Область техники, к которой относится изобретение
Изобретение относится к способу производства многослойного офсетного полотна, такого как офсетное литографское полотно, в котором каркас полотна сделан, в основном, из термореактивного материала. Эластомерную печатающую поверхность наносят или ламинируют на каркас, содержащий термореактивный материал. Микросферы могут быть включены в термореактивный каркас, чтобы обеспечить сжимаемость полотна.
Предпосылки создания изобретения
Использование офсетных полотен в способах печатания, таких как офсетная литографская печать, является известным, причем такие офсетные полотна имеют основную функцию переноса типографской краски от печатной формы на бумагу. Такие печатные офсетные полотна очень тщательно разрабатываются так, что полотно не повреждается либо механическим контактом с печатным аппаратом, либо химической реакцией с ингредиентами типографской краски или другими растворителями, используемыми в процессе печатания. Повторные механические контакты действительно вызывают определенное сжатие офсетного полотна, однако целостность офсетного полотна должна поддерживаться в приемлемых пределах так, чтобы изображение должным образом воспроизводилось. Также важно, чтобы офсетное полотно имело характеристики упругого восстановления формы после деформации так, чтобы оно было способно к окончательному возвращению к его первоначальной толщине, и чтобы оно обеспечивало перенос изображения постоянного качества.
Многослойные полимерные офсетные полотна могут быть широко описаны как имеющие два субкомпонентных слоя: печатающую поверхность и каркас. Слой печатающей поверхности - это часть полотна, которая передает типографскую краску от формы на бумагу и т.д. Каркас - это цельная конструкция, лежащая ниже слоя поверхности. Чтобы создать каркас, который может выдержать усилия процесса печатания, требуется ряд полимерных покрытий и тканевых слоев. Каркас в целом требует по меньшей мере два тканых материала, каждый из которых имеет на нем составное покрытие из полимерного материала, подлежащее запрессовыванию для образования единого целого. Полимерный материал может включать микросферы, чтобы сделать конструкцию сжимаемой. Наружное покрытие или наружный материал, который является печатающим материалом, наносят на самый верхний слой ткани. Весь этот процесс мог бы состоять из 15 или 20 покрытий при проходе через машину для производства полимерных слоистых материалов плюс 3 или 4 слоя ткани.
Ключ к получению офсетного полотна, имеющего желательную сжимаемость, напряжение и упругость, состоит в обеспечении в нем сжимаемого слоя. В частности, общеизвестно, что при включении по меньшей мере одного сжимаемого слоя упругого полимера, включающего армирующую ткань, в офсетное полотно, проблемы печатания, такой как описанных выше, так же как "размывания" (то есть отсутствия четкости), вызванные малой стоячей волной в пластине печатающей поверхности, соседней с прижимным роликом печатного станка, можно избежать. Такой сжимаемый слой также может служить, чтобы поглощать "чрезмерное сдавливание", то есть существенную деформацию полотна, вызванную временным увеличением толщины материала, подлежащего печатанию, например, при случайном введении больше одного листа бумаги во время печатания. Включением сжимаемого слоя в офсетное полотно "чрезмерное сдавливание" может быть поглощено без постоянного повреждения офсетного полотна или ухудшения качества печатания полотна. Кроме того, упругий, сжимаемый слой помогает поддерживать ровность печатающей поверхности и толщины офсетного полотна во время печатания, восстанавливая нормальную толщину полотна после сжатия в зазоре печатного аппарата.
Однако офсетные полотна описанного выше типа, имеют разные недостатки, которые отрицательно влияют на их срок службы и качество печати. Например, они склонны к капиллярному затеканию типографской краски, воды и растворителей, обычно используемых в печатном цехе, либо через открытые обрезанные кромки полотна, либо в случаях, где эти края защищены применением уплотнителя, прямо через трещины в полотне или нижнем слое ткани. Воды, растворители и типографские краски, которые затекают под слои полотна, могут реагировать с или вызвать ухудшение клеев, связывающих различные слои покрытия вместе. В лучшем случае, это может привести к пузырению офсетного полотна, приводя к ухудшенному качеству печати и пониженной скорости печатания вследствие неустойчивости, созданной в полотне. В худшем случае, капиллярное затекание может вызвать расслаивание полотна, которое может привести к существенному повреждению печатных аппаратов и большому времени простоя.
Поэтому было бы очень желательно создать офсетное полотно, которое не требует так много полимерных слоев и наслаиваний, и в то время как сохраняет желательные характеристики напряжения многослойного покрытия. Также было бы желательно, если бы полотно сопротивлялось действию растворителя и других химикатов, чтобы противостоять расслаиванию покрытия. Также экологически желательно удалить многие из летучих растворителей. Далее было бы желательно производить эти офсетные полотна по более низкой стоимости, чем стоимость, требуемая в случае многослойных офсетных полотен, в настоящее время известных в уровне техники.
