Перекрестная ссылка на родственные заявки
Данная заявка притязает на приоритет японской заявки на патент № 2009-051012, зарегистрированной 4 марта 2009 г. Полное раскрытие японской заявки на патент № 2009-051012 включено в настоящее описание путем ссылки.
Предпосылки к созданию изобретения
Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к блоку цилиндров, содержащему покрытие, сформированное газотермическим напылением, на внутренней стенке отверстия цилиндра, и к газотермическому способу напыления покрытия. Более конкретно, настоящее изобретение относится к блоку цилиндров, содержащему покрытие, сформированное газотермическим напылением на внутренней стенке отверстия цилиндра блока цилиндров, где покрытие, сформированное газотермическим напылением, обладает улучшенными эксплуатационными характеристиками, требующимися для соответствующих секций отверстия цилиндра.
Известный уровень техники
В патенте США № 5592927 раскрыта технология формирования покрытия газотермическим напылением на внутренней стенке отверстия цилиндра блока цилиндров из алюминиевого сплава в виде внутренней облицовки цилиндра. Покрытие, сформированное газотермическим напылением, служит в качестве альтернативы обычной чугунной гильзе цилиндра. Покрытие, формируемое газотермическим напылением, изготавливают путем распыления капель расплавленного металла и нанесения напылением расплавленного металла на внутреннюю стенку отверстия цилиндра.
Краткое описание изобретения
Установлено, что в секции отверстия цилиндра вблизи камеры сгорания требуется очень хорошее сцепление покрытия, сформированного газотермическим напылением, с поверхностью внутренней стенки, так как эта секция отверстия цилиндра подвергается воздействию высоких температур. В то же время в секции отверстия цилиндра, где поршень перемещают в режиме скольжения, требуется, чтобы покрытие, сформированное газотермическим напылением, обладало очень хорошими характеристиками скольжения относительно поршня. Таким образом, требуется, чтобы покрытие, сформированное газотермическим напылением, было прочно прикреплено к поверхности внутренней стенки отверстия цилиндра вблизи камеры сгорания и чтобы покрытие, сформированное газотермическим напылением, обладало малым сопротивлением трения относительно поршня в секции отверстия цилиндра, где поршень перемещают в режиме скольжения.
Однако посредством технологии формирования покрытия газотермическим напылением, представленной в упомянутом выше патентном документе, формируют покрытие, обладающее одинаковыми характеристиками по всей внутренней поверхности отверстия цилиндра (т.е. твердость, прочность сцепления, пористость и другие характеристики покрытия являются одинаковыми). Следовательно, покрытие не может удовлетворять обоим требованиям, описанным выше.
