Область техники, к которой относится изобретение
Изобретение относится к пластиковому пакету, а также к установке для последовательного изготовления пластиковых пакетов.
Уровень техники
В каждом из японских патентных документов JP № 3,733,085 и JP № 3,826,124 описан пластиковый пакет, образованный из двух листов материала панелей и пары листов материала боковых вставок. Листы материала панелей накладываются один на другой для получения противоположных боковых кромок. Листы материала боковых вставок продолжаются вдоль противоположных боковых кромок. Кроме того, каждый из листов материала боковых вставок складывается пополам и помещается между листами материала панелей для получения сложенного внутреннего края и открытых наружных краев.
Каждый из листов материала боковых вставок также содержит противоположные концевые участки, один из которых сложен наискось по линии сгиба, когда он сложен пополам, так что концевой участок образует треугольный клапан, имеющий форму треугольника, который содержит основание, образованное линией сгиба. Каждый из листов материала боковых вставок также содержит противоположные концевые кромки. Треугольник также имеет вершину, образованную посредством пересечения одной из противоположных концевых кромок и сложенного внутреннего края каждого из листов материала боковых кромок. Треугольный клапан имеет сложенную сторону, образованную сложенным внутренним краем. Треугольный клапан также имеет открытую сторону, образованную концевой кромкой.
Листы материала панелей, листы материала боковых вставок и треугольные клапаны сварены друг с другом вдоль противоположных кромок листов материала панелей. Листы материала панелей и листы материала боковых вставок могут примыкать друг к другу с помощью треугольного клапана с прочностью сварки, достаточной для предотвращения утечки из концевого участка листа материала боковых вставок.
В японском патентном документе JP № 5,631,154 также описан пластиковый пакет, включающий в себя треугольный клапан, образованный из каждого из листов материала боковых вставок. Кроме того, в пластиковом пакете треугольный клапан включает в себя плоскую поверхность, в которой образовано отверстие для выпуска воздуха через это отверстие. Вышеуказанное отверстие предназначено для выпуска газа помимо воздуха, когда в пластиковом пакете образуется газ. В этом случае уменьшается вероятность попадания насекомых или посторонних веществ в вышеуказанное отверстие, в частности, когда отверстие небольшое.
Однако для последовательного изготовления в установке пластиковых пакетов, каждый из которых включает в себя отверстие, образованное в плоской поверхности треугольного клапана, эта установка должна быть скомпонована таким образом, чтобы изготавливать лист материала боковых вставок, пробитый пробивным инструментом перед подачей, так чтобы в листе материала боковых вставок могло быть образовано отверстие. В результате установка должна иметь сложную конструкцию и высокую стоимость изготовления. Таким образом, существует необходимость выпускать воздух или газ посредством способа, отличающегося от способа, описанного в упомянутой публикации.
Следовательно, задача настоящего изобретения состоит в том, чтобы предложить усовершенствованный пластиковый пакет, включающий в себя треугольный клапан, образованный из каждого из листов материала боковых вставок, для выпуска воздуха или газа, посредством способа, отличающегося от способа по существующему уровню техники.
Раскрытие изобретения
По изобретению пластиковый пакет включает в себя два листа материала панелей, наложенных один на другой для получения противоположных боковых кромок. Пластиковый пакет также включает в себя пару листов материала боковых вставок, продолжающихся вдоль противоположных боковых кромок. Каждый из листов материала боковых вставок сложен пополам и помещен между листами материала панелей для получения сложенного внутреннего края и открытых наружных краев. Каждый из листов материала боковых вставок также содержит противоположные концевые участки, один из которых согнут наискось по линии сгиба, когда он сложен пополам, так что концевой участок образует треугольный клапан, имеющий форму треугольника, который содержит основание, образованное линией сгиба. Каждый из листов материала боковых вставок также содержит противоположные концевые кромки. Треугольник также имеет вершину, образованную посредством пересечения одной из противоположных концевых кромок и сложенного внутреннего края листа материала боковых вставок. Треугольный клапан имеет сложенную сторону, образованную сложенным внутренним краем. Треугольный клапан также имеет открытую сторону, образованную концевой кромкой. Листы материала панелей, листы материала боковых вставок и треугольные клапаны сварены друг с другом вдоль противоположных кромок листов материала панелей. Пластиковый пакет отличается проточным каналом, образованным сложенной стороной или открытой стороной для выпуска воздуха или газа через проточный канал.
В предпочтительном варианте выполнения треугольный клапан содержит открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок. Листы материала панелей и лист материала боковых вставок сварены друг с другом между открытой стороной и открытыми наружными краями.
Треугольный клапан может иметь открытую сторону, выровненную с открытыми наружными краями листа материала боковых вставок.
Кроме того, в сложенной стороне треугольного клапана выполнен вырез. Вышеуказанный вырез образует проточный канал.
В другом варианте выполнения линия сгиба наклонена под углом более 45° относительно открытых наружных краев листа материала боковых вставок, так что открытая сторона треугольного клапана образует проточный канал в том месте, которое примыкает к пересечению сложенной стороны и открытой стороны треугольного клапана.
В другом варианте выполнения треугольный клапан частично удален в том месте, которое примыкает к пересечению сложенной стороны и открытой стороны для образования удаленного участка. Удаленный участок образует проточный канал.
В открытой стороне треугольного клапана может быть образован вырез. Вырез образует проточный канал.
В другом варианте выполнения треугольный клапан содержит открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок. Листы материала панелей, лист материала боковых вставок и треугольный клапан сварены друг с другом за исключением частично образованного несваренного участка. Проточный канал образован открытой стороной и несваренным участком.
Кроме того, изобретение предлагает установку для последовательного изготовления пластиковых пакетов. Установка включает в себя устройство подачи панелей, с помощью которого два полотна материала панелей накладываются одно на другое и периодически перемещаются в продольном направлении этих полотен. Установка также включает в себя устройство подачи боковой вставки, с помощью которого полотно материала боковой вставки подается к одному из полотен материала панелей и отрезается в виде листа материала боковой вставки после складывания пополам всякий раз, когда полотна материала панелей временно останавливаются во время периодического перемещения. Лист материала боковых вставок располагается по ширине и между полотнами материала панелей. Лист материала боковых вставок имеет сложенный внутренний край и открытые наружные края. Лист материала боковых вставок также имеет противоположные концевые участки. Установка также включает в себя устройство складывания боковой вставки, с помощью которого один из противоположных концевых участков листа материала боковых вставок складывается наискось по линии сгиба, когда он складывается пополам после или перед подачей листа материала боковых вставок, так что концевой участок образует треугольный клапан, который должен иметь форму треугольника, содержащего основание, образованное линией сгиба. Лист материала боковых вставок также имеет противоположные концевые кромки. Треугольник имеет вершину, образованную пересечением одной из противоположных концевых кромок и сложенным внутренним краем листа материала боковых вставок. Треугольный клапан также имеет сложенную сторону, образованную сложенным внутренним краем. Треугольный клапан также имеет открытую сторону, образованную концевой кромкой. Установка также включает в себя сварочное устройство, с помощью которого полотна материала панелей, лист материала боковых вставок и треугольный клапан свариваются друг с другом по ширине полотен материала панелей всякий раз, когда полотна материала панелей временно останавливаются во время периодического перемещения. Установка также включает в себя устройство для резки, с помощью которого полотна материала панелей режутся по ширине на листы материала панелей всякий раз при временной остановке во время периодического перемещения для последовательного изготовления пластиковых пакетов из листов материала панелей и листа материала боковых вставок. Установка отличается тем, что сложенная сторона или открытая сторона образует проточный канал при последовательном изготовлении пластиковых пакетов для выпуска воздуха или газа через проточный канал.
