ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу обработки блока цилиндров для формирования напыленного покрытия на внутренней поверхности отверстия цилиндра, и к блоку цилиндров, снабженному напыленным покрытием, сформированным на нем, и к блоку цилиндров с термическим напылением.
УРОВЕНЬ ТЕХНИКИ
Для снижения потребления топлива и вредных выбросов выхлопных газов двигателей внутреннего сгорания и для снижения массы и габаритов двигателей, в высшей степени желательно отказаться от применения гильз цилиндров, которые применяются в алюминиевых блоках цилиндров. В качестве альтернативы рассматривается термическое напыление, с помощью которого формируют напыленное покрытие на внутренних поверхностях отверстий цилиндров.
Когда отверстие цилиндра подвергается термическому напылению, металлизатор, предназначенный для подачи напыляемого материала в отверстие цилиндра, вращается в отверстии цилиндра, одновременно перемещаясь в осевом направлении для формирования напыленного покрытия. Затем, поверхность покрытия в отверстии цилиндра подвергают финишной полировке, например, хонингованию.
В связи с этим процессом в патентном документе 1 описан процесс удаления кромочного участка внутренней поверхности отверстия цилиндра со стороны картера, для предотвращения отсоединения напыленного покрытия, особенно со стороны картера двигателя. Другими словами, после формирования напыленного покрытия внутренняя поверхность отверстия цилиндра удаляется, включая кромочный участок напыленного покрытия со стороны картера двигателя так, чтобы увеличить внутренний диаметр отверстия цилиндра на кромочном участке напыленного покрытия со стороны картера двигателя.
ИСТОЧНИКИ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентный документ 1: Японская не прошедшая экспертизу патентная публикация №2007-211307.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В известных блоках цилиндров, как в описанном выше случае, внутреннюю поверхность отверстия цилиндра на кромочном участке напыленного покрытия со стороны картера двигателя, удаляют, чтобы предотвратить отсоединение напыленного покрытия. Однако, если блок цилиндров минимизируют, чтобы снизить массу для повышения топливной экономичности, возникает проблема с обеспечением достаточного припуска на внутренней поверхности отверстия цилиндра, который удаляется для предотвращения отсоединения напыленного покрытия.
Настоящее изобретение было создано в виду этой известной проблемы. Задачей настоящего изобретения является обеспечение достаточного припуска на обработку кромочного участка отверстия цилиндра со стороны картера двигателя, в то же время достигая миниатюризации блока цилиндров при удалении кромочного участка отверстия цилиндра вместе с напыленным покрытием.
Способ обработки блока цилиндров, как первый аспект настоящего изобретения, содержит этапы, на которых: обеспечивают выступ, выступающий в сторону картера двигателя на кромке отверстия цилиндра со стороны картера двигателя, и формируют напыленное покрытие на внутренней поверхности отверстия цилиндра и на внутренней поверхности выступа, являющегося продолжением внутренней поверхности отверстия цилиндра; и, после формирования напыленного покрытия, удаляют по меньшей мере часть выступа вместе с напыленным покрытием, сформированным на внутренней поверхности выступа.
Блок цилиндров, как второй аспект настоящего изобретения, содержит: цилиндр, выступ выполненный на кромке отверстия цилиндра со стороны картера двигателя и выступающий в сторону картера двигателя; и напыленное покрытие, сформированное на внутренней поверхности отверстия цилиндра и на внутренней поверхности выступа, являющегося продолжением внутренней поверхности отверстия цилиндра. По меньшей мере часть выступа удаляется вместе с напыленным покрытием, сформированным на внутренней поверхности выступа.