Описание предшествующего уровня техники
В патенте США № 6645603 (Serain et al.) описано офсетное полотно, которое включает по меньшей мере один слой термопластичного эластомера. Этот слой может быть выполнен из полиуретана.
В патенте США № 6071620 (Kuczynski et al.) раскрыт литографский слой для офсетного полотна. Литографский слой (то есть печатающая поверхность) - это слой термопластичного материала, который гарантирует максимальную передачу типографской краски от офсетного цилиндра к бумаге. Термопластом предпочтительно является полиуретан или этилен-пропилен, который был поляризован путем включения дополнительных ингредиентов, таких как этиленвинилацетат, минеральный наполнитель, пластификатор и пигменты.
В патенте США № 6027789 (Canet et al.) раскрыта печатающая поверхность для офсетного полотна. Раскрыта подложка под печатающей поверхностью, которая может быть выполнена из гидрофобного или гидрофильного эластомерного материала, такого как полиолефин или полиуретан.
В патенте США № 5974974 (Agnew et al.) раскрыто офсетное полотно, в котором печатающие слои образуются из эластомерных полимеров, которые формируются фотополимеризацией. Полимер может быть полиуретаном.
В патенте США № 554968 (Byers et al.) раскрывается офсетное полотно, в котором традиционный сжимаемый слой может быть удален включением пропитанной сжимаемой ткани. Пропитанная ткань может состоять из термореактивных полимеров, имеющих микросферы.
В патенте США № 5487339 (Breventani et al.) раскрывается способ присоединения удерживающей планки к офсетному полотну, в котором применяют полосу термопластического или термореактивного горячего расплавленного материала, такого как полиуретан или нейлон, чтобы присоединить удерживающую планку к офсетному полотну.
В патенте США № 5389171 (Bartholmei et al.) раскрывается метод создания офсетного полотна, где внешний слой покрытия (то есть печатающий слой) предпочтительно сделан из эластичного, отвержденного полимера, такой как полиуретан.
В патенте США № 5352507 (Bresson et al.) раскрывается бесшовное многослойное офсетное полотно, в котором упруго сжимаемый слой включает вспененный эластомерный материал, такой как полиуретан, который может быть армирован волокнами.
В патенте США № 4303721 (Rodriguez et al.) раскрывается печатное офсетное полотно пены с закрытыми ячейками, в котором сжимаемый слой может включать полиуретан.
В патенте США № 4174244 (Thomaset al.) раскрывается способ создания офсетного полотна, в котором покрытие или верхний печатающий слой может включать любой материал, имеющий резиновые или сжимаемые свойства, который будет отверждаться и, при необходимости, вспениваться в условиях формования. Примеры приемлемого материала включают полиуретан.
В патенте США № 3983287 (Goosen et al.) раскрывается офсетное полотно, в котором упругий слой содержит полиуретан.
Дополнительные цели и преимущества изобретения будут изложены частично в описании, которое следует, и частично будут очевидны из описания или могут быть изучены при осуществлении на практике изобретения. Цели и преимущества изобретения могут быть поняты и достигнуты с помощью средств и комбинаций, особенно подчеркнутых в приложенных требованиях.
Сущность изобретения
Вообще, эластомеры - это любые эластичные материалы, имеющие свойства, подобные резине. Они могут быть растянуты чрезвычайно и обычно возвращаются к своей предварительной растянутой форме без деформаций. Эта эластичность обусловлена температурами стеклования эластомеров (Тс), находящимися вблизи или ниже комнатной температуры. Кроме того, молекулы эластомера обычно не ориентированы, но легко выстраиваются в ориентированное состояние при растяжении.
В отличие от эластомеров, термопласты обычно твердые, имея Тс выше комнатной температуры, но будут плавиться или размягчаться при нагревании и снова отверждаться при охлаждении. И термопласты и эластомеры могут быть отлиты и сформованы, когда нагреты выше их соответствующей Тс. Способы обработки термопластичных изделий, таким образом, включают нагревание и приложение давления к материалу, чтобы достигнуть его Tс. Материалы могут затем быть экструдированы или отформованы в желательные формы.