Одной целью настоящего изобретения является создание блока цилиндров, содержащего покрытие, сформированное газотермическим напылением, удовлетворяющее требованиям к эксплуатационным характеристикам соответствующих секций отверстия цилиндра. Другой целью настоящего изобретения является создание газотермического способа напыления покрытия.
С учетом состояния известной технологии, одним аспектом настоящего изобретения является создание блока цилиндров, в основном содержащего отверстие цилиндра и металлическое покрытие, сформированное газотермическим напылением, на внутренней стенке отверстия цилиндра. Внутренняя стенка содержит первую секцию стенки и вторую секцию стенки. Первая и вторая секции стенки расположены в различных местах в осевом направлении вдоль внутренней стенки отверстия цилиндра. Металлическое покрытие, формируемое газотермическим напылением, наносят на внутреннюю стенку отверстия цилиндра посредством напыления капель расплавленного металла. Металлическое покрытие, формируемое газотермическим напылением, содержит первую часть покрытия, формируемого газотермическим напылением, обладающего первой концентрацией оксида железа, и вторую часть покрытия, формируемого газотермическим напылением, обладающего второй концентрацией оксида железа. Первую часть покрытия, формируемого газотермическим напылением, наносят на первую секцию внутренней стенки отверстия цилиндра. Вторую часть покрытия, формируемого газотермическим напылением, наносят на вторую секцию внутренней стенки отверстия цилиндра. Вторая концентрация оксида железа отличается от первой концентрации оксида железа.
Краткое описание чертежей
На прилагаемых чертежах, составляющих часть данного первоначального раскрытия изобретения, изображено:
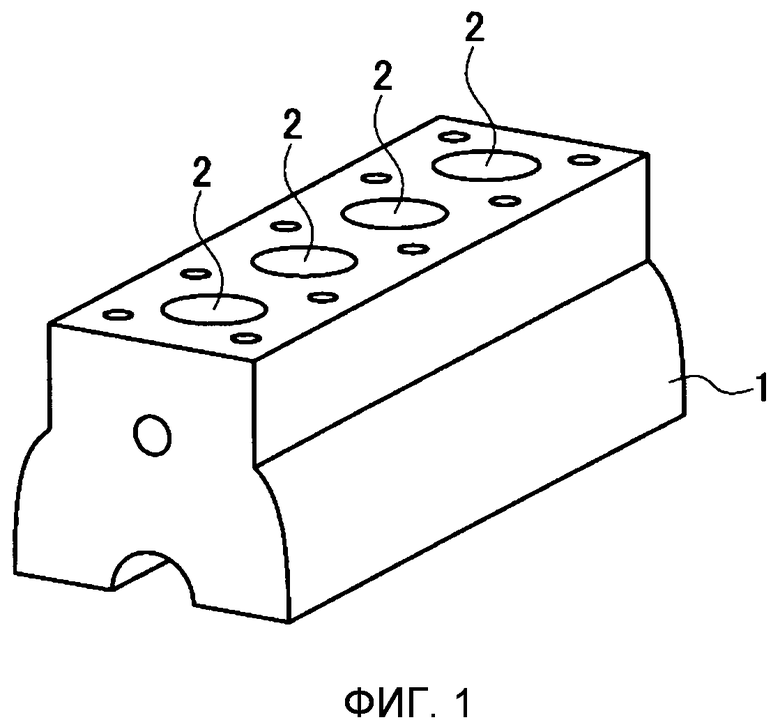
на фиг.1 - вид в перспективе блока цилиндров, в котором сформировано покрытие газотермическим напылением согласно одному варианту осуществления изобретения;
на фиг.2 - упрощенный вид поперечного сечения внутренней стенки отверстия цилиндра блока цилиндров, показанного на фиг.1, в увеличенном масштабе, где проиллюстрированы важные признаки покрытия, сформированного газотермическим напылением;
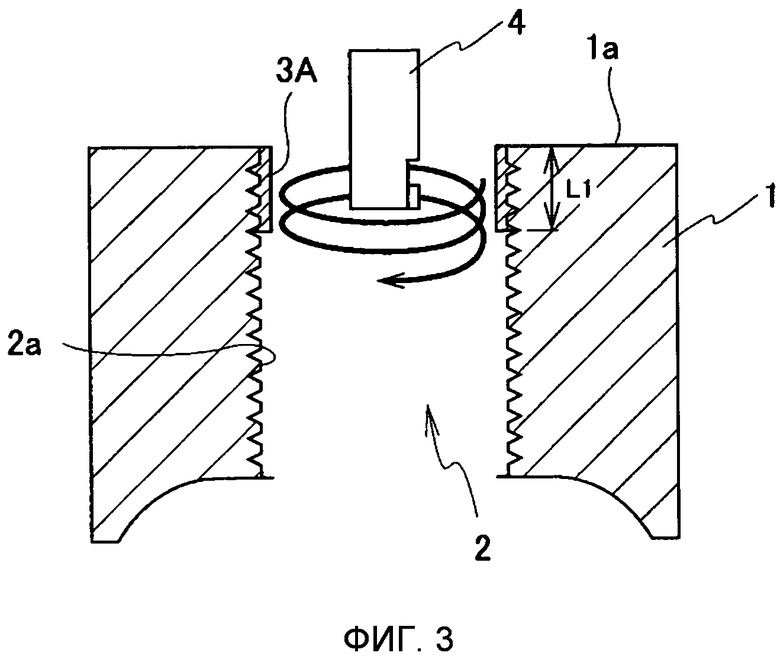
на фиг.3 - упрощенный вид поперечного сечения одного из отверстий цилиндров блока цилиндров, показанного на фиг.1, в увеличенном масштабе, где проиллюстрирована первая часть процесса формирования покрытия газотермическим напылением на первой секции стенки отверстия цилиндра вблизи камеры сгорания;
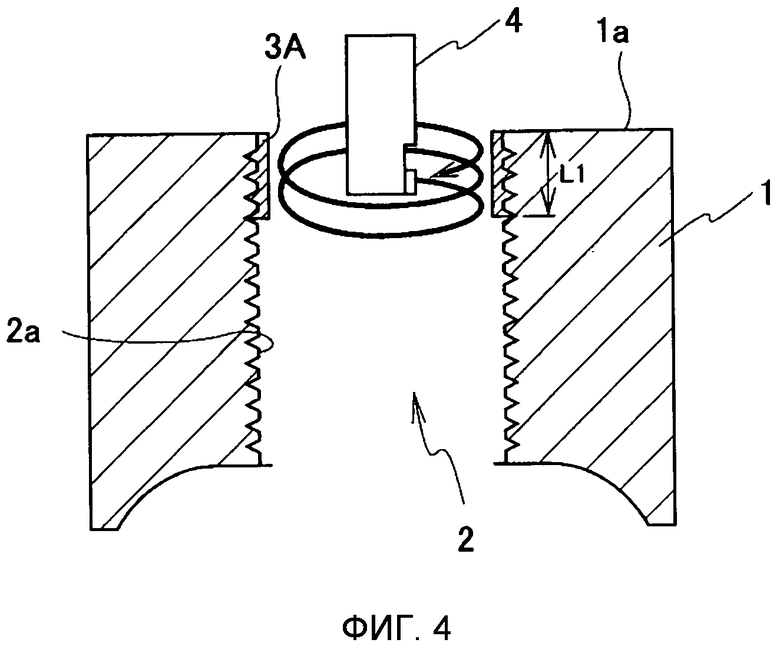
на фиг.4 - упрощенный вид поперечного сечения отверстия цилиндра, показанного на фиг.3, в увеличенном масштабе, где проиллюстрирована вторая часть процесса формирования покрытия газотермическим напылением на первой секции стенки отверстия цилиндра вблизи камеры сгорания;