Блок цилиндров с термическим напылением, как третий аспект настоящего изобретения, является блоком цилиндров, снабженным напыленным покрытием, сформированным на внутренней поверхности отверстия цилиндра. Блок цилиндров с термическим напылением содержит: цилиндр и выступ, выполненный на кромке отверстия цилиндра со стороны картера двигателя и выступающий в сторону картера двигателя. Выступ имеет концевой участок, который тоньше, чем базовый участок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - сечение блока цилиндров согласно варианту настоящего изобретения;
Фиг.2 - процесс изготовления блока цилиндров, показанного на Фиг.1;
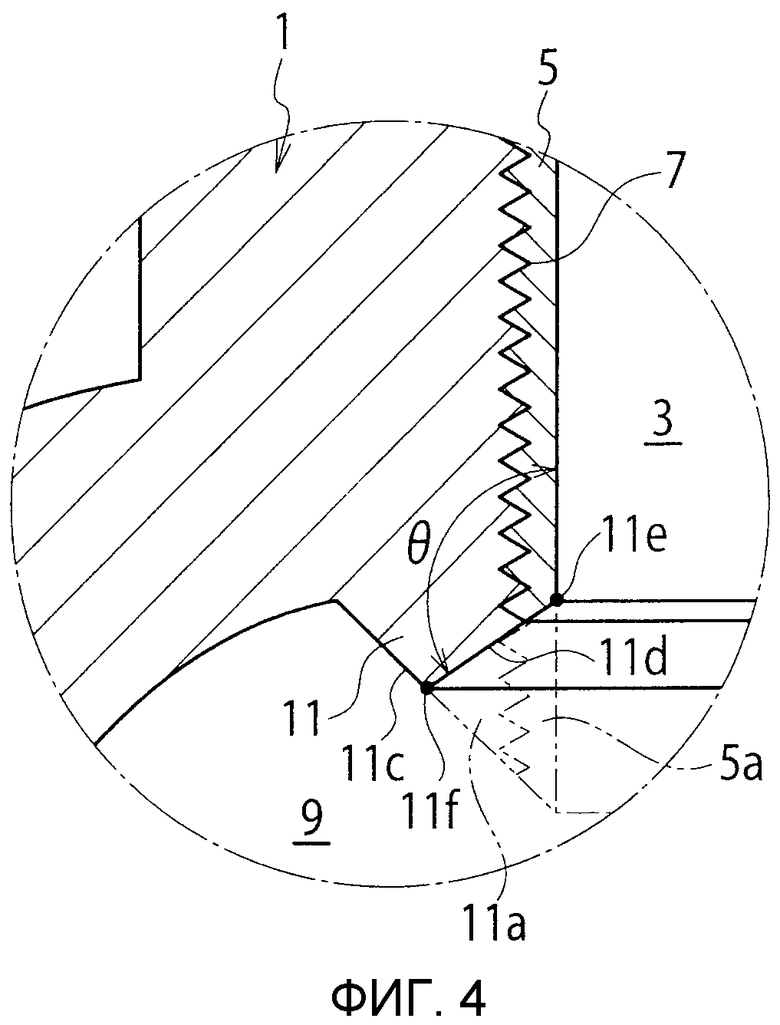
Фиг.3 - рабочий пояснительный вид процесса придания поверхности шероховатости (b) в процессе изготовления по Фиг.2;
Фиг.4 - сечение фрагмента IV, показанного на Фиг.1 в увеличенном масштабе.
ОПИСАНИЕ ВАРИАНТОВ
Далее следует описание варианта настоящего изобретения со ссылками на приложенные чертежи.
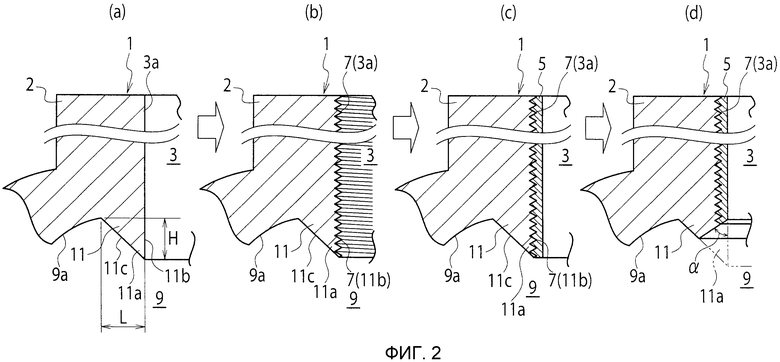
Как показано на Фиг.1, блок 1 цилиндров содержит цилиндр 2 и картер 9 двигателя, которые сформированы за одно целое. Блок 1 цилиндров снабжен напыленным покрытием 5, которое напылено на внутреннюю поверхность отверстия 3 цилиндра. Блок 1 цилиндров может быть выполнен из чугуна и алюминиевого сплава, и напыленное покрытие 5 может состоять из материала на основе железа. На основании блока 1 цилиндров имеется предварительно сформированная рифленая шероховатая поверхность 7, на которой обеспечено напыленное покрытие 5. Шероховатая поверхность 7 способствует улучшению адгезии напыленного покрытия 5 к внутренней поверхности отверстия 3 цилиндра.