Краткое описание чертежей
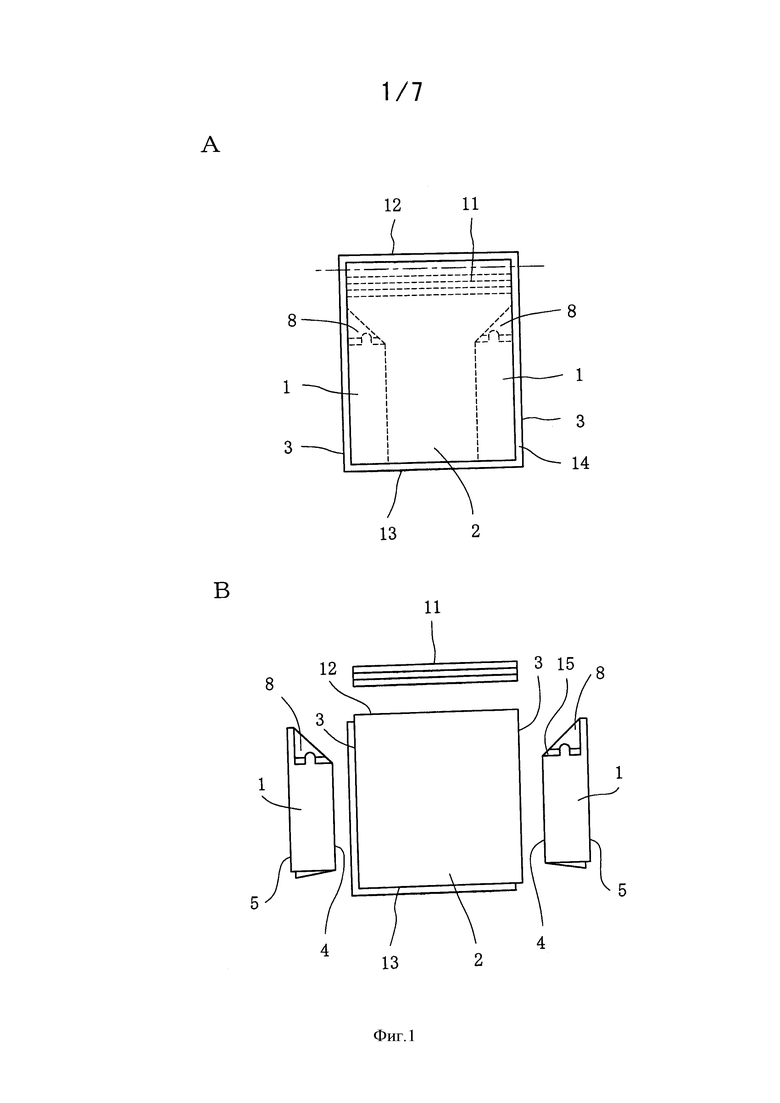
На фиг. 1 – вид сверху (A) пластикового пакета по изобретению и изображение в разобранном виде (B) пластикового пакета, показанного на виде (A);
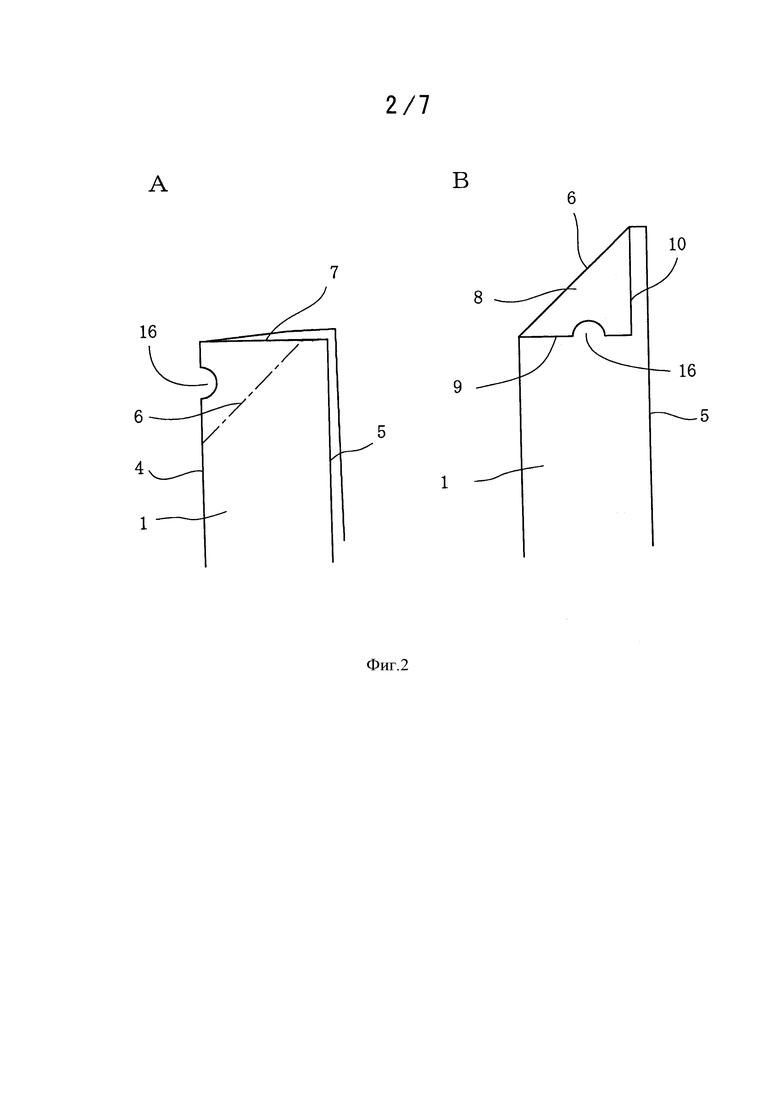
На фиг. 2 – пояснительный вид (A) листа материала боковых вставок из фиг. 1 и пояснительный вид (B) листа материала боковых вставок, показанного на виде (A) и сложенного наискось;
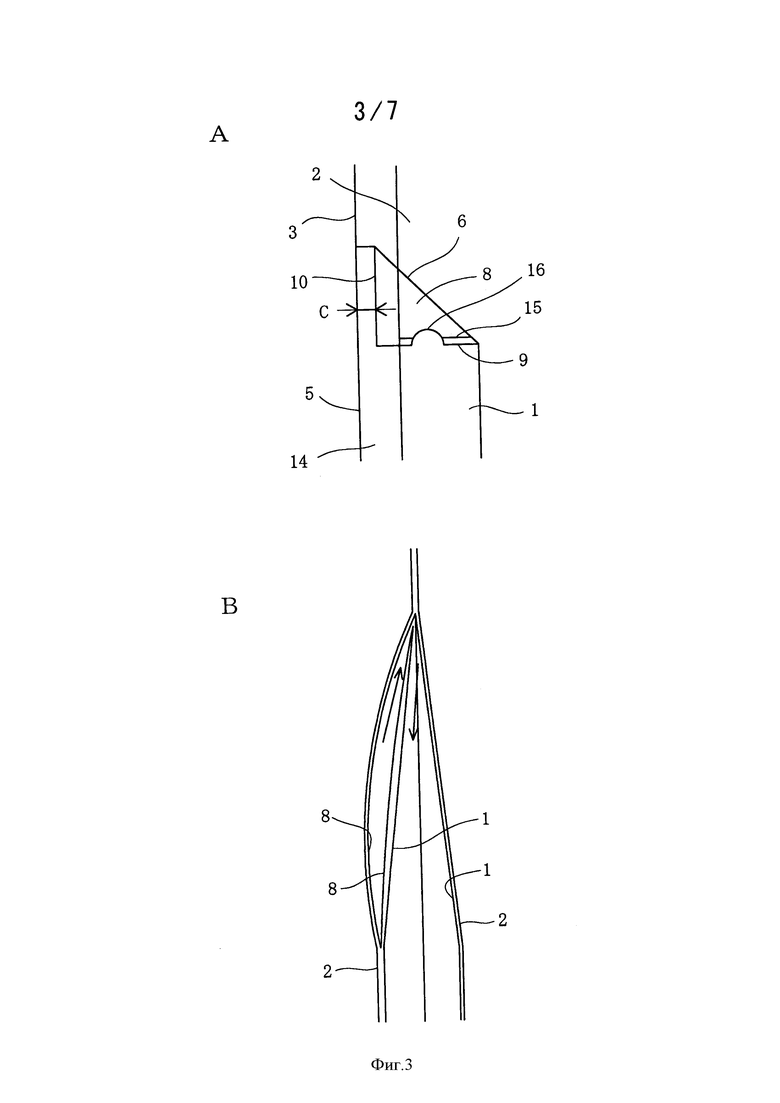
На фиг. 3 – пояснительный вид (A) листов материала панелей, листа материала боковых вставок и треугольного клапана из фиг. 1 и вид в разрезе (B) листов материала панелей, листа материала боковых вставок и треугольного клапана, показанных на виде (A);
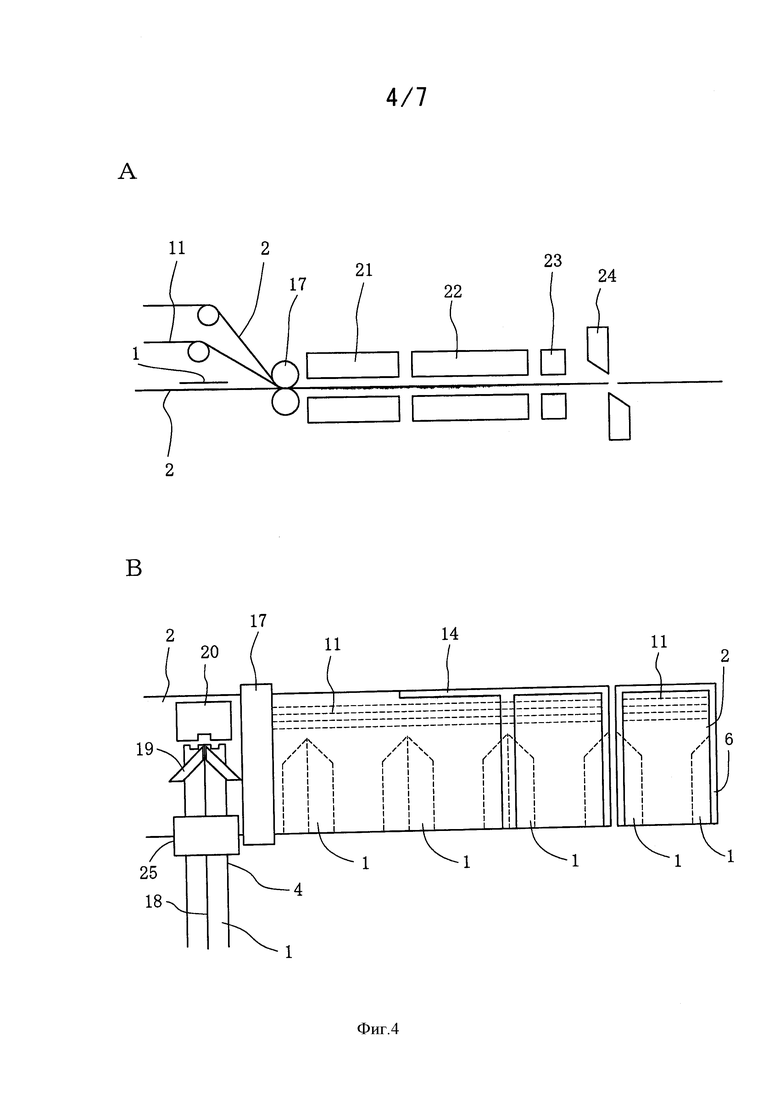
На фиг. 4 – вид сбоку (A) установки для последовательного изготовления пластиковых пакетов, показанных на фиг. 1, и вид сверху (B) на полотна материала панелей, показанные на виде (A);
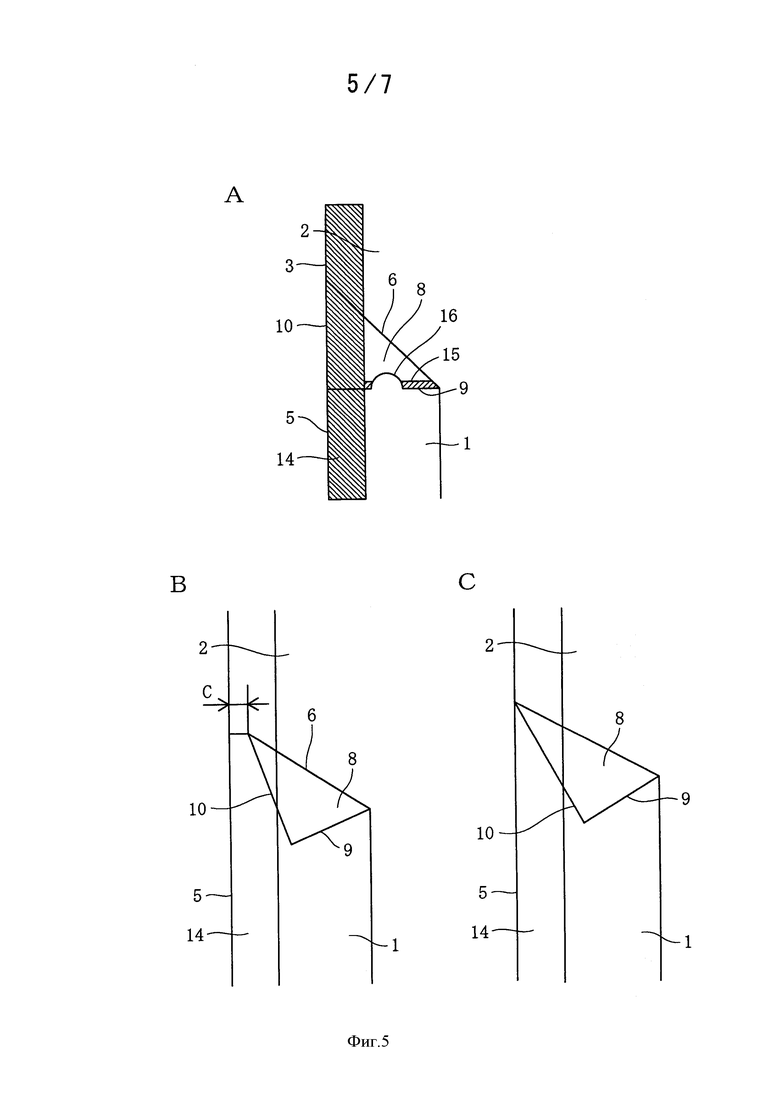
На фиг. 5 - пояснительный вид (A) другого варианта выполнения, пояснительный вид (B) другого варианта выполнения и пояснительный вид (C) другого варианта выполнения;