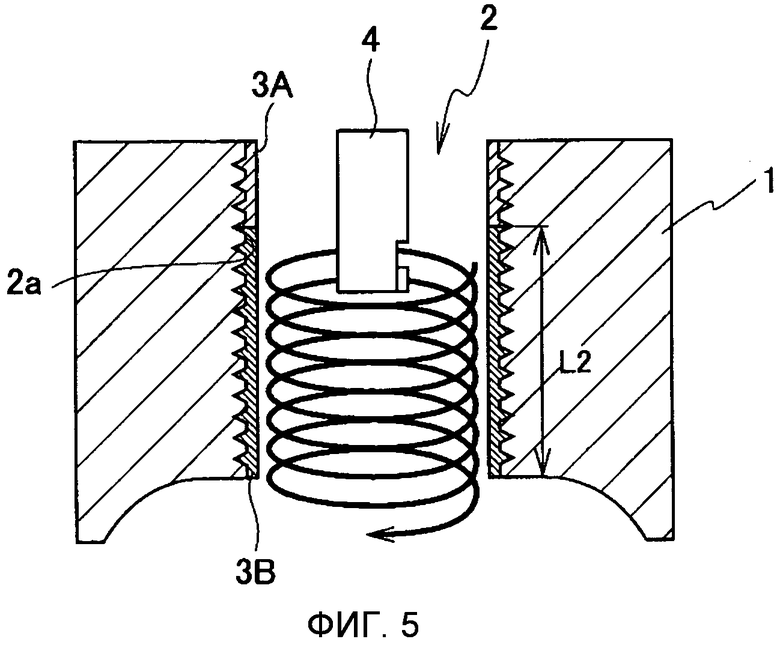
на фиг.5 - упрощенный вид поперечного сечения отверстия цилиндра, показанного на фиг.4, в увеличенном масштабе, где проиллюстрирована первая часть процесса формирования покрытия газотермическим напылением на второй секции стенки отверстия цилиндра, в секции отверстия цилиндра, где поршень перемещают в режиме скольжения;
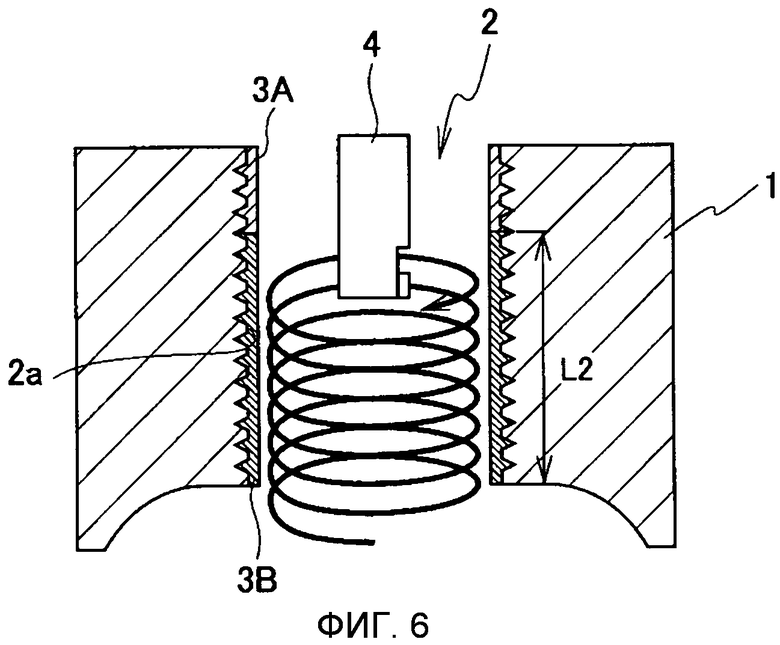
на фиг.6 - упрощенный вид поперечного сечения отверстия цилиндра, показанного на фиг.5, в увеличенном масштабе, где проиллюстрирована вторая часть процесса формирования покрытия газотермическим напылением на второй секции стенки отверстия цилиндра, в секции отверстия цилиндра, где поршень перемещают в режиме скольжения; и
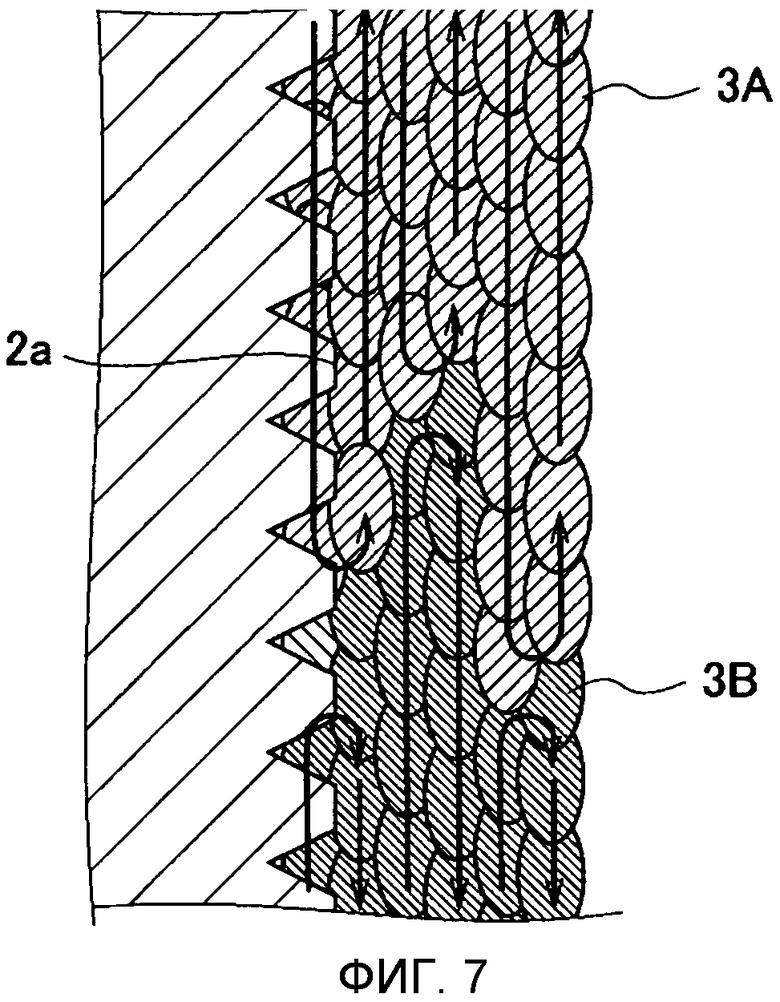
на фиг.7 - упрощенный вид поперечного сечения одного из отверстий цилиндров блока цилиндров, показанного на фиг.1, в увеличенном масштабе, где представлены признаки покрытия, сформированного газотермическим напылением согласно другому варианту осуществления изобретения.
Подробное описание вариантов осуществления изобретения
Избранные варианты осуществления ниже пояснены со ссылками на чертежи. Должно быть очевидным для специалистов в данной области техники из данной заявки, что следующие описания вариантов осуществления представлены только для иллюстрации, а не для ограничения объема изобретения, определенного в прилагаемой формуле изобретения и ее эквивалентах.
На фиг.1 изображен блок 1 цилиндров двигателя, в котором сформированы покрытия газотермическим напылением согласно одному проиллюстрированному варианту осуществления. Как показано на фиг.1, блок 1 цилиндров двигателя содержит множество отверстий 2 цилиндров. Покрытие 3 сформировано газотермическим напылением на внутренней стенке каждого отверстия 2 цилиндра. Блок 1 цилиндров является не обычным чугунным блоком цилиндров, но, вместо этого, является отливкой, в которой использован алюминиевый сплав для уменьшения веса. Цилиндрические отверстия, т.е. отверстия 2 цилиндров, сформированы в блоке цилиндров 1 для размещения в них поршней. В описании блока цилиндров 1 двигателя использованы следующие термины, указывающие направления: «нижний», «верхний», «выше», «вниз», «вертикальный», «горизонтальный», «ниже» и «поперечный», а также любые другие подобные термины, указывающие направления, которые относятся к тем направлениям отверстия 2 цилиндра, у которого центральная ось расположена вертикально. Соответственно эти термины, использованные для описания блока цилиндров 1 двигателя, следует рассматривать относительно центральной оси отверстия 2 цилиндра, расположенной вертикально.