В настоящем изобретении на кромке отверстия 3 цилиндра, со стороны картера двигателя сформирован выступ 11, который выступает в сторону картера 9 двигателя в осевом направлении отверстия 3 цилиндра. Выступ 11 сформирован по окружности вокруг периферии отверстия 3 цилиндра. Напыленное покрытие 5 непрерывно нанесено вокруг внутренней поверхности выступа 11.
Выступ 11 сформирован так, что концевой участок 11а имеет приблизительно треугольную в сечении форму, которая является припуском на удаление и удаляется машинной обработкой после формирования напыленного покрытия 5. На концевой участок 11а выступа 11 также нанесено напыленное покрытие 5а, являющееся продолжением напыленного покрытия 5, нанесенного на внутреннюю поверхность отверстия 3 цилиндра. На чертежах концевой участок 11а показан штрихпунктирной линией.
По сравнению с другими областями нанесенного покрытия 5 адгезия напыленного покрытия 5 особенно ослаблена на кромочном участке в осевом направлении отверстия 3 цилиндра. Поэтому, концевой участок 11а выступа 11 удаляют вместе с нанесенным покрытием 5а, чтобы уменьшить область слабой адгезии и увеличить общую адгезию.
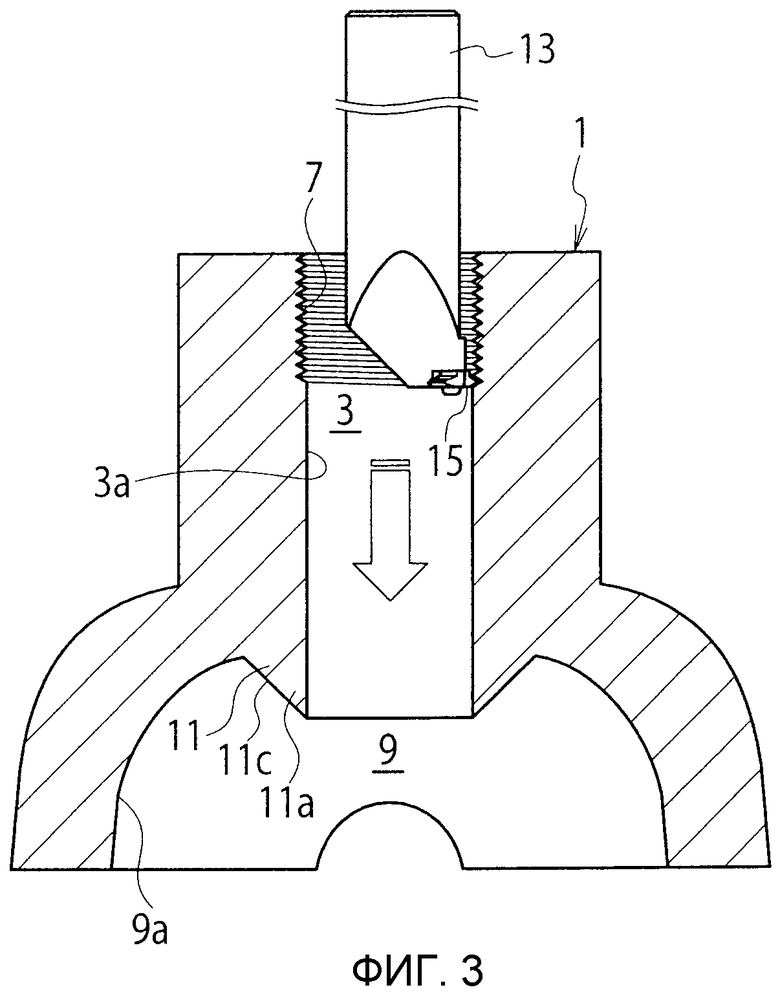
Далее со ссылками на Фиг.2 будет описан способ обработки блока 1 цилиндров, показанный на Фиг.1. На Фиг.2 показана только левая сторона цилиндра 2 с Фиг.1. На Фиг.2(а) показано состояние после отливки блока 1 цилиндров. Как показано на Фиг.2(а), выступ 11 перед удалением концевого участка 11а сформирован на кромке отверстия 3 цилиндра и проходит в сторону картера 9 двигателя.
Выступ 11 перед удалением концевого участка 11а имеет внутреннюю поверхность 11b, которая является продолжением внутренней поверхности 3а отверстия 3 цилиндра в осевом направлении, для образования кромочного участка отверстия 3 цилиндра. Выступ 11 и внутренняя поверхность 11b выполнены круглыми.
На противоположной стороне от внутренней поверхности 11b выступа 11 сформирована наклонная поверхность 11с. Наклонная поверхность 11с наклонена так, что конец выступа 11 расположен ближе к центру отверстия цилиндра в радиальном направлении отверстия цилиндра. Наклонная поверхность 11с также сформирована по окружности вокруг периферии отверстия 3 цилиндра.
То есть выступ 11 имеет максимальную толщину L на базовом участке, контактирующего с цилиндром 2 или картером 9 двигателя и утоньшается в направлении к концу (со стороны нижней кромки на Фиг.2а(а)). Например, минимальная толщина L может быть равна 4 мм, а минимальная высота Н выступа может быть равна 1,3 мм + [толщина напыленного покрытия после окончательной обработки/тангенс (угла сноса)]. Угол сноса соответствует углу α на Фиг.2(d).
Далее, как показано на Фиг.2(b), на внутренней поверхности 3а отверстия 3 цилиндра формируют шероховатую поверхность 7, используя базовую обработку для создания шероховатости поверхности. Шероховатая поверхность 7 способствует улучшению адгезии напыленного покрытия 5, формируемого позже на внутренней поверхности 3а отверстия 3 цилиндра.
Базовая обработка для создания шероховатости поверхности может выполняться с помощью расточной обрабатывающей машины, как показано на Фиг.3. Более конкретно, можно использовать устройство с инструментом (резцом) 15, закрепленным на периферии конца расточной оправки 13. Расточную оправку 13 перемещают вниз в осевом направлении при одновременном вращении так, чтобы внутренняя поверхность 3а отверстия 3 цилиндра и внутренняя поверхность 11b выступа 11 приобрели форму резьбового отверстия. Соответственно, на внутренней поверхности 3а отверстия 3 цилиндра и на внутренней поверхности 11b выступа 11 формируется рифленая шероховатая поверхность 7.
После формирования шероховатой поверхности 7, как описано выше, на внутреннюю поверхность 3а отверстия 3 цилиндра и на внутреннюю поверхность 11b выступа 11 напыляют покрытие 5, как показано на Фиг.2(с). Напыленное покрытие 5 равномерно формируется на внутренней поверхности 3а отверстия 3 цилиндра и на внутренней поверхности 11b выступа 11. Способ напыления может соответствовать описанному в патентном документе 1, однако способ напыления не ограничивает настоящее изобретение.
После нанесения покрытия 5, как показано на Фиг.2(с), концевой участок 11а выступа 11, являющийся технологической и удаляемой частью, удаляют, как показано на Фиг.2(d). Операция удаления концевого участка 11а может выполняться с помощью расточной оправки, аналогичной показанной на Фиг.3, которая вращается эксцентрично. Однако конкретный способ обработки не ограничивает настоящее изобретения и обработку можно проводить со стороны картера 9 двигателя. После удаления концевого участка 11а, поверхность напыленного покрытия 5 подвергают финишной обработке, например, хонингованию.
Далее со ссылками на Фиг.4, который является фрагментом IV Фиг.1 в увеличенном масштабе, будет описана конфигурация выступа 11 после удаления концевого участка 11а.
