечивающим требуемую прочность и герметичность соединения. Клеевое соединение может быть упрочнено кольцевыми рядами радиальных стержневых элементов, которые, в частности, могут быть выполнены также из термостойкого стеклопластика строением 1D или из углерод-углеродного, или керам-керамического композиционного материала.
Оболочки 7 могут быть выполнены из стеклотекстолита на основе керамической матрицы, полученной методом самораспространяющегося температурного синтеза, а соединительные муфты 8 - из нержавеющей стали. С целью снижения стоимости и расширения технологических возможностей изготовления оболочек 7 большого диаметра могут быть использованы стеклопластики на негорючем полиэфирном связующем холодного отверждения. Но тогда поверхности оболочек 7, формирующие дымоотводящий канал, должны быть покрыты защитным футеровочным слоем 9, например из стекловолокнистого ворса. Причем стекловолокнистый ворс футеровочного защитного назначения может быть выполнен в виде многослойной стеклоткани объемного плетения и приклеен или пристрочен к стенке конструктивно-технологического ствола 2 либо может быть образован армирующими волокнами стеклопластика, из которого изготовлены оболочки 7, выступающими из его полимерной матрицы над поверхностью и формирующими интегрально связанный с оболочками ворсовый термоэрозионно-стойкий футеровочный слой 9 (фиг.3).
Срединный несущий ствол 3 дымовой трубы расположен между двумя сопряженными с ним коаксиальными конструктивно–технологическими несущими стволами 1 и 2. При этом соединительные кольцевые цилиндрические муфты 5 и 8 замурованы в стенку срединного ствола, благодаря чему обеспечивается прочная радиальная связь всех трех сопряженных друг с другом коаксиальных несущих стволов дымовой трубы, а также перераспределение наседающей весовой нагрузки вышележащих оболочек тонкостенных конструктивно-технологических несущих стволов 1 и 2 на более мощный жесткий срединный несущий ствол 3. Каждая оболочка 4 и 8 стволов 1 и 2 оказываются как бы подвешенными и одновременно подпертыми снизу и поэтому воспринимают только и только весовую нагрузку собственной массы. При этом благодаря своему плотному сопряжению с жесткой стенкой срединного несущего ствола 3 оболочки 4 и оболочки 8 тонкостенных конструктивно-технологических несущих стволов 1 и 2 не в состоянии потерять свою устойчивость от действия продольно сжимающих нагрузок, возникающих при эксплуатации дымовой трубы. В то же время, будучи выполненными из высокопрочных конструкционных материалов, в частности из стеклопластиков, эти тонкостенные оболочки 4 и 8 обеспечивают высокую прочность несущих стволов 1 и 2 при продольном их растяжении - сжатии. Таким образом, трехслойная стенка дымовой трубы, состоящая из трех коаксиальных сопряженных и скрепленных между собой несущих стволов, способна воспринимать повышенные изгибные нагрузки, оставаясь жесткой и прочной при воздействии высоких ветровых нагрузок, в условиях урагана или воздействия ударно-взрывной волны.
Срединный несущий ствол 3 выполнен из негорючего, жесткого, прочного, недорогого высокотехнологичного материала, способного перерабатываться в изделия литьевым методом, например из бетона, пенобетона, синтактового пенопласта и т.п.
Предпочтительно срединный слой 3 может быть выполнен из пенобетона на основе пенокерамзитовых окатышей. При этом, чтобы обеспечить равнопрочность срединного ствола по высоте дымовой трубы, кажущаяся плотность пенокерамзитового бетона в нижней части ствола выше, чем в верхней, т.е. кажущаяся плотность пенобетона ступенчато или непрерывно уменьшается, начиная от основания дымовой трубы.
Для повышения жесткости и прочности дымовой трубы ее срединный несущий слой 3 армирован каркасом из продольных металлических или стеклопластиковых колонн 10, равномерно распределенных по кольцевому сечению стенки срединного ствола, скрепленных прочными связями с кольцевыми цилиндрическими муфтами 5 и 8 внешнего и внутреннего несущих стволов (фиг.4).
Колонны 10 могут быть выполнены из сваренных друг с другом торцами стальных швеллеров, или двутавров, или труб, которые, в свою очередь, могут быть скреплены с кольцевыми соединительными муфтами 5 и 8 также сваркой, если эти муфты выполнены стальными, или с помощью специальных кронштейнов, если материалы муфт и колонн неодинаковой химико-технологической природы. Полые трубчатые колонны позволяют при прочих равных условиях существенно снизить массу срединного ствола, снизить расход строительного пенобетона и улучшить теплообмен (теплоотвод) в трехслойной стенке дымовой трубы.
