Изобретение относится к области судостроения, авиа- и ракетостроения, в частности к способам изготовления многослойных панелей с заполнителем из газонаполненной пластмассы, и может быть использовано при изготовлении крупногабаритных конструкций из композиционных материалов.
Известен «Способ изготовления среднего слоя трехслойных панелей из композиционного материала с полимерным связующим» по патенту РФ №2381132, включающий укладывание на поверхность формы слоев пропитанной стеклоткани, на которые укладывают заполнитель, сверху которого укладывают также слои пропитанной стеклоткани, затем предварительно спрессовывают полученный материал и производят формование с нагревом, при этом заполнитель выполняют из выложенных параллельно друг другу брусков пенопласта, имеющих в поперечном сечении трапециевидную форму, причем в нижнем ряду бруски устанавливают меньшим основанием вверх, а в верхнем ряду бруски укладывают меньшим основанием вниз в образовавшиеся пазы нижнего ряда, при этом перед установкой верхнего ряда на соприкасающиеся поверхности брусков пенопласта нижнего ряда укладывают слои пропитанной стеклоткани, предварительное прессование производят при давлении 0,25 МПа, а нагрев производят посредством индукционного нагрева в высокочастотном магнитном поле при частоте поля от 20 до 25 МГц при температуре 95…105°С и в течение 8…10 мин.
Недостатком известного способа по патенту РФ №2381132 является высокая трудоемкость изготовления заполнителя, состоящего из брусков пенопласта, и уложенной между этими брусками арматуры в виде пропитанной стеклоткани.
Известен «Пенополиуретан/полиизоцианурат, усиленный стеклянными волокнами» по патенту РФ №2317307, принятый в качестве ближайшего аналога, который получают 1) приведением в контакт изоцианатного компонента, имеющего вязкость от 200 до 600 мПа·с, компонента на основе многоатомного спирта, содержащего первый многоатомный спирт, представляющий собой производное сорбита, второй многоатомный спирт типа простого полиэфира и третий многоатомный спирт типа сложного полиэфира, причем вышеупомянутые многоатомные спирты имеют вязкость от 200 до 6000 мПа·с, в присутствии катализаторов, выбранных из солей олова, карбоксилатов калия и, в известных случаях, третичных аминов, физического и/или химического вспучивающего агента, эмульгатора и, в случае необходимости, замедлителя пламени, 2) пропиткой составом, полученным на стадии 1), упаковки стеклянных волокон и 3) вспениванием и отверждением вышеупомянутого состава таким образом, чтобы образовать усиленный пеноблок, содержащий упаковку стеклянных волокон; при этом усиленный пеноблок имеет среднюю плотность от 115 до 135 кг/м3, предпочтительно от 120 до 130 кг/м3, более предпочтительно около 130 кг/м3, и изоцианатное число от 100 до 180, предпочтительно от 130 до 180.
Недостатком известного способа по патенту РФ №2317307 является высокая трудоемкость изготовления пеноблока, формирование которого проводят пропиткой упаковки стеклянных волокон многокомпонентной смесью, состоящей из компонентов определенной вязкости.
Перед заявляемым изобретением поставлена задача уменьшения трудоемкости изготовления заполнителя из газонаполненной пластмассы за счет послойного формирования напылением армированной дискретными элементами газонаполненной пластмассы.
Поставленная задача в заявляемом изобретении решается за счет того, что способ формирования армированной дискретными элементами газонаполненной пластмассы включает перемешивание одного или нескольких компонентов (порошки, жидкости) газонаполненной пластмассы между собой и с дискретными элементами, вспенивание и отверждение полученной смеси, при этом один или несколько компонентов газонаполненной пластмассы и дискретные элементы подают струями в истекающий из одного или нескольких сопел поток рабочего газа, в котором компоненты газонаполненной пластмассы и дискретные элементы диспергируют, перемешивают, гомогенизируют между собой, компоненты газонаполненной пластмассы и дискретные элементы напыляют слоями, в процессе напыления каждого слоя расход компонентов газонаполненной пластмассы и дискретных элементов регулируют, полученную слоеную смесь вспенивают и отверждают.
Один или несколько компонентов газонаполненной пластмассы и дискретные элементы подают струями в истекающий из одного или нескольких сопел сверхзвуковой поток рабочего газа.
Заявленное изобретение отличается от известного «Пенополиуретан/полиизоцианурат, усиленный стеклянными волокнами» по патенту РФ №2317307 тем, что один или несколько компонентов газонаполненной пластмассы и дискретные элементы подают струями в истекающий из одного или нескольких сопел поток рабочего газа, в котором компоненты газонаполненной пластмассы и дискретные элементы диспергируют, перемешивают, гомогенизируют между собой, компоненты газонаполненной пластмассы и дискретные элементы напыляют слоями, в процессе напыления каждого слоя расход компонентов газонаполненной пластмассы и дискретных элементов регулируют, полученную слоеную смесь вспенивают и отверждают.