Как показано на Фиг.4, концевая поверхность 11d выступа 11, образованная после удаления концевого участка 11а, и части напыленного покрытия 5, наклонена так, чтобы конец 11е внутренней поверхности отверстия цилиндра располагался на противоположной стороне картера 9 двигателя в осевом направлении отверстия 3 цилиндра относительно противоположного конца 11f внутренней поверхности 3а отверстия цилиндра в радиальном направлении. Другими словами, концевая поверхность 11d на Фиг.4 наклонена так, что концевой участок 11е на правой стороне расположен над концевым участком 11f на левой стороне в осевом направлении отверстия 3 цилиндра. Концевая поверхность 11d сформирована вдоль окружности отверстия 3 цилиндра. Поэтому внутренняя поверхность отверстия 3 цилиндра (точнее, поверхность напыленного покрытия 5) образует угол θ, являющийся тупым углом, с концевой поверхностью 11d. Следует отметить, что концевая поверхность 11d может быть выполнена горизонтальной, без наклона (перпендикулярно оси отверстия 3 цилиндра).
Как описано выше, напыленное покрытие 5, нанесенное на внутреннюю поверхность отверстия 3 цилиндра, имеет уменьшенную адгезию, особенно на концевом участке отверстия 3 цилиндра, обращенном к кратеру 9 двигателя, в осевом направлении, по сравнению с другими участками. В настоящем варианте кромка отверстия 3 цилиндра имеет выступ 11, направленный в сторону картера двигателя. Кроме того, концевой участок 11а, являющийся частью выступа 11, удален вместе с участком напыленного покрытия 5, имеющим низкую адгезию, так, чтобы удалить ее вместе с основанием. Соответственно, общая адгезия напыленного покрытия 5 на отверстии 3 цилиндра, может быть увеличена для получения высококачественного блока 1 цилиндров.
В настоящем варианте выступ 11, выступающий от отверстия 3 цилиндра в сторону картера 9 двигателя, снабжен удаляемой частью. То есть выступ 11 просто выступает в пространство картера 9. Поэтому блок 1 цилиндров не увеличивается в размерах и его габариты могут быть уменьшены, несмотря на наличие выступа 11, который подлежит удалению. Дополнительно, выступ 11 способствует созданию достаточного припуска на операцию удаления.
Далее, в настоящем варианте выступ 11 имеет концевой участок, который имеет меньшую толщину, чем базовый участок, что дополнительно уменьшает объем выступа 11, в то же время, увеличивая жесткость выступа 11. Соответственно, повышенная жесткость предотвращает деформацию выступа 11 во время операции придании шероховатости основанию, показанной на Фиг.3. Кроме того, выступ 11 уменьшен до минимума для уменьшения припуска, который должен быть удален. Таким образом, можно уменьшить время, затрачиваемое на удаление и, в результате, сократить производственные издержки.
Уменьшенный припуск, подлежащий удалению, может предотвратить возникновение полостей на поверхности материала блока 1 цилиндров во время операции литья. Соответственно, повышается качество блока 1 цилиндров.
Согласно настоящему варианту концевая поверхность 11d выступа 11 после удаления концевого участка 11а, который является припуском на обработку, наклонен так, что конец 11е внутренней поверхности отверстия цилиндра расположен на противоположной стороне картера 9 двигателя в осевом направлении отверстия 3 цилиндра относительно противоположного конца 11f внутренней поверхности 3а. Как показано на Фиг.4, наклонная поверхность 11d выступа 11 сформирована между основанием отверстия 3 цилиндра и поверхностью напыленного покрытия 5. Таким образом, внутренняя поверхность отверстия 3 цилиндра (точнее, поверхность напыленного покрытия 5) образует тупой угол θ с концевой поверхностью 11d, как показано на Фиг.4. Поскольку угол θ является тупым углом, основание со стороны тела блока цилиндров выступает в сторону картера 9 двигателя в осевом направлении отверстия 3 цилиндра относительно напыленного покрытия 5. Соответственно, напыленное покрытие соединяется с основанием более стабильно, чтобы предотвратить повреждения (отслоение и растрескивание) напыленного покрытия 5.
