Область техники, к которой относится изобретение
Изобретение относится к устройству для вытяжки полимерной пленки в продольном направлении.
Уровень техники
Из документа JP 48260 известно устройство для вытяжки полимерной пленки в ее продольном направлении для корректировки шага, с которым на полимерной пленке многократно печатается рисунок. Устройство содержит средство для нагрева и вытяжки полимерной пленки. Однако полимерная пленка не всегда подходит для нагрева и вытяжки, поэтому желательно вытягивать полимерную пленку устройством, отличным от известного.
В этой связи задачей изобретения является создание устройства для вытяжки полимерной пленки в ее продольном направлении способом, отличным от известного.
Раскрытие изобретения
Согласно изобретению устройство содержит основание и средство подачи полимерной пленки, которое направляет полимерную пленку на основание и прерывисто подает ее в продольном направлении. Устройство также содержит несколько расположенных напротив основания роликов, установленных с возможностью вращения на осях, расположенных вдоль продольного направления полимерной пленки. Устройство содержит также первый привод для перемещения роликов в поперечном направлении полимерной пленки, когда полимерная пленка временно остановилась. Кроме того, устройство содержит второй привод, выполненный с возможностью отдельного воздействия на ролики, так что по меньшей мере один из роликов имеет возможность нажима на расположенную на основании полимерную пленку, когда она временно остановилась, и по меньшей мере один из роликов имеет возможность перекатывания по полимерной пленке для вытяжки полимерной пленки.
В предпочтительном варианте осуществления изобретения первый привод выполнен с возможностью перемещения роликов так, что, по меньшей мере, один из роликов имеет возможность прокатывания по полимерной пленке при перемещении роликов.
По меньшей мере, один из роликов может вращаться посредством первого привода для прокатывания вдоль полимерной пленки, когда осуществляется его нажим на полимерную пленку, посредством чего ролики имеют возможность перемещения в поперечном направлении полимерной пленки.
Ролики расположены в поперечном направлении полимерной пленки.
Предпочтительно второй привод содержит несколько установленных на раме линейных исполнительных механизмов, соединенных с соответствующими роликами, а рама имеет возможность перемещения вдоль балки, проходящей в поперечном направлении полимерной пленки, при этом первый привод соединен с рамой так, что рама, линейные исполнительные механизмы и ролики имеют возможность перемещения с помощью первого привода, а линейные исполнительные механизмы выполнены с возможностью воздействия на ролики отдельно так, что по меньшей мере один из роликов имеет возможность нажима на полимерную пленку.
Предпочтительно на противоположных сторонах полимерной пленки по ее ширине заданы первая и вторая позиции, а ролики выполнены с возможностью установки в состояние готовности в первой позиции для перемещения во вторую позицию через полимерную пленку, когда полимерная пленка временно остановлена, при этом ролики далее имеют возможность установки в состояние готовности во второй позиции для перемещения в первую позицию через полимерную пленку, когда полимерная пленка временно остановлена.
Предпочтительно по меньшей мере один из роликов выполнен с возможностью прижатия к основанию для установки в состояние готовности, когда он находится в первой или второй позиции, при этом по меньшей мере один из роликов далее имеет возможность перемещения на полимерную пленку для нажима на нее при перемещении роликов.
Ролики могут отстоять от основания для установки в состояние готовности, когда они находятся в первой или второй позиции, причем по меньшей мере один из роликов далее имеет возможность нажима на полимерную пленку, когда доходит до полимерной пленки в соответствии с движением роликов.
Предпочтительно каждый из роликов содержит наружную сужающуюся кромку, вдавливаемую в полимерную пленку для ее вытяжки при нажиме ролика на полимерную пленку и его прокатывании вдоль нее.
Предпочтительно наружная кромка имеет в сечении форму дуги окружности.
Кроме того, каждый из роликов содержит цилиндрическую наружную поверхность и выступающий из нее кольцевой выступ, при этом наружная кромка образована кольцевым выступом, а наружная поверхность имеет возможность контактирования с полимерной пленкой с противоположных сторон от кольцевого выступа в осевом направлении ролика при нажиме ролика на полимерную пленку.
Ролики могут содержать наружные кромки, вдавливающиеся в полимерную пленку на величины, различные у различных роликов.
Предпочтительно радиусы наружных кромок у различных роликов различны. Предпочтительно наружные кромки у различных роликов расположены в различных позициях в осевом направлении роликов.