Термореактивный материал полностью отличается от эластомера или пластичного термопласта. Термореактивные полимеры сшиваются до такой степени, что они "затвердевают" в данную форму, когда впервые сделаны, и не могут быть сформованы или отлиты позже, когда нагреваются до их Тс. Скорее термореактивный материал будет распадаться после нагревания выше его Тс. Они обычно тверды, прочны и хрупки, но они могут немного размягчаться при нагревании ниже их Тс. Из-за этой обширной сшивки термореактивный материал очень стоек к взаимодействиям с другими химикатами, так же как к высоким температурам и износам. Поэтому он часто используется как покрытие или клей, чтобы предотвратить коррозию основных материалов. Феноло-, меламино- и резорцино-формальдегидные смолы, фурано-, полиэфиро-, полиимидо- и мочевино-формальдегидные смолы - это термореактивные клеи, которые предлагают прочные связи и хорошую устойчивость к высоким температурам.
Офсетное полотно по настоящему изобретению использует термореактивный материал в каркасе печатного офсетного полотна, и может быть произведено разными путями. Термореактивный материал может использоваться в любом или во всех слоях, в зависимости от желательных свойств. Термореактивный материал может включать единственный большой сжимаемый слой с микросферами. Дополнительно, термореактивный материал может использоваться как клей между тканевыми слоями. В одном конкретном варианте осуществления, термореактивный материал, содержащий микросферы, чтобы образовать сжимаемый слой, наносят на армированную тканевую основу. Верхнюю ткань затем наслаивают на сжимаемый слой для дополнительного укрепления, за которой в завершение следует наружный слой.
В одном конкретном варианте осуществления, офсетное полотно включает тканевый слой двухслойной основы, сжимаемый термореактивный полиуретановый или полимочевинный слой поверх тканевого слоя двухслойной основы и верхнюю ткань.
Краткое описание чертежа
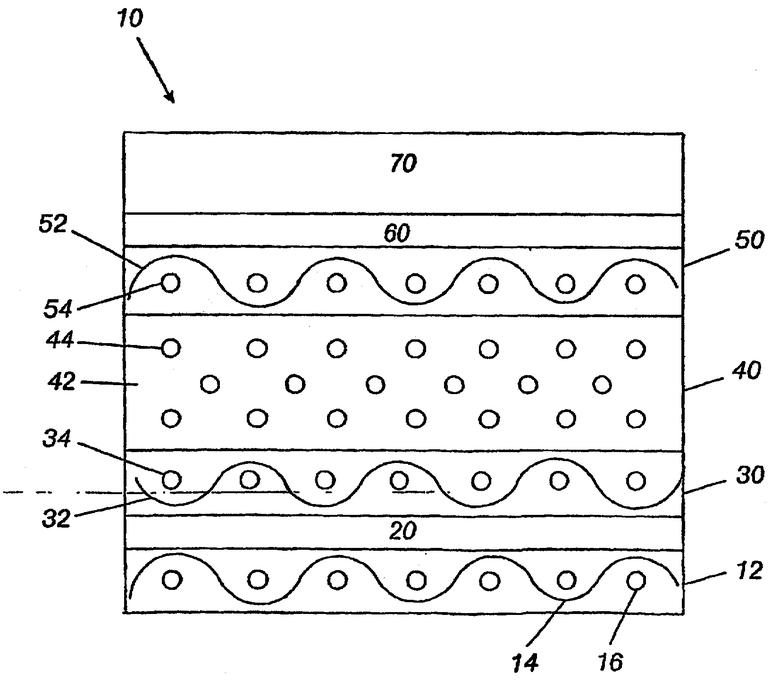
На чертеже - значительно увеличенный вид в разрезе многослойного офсетного полотна согласно изобретению.
Подробное описание
Тканевая подложка 12 состоит по меньшей мере из одного тканевого слоя, имеющего волокна 14 основы и уточные волокна 16, которые образованы из естественного или синтетического материала. Эти волокна тканые и производятся из пряжи или филаментной нити желательной длины. Хлопок, полиэфир, нейлон, искусственный шелк и т.д. являются типичными материалами, которые могут использоваться как волокна или нити тканевой подложки 12.
Предпочтительно волокна 14 основы формируют из природного материала, такого как хлопок, тогда как уточные волокна 16 включают синтетическую ткань (например, полиэфир). Волокна или нити основы и утка должны иметь прочность при растяжении по меньшей мере 30 фунтов на дюйм. Подложка предпочтительно имеет номер нити на дюйм, составляющий между приблизительно 55-61 (основа) и 57-63 (уток). Тканевая подложка составляет между приблизительно 5,8 и 6,2 унции на кв. ярд по весу и от 0,014 до 0,016 дюймов по толщине (также называется "калибр"). Направление основы имеет прочность при растяжении по меньшей мере приблизительно 150 фунтов на дюйм, тогда как прочность при растяжении уточного направления - по меньшей мере приблизительно 60 фунтов на дюйм. Кроме того, в предпочтительном варианте осуществления, тканевая подложка должна быть способна к остаточному растяжению не больше чем приблизительно 1,9%.
Вообще, в тканевых слоях, применяемых в настоящем изобретении, номера волокна или нити на дюйм как для направлений основы, так и утка, могут изменяться между 20 и 150, в зависимости от денье волокна или нити. Кроме того, могут использоваться веса ткани 2-8, предпочтительно, приблизительно 4-8 унции на квадратный ярд, и толщины 0,005-0,03" для специфических приложений различных тканевых слоев данного изобретения.
Тканевую подложку 12 дополнительно покрывают распылением, каландрированием, погружением или иным контактированием только с ее верхней поверхности клейким материалом 20. Соответствующие клейкие вещества включают термопластические смолы, термореактивные смолы, полиуретаны и природные или синтетические эластомеры. Поливинилхлорид (ПВХ) и другие полиолефины являются подходящими термопластическими смолами, в то время как полиуретаны предпочтительны.
Соответствующие клеи включают клеи из акрилонитрила, неопрена и акрилового семейства. Полисульфиды, одни или в комбинации с акрилонитрилом или неопреном, также могут применяться. Любой природный или синтетический эластомер могут применяться, если желательно, и такие материалы предпочтительны для применения с изобретением.
Предпочтительно клей может быть термореактивной смолой, наиболее предпочтительно термореактивным полиуретаном или полимочевиной. Предпочтительная вязкость матричного материала составляет между приблизительно 10000 и 25000 сантипуаз (cps).
Полиуретаны, отверждаемые влагой, получают из смол, имеющих концевые изоцианатные группы NCO в молекуле. Они обычно являются одноупаковочным форполимером полиуретана. После применения форполимер или изоцианатная группа реагирует с влагой атмосферы с получением конечного сшитого покрытия.
Они являются обычно низкомолекулярными линейными полимерами с концевыми изоцианатными группами. Такие форполимеры, завершенные изоцианатными группами, могут быть получены реакцией избытка полиизоцианата с высокомолекулярным гидроксилированным сложным полиэфиром или полиэфирполиолами.
Концевые изоцианатогруппы реагируют с любым соединением, содержащим активный водород, таким как спирты, амины или другие полиуретаны и мочевины. Для систем отверждения во влажной среде активный водород обеспечивается атмосферной влагой. Таким образом, относительная влажность будет влиять на скорость, с которой отверждается система.
Реакция является двухстадийным процессом, где вода сначала реагирует с изоцианатными группами с образованием амина и диоксида углерода. Амин затем будет реагировать с другими изоцианатными группами с образованием мочевины до расхода всех доступных изоцианатов. Произведенный диоксид углерода диффундирует через пленку и затем испаряется из системы. Реакции могут быть суммированы в итоге следующим образом:
- NCO + H2O → -NH2 + CO2
- NCO +-NH2 → -NH-CO-NH
- NCO +-NH-CO-NH- → -NH-CO-NH-CO-N
Клей, используемый с тканевыми слоями, может дополнительно содержать множество ячеек. Эти ячейки, закрытые или открытые, подобны образованию сжимаемого слоя, описанного ниже.
Слой, расположенный прямо выше клея 20 и связанный с ним, является тканью 30, включающей по меньшей мере один тканевый слой. Тканевая нить ткани 30 подобна во многих отношениях тканевой подложке 12, обсужденной выше, в том, что слои ткани 30 состоят из волокон основы 32 и волокон утка 34, соответственно, образованных из природного или синтетического материала. Эти волокна, как в случае подложки 12, являются ткаными и состоят из пряжи или филаментной нити желательной длины. Предпочтительно волокна основы образуют из природного материала, такого как хлопок, тогда как уточные волокна состоят из синтетической ткани (например, полиэфира). Как пряжа, так и волокна основы и утка должны иметь прочность при растяжении{предел прочности} по меньшей мере приблизительно 30 фунтов на дюйм.
В предпочтительном варианте осуществления, нити ткани 30 имеют номер нити на дюйм, составляющий между приблизительно 75-80 (основа) и 53-58 (уток). Ткань 30 изменяется по весу между приблизительно 4,9 и 5,3 унции на кв. ярд. Толщина, то есть калибр, ткани 30 изменяется между приблизительно 0,0105 и 0,0115 дюймами. Волокна основы 32 имеют прочность при растяжении{предел прочности} по меньшей мере приблизительно 150 фунтов на дюйм. Прочность при растяжении уточных волокон 32 составляет по меньшей мере приблизительно 40 фунтов на дюйм. Ткань 30 должна быть способна к остаточному растяжению не больше чем приблизительно 2,2%.
Выше ткани 30 расположен сжимаемый слой 40. Сжимаемый слой 40 делают из соответствующей эластичной матрицы 42 термореактивного полимера, в которой материалы, образующие ячейки, или микросферы 44, равномерно рассеяны с образованием состава. Полимерная матрица может быть материалом, подобным используемому в клеевом слое 20, включая акрилонитрил, неопрен и акриловые материалы. Полисульфиды, одни или в комбинации с акрилонитрилом или неопреном, могут также использоваться. Предпочтительно полимерная матрица является термореактивной смолой, наиболее предпочтительно термореактивным полиуретаном или полимочевиной. Предпочтительная вязкость для матричного материала составляет приблизительно между 50000 - 60000 cps.
Обычно микросферы формируют из материалов, таких как термопластические смолы, термореактивные смолы и фенольные смолы. Микросферы имеют диаметр приблизительно 1-200, предпочтительно 50-130, микрон, причем средний размер приблизительно 90 микрон является наиболее предпочтительным. Они рассеяны относительно равномерно в пределах матричного материала так, что при нанесении матрицы на тканевый слой они становятся полностью внедренными в его промежутки. Таким образом, при его нанесении материал, загруженный микросферами, описанный здесь, в основном, пропитывает тканевую подложку на его лицевой стороне.
Микросферы равномерно распределены в пределах эластомера таким способом, чтобы избежать любого заметного дробления микросфер. Дополнительно, микросферы включаются в эластомерный материал при загрузке приблизительно 1-20% по весу и предпочтительно 1-10% от содержания твердого материала. Этот процент будет изменяться на основании таких факторов, как размер микросфер, толщина стенок, степень любой сшивки и объемная плотность или если порофоры дополнительно включены в матрицу.
Чтобы образовать ячейки в варианте осуществления, описанном выше, любая широкая разновидность микросфер 44 может быть добавлена к раствору или дисперсии матрицы 42. Если применяют растворы, выбранные микросферы должны быть стойкими к химическому действию растворителей.
Продаются несколько приемлемых типов термопластичных микросфер для использования с настоящим изобретением, например Expancel и Dualite. Микросферы термопластической смолы предпочтительны для этого варианта конструкции.
При необходимости микросферы могут далее включать покрытие, чтобы предотвратить агломерацию. Может использоваться любое покрытие, такое как тальк, карбонат кальция, оксид цинка, диоксид титана, слюда, сульфат кальция, сульфат бария, оксид сурьмы, глина, оксид кремния и тригидрат алюминия. Неправильный выбор сфера/покрытие может мешать желательным свойствами матрицы, которые могут неблагоприятно влиять на полимеризацию.
Предпочтительно уретановый сжимаемый слой 40 по настоящему изобретению - это расплав, отверждаемая влагой система, подобная клею 20, и не использует носитель растворителя. Следовательно, он может быть нанесен без повторяющихся проходов нанесения слоев, присущих предшествующей технологии. Сжимаемый слой 40 может быть нанесен как единственный слой, который может быть нанесен в количестве сверх 0,04 дюйма за один проход. В офсетных полотнах, типичных для предшествующего уровня техники, сжимаемый слой образуют, нанося несколько тонких слоев на ткань последовательными нанесениями, чтобы создать желательную толщину. Это необходимо для эффективного улетучивания растворителя из покрытого эластомера, без образования пустот в сжимаемом слое. Таким образом, время приготовления и отверждения полотна были значительно снижены.
Сжимаемый слой 40 может быть наклеен на ткань 30, например, с применением слоя соответствующего клея (не показан). Определенный клей будет зависеть от конкретных эластомеров, используемых, чтобы формировать слои. Предпочтительно сжимаемый слой 40 связан прямо с тканью 30, без применения дополнительных клеев.
Выше сжимаемого слоя 40 расположена верхняя ткань 50, включающая по меньшей мере один тканевый слой. Ткань 50 затем может быть связана с сжимаемым слоем 40 с использованием соответствующего клея, такого как описанные выше. Предпочтительно ткань 50 вдавливают непосредственно в сжимаемый слой 40, снижая потребность в клее.
Тканевые слои верхней ткани 50 подобны во многих отношениях тканевой подложке 12, обсужденной выше, в которой слои ткани 50 состоят из волокон основы 52 и волокон утка 54, соответственно, сформированных из природного или синтетического материала. Эти волокна, как в случае подложки 12, являются ткаными и состоят из пряжи или филаментной нити желательной длины. Как волокна основы, так и волокна утка или пряжа должны иметь прочность при растяжении по меньшей мере приблизительно 30 фунтов на дюйм.