Настоящий вариант содержит наклонную поверхность 11с, которая обращена к внутренней стенке 9а картера 9 двигателя и выполнена на выступе 11 на противоположной стороне от внутренней поверхности 3а отверстия цилиндра после удаления концевого участка 11а, который является припуском на обработку. Поэтому, при работе двигателя, в котором применяется блок 1 цилиндров по настоящему варианту, вращение коленчатого вала (на чертежах не показан) создает поток масла по внутренней стенке 9а, и эта наклонная поверхность 11с предотвращает попадание избытка масла в отверстие 3 цилиндра. В результате можно минимизировать расход масла в отверстии 3 цилиндра. Соответственно, пользователь может сократить расходы на эксплуатацию и техническое обслуживание, и количество масла в выхлопном газе уменьшается, что позволяет получить более чистые выхлопные газы двигателя.
В настоящем изобретении поверхность выступа 11, обращенная к внутренней стенке 9а является наклонной поверхностью 11с, которая наклонена так, чтобы конец выступа 11 был расположен ближе к центру отверстия цилиндра в радиальном направлении. Поэтому при работе двигателя масло стекает вниз более плавно и попадание масла в отверстие 3 цилиндра предотвращается более надежно.
Согласно настоящему варианту концевой участок 11а удаляется как часть выступа 11, однако, можно удалить весь выступ 11. Во всех случаях концевая поверхность, образующаяся после удаления, предпочтительно наклонена как концевая поверхность 11d, показанная на Фиг.4.
Хотя выступ 11 имеет концевой участок, который имеет меньшую толщину, чем базовый участок, толщина выступа 11 может быть равномерной. В этом случае наклонная поверхность 11с, показанная на Фиг.2(а) будет выполнена как внутренняя поверхность, обращенная к стенке, которая параллельна осевому направлению отверстия 3 цилиндра. Даже если внутренняя поверхность, обращенная к стенке будет проходить в осевом направлении, можно предотвратить попадание избыточного количества масла, текущего по внутренней стенке 9а, в отверстие цилиндра.
Содержание заявки на патент Японии № Р2010-054403, поданной 11 марта 2010 года, полностью включено в настоящее описание путем отсылки.
Хотя настоящее описание было описано выше со ссылками на конкретный вариант, изобретение не ограничивается этим описанием, и специалистам понятно, что в него могут быть внесены различные модификации и изменения, входящие в объем настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Согласно настоящему изобретению удаляемая часть, имеющаяся на кромке отверстия цилиндра со стороны картера двигателя, выступает от внутренней поверхности отверстия цилиндра в сторону картера двигателя для предотвращения отслоения покрытия. Соответственно, при удалении кромочного участка со стороны картера двигателя вместе с напыленным покрытием, можно создать достаточный удаляемый припуск и в то же время уменьшить габариты блока цилиндров.