Краткое описание чертежей
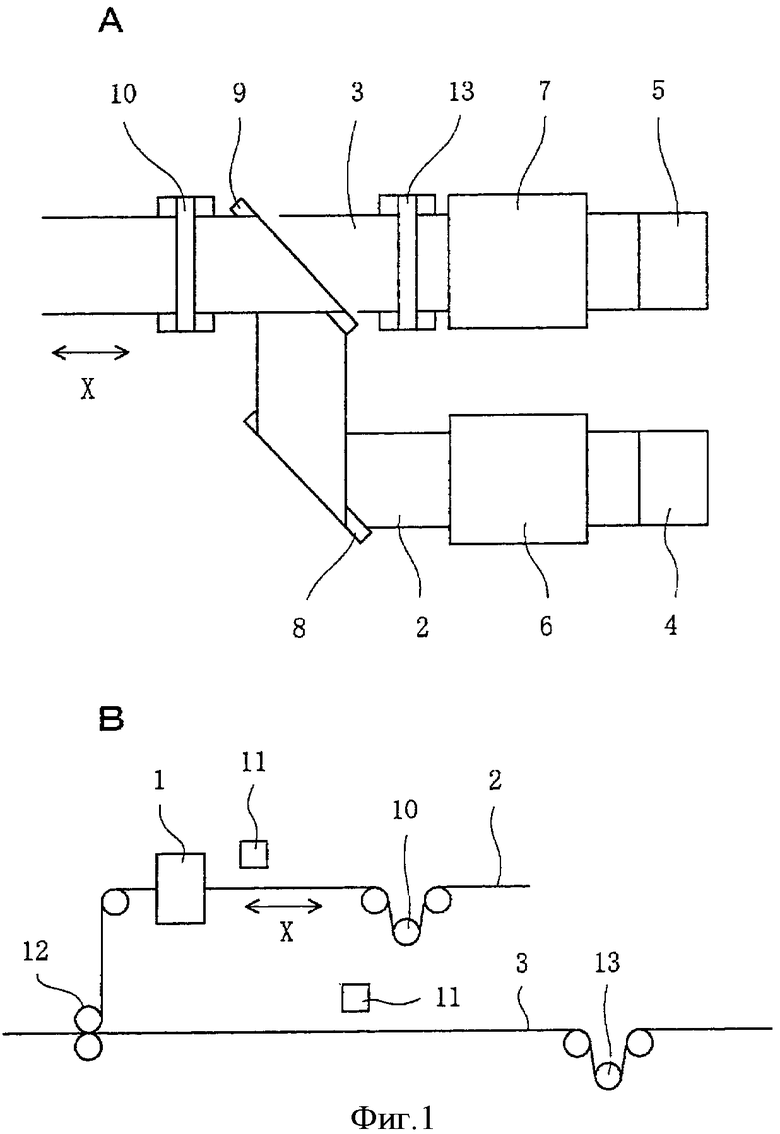
На фиг.1 представлен предпочтительный вариант осуществления изобретения, виды в плане (A) и сбоку (B);
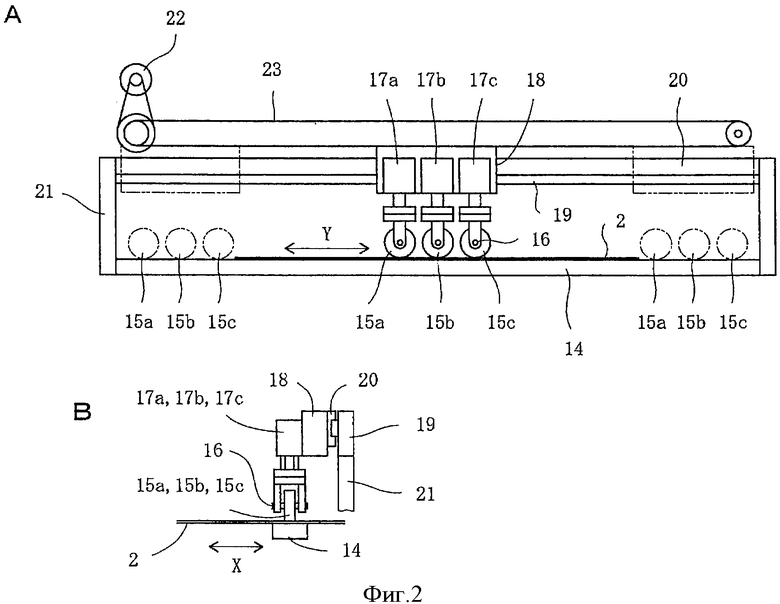
на фиг.2 - устройство, изображенное на фиг.1, виды в вертикальном разрезе (A) и сбоку (B);
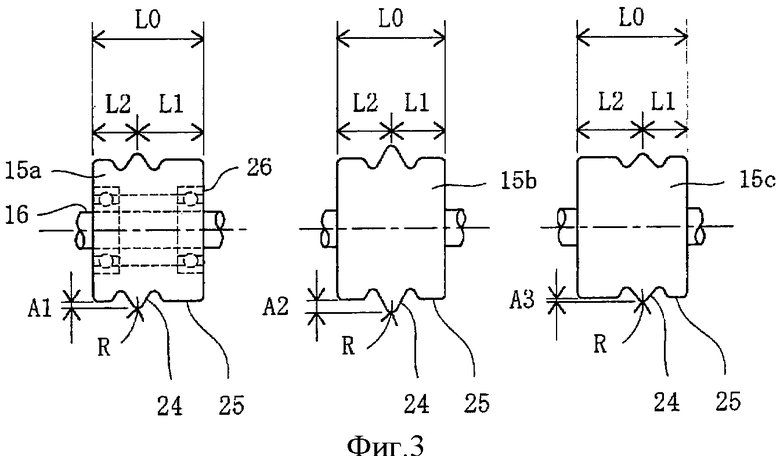
на фиг.3 - ролики, изображенные на фиг.2;
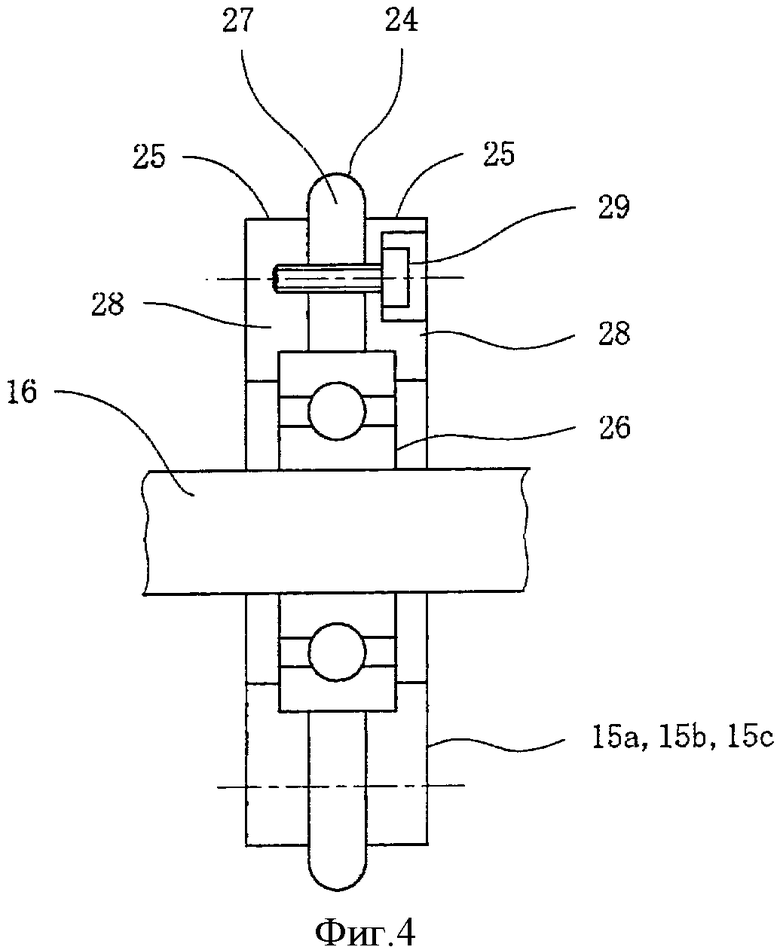
на фиг.4 - другой вариант осуществления изобретения, вид в разрезе;