В предпочтительном варианте осуществления, слои ткани 50 имеют номер нити, на дюйм, составляющий между приблизительно 100-105 (основа) и 77-82 (уток). Ткань, используемая для формирования слоя 50, изменяется по весу между приблизительно 3,7 и 3,9 унций на кв. ярд. Толщина, то есть калибр, верхнего слоя 50 изменяется между приблизительно 0,008 и 0,010 дюйма. В направлении основы верхний слой 50 имеет прочность при растяжении по меньшей мере приблизительно 70 фунтов на дюйм. Прочность при растяжении в направлении утка слоя 50 составляет по меньшей мере приблизительно 60 фунтов на дюйм. В верхнем тканевом слое 34, растяжение ткани может быть между приблизительно 6 и 10%.
С верхней частью ткани 50 связана эластомерная субповерхность 60, сформированная из состава высокой прочности, обладающего высоким сопротивлением разрыву и низким удлинением (то есть по сравнению с материалом, используемым, чтобы формировать печатающую поверхность, как описано ниже), который предпочтительно смешивают с нитрильным каучуком. Как вариант, однако, могут использоваться различные эластомерные соединения на основе воды и растворителей, известных в уровне техники, вместо нитрильного каучука в формировании субповерхности. Субповерхность 60 вводят, чтобы укрепить печатающую поверхность, таким образом, получая увеличенный срок службы офсетного полотна и стойкость к гравировке при использовании.
Эластомерная печатающая поверхность 70, приспособленная принимать печатное изображение с печатной формы и переносить его, например, на бумажную подложку, является верхним слоем на ламинированном/покрытом офсетном полотне 10. В полотнах предшествующего уровня техники нанесение эластомерной печатающей поверхности обычно выполняли известным методом нанесения ножом на раскатном валике, в котором сольватированный эластомерный состав наносят в ходе многочисленных последовательных проходов, нанося толщину приблизительно 0,001" при каждом проходе поверх, например, субповерхности или верхнего тканевого слоя. Кроме того, как подчеркнуто выше, по сравнению с материалом, используемым для формирования субповерхности, эластомерный материал, используемый для формирования печатающей поверхности, имеет более низкую твердость по дюрометру и прочность при растяжении и более высокое удлинение.
Кроме того, офсетные полотна, такие как описанные выше, обычно обеспечиваются шероховатым профилем поверхности в попытке снизить увеличение размеров растровой точки, поддерживая хорошие свойства отдачи краски для офсетного полотна. Такие профили шероховатости в прошлом производили либо формованием в процессе отверждения, либо обработкой отвержденной поверхности средней или грубой наждачной бумагой, что известно в уровне техники. После этого профиль поверхности измеряют, например, прибором, известным как профилометр (изготовитель, Perthen Corporation), который также известен в уровне техники. Профили поверхности ламинированных печатающих поверхностей офсетного полотна предшествующего уровня техники обычно имеют среднее число шероховатости (то есть "RA") 1,0-1,8 микрон, в то время как литые офсетные полотна, которые не имеют хороших свойств выделения, обычно имеют RA 0,3-0,5 микрон. В этом отношении важно заметить, что чем выше среднее число шероховатости, тем хуже становится качество печати вследствие уменьшающейся однородности точек.
В полотне 10 по настоящему изобретению, однако, среднее число шероховатости печатающей поверхности 70 приводится к значению выше приблизительно 0,6 микрон, но ниже приблизительно 0,95 микрон и предпочтительно между приблизительно 0,7 и 0,9 микрон, полировкой тонкой наждачной бумагой. Преимущество этой обработки состоит в том, что она предоставляет превосходные свойства отдачи краски офсетному полотну, а также приводит к улучшенной структуре печатных точек, таким образом, обеспечивая улучшенное качество печати и отдачу краски офсетного полотна изобретения. Этот эффект может также быть достигнут рядом дополнительных методов, известных в уровне техники, таких как формование.
ПРИМЕРЫ
Пример 1.
Клей был кондиционирован в сушильном шкафу при 85°C в течение 2 часов до покрытия. Образцы были приготовлены покрытием S/4195 (основной слой) показанным образцом при установке промежутка K/R на 0,010 дюйма. S/4200 (средний слой) был затем вдавлен/ламинирован в покрытый основной слой. Образцам позволяли отверждаться в течение 24 часов.
Композицию полиуретана нагревали при 120°C в течение двух часов. Средний слой каркаса затем покрывали показанной композицией полиуретана (PU) при установке промежутка K/R на 0,035 дюйма. Верхний слой S/4232 затем ламинировали в горячий клей. Образцу позволяли отверждаться в течение 72 часов.
Следующие полиуретаны получены:
Вязкость измеряли поточным вискозиметром Brookfield ТТ-100. Калибр измеряли настольным микрометром Cady или прибором Cady. Микросферы E130-095AD, произведенные Dualite, применяли в сжимаемом слое полиуретана. Следующие каркасы офсетного полотна делали, используя предложенные композиции, и получали следующие результаты:
Пример 2.
Клей кондиционировали в сушильном шкафу при 120°C в течение 2 часов до покрытия. Образцы готовили, покрывая S/4195 (основной слой) показанным образцом при установке промежутка K/R на 0,010 дюйма. S/4200 (средний слой) затем вдавливали/ламинировали в покрытый основной слой. Образцам позволяли отверждаться в течение 24 часов.
Композицию полиуретана нагревали при 120°C в течение двух часов. Средний слой каркаса затем покрывали показанной композицией полиуретана при установке промежутка K/R на 0,045 дюйма. Верхний слой S/4232 затем ламинировали в горячий клей. Образцу позволяли отверждаться в течение 96 часов. Сжимаемый слой полиуретана содержал микросферы Dualite Е130-095 AD.
Следующие полиуретаны получены:
Вязкость измеряли поточным вискозиметром Brookfield ТТ-100. Калибр измеряли настольным микрометром Cady или прибором Cady. Микросферы E130-095AD, произведенные Dualite, применяли в сжимаемом слое полиуретана. Следующие каркасы офсетного полотна делали, используя предложенные композиции, и получили следующие результаты:
Пример 3
Клей кондиционировали в сушильном шкафу при 120°C в течение 2 часов до покрытия. Образцы готовили, покрывая S/4195 (основной слой) показанным образцом при установке промежутка K/R на 0,010 дюйма. S/4200 (средний слой) затем вдавливали/ламинировали в покрытый основной слой. Образцам позволяли отверждаться в течение 24 часов.
Композицию полиуретана нагревали при 120°C в течение двух часов. Средний слой каркаса затем покрывали показанной композицией полиуретана при установке промежутка K/R на 0,045 дюйма. Верхний слой S/4232 затем ламинировали в горячий клей. Образцу позволяли отверждаться в течение 96 часов.
Следующие полиуретаны получены:
Вязкость измеряли поточным вискозиметром Brookfield ТТ-100. Калибр измеряли настольным микрометром Cady или прибором Cady. Микросферы E130-095AD, произведенные Dualite, применяли в сжимаемом слое полиуретана. Следующие каркасы офсетного полотна делали, используя предложенные композиции, и получили следующие результаты:
Пример 4
Клей кондиционировали в сушильном шкафу при 120°C в течение 2 часов до покрытия. Образцы готовили, покрывая S/4195 (основной слой) показанным образцом при установке промежутка K/R на 0,010 дюйма. S/4200 (средний слой) затем вдавливали/ламинировали в покрытый основной слой. Образцам позволяли отверждаться в течение 24 часов.
Композицию полиуретана нагревали при 120°C в течение двух часов. Слой середины каркаса затем покрывали показанной композицией полиуретана при установке промежутка K/R на 0,045 дюйма. Верхний слой S/4232 затем ламинировали в горячий клей. Образцу позволяли отверждаться в течение 96 часов.
Следующие полиуретаны получены:
Вязкость измеряли поточным вискозиметром Brookfield ТТ-100. Калибр измеряли настольным микрометром Cady или прибором Cady. Микросферы E130-095AD, произведенные Dualite, применяли в сжимаемом слое полиуретана. Следующие каркасы офсетного полотна делали, используя предложенные композиции, и получили следующие результаты:
Дополнительно, каркас #1 показал адгезию между нижним слоем и центральным слоем 2,7 фунтов/дюйм. Каркас #1 также имел адгезию между центральным слоем и верхним слоем 13,1 фунтов/дюйм.
Каркас печатного офсетного полотна включает подложку, сжимаемый слой и верхнюю тканевую стопу. Подложка из тканевой стопы содержит, по меньшей мере, один тканевый слой. Каждый слой имеет множество волокон или нитей основы и утка. Сжимаемый слой включает отверждаемый влагой термореактивный полимер в виде полиуретана, полимочевины или их смеси. Сжимаемый слой содержит множество равномерно распределенных закрытых ячеек и имеет однородные характеристики сжатия. Сжимаемый слой наносят поверх подложки. Верхняя тканевая стопа включает, по меньшей мере, один тканевый слой. Каждый слой имеет множество волокон или нитей основы и утка. Тканевую стопу наносят поверх сжимаемого слоя. Предложен также способ изготовления сжимаемого каркаса печатного офсетного полотна. Изобретение позволяет сократить время приготовления и отверждения печатного офсетного полотна. 2 н. и 11 з.п. ф-лы, 1 ил., 8 табл.