На фиг.2 показано поперечное сечение внутренней стенки отверстия 2 цилиндра блока цилиндров 1, показанного на фиг.1, в увеличенном масштабе, где проиллюстрированы признаки покрытия 3, сформированного газотермическим напылением. Покрытие 3, сформированное газотермическим напылением, образовано посредством напыления капель расплавленного металла. Как показано на фиг.2, каждое покрытие 3, сформированное газотермическим напылением, содержит первую часть 3A покрытия, сформированного газотермическим напылением, и вторую часть 3B покрытия, сформированного газотермическим напылением. Первая часть 3A покрытия, сформированного газотермическим напылением, сформирована на первой секции стенки отверстия 2 цилиндра, расположенной вблизи камеры сгорания, выполненной в крышке цилиндра (не показана) (т.е. вблизи верхнего входного проема отверстия 2 цилиндра). Первая часть 3A покрытия, сформированного газотермическим напылением, сформирована с использованием первой концентрации оксида железа. Вторая часть 3B покрытия, сформированного газотермическим напылением, сформирована на второй секции стенки внутреннего отверстия 2 цилиндра, где поршень перемещают возвратно-поступательно вверх и вниз в режиме скольжения. Вторая часть 3B покрытия, сформированного газотермическим напылением, сформирована с использованием второй концентрации оксида железа. Концентрация оксида железа, содержащащегося в первой части 3A покрытия, сформированного газотермическим напылением, отличается от концентрации оксида железа, содержащегося во второй части 3B покрытия, сформированного газотермическим напылением. Другими словами, первая концентрация оксида железа первой части 3A покрытия, сформированного газотермическим напылением, отличается от второй концентрации оксида железа второй части 3B покрытия, сформированного газотермическим напылением. Таким образом, покрытие 3, сформированное газотермическим напылением, обладает различной концентрацией оксида железа, по меньшей мере, в двух различных секциях стенки отверстия 2 цилиндра.
Вторая секция стенки внутреннего отверстия 2 цилиндра является секцией, где поршень перемещают возвратно-поступательно вверх и вниз в режиме скольжения. Вторая секция стенки ниже называется «секцией скольжения». Секция скольжения определена как секция, охватывающая все отверстие 2 цилиндра, за исключением секции, включающей верхнюю мертвую точку (секции, расположенной вблизи верхнего входного проема отверстия 2 цилиндра, т.е. вблизи камеры сгорания), где скорость поршня замедляется. Хотя скорость поршня также замедляется в нижней мертвой точке, секция, включающая нижнюю мертвую точку, не исключена из секции скольжения.
Поверхности внутренней стенки 2a отверстия 2 цилиндра придана мелкая шероховатость таким образом, чтобы расплавленные капли, составляющие покрытие 3, формируемое газотермическим напылением, входили в углубления шероховатой поверхности, чтобы таким образом увеличивалась прочность сцепления термического покрытия 3, формируемого газотермическим напылением, с внутренней стенкой 2a отверстия 2 цилиндра. Первую часть 3A покрытия, формируемого газотермическим напылением, формируют на первой секции стенки, проходящей вниз на предварительно заданное расстояние L1 от верхнего проема отверстия 2 цилиндра (секции, расположенной вблизи камеры сгорания). Таким образом, первую часть 3A покрытия, формируемого газотермическим напылением, формируют от входного проема отверстия 2 цилиндра, расположенного около верхней поверхности 1a блока цилиндров, до положения внутри отверстия 2 цилиндра, расположенного на расстоянии L1 (например, 40 мм) от верхней поверхности 1a. Это предварительно заданное расстояние L1 также называют «длиной L1 первой области формирования покрытия, формируемого газотермическим напылением». Вторую часть 3B покрытия, формируемого газотермическим напылением, формируют вдоль предварительно заданного расстояния L2 от нижнего края первой части 3A покрытия, формируемого газотермическим напылением. Таким образом, например, вторую часть 3B покрытия, формируемого газотермическим напылением, формируют вдоль расстояния L2 вниз от края, расположенного на расстоянии 40 мм от входного проема отверстия 2 цилиндра. Это предварительно заданное расстояние L1 также называют «длиной L2 второй области формирования покрытия, формируемого газотермическим напылением».
Первая секция стенки (т.е. секция, где формируют первую часть 3A покрытия, формируемого газотермическим напылением) подвергается воздействию высоких температур, так как она расположена близко к камере сгорания. Следовательно, требуется, чтобы первая часть 3A покрытия, формируемого газотермическим напылением, обладала высокой прочностью сцепления с внутренней стенкой 2a в сравнении со второй частью 3B покрытия, формируемого газотермическим напылением, секции скольжения. Для увеличения прочности сцепления первую часть 3A покрытия, формируемого газотермическим напылением, изготавливают таким образом, чтобы концентрация оксида железа, содержащегося в покрытии, была относительно низкой в сравнении со второй частью 3B покрытия, формируемого газотермическим напылением, секции скольжения. Благодаря снижению концентрации оксида железа, содержащегося в покрытии, формируемом газотермическим напылением, увеличивают прочность сцепления между покрытием и внутренней стенкой 2a, таким образом обеспечивая улучшение противоударных характеристик двигателя во время сгорания.
Секция скольжения, где сформирована часть 3B покрытия, сформированного газотермическим напылением, подвергается воздействию поршня, перемещаемого возвратно-поступательно с более высокими скоростями, чем вблизи камеры сгорания. Следовательно, требуется, чтобы вторая часть 3B покрытия, сформированного газотермическим напылением, обладала более высокими характеристиками скольжения, чтобы поршень мог скользить плавно. Для достижения более высоких характеристик скольжения относительно поршня, вторую часть 3B покрытия, формируемого газотермическим напылением, изготавливают таким образом, чтобы концентрация оксида железа, содержащегося в покрытии, была сравнительно более высокой в сравнении с первой частью 3A покрытия, формируемого газотермическим напылением, первой секции стенки. Увеличение концентрации оксида железа в покрытии, формируемом газотермическим напылением, обеспечивает возможность проявления свойства самосмазывания оксида железа для улучшения характеристик скольжения покрытия.
В блоке цилиндров 1, описанном выше, покрытие 3, формируемое газотермическим напылением, формируют на внутренней стенке 2a отверстия 2 цилиндра таким образом, чтобы концентрация оксида железа, содержащегося в покрытии, отличалась в зависимости от секции внутренней стенки 2a отверстия 2 цилиндра. В результате этого каждая секция стенки может быть обеспечена определенными характеристиками (т.е. прочностью сцепления между слоями и характеристиками скольжения) в соответствии с концентрацией оксида железа.