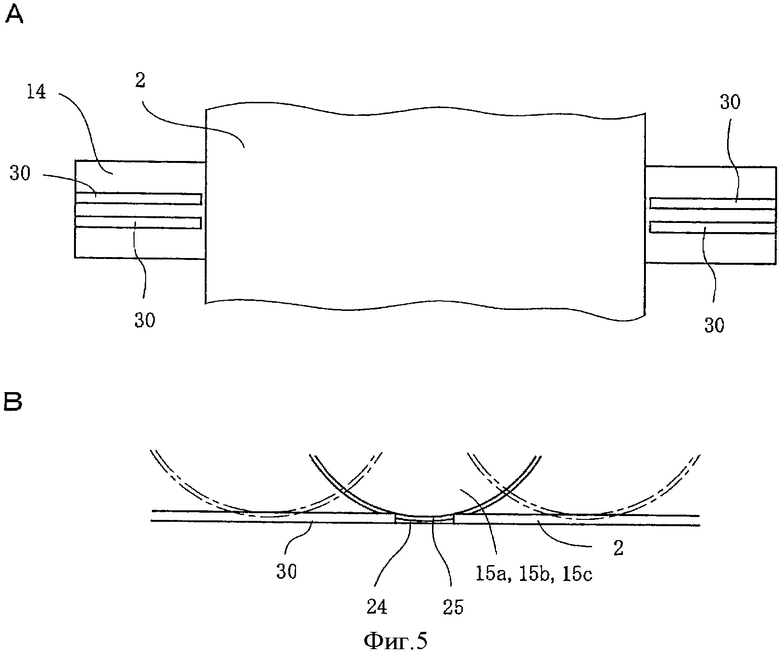
на фиг.5 - другой вариант осуществления изобретения, виды в плане (A) и в вертикальном разрезе (B);
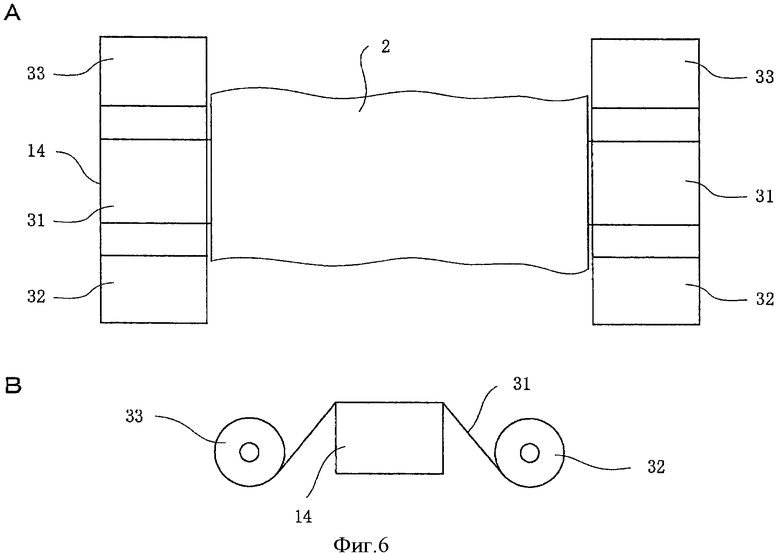
на фиг.6 - другой вариант осуществления изобретения, виды в плане (A) и сбоку (B);
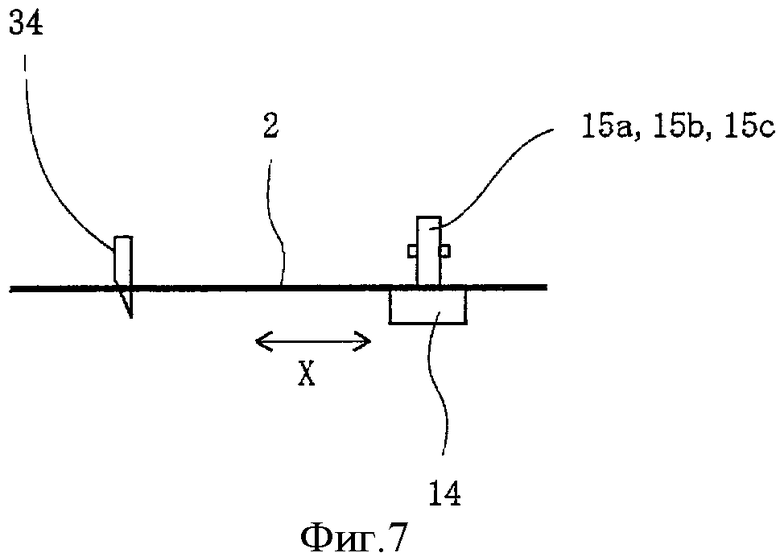
на фиг.7 - другой вариант осуществления изобретения, вид сбоку;
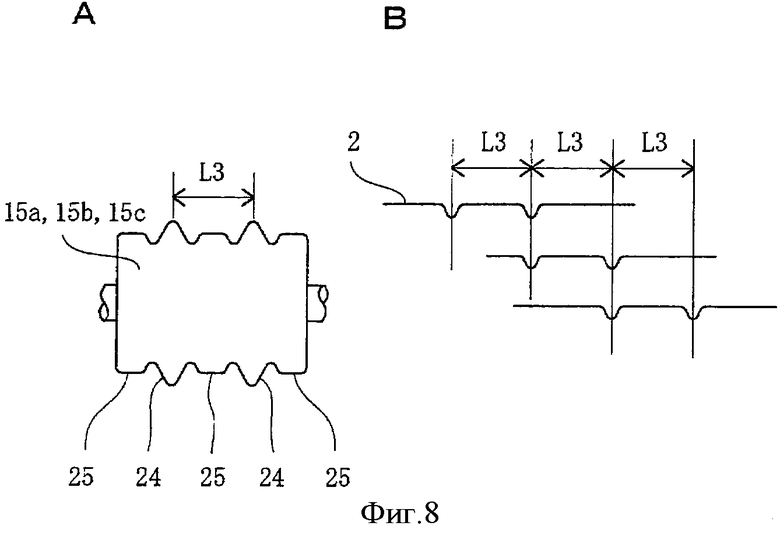
на фиг.8 - другой вариант осуществления изобретения, вид сбоку (A) и поясняющая схема (B).