Способ возведения дымовой трубы трехствольной конструкции включает изготовление тонкостенных цилиндрических оболочек 4 и 7, а также соединительных кольцевых цилиндрических муфт 5 и 8; доставку этих деталей на место возведения дымовой трубы; сборку и монтаж из них внешнего и внутреннего конструктивно-технологических несущих стволов 1 и 2 и формование с их помощью на месте срединного несущего ствола 3 из пенобетона.
Изготавливают тонкостенные цилиндрические оболочки 4 и 7 внешнего и внутреннего конструктивно-технологических несущих стволов 1 и 2, а также кольцевые соединительные цилиндрические муфты 5 и 8 из стеклопластика в специализированных производственных условиях на заводском оборудовании методом намотки препрега или премекса на цилиндрические оправки многоразового использования, что позволяет обеспечить требуемую точность сопрягаемых цилиндрических поверхностей оболочек и муфт и их взаимозаменяемость при возведении дымовой трубы безразмерным способом без дополнительной уточняющей механической обработки.
Технологически и экономически рационально изготавливать оболочки 4 и 7, а также муфты 5 и 8 из стеклотекстолита с толщиной стенок в диапазоне от 3 до 12 мм. Из соображений удобства и возможностей транспортной доставки и монтажных работ на месте возведения дымовой трубы оболочки 4 и 7 целесообразно изготавливать длиной от 3 до 12 метров. Транспортируют элементы конструктивно-технологических несущих стволов 1 и 2 комплектно: оболочка 4, муфта 5, муфта 8 и оболочка 7, размещенные компактно одна в другой, согласно указанной последовательности по типу контейнирования.
Тонкостенные стеклопластиковые оболочки и муфты больших диаметров имеют низкую диаметральную жесткость, но обладают “памятью” формы. Благодаря этому при компактировании и контейнировании им придают путем диаметрального сжатия в области обратимых упругих деформаций овалоидную форму поперечного сечения, вписывая таким образом их внешние контуры в рамки установленных стандартами транспортных габаритов.
На месте возведения дымовой трубы на кольцевой подошве фундамента устанавливают коаксиально оболочки 4 и 7 первого комплекта, образуя конструктивно-технологические обводы внешнего 1, внутреннего 2 и срединного 3 несущих стволов дымовой трубы. Кольцевой зазор между оболочками 4 и 7 заполняют коллоидным жидким составом, в частности пенобетоном, формуя первую (нижнюю) секцию срединного несущего ствола до уровня ниже уровня торцев стеклопластиковых оболочек 4 и 7 на величину, равную половине ширины соединительных кольцевых цилиндрических муфт 5 и 8. При этом стеклопластиковые оболочки 4 и 7 формируют нижние секции несущих стволов 1 и 2 дымовой трубы, выполняя одновременно функции формообразующей технологической оснастки для изготовления срединного несущего ствола 3.
На зеркало залитого в кольцевой зазор жидкого пенобетона устанавливают коаксиально-соединительные кольцевые цилиндрические муфты 5 и 8, вводя их телескопически в кольцевой зазор между оболочками 4 и 7. Зазор между телескопически сопряженными цилиндрическими поверхностями оболочек и муфт заполняют жидким клеевым составом “холодного” отверждения. Затем на муфты 5 и 8 телескопически устанавливают следующую пару оболочек 4 и 7 из второго комплекта, а зазор между коаксиально сопряженными цилиндрическими поверхностями заполняют жидким клеевым составом “холодного” отверждения. После затвердевания клеевой композиции при необходимости просверливают в сопряженных нахлестно оболочках и муфтах кольцевые ряды сквозных отверстий, в которые устанавливают на клею “холодного” отверждения радиальные стержневые элементы 6 для усиления клеевого муфтового соединения оболочек конструктивно-технологических несущих стволов 1 и 2.
Сформированный оболочками 4 и 7 второго комплекта кольцевой зазор заполняют жидким пенобетоном до уровня ниже уровня верхних торцев этих оболочек на величину, равную половине ширины кольцевых соединительных муфт 5 и 8. И т.д., повторяя эти технологические циклы, ступенчато формируют несущие стволы 1, 2 и 3 возводимой дымовой трубы заданной высоты.