Указанное отличие позволило получить технический результат, а именно, обеспечило уменьшение трудоемкости изготовления заполнителя из газонаполненной пластмассы за счет послойного формирования напылением армированной дискретными элементами газонаполненной пластмассы.
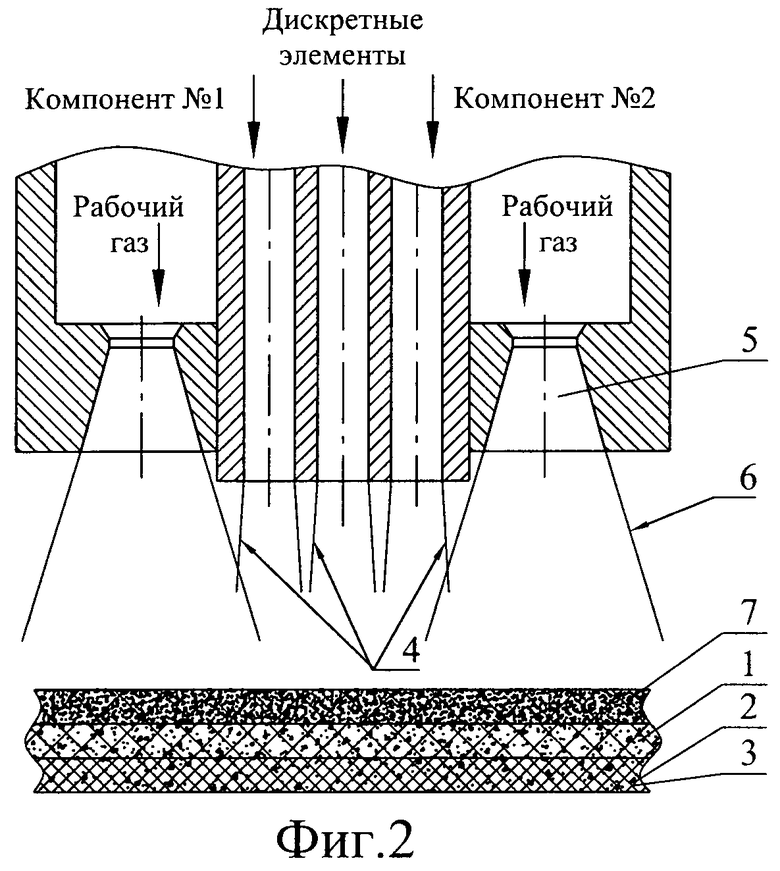
На фиг.1 представлена схема формирования напылением трехслойной газонаполненной пластмассы, применен дозвуковой поток рабочего газа.
На фиг.2 представлена схема формирования напылением трехслойной газонаполненной пластмассы, применен сверхзвуковой поток рабочего газа.
Способ формирования армированной дискретными элементами газонаполненной пластмассы (фиг.1) включает перемешивание одного или нескольких компонентов (порошки, жидкости) газонаполненной пластмассы 1 между собой и с дискретными элементами 2, вспенивание и отверждение полученной смеси 3, при этом один или несколько компонентов газонаполненной пластмассы 1 и дискретные элементы 2 подают струями 4 в истекающий из одного или нескольких сопел 5 поток 6 рабочего газа, в котором компоненты газонаполненной пластмассы 1 и дискретные элементы 2 диспергируют, перемешивают, гомогенизируют между собой, компоненты газонаполненной пластмассы 1 и дискретные элементы 2 напыляют слоями 7, в процессе напыления каждого слоя 7 расход компонентов газонаполненной пластмассы 1 и дискретных элементов 2 регулируют, полученную слоеную смесь 3 вспенивают и отверждают.