В блоке цилиндров 1, описанном выше, концентрация оксида железа, содержащегося во второй части 3B покрытия, сформированного газотермическим напылением, которая сформирована на секции скольжения отверстия 2 цилиндра, где поршень перемещают в режиме скольжения, больше, чем концентрация оксида железа, содержащегося в первой части 3A покрытия, сформированного газотермическим напылением, которая сформирована на первой секции стенки отверстия 2 цилиндра вблизи камеры сгорания. Таким образом, характеристики скольжения покрытия 3, формируемого газотермическим напылением, относительно поршня могут быть улучшены благодаря свойству самосмазывания оксида железа.
В блоке цилиндров 1 согласно этому варианту осуществления могут быть обеспечены противоударные свойства двигателя в первой секции стенки отверстия 2 цилиндра вблизи камеры сгорания, и износостойкость относительно поршня может быть увеличена в секции скольжения отверстия 2 цилиндра. Таким образом, в блоке цилиндров 1 согласно первому варианту осуществления каждая секция отверстия 2 цилиндра может быть изготовлена таким образом, чтобы она удовлетворяла различным требованиям к рабочим характеристикам.
Газотермический способ напыления покрытия, используемый для нанесения покрытия 3, формируемого газотермическим напылением, на внутренней стенке 2a отверстия 2 цилиндра блока цилиндров 1 ниже пояснен со ссылками на фиг.3-6. На фиг.3 и 4 представлен процесс нанесения покрытия, формируемого газотермическим напылением, на первую секцию стенки отверстия 2 цилиндра вблизи камеры сгорания, а на фиг.5 и 6 представлен процесс нанесения покрытия, формируемого газотермическим напылением, на вторую стенку или на секцию скольжения отверстия 2 цилиндра, где поршень перемещают в режиме скольжения.
До нанесения покрытия 3, формируемого газотермическим напылением, на поверхности 2a внутренних стенок отверстий цилиндров 2, наружные поверхности блока цилиндров 1 обрабатывают с целью удаления заусенцев и других дефектов поверхностей, оставшихся после отливки. Затем внутренние стенки 2a отверстий цилиндров 2 обрабатывают, выполняя процесс предварительной обработки поверхности отверстия цилиндра для придания поверхности мелкой шероховатости. Процесс предварительной обработки поверхности отверстия цилиндра служит для формирования мелких углублений и выступов на поверхностях внутренних стенок 2a отверстий 2 цилиндров 2, чтобы таким образом повысить прочность сцепления покрытия 3, наносимого газотермическим напылением, на внутренние стенки 2a.
Внутреннюю стенку 2a каждого отверстия 2 цилиндра делят на верхнюю секцию стенки и нижнюю секцию стенки. Капли расплавленного металла наносят напылением на соответствующие секции для напыления покрытия 3 газотермическим напылением. Более конкретно, как упомянуто ранее, внутреннюю стенку 2a каждого отверстия 2 цилиндра делят на две секции стенки: первую секцию стенки, расположенную вблизи камеры сгорания, и вторую секцию стенки (секцию скольжения), где поршень перемещают в режиме скольжения. Количество оксида железа, содержащегося в части покрытия 3, наносимого газотермическим напылением, формируемого на секции отверстия 2 цилиндра вблизи камеры сгорания, отличается от количества оксида железа, содержащегося в части покрытия 3, наносимого газотермическим напылением, формируемого на секции скольжения отверстия 2 цилиндра. Количество оксида железа, содержащегося в каждой части покрытия 3, наносимого газотермическим напылением, варьируют посредством изменения длины хода при подаче форсунки 4, используемой для распыления расплавленных капель. Более конкретно, длину хода при подаче форсунки, используемой для напыления покрытия первой секции стенки вблизи камеры сгорания, делают отличной от длины хода при подаче форсунки, используемой для напыления покрытия секции скольжения, чтобы вторая концентрация оксида железа в покрытии секции скольжения была больше концентрации оксида железа в первой секции стенки вблизи камеры сгорания.
Сначала наносят покрытие на первую секцию стенки отверстия 2 цилиндра вблизи камеры сгорания. Более конкретно, как показано на фиг.3, форсунку 4 пистолета аппарата для газотермического напыления вводят внутрь отверстия 2 цилиндра, и капли расплавленного металла распыляют из наконечника форсунки 4, в то же время вращая форсунку 4 вокруг оси в направлении, указанном стрелкой, и опуская вниз в отверстие 2 цилиндра от входного проема отверстия 2 цилиндра. Расплавленным металлом является, например, материал на основе железа.
Как показано на фиг.3, капли расплавленного металла напыляют на первую секцию внутренней стенки 2a вблизи камеры сгорания при одновременном вращении и опускании вниз форсунки 4 в отверстие 2 цилиндра от входного проема отверстия 2 цилиндра. Как показано на фиг.4, при достижении форсункой 4 нижнего конечного положения первой секции стенки вблизи камеры сгорания, направление подачи форсунки 4 меняют на противоположное, и капли расплавленного металла напыляют на внутреннюю стенку 2a при одновременном вращении и подъеме вверх форсунки 4 к входному проему отверстия 2 цилиндра.
В этом варианте осуществления, если длина области L1 первого покрытия, формируемого газотермическим напылением, составляет 40 мм, то длину хода, на которую форсунку 4 опускают и поднимают, устанавливают в диапазоне от 20 мм до 25 мм. Первую часть 3A покрытия, формируемого газотермическим напылением, наносят на всю площадь первой области напыления покрытия, наносимого газотермическим напылением, посредством опускания и подъема форсунки 4, за четыре прохода вверх и вниз. В результате этого первую часть 3A покрытия, формируемого газотермическим напылением, равномерно наносят на первую секцию стенки отверстия 2 цилиндра вблизи камеры сгорания.
Далее, как показано на фиг.5 и 6, производят напыление на вторую секцию (секцию скольжения) стенки отверстия 2 цилиндра, где поршень перемещают в режиме скольжения. Более конкретно, вторую часть 3B покрытия, формируемого газотермическим напылением, наносят посредством напыления капель расплавленного металла на вторую секцию (секцию скольжения) стенки отверстия 2 цилиндра, проходящую от нижнего конечного положения первой части 3A покрытия до нижнего конца отверстия 2 цилиндра. Как показано на фиг.5, капли расплавленного металла напыляют на секцию скольжения внутренней стенки 2a при одновременном вращении и опускании вниз форсунки 4 к нижнему конечному положению отверстия 2 цилиндра от нижнего конечного положения первой части 3A покрытия, сформированного газотермическим напылением. Как показано на фиг.6, при достижении форсункой 4 нижнего конечного положения отверстия 2 цилиндра направление подачи форсунки 4 меняют на противоположное и капли расплавленного металла напыляют на секцию скольжения внутренней стенки 2a при одновременном вращении и подъеме вверх форсунки 4 к входному проему отверстия 2 цилиндра.
Длина хода, на которую форсунку 4 перемещают при напылении на секцию скольжения отверстия 2 цилиндра (т.е. при формировании второй части 3B покрытия, формируемого газотермическим напылением) больше длины хода, на которую форсунку 4 перемещают при напылении на секцию вблизи камеры сгорания (т.е. при формировании первой части 3A покрытия, сформированного газотермическим напылением). Длина хода, используемая при формировании второй части 3B покрытия, формируемого газотермическим напылением, например, приблизительно в шесть раз больше длины хода, использованной при формировании первой части 3A покрытия, сформированного газотермическим напылением, т.е. 120 мм. При длине хода форсунки 4, установленной на величине 120 мм, вторую часть 3B покрытия, формируемого газотермическим напылением, наносят на всю площадь второй области напыления покрытия, формируемого газотермическим напылением, наносимого посредством опускания и подъема форсунки 4, за четыре прохода вверх и вниз. В результате этого второе покрытие 3A, формируемое газотермическим напылением, равномерно наносят на секцию скольжения отверстия 2 цилиндра. Скорости вращения и возвратно-поступательного движения форсунки 4 одинаковы при формировании первой и второй частей 3A и 3B покрытия, формируемого газотермическим напылением.
В этом варианте осуществления внутреннюю стенку 2a отверстия 2 цилиндра делят на верхнюю и нижнюю секции стенки и капли расплавленного металла наносят напылением на каждую из секций стенки. Так как концентрация оксида железа, содержащегося в покрытиях, формируемых газотермическим напылением, на каждой из секций стенки (т.е. на первой части покрытия, формируемого газотермическим напылением, и второй части покрытия, формируемого газотермическим напылением) является различной, покрытие, сформированное на каждой из секций стенки, может быть обеспечено оптимальной концентрацией оксида железа. Более конкретно, первая часть 3A покрытия, формируемого газотермическим напылением, сформированная на секции отверстия 2 цилиндра вблизи камеры сгорания, может быть изготовлена таким образом, чтобы она обладала меньшей концентрацией оксида железа для достижения большей прочности сцепления между слоями, а вторая часть 3B покрытия, формируемого газотермическим напылением, сформированная на секции скольжения отверстия 2 цилиндра, может быть изготовлена таким образом, чтобы она обладала большей концентрацией оксида железа для обеспечения лучших характеристик скольжения.
Если длину хода при подаче, на которую форсунку 4 перемещают внутри отверстия 2 цилиндра, изменяют (она является различной), то время от момента, когда определенная капля расплавленного металла попала на внутреннюю стенку 2a, до момента, когда эту каплю накроет другая капля расплавленного металла, является различным. Следовательно, время, в течение которого каждая капля может окисляться до момента, когда эту каплю накроет другая капля расплавленного металла, является различным. Более конкретно, чем больше длина хода форсунки 4, тем больше имеется времени для окисления каждой капли расплавленного металла. Таким образом, концентрация оксида железа, содержащегося в первой части 3A покрытия, формируемого газотермическим напылением, меньше, так как длина хода форсунки 4 меньше, а концентрация оксида железа, содержащегося во второй части 3B покрытия, формируемого газотермическим напылением, больше, так как длина хода форсунки 4 больше. В результате этого первая часть 3A покрытия, формируемого газотермическим напылением (сформированная на первой секции стенки отверстия 2 цилиндра вблизи камеры сгорания), обладает большей прочностью сцепления между слоями, а вторая часть 3B покрытия, формируемого газотермическим напылением (сформированная на секции скольжения отверстия 2 цилиндра), обладает более высокими характеристиками скольжения относительно поршня благодаря свойству самосмазывания оксида железа. Кроме того, так как могут быть приданы необходимые рабочие характеристики части покрытия 3, наносимого газотермическим напылением, сформированного на каждой секции отверстия 2 цилиндра посредством простого изменения длины хода форсунки 4, то покрытие 3, формируемое газотермическим напылением, может быть сформировано без необходимости инвестирования средств в дорогостоящее оборудование или дорогостоящую модификацию оборудования. В результате этого оптимальную концентрацию оксида железа можно обеспечить при формировании покрытия в каждой из секций стенки без необходимости инвестирования средств в дорогостоящее оборудование или дорогостоящую модификацию оборудования.
Согласно одному варианту осуществления концентрацию оксида железа, содержащегося в каждой части покрытия 3, наносимого газотермическим напылением, формируемого на каждой секции внутренней стенки 2a отверстия 2 цилиндра, регулируют посредством изменения длины хода при подаче форсунки 4. И наоборот, согласно другому варианту осуществления концентрацию оксида железа, содержащегося в каждой части покрытия 3, наносимого газотермическим напылением, регулируют посредством изменения состава газа, вдуваемого при распылении капель расплавленного металла из форсунки 4.
Например, при формировании первой части 3A покрытия, формируемого газотермическим напылением, на первой секции стенки отверстия 2 цилиндра вблизи камеры сгорания используют азот (газ) в качестве содействующего газа, для чего азотом (газом) обдувают капли расплавленного металла при распылении капель. В то же время, при формировании второй части 3B покрытия, формируемого газотермическим напылением, на второй секции стенки (секции скольжения) отверстия 2 цилиндра, где поршень перемещают в режиме скольжения, используют воздух в качестве содействующего газа, для чего воздухом обдувают капли расплавленного металла при распылении капель.
При использовании азота (газа) в качестве содействующего газа более сложно осуществляется процесс окисления капель расплавленного металла. Следовательно, концентрация оксида железа, содержащегося в первой части 3A покрытия, формируемого газотермическим напылением, меньше. И наоборот, при использовании воздуха в качестве содействующего газа процесс окисления капель расплавленного металла осуществляется легче и, следовательно, концентрация оксида железа, содержащегося во второй части 3B покрытия, формируемого газотермическим напылением, больше.
Способ, используемый во втором варианте осуществления, приемлемо применять либо отдельно, либо в сочетании со способом, используемым в первом варианте осуществления (в котором различные части покрытия, наносимого газотермическим напылением, формируют, используя различные длины ходов форсунки 4). Другими словами, приемлемо формировать различные части покрытия, наносимого газотермическим напылением, используя различные длины хода при подаче форсунки 4 и различные содействующие газы.
Согласно второму варианту осуществления концентрацию оксида железа, содержащегося в части покрытия, наносимого газотермическим напылением, формируемого на каждой секции отверстия 2 цилиндра, можно регулировать посредством изменения состава газа, вдуваемого при распылении капель расплавленного металла из форсунки 4.
Во втором варианте осуществления азот (газ) вдувают при нанесении капель расплавленного металла на секцию отверстия 2 цилиндра, расположенную вблизи камеры сгорания, для формирования первой части 3A покрытия, формируемого газотермическим напылением, а воздух вдувают при нанесении капель расплавленного металла на секцию отверстия 2 цилиндра, где поршень перемещают в режиме скольжения (секцию скольжения) для формирования второй части 3B покрытия, формируемого газотермическим напылением. Таким образом, концентрация оксида железа, содержащегося в первой части 3A покрытия, формируемого газотермическим напылением, является сравнительно низкой, а концентрация оксида железа, содержащегося во второй части 3B покрытия, формируемого газотермическим напылением, является сравнительно высокой. В результате этого первая часть 3A покрытия, формируемого газотермическим напылением, обладает большей прочностью сцепления с внутренней стенкой 2a секции отверстия 2 цилиндра, расположенной вблизи камеры сгорания, и могут быть улучшены противоударные свойства двигателя во время сгорания. В то же время, второй части 3B покрытия, формируемого газотермическим напылением, придают улучшенные характеристики скольжения секции скольжения отверстия 2 цилиндра благодаря свойству самосмазывания оксида железа.
В результате этого оптимальную концентрацию оксида железа можно обеспечить при формировании покрытия в каждой из секций стенки без необходимости инвестирования средств в дорогостоящее оборудование или дорогостоящую модификацию оборудования.
На фиг.7 изображено в увеличенном масштабе поперечное сечение, на котором проиллюстрированы признаки покрытия, наносимого газотермическим напылением, согласно другому варианту осуществления. В этом варианте осуществления внутреннюю стенку 2a отверстия 2 цилиндра делят на верхнюю и нижнюю (первую и вторую) секции стенки, как и в предыдущих вариантах осуществления, показанных на фиг.1-6, и первую и вторую части 3A и 3B покрытия, формируемого газотермическим напылением, формируют таким образом, чтобы они частично перекрывали друг друга в пограничной части, где сходятся два покрытия. Процесс напыления покрытия аналогичен любому из двух вышеупомянутых процессов, за исключением того, что изменяют длину хода при формировании первой и второй частей 3A и 3B покрытия, формируемого газотермическим напылением, таким образом, чтобы они частично перекрывали друг друга.
Более конкретно, как указано стрелками на фиг.5, положения, где изменяют направление движения форсунки 4 (возвращают по тому же маршруту), в то же время продолжая расплавлять капли расплавленного металла в области нижней конечной части первой части 3A покрытия, наносимого газотермическим напылением, слегка смещают друг относительно друга. Например, положение, где изменяют направление движения форсунки 4 у нижнего конца первой части 3A покрытия, наносимого газотермическим напылением, во время второго прохода вверх и вниз, смещают в направлении к входному проему отверстия 2 цилиндра относительно положения, где изменяют направление движения форсунки 4 во время первого прохода вверх и вниз. Аналогичным образом положение, где изменяют направление движения форсунки 4 у нижнего конца третьего прохода вверх и вниз, смещают в направлении к нижнему концу отверстия 2 цилиндра относительно положения, где изменяют направление движения форсунки 4 во время второго прохода вверх и вниз.
Далее, при формировании второй части 3B покрытия, формируемого газотермическим напылением, положения, где изменяют направление движения форсунки 4 (возвращают по тому же маршруту), в то же время продолжая расплавлять капли расплавленного металла, не остаются постоянными, но, вместо этого, их слегка смещают в направлении к входному проему отверстия 2 цилиндра во время некоторых проходов. Таким образом, вторую часть 3B покрытия, формируемого газотермическим напылением, изготавливают таким образом, чтобы оно заходило в первую часть 3A покрытия, формируемого газотермическим напылением, чтобы два покрытия, формируемые газотермическим напылением, перекрывали друг друга.
Так как первая часть 3A покрытия, формируемого газотермическим напылением, и вторая часть 3B покрытия, формируемого газотермическим напылением, взаимно перекрываются друг другом в части, где они соединяются вместе, прочность сцепления покрытия с внутренней стенкой 2a отверстия 2 цилиндра дополнительно повышается.
Хотя только избранные варианты осуществления были выбраны для иллюстрации настоящего изобретения, специалистам в данной области техники должно быть понятно по этому описанию, что различные изменения и модификации могут быть выполнены без отступления от объема изобретения, определенного в прилагаемой формуле изобретения. Например, форма, расположение или ориентация различных компонентов могут быть изменены, если это требуется и/или желательно. Структуры и функции одного варианта осуществления могут быть приспособлены к другому варианту осуществления. Каждый признак, отличающийся от прототипа, один или в сочетании с другими признаками, также должен быть рассмотрен Заявителем как отдельное описание дополнительных изобретений, включая структурные и/или функциональные концепции, воплощенные посредством такого признака (признаков). Таким образом, предыдущие описания вариантов осуществления согласно настоящему изобретению приведены только для иллюстрации, а не для ограничения изобретения, определенного в прилагаемой формуле изобретения и в ее эквивалентах.
Изобретение относится к блоку цилиндров двигателя. В блоке цилиндров (1) выполнено отверстие (2) цилиндра, образованное внутренней стенкой, содержащей первую секцию стенки (2а), расположенную вблизи камеры сгорания, и вторую секцию стенки, предназначенную для возвратно-поступательного перемещения поршня в режиме скольжения. При этом блок содержит металлическое покрытие (3), сформированное газотермическим напылением, нанесенное на внутреннюю стенку в отверстии цилиндра посредством напыления капель расплавленного металла. Покрытие (3), сформированное газотермическим напылением, содержит первую часть (3А) покрытия, обладающего первой концентрацией оксида железа, нанесенного на первую секцию внутренней стенки отверстия цилиндра, и вторую часть (3В) покрытия, обладающего второй концентрацией оксида железа, нанесенного на вторую секцию внутренней стенки отверстия цилиндра. Причем вторая концентрация оксида железа больше первой концентрации. Формируемое покрытие обладает улучшенными эксплуатационными характеристиками, требующимися для соответствующих различных секций по длине отверстия цилиндра. 2 н. и 6 з.п. ф-лы, 7 ил.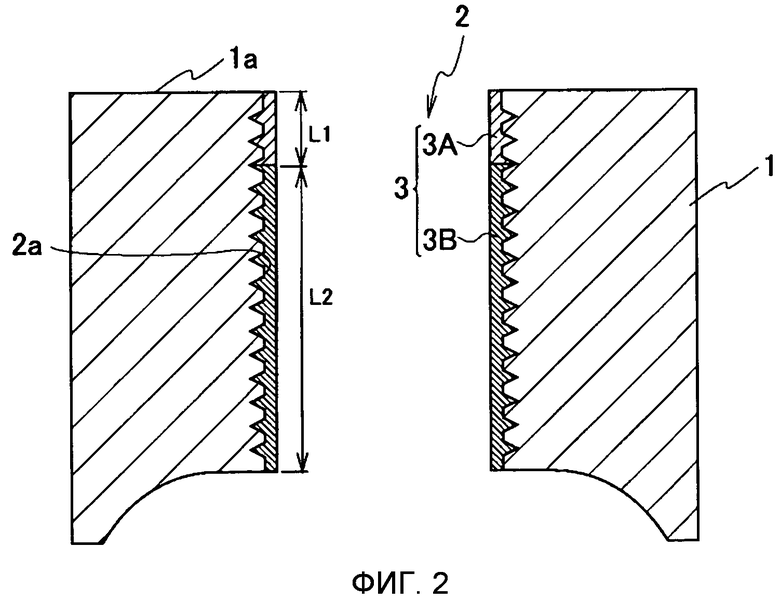
1. Блок цилиндров, в котором выполнено отверстие цилиндра, образованное внутренней стенкой, содержащей первую секцию стенки, расположенную вблизи камеры сгорания, и вторую секцию стенки, предназначенную для возвратно-поступательного перемещения поршня в режиме скольжения, при этом первая и вторая секции стенки расположены в различных положениях в осевом направлении вдоль внутренней стенки отверстия цилиндра, и содержащий металлическое покрытие, сформированное газотермическим напылением, нанесенное на внутреннюю стенку в отверстии цилиндра посредством напыления капель расплавленного металла, при этом металлическое покрытие, сформированное газотермическим напылением, содержит:
первую часть покрытия, сформированного газотермическим напылением, обладающего первой концентрацией оксида железа, нанесенного на первую секцию внутренней стенки в отверстии цилиндра; и
вторую часть покрытия, сформированного газотермическим напылением, обладающего второй концентрацией оксида железа, нанесенного на вторую секцию внутренней стенки в отверстии цилиндра, при этом вторая концентрация оксида железа больше первой концентрации оксида железа.
2. Блок цилиндров по п.1, в котором
первая секция стенки, содержащая первую часть покрытия, сформированного газотермическим напылением, расположенную на верхней секции внутренней стенки отверстия цилиндра, расположена выше предварительно заданной высоты вдоль отверстия цилиндра;
вторая секция стенки, содержащая вторую часть покрытия, сформированного газотермическим напылением, расположенную на нижней секции внутренней стенки в отверстии цилиндра, расположена ниже предварительно заданной высоты вдоль отверстия цилиндра.
3. Блок цилиндров по п.1, в котором
первая и вторая части покрытия, сформированного газотермическим напылением, перекрывают друг друга в пограничной части, где сходятся первая и вторая части покрытия, сформированного газотермическим напылением.
4. Газотермический способ напыления покрытия, включающий формирование первой части покрытия, формируемого газотермическим напылением, обладающего первой концентрацией оксида железа, на верхней секции внутренней стенки в отверстии цилиндра в блоке цилиндров посредством газотермического напыления капель расплавленного металла на первую секцию внутренней стенки в отверстии цилиндра в блоке цилиндров, расположенную вблизи камеры сгорания, и формирование второй части покрытия, формируемого газотермическим напылением, обладающего второй концентрацией оксида железа, на второй секции внутренней стенки в отверстии цилиндра в блоке цилиндров посредством газотермического напыления капель расплавленного металла на вторую секцию внутренней стенки в отверстии цилиндра в блоке цилиндров, предназначенную для возвратно-поступательного перемещения поршня в режиме скольжения, при этом вторая концентрация оксида железа больше первой концентрации оксида железа.
5. Способ по п.4, в котором формирование первой и второй частей покрытия, формируемого газотермическим напылением, осуществляют посредством перемещения форсунки, используемой для распыления капель расплавленного металла внутри отверстия цилиндра, с варьируемым ходом при подаче для обеспечения первой и второй концентраций оксида железа в первой и второй частях покрытия, формируемого газотермическим напылением, отличающихся друг от друга.
6. Способ по п.4 или 5, согласно которому во время формирования первой и второй частей покрытия, формируемого газотермическим напылением, состав газа, который вдувают при распылении капель расплавленного металла, изменяют для обеспечения первой и второй концентраций оксида железа в первой и второй частях покрытия, формируемого газотермическим напылением, отличающихся друг от друга.
7. Способ по п.6, согласно которому во время формирования первой части покрытия, формируемого газотермическим напылением, вдувают газ-азот во время напыления капель расплавленного металла на верхнюю секцию стенки в отверстии цилиндра, расположенную вблизи камеры сгорания, и во время формирования второй части покрытия, формируемого газотермическим напылением, вдувают воздух во время напыления капель расплавленного металла на нижнюю секцию стенки в отверстии цилиндра, предназначенную для возвратно-поступательно перемещения поршня в режиме скольжения.
8. Способ по любому из пп.4, 5 или 7, согласно которому формирование первой и второй частей покрытия, формируемого газотермическим напылением, осуществляют таким образом, чтобы первая и вторая части покрытия, формируемого газотермическим напылением, перекрывали друг друга в пограничной части, где сходятся первая и вторая части покрытия, формируемого газотермическим напылением.
| JP 2007302941 A, 22.11.2007 | |||
| ТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ НА ДЕТАЛИ МАШИНЫ | 2002 |
|
RU2281983C2 |
| JP 2000212717 A, 02.08.2000 | |||
| JP 61087859 A, 06.05.1986. | |||