На фиг.5 и фиг.6 проиллюстрирован технологический цикл возведения дымовой трубы при смещенном по высоте расположении стыков оболочек 4 внешнего конструктивно-технологического несущего ствола 1 и стыков оболочек 7 внутреннего несущего ствола 2. В этом случае одну из оболочек первого комплекта, либо оболочку 4 внешнего несущего ствола 1, либо оболочку 7 внутреннего несущего ствола 2 разрезают надвое, предпочтительно пополам. На кольцевой подошве фундамента коаксиально устанавливают одну из этих половин разрезанной оболочки, например оболочки 4 (фиг.5), и цельную оболочку другого конструктивно-технологического ствола, в частности оболочку 7. Сформировавшийся при этом кольцевой зазор заполняют жидким раствором пенобетона до уровня ниже верхнего торца располовиненной оболочки 4 на величину, равную половине ширины соединительной кольцевой муфты 5. Затем устанавливают телескопически муфту 5, зазор между сопряженными цилиндрическими поверхностями оболочки 4 и муфты 5 заполняют клеевым составом и телескопически на муфту 5 устанавливают следующую цельную оболочку 4 из второго комплекта (фиг.6). Полученный кольцевой зазор заполняют жидким пенобетоном до уровня ниже уровня верхнего торца оболочки 7 первого комплекта на величину, равную половине ширины муфты 8, монтируют муфту 8 и т.д. наращивают последовательно все три несущих ствола дымовой трубы до заданной высоты.
Короткие оболочки 4 и 7, например, длиной 3 метра могут быть предварительно собраны с помощью соединительных муфт 5 и 8 в секции большей длины, например 12-метровые, которые затем используют при возведении стволов дымовой трубы.
Для создания комфортных всепогодных условий труда при возведении дымовой трубы сначала монтируют из оболочек 4 с помощью муфт 5 внешней конструктивно-технологический ствол 1 на определенную высоту ствола, устанавливают сверху технологическую кровлю для защиты от атмосферных осадков, а затем последовательно монтируют коаксиально оболочки 7 внутреннего конструктивно-технологического ствола 2, подавая их под кровлю через верхнее отверстие сформированного внешнего конструктивно-технологического ствола 1, заполняя поэтапно кольцевой зазор между стволами 1 и 2 жидким раствором пенобетона.
Источники информации
1. Вольский В.В. Монтаж дымовых труб новых конструкций. - М.: Энергия, 1980.
2. RU патент 2053340, М.кл. Е 04 Н 12/28, F 23 J 11/00 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| ДЫМОВАЯ ТРУБА | 2001 |
|
RU2200223C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ | 2001 |
|
RU2200222C2 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| АМОРТИЗАТОР КОЛЬЦЕВОЙ | 2003 |
|
RU2259504C2 |
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| ЦИСТЕРНА-КОНТЕЙНЕР | 2001 |
|
RU2234446C2 |
| МНОГОСЛОЙНЫЙ ТРУБОПРОВОД | 2001 |
|
RU2183784C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
Изобретение относится к области строительства, а именно к дымовым трубам для удаления продуктов сгорания энергетических, металлургических, химических и других промышленных предприятий. Технический результат: повышение прочности, надежности и долговечности дымовой трубы при одновременном снижении трудоемкости, стоимости и сроков ее возведения. Способ возведения дымовой трубы трехслойной конструкции включает операции формирования и установки внешней и внутренней цилиндрических несущих стволов из композиционного материала и заполнения кольцевого зазора между ними жестким заполнителем. Цилиндрические тонкостенные оболочки внешнего и внутреннего конструктивно-технологических стволов, а также цилиндрические кольцевые муфты для их соединения изготавливают намоткой из стекловолокнистых полуфабрикатов, пропитанных полимерным связующим в контролируемых заводских условиях, и транспортируют комплектами “внешняя оболочка - муфта - муфта - внутренняя оболочка”, упакованными по схеме “труба в трубе”, на место возведения дымовой трубы. На кольцевую подошву фундамента устанавливают коаксиально по одной оболочке внутреннего и внешнего конструктивно-технологических стволов и заполняют зазор между ними пенобетоном до уровня ниже торцевых поверхностей оболочек на величину, равную половине ширины соединительных кольцевых цилиндрических муфт, которые вводят телескопически в кольцевой зазор до упора в поверхность еще незатвердевшего пенобетона и скрепляют с оболочками, по крайней мере, адгезивом. Затем на муфты телескопически устанавливают последующую пару внутренней и внешней оболочек и также скрепляют их с муфтами, после чего цикл возведения одновременно трех несущих стволов повторяют, наращивая их вертикальный размер до полной высоты дымовой трубы. 2 з.п. ф-лы, 6 ил.
| ДЫМОВАЯ ТРУБА | 1994 |
|
RU2053340C1 |