Работу по предлагаемому способу осуществляют следующим образом (фиг.1). Компоненты №1 и №2 газонаполненной пластмассы 1 и дискретные элементы 2 струями 4 подают в поток 6 рабочего газа. В качестве дискретных элементов используют: рубленые волокна; куски проволоки; металлические, полимерные, керамические частицы; полые металлические или полые полимерные шарики, и прочие элементы. Расход компонентов №1 и №2, а также расход дискретных элементов 2 регулируют при напылении каждого слоя 7. Например, газонаполненная пластмасса 1 из пенополиуретана состоит из трех слоев 7. Расход дискретных элементов 2 при напылении нижнего слоя составляет 1 кг/мин, среднего слоя - 2 кг/мин, верхнего слоя 3 кг/мин (фиг.1). Расход компонентов пенополиуретана - полиэфирной и изоционатной композиций также регулируют при напылении каждого слоя 7, придавая ему определенные свойства. Рабочий газ подают под давлением к соплам 5. Истекающий из сопел 5 поток 6 рабочего газа оказывает аэродинамическое воздействие на струи 4 компонентов №1 и №2 газонаполненной пластмассы 1 и на дискретные элементы 2. Это воздействие приводит к распаду струй 4 на капли и частицы. Применение сверхзвуковых сопел 5 (фиг.2) позволяет получить сверхзвуковой поток 6 рабочего газа. При истечении из сверхзвуковых сопел 5 в сверхзвуковом потоке 6 образуется развитая система скачков уплотнения. Жидкие капли компонентов №1 и №2 газонаполненной пластмассы 1, проходя через скачки уплотнения, дробятся на более мелкие, эти капли, в свою очередь, проходя через следующий скачок уплотнения, также подвергаются дроблению. Необходимо отметить, что применение нескольких сопел 5 позволяет значительно повысить число скачков уплотнения, которые образуются при взаимодействии сверхзвуковых струй между собой. Таким образом, жидкие компоненты №1 и №2 газонаполненной пластмассы 1 в системе скачков уплотнения потока 6 рабочего газа диспергируют на мельчайшие капли. Образованное облако жидких капель и частиц порошков компонентов №1 и №2 газонаполненной пластмассы 1, а также дискретные элементы 2, движутся в потоке 6 рабочего газа. По мере падения скорости потока 6 рабочего газа происходит его турбулизация. Турбулизация потока 6 приводит к интенсивному перемешиванию капель и частиц компонентов №1 и №2, дискретных элементов 2 между собой, что приводит к их гомогенизации в поперечном сечении потока 6. Капли, частицы компонентов №1 и №2 газонаполненной пластмассы 1, дискретные элементы 2 напыляют послойно. Из них формируют слои 7 смеси 3, при этом каждый слой 7 имеет высокую однородность, так как компоненты №1 и №2 газонаполненной пластмассы 1 и дискретные элементы 2 равномерно распределены в объеме этого слоя 7. Необходимо отметить, что применение сверхзвукового потока 6 рабочего газа резко повышает дисперсность капель компонентов №1 и №2, что повышает однородность смеси 3 и, следовательно, однородность газонаполненной пластмассы 1. Содержание каждого компонента №1 и №2 газонаполненной пластмассы 1 и дискретных элементов 2 изменяется при переходе от одного слоя 7 к другому и зависит от изменения расхода компонентов №1 и №2 и расхода дискретных элементов 2 в процессе напыления. Напыленная смесь 3 состоит из слоев 7. Полученную слоеную смесь 3 вспенивают. Вспенивание происходит, например, в результате химического взаимодействия компонентов №1 и №2 газонаполненной пластмассы 1 между собой с выделением газа или в результате разложения одного из компонентов газонаполненной пластмассы 1 с выделением газа. После вспенивания смеси 3 получают армированную дискретными элементами 2 газонаполненную пластмассу 1, свойства которой изменяются по толщине, при переходе от одного слоя 7 к другому, в зависимости от соотношения компонентов №1 и №2, а также от содержания дискретных элементов 2 в каждом слое 7. Введение дискретных элементов 2 в газонаполненную пластмассу 1 придает ей высокую прочность и специальные функциональные свойства, например электропроводность. Полученная газонаполненная пластмасса 1 является заготовкой для изготовления заполнителя многослойных конструкций. Изменение свойств заполнителя по толщине позволяет создавать многослойные конструкции наиболее адаптированные к условиям нагружения и эксплуатации изделия.