ПОЗИЦИИ НА ЧЕРТЕЖАХ
1 - блок цилиндров
3 - отверстие цилиндра
3а - внутренняя поверхность отверстия цилиндра
5 - напыленное покрытие
5а - напыленное покрытие на концевом участке выступа
9 - картер двигателя
9а - внутренняя стенка картера двигателя
11 - выступ
11а - концевой участок выступа (часть выступа)
11b - внутренняя поверхность выступа
11с - наклонная поверхность на противоположной стороне от внутренней поверхности выступа (поверхность, обращенная к внутренней стенке)
11d - концевая поверхность после удаления концевого участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬЗА ЦИЛИНДРА, БЛОК ЦИЛИНДРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2374034C1 |
| КОМПОНЕНТ ДЛЯ ЛИТЬЯ С ИСПОЛЬЗОВАНИЕМ ЗАКЛАДНЫХ ЭЛЕМЕНТОВ, ГИЛЬЗА ЦИЛИНДРА, БЛОК ЦИЛИНДРОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА | 2006 |
|
RU2376107C2 |
| ДВИГАТЕЛЬ (ВАРИАНТЫ) И ЛИТОЙ УЗЕЛ БЛОКА ЦИЛИНДРОВ | 2014 |
|
RU2660724C2 |
| БЛОК ЦИЛИНДРОВ И ГАЗОТЕРМИЧЕСКИЙ СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ | 2010 |
|
RU2483139C1 |
| СОЕДИНЕНИЕ МЕЖДУ КОЛЕНЧАТЫМ ВАЛОМ И БЛОКОМ ЦИЛИНДРОВ | 2013 |
|
RU2643909C2 |
| ЗАКЛАДНОЙ ЭЛЕМЕНТ ДЛЯ ЛИТЬЯ, БЛОК ЦИЛИНДРОВ, СПОСОБ СОЗДАНИЯ ПОКРЫТИЯ НА ЗАКЛАДНОМ ЭЛЕМЕНТЕ И СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ | 2006 |
|
RU2375146C2 |
| ГОЛОВКА БЛОКА ЦИЛИНДРОВ МНОГОЦИЛИНДРОВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2660727C1 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2373021C2 |
| ГИЛЬЗА ЦИЛИНДРА И ДВИГАТЕЛЬ | 2006 |
|
RU2387861C2 |
| УПЛОТНЕНИЕ ГОЛОВКИ ЦИЛИНДРА | 2007 |
|
RU2381376C2 |
Изобретение относится к способу обработки блока цилиндров двигателя. Согласно способу в отверстии цилиндра со стороны картера двигателя формируют выступ, направленный в сторону картера двигателя, и на внутренней поверхности отверстия цилиндра и на внутренней поверхности выступа, являющейся продолжением внутренней поверхности цилиндра, формируют напыленное покрытие. Затем по меньшей мере часть выступа удаляют вместе с напыленным покрытием, сформированным на внутренней поверхности выступа после формирования напыленного покрытия. Технический результат - обеспечение припуска на обработку для удаления кромочного участка и миниатюризация блока цилиндров. 3 н. и 10 з.п. ф-лы, 4 ил.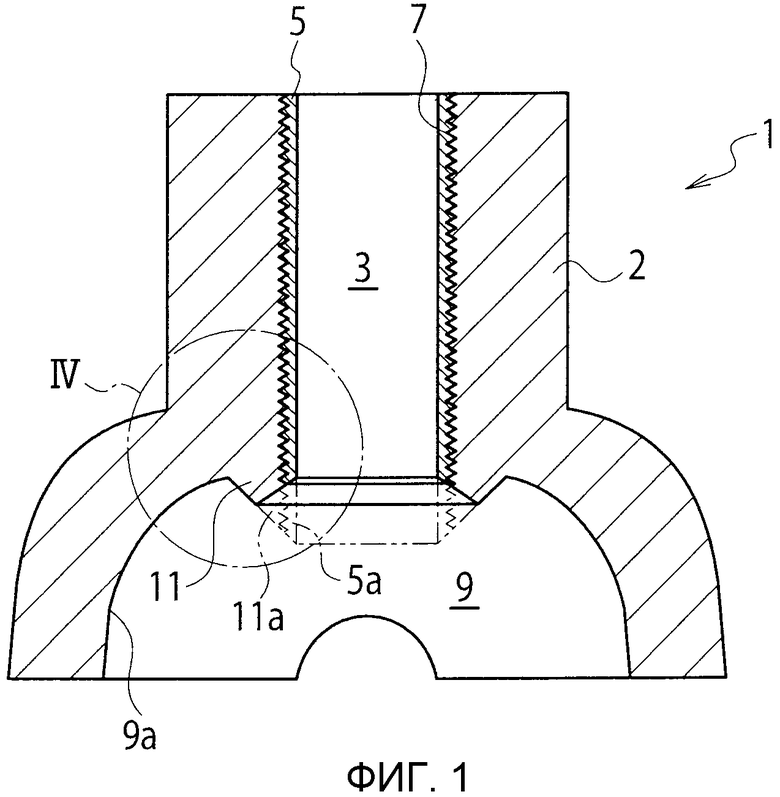
1. Способ обработки блока цилиндров двигателя, включающий этапы, на которых:
обеспечивают на кромке отверстия цилиндра со стороны картера двигателя выступ, выступающий в сторону картера двигателя, и формируют напыленное покрытие на внутренней поверхности отверстия цилиндра и на внутренней поверхности выступа, являющейся продолжением внутренней поверхности отверстия цилиндра; и
после формирования напыленного покрытия удаляют по меньшей мере часть выступа вместе с напыленным покрытием, сформированным на внутренней поверхности выступа.
2. Способ по п.1, при котором выступ имеет концевой участок, который тоньше, чем базовый участок.
3. Способ по п.1 или 2, при котором концевая поверхность выступа, образованная после удаления по меньшей мере части выступа, наклонена так, что внутренняя поверхность отверстия цилиндра расположена на противоположной стороне картера двигателя в осевом направлении отверстия цилиндра относительно противоположного конца внутренней поверхности отверстия цилиндра.
4. Способ по п.3, при котором наклонную концевую поверхность выступа формируют между основанием отверстия цилиндра и напыленным покрытием.
5. Способ по п.1 или 2, при котором поверхность, обращенная к внутренней стенке картера двигателя, выполнена на выступе на противоположной стороне внутренней поверхности отверстия цилиндра после удаления по меньшей мере части выступа.
6. Способ по п.5, при котором поверхность выступа, обращенная к внутренней стенке, наклонена так, что конец выступа расположен ближе к центру отверстия цилиндра в радиальном направлении отверстия цилиндра.
7. Блок цилиндров двигателя, содержащий:
цилиндр;
выступ, выполненный на кромке отверстия цилиндра со стороны картера двигателя и выступающий в сторону картера двигателя;
напыленное покрытие, сформированное на внутренней поверхности отверстия цилиндра и на внутренней поверхности выступа, являющейся продолжение внутренней поверхности отверстия цилиндра;
причем по меньшей мере часть выступа удалена вместе с напыленным покрытием, сформированным на внутренней поверхности выступа.
8. Блок цилиндров по п.7, в котором выступ имеет концевой участок, который тоньше, чем базовый участок.
9. Блок цилиндров по п.7 или 8, в котором концевая поверхность выступа, образованная после удаления по меньшей мере части выступа, наклонена так, что внутренняя поверхность отверстия цилиндра расположена на противоположной стороне картера двигателя в осевом направлении отверстия цилиндра относительно противоположного конца внутренней поверхности отверстия цилиндра.
10. Блок цилиндров по п.9, в котором наклонная концевая поверхность выступа сформирована между основанием отверстия цилиндра и напыленным покрытием.
11. Блок цилиндров по п.7 или 8, в котором поверхность, обращенная к внутренней стенке картера двигателя, выполнена на выступе на противоположной стороне внутренней поверхности отверстия цилиндра после удаления по меньшей мере части выступа.
12. Блок цилиндров по п.11, в котором поверхность выступа, обращенная к внутренней стенке, наклонена так, что конец выступа расположен ближе к центру отверстия цилиндра в радиальном направлении отверстия цилиндра.
13. Блок цилиндров двигателя с термическим напылением, имеющий напыленное покрытие, сформированное на внутренней поверхности отверстия цилиндра, содержащий:
цилиндр, и
выступ, выполненный на кромке отверстия цилиндра со стороны картера двигателя и выступающий в сторону картера двигателя,
причем после формирования напыленного покрытия на внутренней поверхности выступа по меньшей мере часть выступа удалена вместе с напыленным покрытием, и
причем выступ имеет концевой участок, который тоньше, чем базовый участок.
| JP 2007056793 A, 08.03.2007 | |||
| JP 2007211307 A, 23.08.2007 | |||
| ГИЛЬЗА ЦИЛИНДРА (ВАРИАНТЫ) И ДВИГАТЕЛЬ | 2006 |
|
RU2376488C2 |
| ЭЛЕМЕНТ ЦИЛИНДРА, ТАКОЙ КАК ГИЛЬЗА ЦИЛИНДРА, ПОРШЕНЬ, ЮБКА ПОРШНЯ ИЛИ ПОРШНЕВОЕ КОЛЬЦО В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ ДИЗЕЛЬНОГО ТИПА И ПОРШНЕВОЕ КОЛЬЦО ДЛЯ ТАКОГО ДВИГАТЕЛЯ | 1997 |
|
RU2156370C1 |