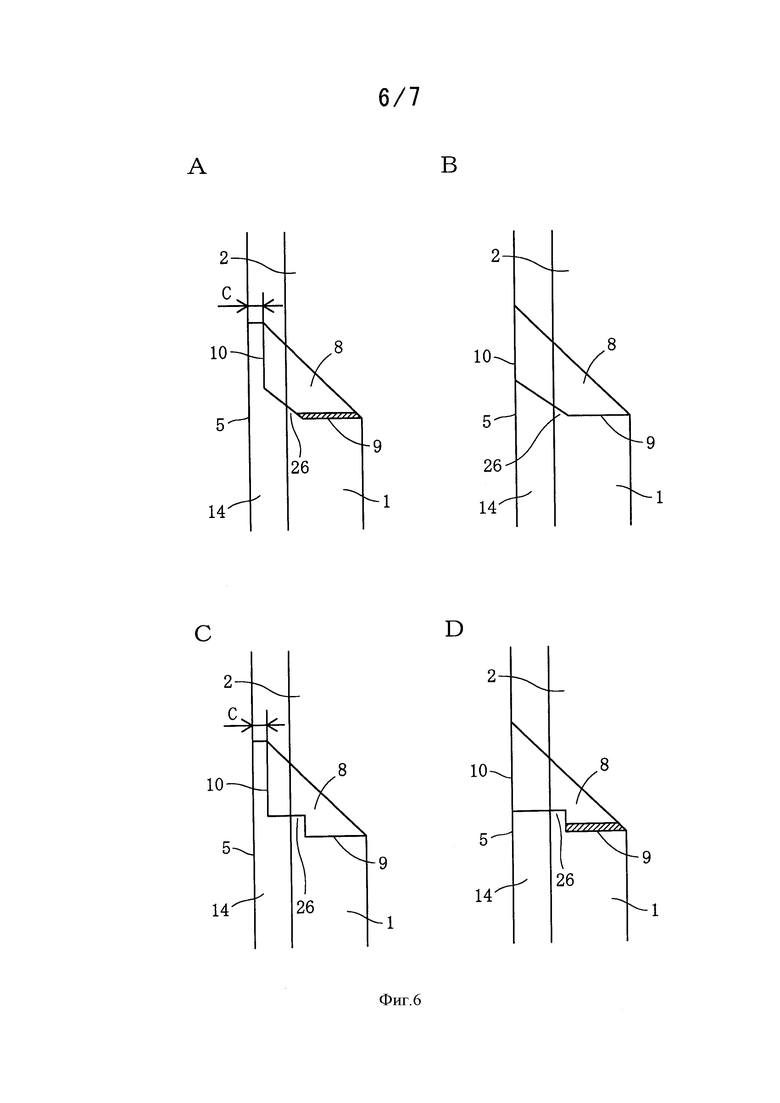
На фиг. 6 - пояснительный вид (A) другого варианта выполнения, пояснительный вид (B) другого варианта выполнения, пояснительный вид (C) другого варианта выполнения и пояснительный вид (D) другого варианта выполнения;
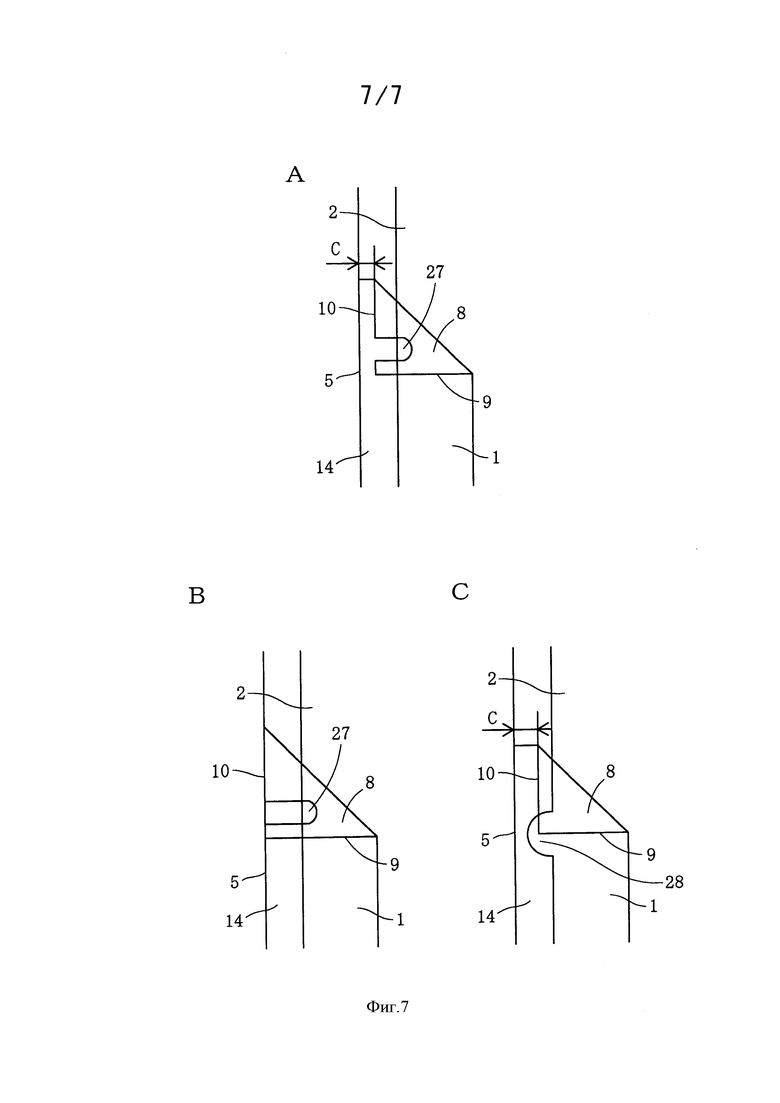
На фиг. 7 - пояснительный вид (A) другого варианта выполнения, пояснительный вид (B) другого варианта выполнения и пояснительный вид (C) другого варианта выполнения.
Осуществления изобретения
На фиг. 1 чертежей показан пластиковый пакет, включающий в себя пару листов материала 1 боковых вставок по изобретению. Пластиковый пакет также включает в себя два листа материала 2 панелей, наложенных один на другой для образования противоположных боковых кромок 3. Листы материала 1 боковых вставок продолжаются вдоль противоположных боковых кромок 3. Кроме того, каждый из листов материала 1 боковых вставок складывается пополам и вставляется между листами материала 2 панелей для образования сложенного внутреннего края 4 и открытых наружных краев 5.
Каждый из листов материала 1 боковых вставок также содержит противоположные концевые участки, один из которых загнут наискось по линии 6 сгиба, когда лист сложен пополам, как показано на фиг. 2. Каждый из листов материала 1 боковых вставок также содержит противоположные концевые кромки 7. Концевой участок образует треугольный клапан 8, которому придана форма треугольника, имеющего основание, образованное линией 6 сгиба. Треугольник также имеет вершину, образованную пересечением одной из противоположных концевых кромок 7 и сложенного внутреннего края 4 листа материала 1 боковых вставок. Треугольный клапан 8 имеет сложенную сторону 9, образованную сложенным внутренним краем 4. Треугольный клапан 8 также содержит открытую сторону 10, образованную концевой кромкой 7.
В пластиковом пакете установлена застежка 11, как и в случае пластикового пакета, описанного в японском патентном документе JP № 3,733,085 и японском патентном документе JP № 3,826,124. Листы материала 2 панелей имеют противоположные концевые кромки 12 и 13. Застежка 11 продолжается вдоль одной из противоположных концевых кромок 12.
Листы материала 2 панелей, листы материала 1 боковых вставок и треугольные клапаны 8 свариваются друг с другом вдоль противоположных боковых кромок 3 листов материала 2 панелей. Листы материала 2 панелей и лист материала 1 боковых вставок могут примыкать друг к другу с помощью треугольного клапана 8 с прочностью сварки, достаточной для предотвращения утечки из концевого участка листа материала 1 боковых вставок.
Следует принять во внимание, что в варианте выполнения листы материала 2 панелей и листы материала 1 боковых вставок свариваются друг с другом вдоль противоположных боковых кромок 3 листов материала 2 панелей, в то время как листы материала 2 панелей и треугольные клапаны 8 свариваются друг с другом вдоль противоположных боковых кромок 3. Треугольные клапаны 8 и листы материала 1 боковых вставок также свариваются друг с другом вдоль противоположных боковых кромок 3. Кроме того, листы материала 2 панелей свариваются друг с другом вдоль одной из противоположных концевых кромок 12 и вдоль другой концевой кромки 13. Участок 14 сварки образован вдоль противоположных боковых кромок 3, вдоль противоположных концевых кромок 12 и вдоль другой концевой кромки 13. Кроме того, треугольный клапан 8 и лист материала 1 боковых вставок свариваются друг с другом вдоль сложенной стороны 9 треугольного клапана 8, так что участок 15 сварки образуется вдоль сложенной стороны 9, как и в случае пластикового пакета, описанного в упомянутых документах.
Следует отметить, что каждый из листов материала 2 панелей и лист материала 1 боковых вставок содержат ламинированную пленку, состоящую из уплотнительного материала, ламинированного на основном материале. Лист материала 2 панелей имеет внутреннюю поверхность, образованную уплотнительным материалом, и наружную поверхность, образованную основной пленкой, когда листы материала 2 панелей наложены друг на друга. Лист материала 1 боковых вставок имеет наружную поверхность, образованную уплотнительным материалом, и внутреннюю поверхность, образованную основным материалом, когда материал сложен пополам. Листы материала 2 панелей, лист материала 1 боковых вставок и треугольный клапан 8 могут свариваться друг с другом с помощью уплотнительного материала. Листы материала 2 панелей могут свариваться друг с другом с помощью уплотнительного материала, как и в случае пластикового пакета, описанного в упомянутых документах.
Пластиковый пакет отличается проточным каналом, образованным сложенной стороной 9 или открытой стороной 10 для выпуска воздуха или газа через проточный канал.
В варианте выполнения треугольный клапан 8 содержит открытую сторону 10, которая не выровнена с открытыми наружными краями 5 листа материала 1 боковых вставок и находится на расстоянии C от них, как показано на фиг. 3. Кроме того, листы материала 2 панелей, лист материала 1 боковых вставок и треугольный клапан 8 свариваются друг с другом вдоль боковой кромки 3 листов материала 2 панелей. Соответственно, листы материала 2 панелей и лист материала 1 боковых вставок свариваются друг с другом между открытой стороной 10 и открытыми наружными краями 5, так что открытая сторона 10 может быть закрыта сваренным участком 14.
Кроме того, в сложенной стороне 9 треугольного клапана 8 образован вырез 16, который должен находиться вне сваренного участка 14, образованного вдоль боковых кромок 3 листов материала 2 панелей. Вырез 16 продолжается за сваренный участок 15, образованный вдоль сложенной стороны 9 треугольного клапана 8, и достигает зоны, где треугольный клапан не сваривается.
В пластиковом пакете лист материала 1 боковых вставок складывается пополам и образует два слоя. Треугольный клапан 8 образован из листа материала 1 боковых вставок, который должен быть сложен в два слоя. Кроме того, в каждом из слоев треугольного клапана 8 образован вырез 16.
Соответственно, вырез 16 образует проточный канал для выпуска воздуха или газа через проточный канал. Например, воздух проходит через вырез 16 и направляется в треугольный клапан 8. Далее воздух проходит через линию 6 сгиба треугольного клапана 8 и направляется между двумя половинами, на которые сложен лист материала 1 боковых вставок, для выпуска воздуха из листа материала 1 боковых вставок у боковых кромок 3 листов материала 2 панелей. Кроме того, газ проходит через вырез 16 и направляется в треугольный клапан 8, когда в пластиковом пакете образуется газ, для выпуска газа из листа материала 1 боковых вставок у боковых кромок 3.
В то же время, линия 6 сгиба треугольного клапана 8 предотвращает попадание насекомых или посторонних веществ в проточный канал. Кроме того, вырез 16 образован в сложенной стороне 9 треугольного клапана 8, который является наискось сложенным участком листа материала 1 боковых вставок. Соответственно, насекомые и посторонние вещества с меньшей вероятностью могут попасть в проточный канал.
Ясно, что пластиковый пакет может выпускать воздух или газ с помощью другого способа, который отличается от способа выпуска воздуха или газа из пластикового пакета, описанного в японском патентном документе JP № 5,361,154. Также ясно, что при последовательном изготовлении пластиковых пакетов в установке эта установка не должна компоноваться таким образом, чтобы изготавливать лист материала боковых вставок, который пробивается пробивным инструментом перед подачей, так чтобы в листе материала боковых вставок могло быть образовано отверстие.
На фиг. 4 показана установка для последовательного изготовления пластиковых пакетов, показанных на фиг. 1. Установка включает в себя устройство подачи панелей, с помощью которого два полотна материала 2 панелей накладываются одно на другое и периодически перемещаются в продольном направлении этих полотен, как в случае устройства, описанного в японском патентном документе JP № 3, 733, 085. Устройство подачи панелей содержит подающие валики 17. Установка также включает в себя устройство подачи боковой вставки, с помощью которого полотно материала 1 боковой вставки подается к одному из полотен материала 2 панелей и отрезается в виде листа материала боковой вставки после складывания пополам всякий раз, когда полотна материала 2 панелей временно останавливаются во время периодического перемещения. Например, полотно материала 1 боковой вставки складывается пополам предварительно. Затем оно подается к полотну материала 2 панели, прежде чем полотна материала 2 панелей будут наложены друг на друга, всякий раз при временной остановке во время периодического перемещения. Кроме того, полотно материала 1 боковой вставки имеет двойную ширину, которая складывается пополам на противоположных сторонах продольной центральной линии 18 этого полотна, как и в случае устройства в упомянутой публикации. Далее полотно материала 1 боковой вставки отрезается в виде листа материала боковой вставки. Устройство подачи боковой вставки содержит ленточный транспортер или подобное устройство. Далее полотна материала 2 панелей накладываются одно на другое, так что лист материала 1 боковой вставки располагается по ширине и между полотнами материала 2 панелей. В то же время застежка 11 направляется к полотнам материала 2 панелей и вставляется между ними. Лист материала 1 боковой вставки содержит сложенный внутренний край 4 и открытые наружные края 5. Лист материала 1 боковой вставки также содержит противоположные концевые участки.
Установка также включает в себя складывающее устройство боковой вставки, с помощью которого один из противолежащих концевых участков листа материала 1 боковых вставок складывается наискось вдоль линии 6 сгиба, когда он складывается пополам после подачи листа материала 1 боковых вставок или перед его подачей, так что концевой участок образует треугольный клапан 8, который должен иметь форму треугольника, содержащего основание, образованное линией 6 сгиба. Лист материала 1 боковой вставки также содержит противоположные концевые кромки 7. Треугольник имеет вершину, образованную посредством пересечения одной из противоположных концевых кромок 7 и сложенного внутреннего края 4 листа материала 1 боковых вставок. Треугольный клапан 8 также имеет сложенную сторону 9, образованную сложенным внутренним краем 4. Треугольный клапан 8 также содержит открытую сторону 10, образованную концевой кромкой 7. Устройство складывания боковой вставки содержит треугольную пластину 19 и широкую пластину 20, как и в случае установки в упомянутой публикации.
Далее полотна материала 2 панелей направляются к сварочному устройству 21, с помощью которого полотна материала 2 панелей и застежка 11 свариваются друг с другом в продольном направлении всякий раз, когда полотна материала 2 панелей временно останавливаются во время периодического перемещения. Затем полотна материала 2 панелей направляются к сварочному устройству 22 для сварки друг с другом в продольном направлении всякий раз при временной остановки во время периодического перемещения. Далее полотна материала 2 панелей направляются к сварочному устройству 23, с помощью которого полотна материала 2 панелей, лист материала 1 боковых вставок и треугольный клапан 8 свариваются друг с другом по ширине полотен материала 2 панелей всякий раз, когда полотна материала 2 панелей временно останавливаются во время периодического перемещения. Они свариваются друг с другом в положении, соответствующем продольной центральной линии 18 листа материала 1 боковой вставки. Далее полотна материала 2 панелей направляются к устройству 24 для резки по ширине на листы материала 2 панелей всякий раз при временной остановке во время периодического перемещения. В этом варианте выполнения полотна материала 2 панелей и лист материала 1 боковых вставок режутся по ширине полотен материала 2 панелей в положении, которое соответствует продольной центральной линии 18 листа материала 1 боковой вставки.
Таким образом, вышеуказанная установка последовательно изготавливает пластиковый пакет из листов материала 2 панелей и листа материала 1 боковых вставок. Пластиковый пакет включает в себя участок 14 сварки, образованный вдоль одной из противоположных концевых кромок 12 листа материала 2 панелей, когда полотна материала 2 панелей свариваются друг с другом сварочным устройством 22. Пластиковый пакет также включает в себя противоположные боковые кромки 3 листа материала 2 панелей, образованные при резке полотен материала 2 панелей и листа материала 1 боковых вставок режущим устройством 24. Пластиковый пакет также включает в себя участок 14 сварки, образованный вдоль противоположных боковых кромок 3 листа 2 материала панелей, когда полотна материала 2 панелей, лист материала 1 боковых вставок и треугольный клапан 8 свариваются сварочным устройством 23.
После изготовления пластикового пакета он заполняется содержимым. Далее листы материала 2 панелей свариваются друг с другом вдоль другой концевой кромки 13 листа материала панели для получения участка 14 сварки, образованного вдоль другой концевой кромки 13.
Вышеуказанная установка отличается выполнением проточного канала, образованного сложенной стороной 9 или открытой стороной 10 при последовательном изготовлении пластиковых пакетов с целью выпуска воздуха или газа через проточный канал. Например, устройство подачи боковой вставки включает в себя нож Thomson 25, с помощью которого полотно материала 1 боковой вставки режется в виде листа материала боковой вставки после складывания пополам и после подачи или перед подачей к полотну материала 2 панелей. Вырез 16 выполняется в полотне материала 1 боковой вставки с помощью ножа Thomson 25 во время резки полотна материала 1 боковой вставки. Треугольный клапан 8 и полотно материала 1 боковой вставки могут свариваться друг с другом для получения участка 15 сварки после выполнения выреза 16. Далее лист материала 1 боковых вставок подается к полотну материала 2 панели. Проточный канал образуется с помощью выреза 16 при последовательном изготовлении пластиковых пакетов.
Соответственно, в отличие от пластикового пакета, описанного в японском патентном документе JP 5,631,154, установка не должна компоноваться таким образом, чтобы изготавливать лист материала 1 боковых вставок, который пробивается пробивным инструментом перед подачей. Установка должна выполнять только вырез 16, который образуется в листе материала 1 боковой вставки ножом Thomson 25 при резке полотна материала 1 боковой вставки, так чтобы в листе 1 материала боковой вставки мог быть образован проточный канал, имеющий простую конструкцию и низкую стоимость изготовления.
Вырез 16 необязательно должен выполняться в каждом из слоев треугольного клапана 8, как в случае рассматриваемого варианта выполнения. Вырез 16 может быть образован в одном из слоев треугольного клапана 8.
Также необязательно выполнять открытую сторону 10 на расстоянии от открытого наружного края 5 листа материала 1 боковой вставки. Открытая сторона 10 может быть выровнена с открытым наружным краем 5 (фиг. 5A).
В этом случае открытая сторона 10 не закрывается участком 14 сварки. Следовательно, воздух или газ выходят у боковой кромки 3 листа материала 2 панели после направления в треугольный клапан 8.
Следует отметить, что в этом случае вырез 16 образован сложенной стороной 9 треугольного клапана 8, который является наискось сложенным участком листа материала 1 боковых вставок. Соответственно, насекомые и посторонние вещества с меньшей вероятностью могут попасть в проточный канал.
Линия 6 сгиба может быть наклонена под углом больше 45° относительно открытого наружного края 5 листа материала 1 боковой вставки, так чтобы открытая сторона 9 могла отклоняться от участков 14 сварки и достигать области, которая не сваривается в треугольном клапане 8 (фиг. 5B). Проточный канал может быть образован открытой стороной 10 в том месте, которое примыкает к пересечению сложенной стороны 9 и открытой стороны 10 для выпуска воздуха или газа через проточный канал. Открытая сторона 10 может быть расположена на расстоянии C от открытого наружного края 5 листа материала 1 боковой вставки.
В этом случае воздух или газ проходит через открытую сторону 10 и направляется в треугольный клапан 8 для выпуска. Треугольный клапан 8 содержит наискось сложенный участок, так что насекомые или посторонние вещества с меньшей вероятностью могут попасть в проточный канал.
Для последовательного изготовления пластиковых пакетов концевой участок материала 1 боковых вставок должен складываться с помощью треугольной пластины 19 и широкой пластины 20 таким образом, чтобы с помощью треугольной пластины 19 могла быть образована линия 6 сгиба с возможностью регулирования угла.
Треугольный клапан 8 может содержать открытую сторону 10, достигающую открытого наружного края 5 (фиг. 5C).
Треугольный клапан 8 может быть частично удален в том месте, которое примыкает к пересечению сложенной стороны 9 и открытой стороны 10, для образования удаленного участка 26. Проточный канал образован удаленным участком 26 (фиг. 6A). Удаленный участок 26 может продолжаться по прямой линии. Треугольный клапан 8 может иметь открытые стороны 10, расположенные на расстоянии C от открытых наружных краев 5 листа материала 1 боковой вставки.
В этом случае воздух или газ проходит через удаленный участок 26 и направляется в треугольный клапан 8 для выпуска. Треугольный клапан 8 содержит наискось сложенный участок, так что насекомые или посторонние вещества с меньшей вероятностью могут попасть в проточный канал.
Для последовательного изготовления пластиковых пакетов удаленный участок 26 должен быть образован ножом Томсона 25, когда полотно материала 1 боковой вставки режется ножом Томсона 25.
Треугольный клапан 8 может содержать открытую сторону 10, выровненную с открытым наружным краем 5 листа материала 1 боковой вставки (фиг. 6B).
Удаленный участок 26 может быть образован ступенчато (фиг. 6C). Открытая сторона 10 может быть расположена на расстоянии C от открытого наружного края 5.
Открытая сторона 10 может быть выровнена с открытым наружным краем 5 листа материала 1 боковой вставки (фиг. 6D).
Вырез 27 может быть образован в открытой стороне 10 треугольного клапана 8 и может выступать в область, которая не сваривается в треугольном клапане (8A), так чтобы вырез 27 мог образовывать проточный канал для выпуска воздуха или газа через проточный канал. Открытая сторона 10 может быть расположена на расстоянии C от открытого наружного края 5.
В этом случае воздух или газ проходит через вырез 27 и направляется в треугольный клапан 8 для выпуска.
Для последовательного изготовления пластиковых пакетов вырез 27 должен быть образован ножом Томсона 25, когда полотно материала 1 боковой вставки режется ножом Томсона 25 в установке, показанной на фиг. 4.
Открытая сторона 10 может быть выровнена с открытыми наружными краями 5 листа материала 1 боковой вставки (фиг. 7B).
В другом варианте выполнения треугольный клапан 8 содержит открытую сторону 10, расположенную на расстоянии C от открытого наружного края 5 листа материала 1 боковой вставки (фиг. 7C). Полотна материала 2 панелей, лист материала 1 боковой вставки и треугольный клапан 8 свариваются друг с другом вдоль противоположных боковых кромок 3 полотен материала 2 панелей за исключением частично образованного несваренного участка 28. Проточный канал образован открытой стороной 10 и несваренным участком 28.
В этом случае воздух или газ проходит через открытую сторону 10 у несваренного участка 28 для впуска.
Для последовательного изготовления пластиковых пакетов полотна материала 2 панелей, лист материала 1 боковой вставки и треугольный клапан 8 должны быть сварены друг с другом сварочным устройством 23 за исключением частично образованного несваренного участка 28 в установке, показанной на фиг. 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2010 |
|
RU2442689C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2013 |
|
RU2567702C9 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2462360C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2670862C9 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2014 |
|
RU2579734C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2446052C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ СУМКИ | 2011 |
|
RU2462363C1 |
Пластиковый пакет содержит два листа материала панелей, наложенных один на другой для получения противоположных боковых кромок, и пару листов материала боковых вставок. Каждый из листов материала боковых вставок сложен пополам, помещен между листами материала панелей для получения сложенного внутреннего края и открытых наружных краев и содержит противоположные концевые участки, один из которых согнут наискось по линии сгиба, когда он сложен пополам, так что концевой участок образует треугольный клапан в форме треугольника. Треугольник содержит основание, образованное линией сгиба. Каждый из листов материала боковых вставок также содержит противоположные концевые кромки. Треугольник также имеет вершину, образованную посредством пересечения одной из противоположных концевых кромок и сложенного внутреннего края листа материала боковых вставок. Треугольный клапан имеет сложенную сторону, образованную сложенным внутренним краем, и открытую сторону, образованную концевой кромкой, и листы материала панелей. Листы материала боковых вставок и треугольные клапаны сварены друг с другом вдоль противоположных кромок листов материала панелей. Пакет имеет проточный канал для выпуска воздуха или газа, образованный вырезом, удаленным участком треугольного клапана, частично образованным несваренным участком листов материала панелей, листа материала боковой вставки и треугольного клапана, сваренных друг с другом, или открытой стороной треугольного клапана, имеющего основание, образованное линией сгиба, которая наклонена под углом более 45° относительно открытых наружных краев листа материала боковых вставок. Изобретение обеспечивает безопасность пользования пакетом за счет того, что насекомые или посторонние вещества не могут попасть в проточный канал. 2 н. и 13 з.п. ф-лы, 18 ил.
1. Пластиковый пакет, содержащий:
два листа материала панелей, наложенных один на другой для получения противоположных боковых кромок; и
пару листов материала боковых вставок, продолжающихся вдоль противоположных боковых кромок, при этом каждый из листов материала боковых вставок сложен пополам и помещен между листами материала панелей для получения сложенного внутреннего края и открытых наружных краев, каждый из листов материала боковых вставок также содержит противоположные концевые участки, один из которых согнут наискось по линии сгиба, когда он сложен пополам, так что концевой участок образует треугольный клапан, имеющий форму треугольника, который содержит основание, образованное линией сгиба, каждый из листов материала боковых вставок также содержит противоположные концевые кромки, и треугольник также имеет вершину, образованную посредством пересечения одной из противоположных концевых кромок и сложенного внутреннего края листа материала боковых вставок; треугольный клапан имеет сложенную сторону, образованную сложенным внутренним краем, и треугольный клапан также имеет открытую сторону, образованную концевой кромкой, и листы материала панелей, листы материала боковых вставок и треугольные клапаны сварены друг с другом вдоль противоположных кромок листов материала панелей,
отличающийся тем, что
он имеет проточный канал, образованный в нем для выпуска воздуха или газа через проточный канал,
при этом проточный канал образован вырезом, удаленным участком треугольного клапана, частично образованным несваренным участком листов материала панелей, листа материала боковой вставки и треугольного клапана, сваренных друг с другом, или открытой стороной треугольного клапана, имеющего основание, образованное линией сгиба, которая наклонена под углом более 45° относительно открытых наружных краев листа материала боковых вставок.
2. Пакет по п.1, в котором проточный канал образован вырезом, выполненным в сложенной стороне треугольного клапана.
3. Пакет по п.2, в котором треугольный клапан содержит открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок, и листы материала панелей и лист материала боковых вставок сварены друг с другом между открытой стороной треугольного клапана и открытыми наружными краями.
4. Пакет по п.2, в котором треугольный клапан имеет открытую сторону, выровненную с открытыми наружными краями листа материала боковых вставок.
5. Пакет по п.1, в котором проточный канал образован вырезом, выполненным в открытой стороне треугольного клапана.
6. Пакет по п.5, в котором треугольный клапан содержит открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок.
7. Пакет по п.5, в котором треугольный клапан имеет открытую сторону, выровненную с открытыми наружными краями листа материала боковых вставок.
8. Пакет по п.1, в котором проточный канал образован удаленным участком, который удален в том месте, которое примыкает к пересечению сложенной и открытой сторон треугольного клапана.
9. Пакет по п.8, в котором треугольный клапан содержит открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок.
10. Пакет по п.8, в котором треугольный клапан имеет открытую сторону, выровненную с открытыми наружными краями листа материала боковых вставок.
11. Пакет по п.1, в котором проточный канал образован частично образованным несваренным участком сваренных друг с другом листов материала панелей, листа материала боковых вставок и треугольного клапана, содержащего открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок.
12. Пакет по п.1, в котором проточный канал образован открытой стороной треугольного клапана, имеющего основание, образованное линией сгиба, которая наклонена под углом более 45° относительно открытых наружных краев листа материала боковых вставок, в том месте, которое примыкает к пересечению сложенной и открытой сторон треугольного клапана.
13. Пакет по п.12, в котором треугольный клапан содержит открытую сторону, расположенную на расстоянии от открытых наружных краев листа материала боковых вставок.
14. Пакет по п.12, в котором треугольный клапан имеет открытую сторону, достигающую открытого наружного края листа материала боковых вставок.
15. Установка для последовательного изготовления пластиковых пакетов, содержащая:
устройство подачи панелей, с помощью которого два полотна материала панелей накладываются одно на другое и периодически перемещаются в продольном направлении этих полотен;
устройство подачи боковой вставки, с помощью которого полотно материала боковой вставки подается к одному из полотен материала панелей и отрезается в виде листа материала боковой вставки после складывания пополам всякий раз, когда полотна материала панелей временно останавливаются во время периодического перемещения, и лист материала боковых вставок располагается по ширине и между полотнами материала панелей, при этом лист материала боковых вставок имеет сложенный внутренний край и открытые наружные края, и лист материала боковых вставок также имеет противоположные концевые участки;
устройство складывания боковой вставки, содержащее треугольную пластину и широкую пластину, с помощью которого один из противоположных концевых участков листа материала боковых вставок складывается наискось по линии сгиба, когда он складывается пополам после или перед подачей листа материала боковых вставок, так что концевой участок образует треугольный клапан, который должен иметь форму треугольника, содержащего основание, образованное линией сгиба, при этом лист материала боковых вставок также имеет противоположные концевые кромки, и треугольник имеет вершину, образованную пересечением одной из противоположных концевых кромок и сложенным внутренним краем листа материала боковых вставок, и треугольный клапан также имеет сложенную сторону, образованную сложенным внутренним краем, и треугольный клапан также имеет открытую сторону, образованную концевой кромкой;
сварочное устройство, с помощью которого полотна материала панелей, лист материала боковых вставок и треугольный клапан свариваются друг с другом по ширине полотен материала панелей всякий раз, когда полотна материала панелей временно останавливаются во время периодического перемещения;
устройство для резки, с помощью которого полотна материала панелей режутся по ширине на листы материала панелей всякий раз при временной остановке во время периодического перемещения для последовательного изготовления пластиковых пакетов из листов материала панелей и листа материала боковых вставок,
установка отличается тем, что
устройство подачи боковой вставки содержит нож Томсона, посредством которого вырез или удаленный участок образуются в полотне материала боковой вставки, и
треугольная пластина устройства складывания боковой вставки предназначена для образования линии сгиба с возможностью регулирования угла, так что
при последовательном изготовлении пластиковых пакетов в них формируется проточный канал для выпуска воздуха или газа через проточный канал.
| JP 5631154 B2, 26.11.2014 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ контроля входа в синхронизм гистерезисного электродвигателя | 1983 |
|
SU1162013A1 |
| JP 20051123385 A, 28.04.2005 | |||
| УПАКОВКА ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ, В ЧАСТНОСТИ МЕШОК ИЗ СИНТЕТИЧЕСКОЙ ПЛЕНКИ | 2007 |
|
RU2409506C2 |
| EP 0092885 A1, 02.11.1983. | |||