Осуществление изобретения
Как показано на фиг.1, устройство 1 согласно данному варианту осуществления изобретения встроено в установку для изготовления полиэтиленовых пакетов, в которой две полимерные пленки 2 и 3 подаются из рулонов 4 и 5 и накапливаются в накопителях 6 и 7. Одна полимерная пленка 2 затем направляется к стержням 8 и 9 и огибает их для изменения направления и для расположения над другой полимерной пленкой 3. Кроме того, одна из полимерных пленок 2 направляется к ролику 10 регулировки натяжения, устройству 11 считывания метки, устройству 1 и подающим роликам 12, а другая полимерная пленка 3 направляется к ролику 13 регулировки натяжения, устройству 11 считывания метки и подающим роликам 12. Полимерные пленки 2 и 3 накладываются друг на друга, когда они направляются на подающие ролики 12. Устройство 1 предназначено для вытяжки полимерной пленки 2 в продольном направлении.
Подающие ролики 12 вращаются приводным двигателем так, что полимерные пленки 2 и 3 могут подаваться в продольном направлении с перерывами и временной остановкой. Полимерные пленки 2 и 3 подаются в горизонтальном направлении X. Помимо этого полимерные пленки 2 и 3 соединяются между собой с помощью устройства для тепловой сварки и затем режутся режущим устройством во время временной остановки, как и в установке, известной из JP 48260.
Согласно изобретению ролики 10 и 13 регулировки натяжения задают натяжения полимерных пленок 2 и 3. Каждая полимерная пленка 2 и 3 имеет напечатанный на ней рисунок и расположенную на ней метку, которые повторяются с определенным шагом. Датчики 11 считывания метки обнаруживают метки на полимерных пленках 2 и 3 и генерируют сигналы. В ответ на эти сигналы устройство 1 вытягивает одну из полимерных пленок 2 в ее продольном направлении или в направлении Х для корректировки шага, с которым рисунок постоянно печатается на полимерной пленке 2, что приводит к устранению смещений печати рисунков на полимерных пленках 2 и 3.
Как показано на фиг.2, устройство 1 содержит основание 14 в виде плоской плиты, проходящей в горизонтальном направлении. Кроме того, устройство 1 содержит средство подачи полимерной пленки, направляющее полимерную пленку 2 на основание 14 и периодически подающее ее в продольном направлении. Устройство подачи полимерной пленки содержит подающие ролики 12. Таким образом, полимерная пленка 2 направляется на основание 14 и периодически подается в продольном направлении подающими роликами 12. Полимерная пленка 2 располагается на верхней стороне основания 14. Основание 14 изготовлено из металла. В данном варианте осуществления изобретения основание 14 изготовлено из закаленной нержавеющей стали.
Устройство 1 также содержит несколько роликов 15a, 15b и 15c, установленных на осях 16 с возможностью вращения вокруг них, при этом оси 16 расположены в продольном направлении полимерной пленки 2 или в направлении X напротив основания 14. Ролики 15a, 15b и 15c расположены на верхней стороне основания 14 напротив его верхней поверхности. Ролики 15a, 15b и 15c установлены в поперечном направлении полимерной пленки 2 или в направлении Y, т.е. оси 16 проходят в продольном направлении полимерной пленки 2 и установлены по ее ширине. Ролики 15а, 15b и 15с также изготовлены из металла. В данном варианте осуществления изобретения ролики 15а, 15b и 15с изготовлены из инструментальной стали с обработанной поверхностью.
Кроме того, устройство 1 содержит первый привод, обеспечивающий перемещение роликов 15a, 15b и 15c в поперечном направлении полимерной пленки 2 или в направлении Y, когда полимерная пленка 2 временно останавливается. Устройство 1 дополнительно содержит второй привод, воздействующий на ролики 15a, 15b и 15c отдельно, так что по меньшей мере один из них может нажимать на полимерную пленку 2 на основании 14, когда полимерная пленка 2 временно останавливается. Таким образом, по меньшей мере один из роликов 15a, 15b и 15c прокатывается по полимерной пленке 2 при перемещении роликов 15a, 15b и 15c для вытяжки полимерной пленки 2.
Второй привод содержит несколько линейных исполнительных механизмов или продольных ползунов 17a, 17b и 17c, установленных на раме 18. Продольные ползуны 17a 17b и 17c расположены с верхней стороны основания 14, проходят вниз и содержат соединительные элементы, на которых установлены оси 16. Таким образом, продольные ползуны 17a, 17b и 17c соединены с роликами 15a, 15b и 15c соответственно.
Рама 18 установлена на балке 19 в направляющей 20 с возможностью перемещения вдоль балки 19. Балка 19 и линейная направляющая 20 продолжаются в поперечном направлении относительно полимерной пленки 2 или в направлении Y и прикреплены к стойкам 21. Первый привод содержит двигатель 22, соединенный с рамой 18 посредством зубчатого ремня 23, прикрепленного к раме 18. Зубчатый ремень 23 также проходит в поперечном направлении полимерной пленки 2.
Таким образом, рама 18, продольные ползуны 17a, 17b и 17c и ролики 15a, 15b и 15c перемещаются в поперечном направлении относительно полимерной пленки 2 или в направлении Y с помощью двигателя 22 и зубчатого ремня 23. Кроме того, продольные ползуны 17a, 17b и 17c воздействуют на ролики 15a, 15b и 15c отдельно, при этом каждый из роликов 15a, 15b и 15c прижимается и движется вниз или отводится и движется вверх каждым продольным ползуном 17a, 17b и 17c. Таким образом, по меньшей мере один из роликов 15a, 15b и 15c может нажимать на полимерную пленку 2, находящуюся на основании 14, чтобы прокатываться вдоль нее при движении роликов 15a, 15b и 15c.
Таким образом, ролики 15a, 15b и 15c при нажатии и прокатывании сжимают и деформируют полимерную пленку 2, вытягивая ее в продольном направлении. В результате устройство может вытягивать полимерную пленку 2 в продольном направлении без ее нагрева в отличие от известного устройства, описанного в документе JP 48260.
Кроме того, нажимать на полимерную пленку 2 и прокатываться вдоль нее для вытяжки полимерной пленки 2 на какую-либо длину может только один из роликов 15a, 15b и 15c. Нажимать на полимерную пленку 2 и прокатываться вдоль нее могут также два ролика из трех. На полимерную пленку 2 могут также воздействовать все ролики 15a, 15b и 15c. Таким образом, данное устройство может регулировать величину вытяжения полимерной пленки 2.
Согласно изобретению первая и вторая позиции задаются с противоположных сторон полимерной пленки 2 по ее ширине. Ролики 15a, 15b и 15c устанавливаются в состояние готовности в первой позиции для перемещения во вторую позицию через полимерную пленку 2, когда полимерная пленка 2 временно останавливается. Ролики 15a, 15b и 15c затем устанавливаются в состояние готовности во второй позиции для перемещения в первую позицию через полимерную пленку 2, когда полимерная пленка 2 временно останавливается, и т.д.
Кроме того, по меньшей мере один из роликов 15a, 15b и 15c прижимается к основанию 14 для установки в состояние готовности, когда он находится в первой или во второй позициях. Этот ролик затем перемещается на полимерную пленку 2 для нажатия на нее при перемещении роликов 15a, 15b и 15c. Например, только один из роликов 15a, 15b и 15c нажимает на основание 14 для установки в состояние готовности. Этот ролик затем перемещается на полимерную пленку 2 для нажатия на нее. Два из роликов 15a, 15b и 15c могут нажимать на основание 14 для установки в состояние готовности. Данные ролики затем перемещаются на полимерную пленку 2 для нажатия на нее. Нажимать на основание 14 для установки в состояние готовности могут все ролики 15a, 15b и 15c. Данные ролики 15a, 15b и 15c далее перемещаются на полимерную пленку 2 для нажатия на нее.
Таким образом, данное устройство может вытягивать полимерную пленку 2 равномерно по всей ее ширине.
Ролики 15a, 15b и 15c могут отстоять от основания 14 для установки в первую или вторую позиции. В данном случае по меньшей мере один из роликов 15a, 15b и 15c затем нажимает на полимерную пленку 2, когда доходит до полимерной пленки 2 в соответствии с движением роликов 15a, 15b и 15c. Продольные ползуны 17a, 17b и 17c могут приводиться в действие по очереди таким образом, что ролики 15a, 15b и 15c могут прижиматься и двигаться вниз по очереди для нажатия на полимерную пленку 2, когда они доходят до полимерной пленки 2 в соответствии с движением роликов 15a, 15b и 15c. Продольные ползуны 17a, 17b и 17c могут приводиться в действие одновременно друг с другом таким образом, что ролики 15a, 15b и 15c могут прижиматься и двигаться вниз одновременно друг с другом, когда самый первый ролик доходит до полимерной пленки 2.
Ролики 15a, 15b и 15c могут начать движение в поперечном направлении полимерной пленки 2 в первой или во второй позициях как раз перед тем, как полимерная пленка 2 временно останавливается так, что по меньшей мере один из роликов 15a, 15b и 15c может нажимать на полимерную пленку 2, когда полимерная пленка 2 временно остановилась.
Как показано на фиг.3, каждый из роликов 15a, 15b и 15c содержит наружную сужающуюся кромку 24, которая вдавливается в полимерную пленку 2 для ее вытягивания при нажатии ролика и прокатывании его вдоль полимерной пленки 2.
Наружная кромка 24 имеет дугообразный участок с радиусом R. Радиус R может составлять от 0,5 до 5 мм.
В результате наружная кромка 24, вдавливающаяся в полимерную пленку 2, формируя в ней канавку и эффективно вытягивая полимерную пленку 2.
Кроме того, каждый из роликов 15a, 15b и 15c содержит цилиндрическую наружную поверхность 25 и выступающий из нее кольцевой выступ. Кольцевой выступ выступает от наружной поверхности 25 на величину A1, A2 или A3, которая меньше толщины полимерной пленки 2. Наружная кромка 24 образована кольцевым выступом. Наружная поверхность 25 входит в контакт с полимерной пленкой 2 на противоположных сторонах кольцевого выступа в осевом направлении ролика 15a, 15b или 15c, когда ролик 15a, 15b или 15c нажимает на полимерную пленку 2.
Каждый из роликов 15a, 15b и 15c имеет подшипник 26, благодаря которому он может вращаться вокруг оси 16.
Таким образом, наружная поверхность 25 ролика образует ограничитель вдавливания наружной кромки - 24 в полимерную пленку 2, так чтобы величина вдавливания не превышала величину выступа A1, A2 или A3, т.е. наружная комка 24 вдавливается в полимерную пленку 2 на величину, зависящую от величины выступа A1, A2 или A3. Таким образом, устройство может предварительно определять величину вытяжения полимерной пленки 2 определением величины выступа A1, A2 или A.
Кроме того, величины выступа A1, A2 и A3 у различных роликов разные. Большая величина A2 составляет 160 мкм, меньшая величина A3 - 80 мкм, а средняя величина A1 - 120 мкм. Таким образом, наружные кромки 24 роликов 15a, 15b и 15c вдавливаются в полимерную пленку 2 на величину, которая является различной у различных роликов.
Таким образом, устройство может менять величину растяжения полимерной пленки 2 выбором ролика 15a, 15b или 15c продольными ползунами 17a, 17b или 17 c. Например, ролики 15a и 15c втягиваются, перемещаясь вверх продольными ползунами 17a и 17c, а ролик 15b опускается, перемещаясь вниз продольным ползуном 17b, так что этот ролик 15b может нажимать на полимерную пленку 2, вытягивая ее на большую величину, зависящую от величины выступа A2. Могут втягиваться, перемещаясь вверх продольными ползунами 17a и 17b, ролики 15a и 15b, а опускаться, перемещаясь вниз продольным ползуном 17c, может ролик 15с, который нажимает на полимерную пленку 2, обеспечивая ее вытягивание на малую величину, зависящую от величины выступа A3. Также могут втягиваться, перемещаясь вверх продольными ползунами 17b и 17c, ролики 15b и 15c, а опускаться, перемещаясь вниз продольным ползуном 17a, может ролик 15a, который нажимает на полимерную пленку 2, обеспечивая ее вытягивание на среднюю величину, зависящую от величины выступа A1.
Наружные кромки 24 роликов 15a, 15b и 15c могут иметь разные радиусы R, что также может регулировать величину вытягивания полимерной пленки 2. Альтернативно, наружные кромки 24 также могут иметь и одинаковые радиусы R.
Как описано выше, ролики 15a, 15b и 15c расположены в поперечном направлении относительно полимерной пленки 2 или в направлении Y. Кроме того, в данном варианте осуществления изобретения наружные кромки 24 роликов 15a, 15b и 15c занимают различные положения в осевом направлении этих роликов. Например, наружная кромка 24 ролика 15b расположена в центре, т.е. расстояния L1 и L2 от наружной кромки 24 до противоположных концов ролика равны. Наружная кромка 24 ролика 15c расположена около одного из противоположных концов ролика, т.е. расстояние L1 от нее до одного из концов ролика меньше расстояния L2 от нее до противоположного конца ролика. Наружная кромка 24 ролика 15a расположена около одного из противоположных концов ролика, т.е. расстояние L1 от нее до одного из концов ролика больше расстояния L2 от нее до противоположного конца ролика.
Кроме того, расстояния L1 и L2 выбраны так, что канавки в полимерной пленке 2 могут формироваться наружными кромками 24 роликов 15a и 15c, не накладываясь на канавки, сформированные в полимерной пленке 2 наружной кромкой 24 ролика 15b, когда наружные кромки 24 вдавливаются в полимерную пленку 2.
Таким образом, устройство позволяет регулировать величину вытягивания полимерной пленки 2 нажимом на нее двух роликов 15a и 15b, двух роликов 15b и 15c или двух роликов 15a и 15c. Устройство может дополнительно увеличивать величину вытягивания полимерной пленки 2 нажатием на нее всех роликов 15a, 15b и 15c.
Соответственно, устройство может нажимать роликом 15c на полимерную пленку 2 и использовать малую величину выступа A3, нажимать роликом 15a на полимерную пленку 2 и использовать среднюю величину выступа A1 или нажимать роликом 15b на полимерную пленку 2 и использовать большую величину выступа A2, пошагово увеличивая величину вытягивания полимерной пленки 2. Устройство может затем нажимать роликами 15a и 15c на полимерную пленку 2 и использовать величины выступов A1 и A3, нажимать роликами 15b и 15c на полимерную пленку 2 и использовать величины выступов A2 и A3 или нажимать роликами 15a и 15b на полимерную пленку 2 и использовать величины выступов A1 и A2, пошагово увеличивая величину вытягивания полимерной пленки. Устройство может затем нажимать роликами 15a, 15b и 15c на полимерную пленку 2 и использовать величины выступов A1, A2 и A3. Таким образом, устройство может регулировать величину вытягивания полимерной пленки 2 за семь шагов.
Наружные кромки 24 могут быть расположены в осевом направлении роликов 15a, 15b и 15c в одинаковой позиции для всех роликов. Например, наружные кромки 24 могут быть сформированы в центре ролика. В этом случае устройство должно содержать распорные элементы для регулировки продольных позиций ползунов 17a, 17b и 17c так, чтобы наружные кромки 24 роликов 15a, 15b и 15c были расположены в различных позициях.
Ролики 15a, 15b и 15c могут быть выполнены из трех деталей 27 и 28, скрепленных между собой, например, болтами 29, как показано на фиг.4. Наружная кромка 24 образована на центральном элементе 27, а наружная поверхность 25 сформирована на других элементах 28. В данном случае центральный элемент 27 можно заменить на новый путем разборки элементов 27 и 28 в случае износа наружной кромки 24. Также можно заменить на новые и элементы 28.
Продольные ползуны 17a, 17b и 17c могут быть расположены таким образом, чтобы регулировать степень прижатия роликов 15a, 15b и 15c и их движения вниз для регулировки величин, на которые наружные кромки 24 вдавливаются в полимерную пленку 2. Таким образом, устройство позволяет регулировать величину вытягивания полимерной пленки 2 продольными ползунами 17a, 17b и 17c.
Как описано выше, ролики 15a, 15b и 15c нажимают на основание 14 в первой и второй позициях. В этой связи на основание 14 можно положить пластиковую ленту или стальную пластину 30 так, что наружная поверхность 25 сможет сцепляться с пластиковой лентой или стальной пластиной 30 на противоположных сторонах наружной кромки 24, при этом пластиковая лента или стальная пластина 30 расположены между роликами 15a, 15b и 15c и основанием 14, когда ролики 15a, 15b и 15c нажимают на основание 14, как показано на фиг.5. Пластиковая лента или стальная пластина 30 имеют толщину около 200 мкм. В данном случае наружная кромка 24 и основание 14 удерживаются от сцепления друг с другом напрямую, что предотвращает стирание и повреждения.
Основание 14 может быть покрыто полимерной пленкой 31 так, что полимерная пленка 31 может располагаться между роликами 15a, 15b и 15c и основанием 14, как показано на фиг.6. Полимерная пленка 31 может наматываться на ролик 32 после подачи ее от ролика 33 и направления на основание 14 в первой или второй позициях, когда ролики 15a, 15b и 15c устанавливаются в состояние готовности в другой позиции.
В варианте осуществления изобретения, показанном на фиг.5, полимерная пленка или стальная пластина 30 должны располагаться рядом с полимерной пленкой 2, так что наружная кромка 24 и основание 14 напрямую не контактируют друг с другом. Таким образом, перед роликами 15a, 15b и 15c необходимо установить устройство 34 продольной резки в направлении подачи полимерной пленки 2 для резки и отделения необрезанных краев от полимерной пленки 2, как показано на фиг.7. В данном случае полимерная пленка 2 удерживается от отклонения и зацепления с пластиковой лентой или стальной пластиной 30. То же относится и к варианту осуществления изобретения, показанному на фиг.6.
Каждый из роликов 15a, 15b и 15c может содержать две наружные кромки 24, отстоящие друг от друга на расстояние L3 в осевом направлении, как показано на фиг.8. Расстояние L3 составляет около 1,5 мм. В данном случае две наружные кромки 24 вдавливаются в полимерную пленку 2, так что в полимерной пленке 2 могут сформироваться две канавки, когда на один из роликов 15a, 15b и 15c осуществляется нажатие и он движется вниз. Канавки находятся на расстоянии L3 друг от друга. Устройство может быть выполнено таким образом, что четыре наружные кромки 24 вдавливаются в полимерную пленку 2, при этом две наружные кромки 24 располагаются в одинаковой позиции в осевом направлении роликов 15a, 15b и 15c, так что в полимерной пленке 2 могут сформироваться три канавки, разделенные друг от друга расстоянием L3, когда на два из роликов 15a, 15b и 15c осуществляется нажатие и они движутся вниз. Кроме того, устройство может быть выполнено таким образом, что в полимерную пленку 2 будут вдавливаться шесть наружных кромок 24, при этом две наружные кромки 24 будут располагаться в одинаковой позиции в осевом направлении роликов 15a, 15b и 15c, а другие две наружные кромки 24 будут располагаться в одинаковой позиции в осевом направлении роликов 15a, 15b и 15c так, что в полимерной пленке 2 могут сформироваться четыре канавки на расстоянии L3 друг от друга, когда нажим осуществляется на все ролики 15a, 15b и 15c и они движутся вниз.
В варианте осуществления изобретения, показанном на фиг.8, устройство может быть выполнено таким образом, что четыре наружные кромки 24 вдавливаются в полимерную пленку 2 в различных позициях в осевом направлении роликов 15a, 15b и 15c, так что в полимерной пленке 2 могут сформироваться четыре канавки на некотором расстоянии друг от друга, когда на два ролика осуществляется нажим и они движутся вниз. Устройство может быть выполнено таким образом, что шесть наружных кромок 24 вдавливаются в полимерную пленку 2 в различных позициях в осевом направлении роликов 15a, 15b и 15c, так что в полимерной пленке 2 могут сформироваться шесть канавок на некотором расстоянии друг от друга, когда на все ролики осуществляется нажим и они движутся вниз.
Два ролика могут устанавливаться в линию в поперечном направлении полимерной пленки 2 или в направлении Y. Можно установить в линию четыре или более роликов. Можно установить несколько роликов в нескольких линиях.
Необходимо понимать, что согласно изобретению рама 18, линейные цилиндры 17a, 17b и 17c и ролики 15a, 15b и 15c перемещаются посредством первого привода так, что по меньшей мере один из роликов может прокатываться по полимерной пленке 2 при перемещении роликов 15a, 15b и 15c. В этой связи по меньшей мере один из роликов может приводиться во вращение посредством первого привода для прокатывания по полимерной пленке 2, когда осуществляется его нажатие на полимерную пленку 2, посредством чего осуществляется движение роликов 15a, 15b и 15c.
Кроме того, согласно изобретению полимерные пленки 2 и 3 соединяются сварным швом и режутся для последовательного изготовления полиэтиленовых пакетов, как описано выше. В целом, полимерные пленки 2 и 3 соединяются сварным швом друг с другом в продольном направлении и по ширине. Полимерные пленки 2 и 3 должны соединяться друг с другом по ширине сварным швом в позициях, соответствующих участкам вытяжки. Полимерные пленки 2 и 3 далее режутся устройством резки так, что вытянутые участки можно обрезать и удалять. Предпочтительно глубина и ширина сформированных в полимерной пленке 2 канавок достаточно малы, чтобы сохранять прочность полимерной пленки 2 при ее вытягивании. В данном случае вытянутые участки не всегда должны удаляться.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ И БЛОКИРОВКИ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 2004 |
|
RU2518698C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ДЛЯ ВЫСОКОНАГРУЖЕННЫХ МАШИН | 2015 |
|
RU2633049C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2011 |
|
RU2514600C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2012 |
|
RU2495750C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ И СУШКИ ПРОКАТНЫХ КЛЕТЕЙ | 2011 |
|
RU2519846C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2516173C2 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО, УСТРОЙСТВО ОТОБРАЖЕНИЯ И ТЕЛЕВИЗИОННЫЙ ПРИЕМНИК | 2010 |
|
RU2502012C2 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО, УСТРОЙСТВО ОТОБРАЖЕНИЯ И ТЕЛЕВИЗИОННЫЙ ПРИЕМНИК | 2009 |
|
RU2470216C2 |
| Пневматическая шина для высоконагруженных машин | 2015 |
|
RU2633047C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2660047C1 |
Изобретение относится к области производства изделий из полимерной пленки. Устройство для вытяжки полимерной пленки содержит основание, средство подачи пленки, ролики, первый привод и второй привод. Средство подачи выполнено с возможностью периодической подачи пленки в продольном направлении и направления пленки на основание. Ролики установлены с возможностью вращения на осях. Оси расположены вдоль продольного направления пленки. Первый привод выполнен с возможностью перемещения роликов в поперечном направлении пленки, когда пленка временно остановилась. Второй привод выполнен с возможностью отдельного воздействия на ролики. При воздействии второго привода, по меньшей мере, один ролик нажимает на расположенную на основании пленку и имеет возможность перекатывания по пленке для ее вытяжки. Обеспечивается расширение арсенала средств для вытягивания полимерной пленки в продольном направлении. 13 з.п. ф-лы, 8 ил.
1. Устройство для вытяжки полимерной пленки в ее продольном направлении, содержащее основание; средство подачи полимерной пленки, выполненное с возможностью направления полимерной пленки на основание и периодической подачи полимерной пленки в ее продольном направлении; несколько расположенных напротив основания роликов, установленных с возможностью вращения на осях, расположенных вдоль продольного направления полимерной пленки; первый привод для перемещения роликов в поперечном направлении полимерной пленки, когда полимерная пленка временно остановилась; и второй привод, выполненный с возможностью отдельного воздействия на ролики, так, что, по меньшей мере, один из роликов имеет возможность нажима на расположенную на основании полимерную пленку, когда она временно остановилась, и, по меньшей мере, один из роликов имеет возможность перекатывания по полимерной пленке для вытяжки полимерной пленки.
2. Устройство по п.1, в котором первый привод выполнен с возможностью перемещения роликов так, что, по меньшей мере, один из роликов имеет возможность прокатывания по полимерной пленке при перемещении роликов.
3. Устройство по п.1, в котором, по меньшей мере, один из роликов имеет возможность приведения во вращение посредством первого привода для прокатывания вдоль полимерной пленки, когда осуществляется его нажим на полимерную пленку, посредством чего ролики имеют возможность перемещения в поперечном направлении полимерной пленки.
4. Устройство по п.1, в котором ролики расположены в поперечном направлении полимерной пленки.
5. Устройство по п.1, в котором второй привод содержит несколько установленных на раме линейных исполнительных механизмов, соединенных с соответствующими роликами, а рама имеет возможность перемещения вдоль балки, проходящей в поперечном направлении полимерной пленки, при этом первый привод соединен с рамой так, что рама, линейные исполнительные механизмы и ролики имеют возможность перемещения с помощью первого привода, а линейные исполнительные механизмы выполнены с возможностью воздействия на ролики отдельно так, что, по меньшей мере, один из роликов имеет возможность нажима на полимерную пленку.
6. Устройство по п.1, в котором на противоположных сторонах полимерной пленки по ее ширине заданы первая и вторая позиции, а ролики выполнены с возможностью установки в состояние готовности в первой позиции для перемещения во вторую позицию через полимерную пленку, когда полимерная пленка временно остановлена, при этом ролики далее имеют возможность установки в состояние готовности во второй позиции для перемещения в первую позицию через полимерную пленку, когда полимерная пленка временно остановлена.
7. Устройство по п.6, в котором, по меньшей мере, один из роликов выполнен с возможностью прижатия к основанию для установки в состояние готовности, когда он находится в первой или второй позиции, при этом, по меньшей мере, один из роликов далее имеет возможность перемещения на полимерную пленку для нажима на нее при перемещении роликов.
8. Устройство по п.6, в котором ролики отстоят от основания для установки в состояние готовности, когда они находятся в первой или второй позиции, причем, по меньшей мере, один из роликов далее имеет возможность нажима на полимерную пленку, когда доходит до полимерной пленки в соответствии с движением роликов.
9. Устройство по п.1, в котором каждый из роликов содержит наружную сужающуюся кромку, вдавливаемую в полимерную пленку для ее вытяжки при нажиме ролика на полимерную пленку и его прокатывании вдоль нее.
10. Устройство по п.9, в котором наружная кромка имеет в сечении форму дуги окружности.
11. Устройство по п.9, в котором каждый из роликов содержит цилиндрическую наружную поверхность и выступающий из нее кольцевой выступ, при этом наружная кромка образована кольцевым выступом, а наружная поверхность имеет возможность контактирования с полимерной пленкой с противоположных сторон от кольцевого выступа в осевом направлении ролика при нажиме ролика на полимерную пленку.
12. Устройство по п.9, в котором ролики содержат наружные кромки, вдавливающиеся в полимерную пленку на величины, различные у различных роликов.
13. Устройство по п.10, в котором радиусы наружных кромок у различных роликов различны.
14. Устройство по п.9, в котором наружные кромки у различных роликов расположены в различных позициях в осевом направлении роликов.
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ФОЛЬГИ | 1999 |
|
RU2167765C2 |
| JP 2005001114 A, 06.01.2005 | |||
| JP 2003048260 A, 18.02.2003 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ТОНКОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2170209C1 |