1. Каркас печатного офсетного полотна, включающий по порядку: подложку из тканевой стопы, включающую, по меньшей мере, один тканевый слой, причем каждый указанный слой имеет множество волокон или нитей основы и утка; сжимаемый слой, расположенный поверх указанной подложки, включающий отверждаемый влагой термореактивный полимер в виде полиуретана, полимочевины или их смеси, имеющий множество закрытых ячеек, распределенных, по существу, равномерно в нем, так что указанный слой имеет, по существу, однородные характеристики сжатия; и верхнюю тканевую стопу, расположенную поверх сжимаемого слоя, включающую, по меньшей мере, один тканевый слой, причем каждый указанный слой имеет множество волокон или нитей основы и утка.
2. Каркас по п.1, в котором указанные закрытые ячейки сформированы из микросфер, имеющих диаметр от приблизительно 1 до приблизительно 200 мкм, причем указанные микросферы диспергированы относительно равномерно по указанному сжимаемому слою.
3. Каркас по п.2, в котором указанный сжимаемый слой содержит от приблизительно 1 до приблизительно 10 вес.% микросфер.
4. Каркас по п.3, в котором указанный сжимаемый слой содержит приблизительно 6 вес.% микросфер.
5. Каркас по п.1, в котором, по меньшей мере, одна указанная подложка из тканевой стопы или указанная верхняя тканевая стопа включают, по меньшей мере, два тканевых слоя, причем указанные слои связываются клеевым слоем, а указанный клеевой слой выбирают из группы, состоящей из термопластических смол, термореактивных смол, полиуретанов, природных эластомеров, синтетических эластомеров, или их комбинации.
6. Каркас по п.5, в котором указанный клеевой слой имеет множество закрытых ячеек, распределенных в нем, по существу, равномерно, так что указанный слой имеет, по существу, однородные характеристики сжатия.
7. Каркас по п.6, в котором указанные закрытые ячейки сформированы из микросфер, имеющих диаметр от приблизительно 1 до приблизительно 200 мкм, причем указанные микросферы диспергированы относительно равномерно по указанному сжимаемому слою.
8. Каркас по п.7, в котором указанный сжимаемый слой содержит от приблизительно 1 до приблизительно 10 вес.% микросфер.
9. Каркас по п.8, в котором указанный сжимаемый слой содержит приблизительно 6 вес.% микросфер.
10. Способ изготовления сжимаемого каркаса печатного офсетного полотна, включающий стадии: обеспечения подложки из тканевой стопы, включающей, по меньшей мере, один тканевый слой, причем каждый указанный слой имеет множество волокон или нитей основы и утка; покрытия указанной подложки из тканевой стопы сжимаемым слоем, включающим единственный отверждаемый влагой термореактивный полимер в виде полиуретана, полимочевины или их смеси, имеющий множество закрытых ячеек, распределенных, по существу, равномерно в нем, так что указанный слой имеет, по существу, однородные характеристики сжатия; и наклеивания третьего тканевого слоя на указанный сжимаемый слой.
11. Способ по п.10, в котором указанные закрытые ячейки формируют из микросфер, имеющих диаметр от приблизительно 1 до приблизительно 200 мкм, причем указанные микросферы диспергированы относительно равномерно по указанному сжимаемому слою.
12. Способ по п.11, в котором указанный сжимаемый слой содержит от приблизительно 1 до приблизительно 10 вес.% микросфер.
13. Способ по п.12, в котором указанный сжимаемый слой содержит приблизительно 6 вес.% микросфер.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 5549968 A, 27.08.1996 | |||
| Резервированный распределитель импульсов | 1987 |
|
SU1431061A1 |
| US 6782820 В1, 31.08.2004 | |||
| JP 2001232968 А, 28.08.2001 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| JP 2004142394 А, 20.05.2004 | |||
| JP 10175381 А, 30.06.1998 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЖИМАЕМОГО ПЕЧАТНОГО МАТЕРИАЛА, СЖИМАЕМЫЙ СЛОЙ, СЖИМАЕМОЕ ПЕЧАТНОЕ ПОЛОТНО | 1993 |
|
RU2106964C1 |
| ПЕЧАТНОЕ ОФСЕТНОЕ ПОЛОТНО (ВАРИАНТЫ), СЖИМАЕМАЯ ТКАНЬ, КОМПОЗИТНОЕ ИЗДЕЛИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ СЖИМАЕМОЙ ТКАНИ, СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНОГО ОФСЕТНОГО ПОЛОТНА, СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА | 1992 |
|
RU2110410C1 |