Изобретение позволило получить технический результат, а именно, обеспечило уменьшение трудоемкости изготовления заполнителя из газонаполненной пластмассы за счет послойного формирования напылением армированной дискретными элементами газонаполненной пластмассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ПЕНОПОЛИУРЕТАНОВЫХ ОТХОДОВ | 2010 |
|
RU2430937C1 |
| Способ получения покрытий | 1982 |
|
SU1199295A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАДИОПОГЛОЩАЮЩЕГО ПОКРЫТИЯ | 2010 |
|
RU2429062C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА ТОРЦЕВОГО ГОРЕНИЯ | 2010 |
|
RU2428244C1 |
| СПОСОБ ФОРМИРОВАНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОЧАСТИЦЫ | 2010 |
|
RU2439199C2 |
| ТРЕХСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2513945C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОРОШКА ИЗ РАСПЛАВОВ МЕТАЛЛОВ | 2010 |
|
RU2422247C1 |
| Способ напыления газотермических покрытий на внутренние поверхности и устройство для его реализации | 2017 |
|
RU2650471C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ И ЭЛЕМЕНТ КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2009 |
|
RU2477339C2 |
| СМЕСИТЕЛЬ С ВЕНТИЛЯТОРНЫМ КОЛЕСОМ | 2008 |
|
RU2361652C1 |
Изобретение относится к способу изготовления многослойных панелей с заполнителем из газонаполненной пластмассы. Способ формирования армированной дискретными элементами газонаполненной пластмассы включает перемешивание одного или нескольких компонентов - порошков, жидкостей - газонаполненной пластмассы между собой и с дискретными элементами, вспенивание и отверждение полученной смеси. При этом один или несколько компонентов газонаполненной пластмассы и дискретные элементы подают струями в истекающий из одного или нескольких сопел поток рабочего газа. В указанном потоке компоненты газонаполненной пластмассы и дискретные элементы диспергируют, перемешивают и гомогенизируют между собой. Компоненты газонаполненной пластмассы и дискретные элементы напыляют слоями, причем в процессе напыления каждого слоя регулируют расход компонентов газонаполненной пластмассы и дискретных элементов. Затем полученную слоеную смесь вспенивают и отверждают. Достигаемый при этом технический результат заключается в уменьшении трудоемкости изготовления заполнителя за счет послойного формирования напылением армированной дискретными элементами газонаполненной пластмассы. 1 з.п. ф-лы, 2 ил.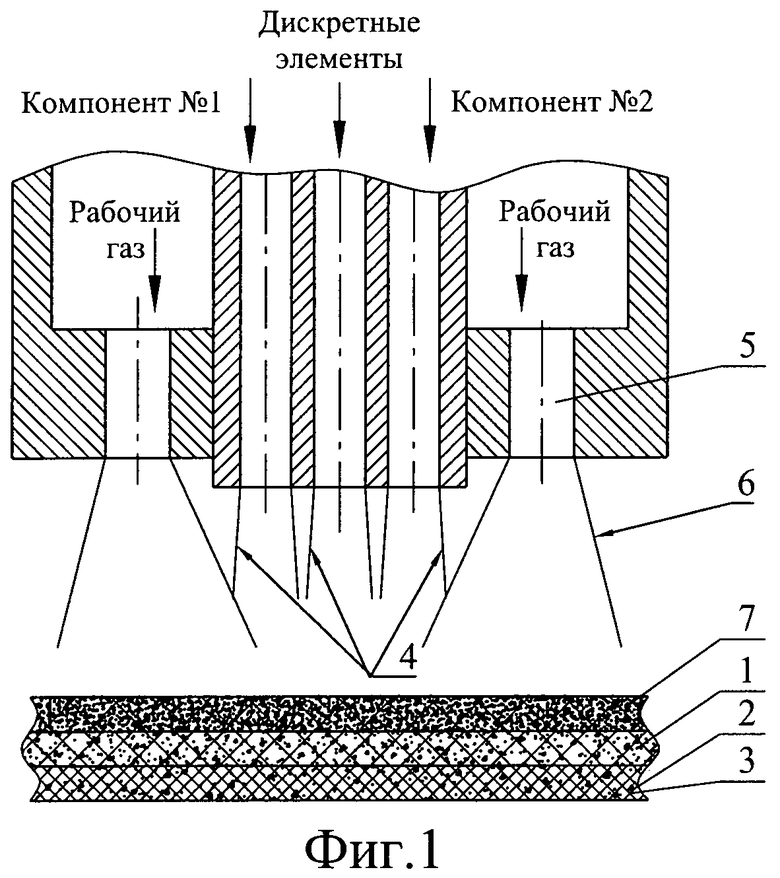
1. Способ формирования армированной дискретными элементами газонаполненной пластмассы, включающий перемешивание одного или нескольких компонентов - порошки, жидкости - газонаполненной пластмассы между собой и с дискретными элементами, вспенивание и отверждение полученной смеси, отличающийся тем, что один или несколько компонентов газонаполненной пластмассы и дискретные элементы подают струями в истекающий из одного или нескольких сопел поток рабочего газа, в котором компоненты газонаполненной пластмассы и дискретные элементы диспергируют, перемешивают, гомогенизируют между собой, компоненты газонаполненной пластмассы и дискретные элементы напыляют слоями, в процессе напыления каждого слоя расход компонентов газонаполненной пластмассы и дискретных элементов регулируют, полученную слоеную смесь вспенивают и отверждают.
2. Способ по п.1, отличающийся тем, что один или несколько компонентов газонаполненной пластмассы и дискретные элементы подают струями в истекающий из одного или нескольких сопел сверхзвуковой поток рабочего газа.
| ПЕНОПОЛИУРЕТАН/ПОЛИИЗОЦИАНУРАТ, УСИЛЕННЫЙ СТЕКЛЯННЫМИ ВОЛОКНАМИ | 2006 |
|
RU2317307C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАКТИВНОГО СВЯЗУЮЩЕГО КОМПОЗИТА (ВАРИАНТЫ) | 1996 |
|
RU2166015C2 |
| US 5979787 А, 09.11.1999 | |||
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |

