Область техники, к которой относится изобретение
Изобретение, в общем, относится к формующим устройствам для производства изделий и, в частности, к ротационным формующим устройствам для производства изделий, например, изделий с начинкой и без начинки в форме «подушечек».
Уровень техники
Изделия, например сухой корм Kibble или печенье в форме «подушечек», в настоящее время производят с помощью отдельного обжимного устройства, которое обычно расположено в двух-трех метрах от выхода экструдера. Жгуты экструдата затем транспортируют к этому обжимному устройству, и подушечки формуются и уплотняются за счет использования обжимного устройства со «звездочкой». Этот тип обжимного устройства имеет склонность к загрязнению, имеет ограниченную производительность и является дорогостоящим, т.е. требует больших капиталовложений. Производительность экструдера также ограничивается другим традиционным обжимным оборудованием.
Двухкомпонентные многотекстурированные пищевые изделия также можно производить с помощью стандартного обжимного оборудования. Двухкомпонентные многотекстурированные пищевые изделия могут быть получены за счет соэкструдирования цилиндрической наружной оболочки из одного материала и внутренней начинки или сердцевины из другого материала. Если вязкости оболочки и материала сердцевины являются достаточно высокими, экструдированные жгуты можно резать ротационными режущими ножами на небольшие куски или «таблетки». И наоборот, если материал сердцевины имеет низкую вязкость, он может вытекать из оболочки после ее резки. Таким образом, вместо простой резки жгута на небольшие куски кожух должен быть обжат на концах для закрывания и удержания текучей сердцевины. Производство обжатых «таблеток», таких как «таблетки» с порошковой или гранулированной начинкой также является способом защиты чувствительных ингредиентов в сердцевине или предотвращения воздействия нежелательных запахов.
Существующая технология производства «таблеток» с начинкой, в которых сердцевинный слой полностью закрыт, требует отдельного участка для обжимного оборудования для обжима после экструзии и расширения производственной линии. Кроме того, способ вытягивания и обжатия соэкструдированных жгутов сопряжен с проблемами, как например, подержание непрерывной подачи жгута в устройство обжатия и предотвращение запутывания. Соответственно, эти проблемы снижают производительность при изготовлении уплотненных и или обжатых «таблеток» с начинкой. Таким образом, существует необходимость в новых устройствах и способах формования изделий типа «подушечек» с начинкой или без начинки.
Раскрытие изобретения
Изобретение предлагает ротационные формующие устройства и способы использования ротационных формующих устройств. В общем варианте выполнения изобретение предлагает формующее устройство, содержащее плиту матрицы, образующую выпускное отверстие, обойму, прикрепленную к плите матрицы, и формующее колесо, прикрепленное с возможностью вращения к плите матрицы.
В варианте выполнения плита матрицы крепится к экструзионному устройству, например, к экструдеру.
В варианте выполнения обойма окружает выпускное отверстие плиты матрицы, и формующее колесо спроектировано и предназначено для вращения внутри обоймы при движении по гипоциклоиде.
В варианте выполнения периферийная наружная поверхность формующего колеса поддерживает контакт с внутренней поверхностью обоймы в конкретных точках во время каждого оборота формующего колеса.
В варианте выполнения вращение формующего колеса воздействует на материал, выходящий из выпускного отверстия плиты матрицы, у внутренней поверхности обоймы.
В варианте выполнения плита матрицы образует множество выпускных отверстий.
В варианте выполнения точка периферийной наружной поверхности формующего колеса движется через ту же самую соответствующую точку на плите матрицы во время непрерывного вращения формующего колеса.
В варианте выполнения плита матрицы дополнительно содержит концентрический сплошной сердечник внутри выпускного отверстия. Сплошной сердечник имеет ширину или диаметр меньше ширины или диаметра выпускного отверстия.
В варианте выполнения плита матрицы дополнительно содержит внутреннее выпускное отверстие внутри выпускного отверстия. Внутреннее выпускное отверстие имеет ширину или диаметр меньше ширины или диаметра выпускного отверстия.
В варианте выполнения формующее колесо образует углубленный формованный профиль на периферийной поверхности формующего колеса.
В другом варианте выполнения изобретение предлагает формующее устройство, содержащее кожух, который содержит плиту матрицы, образующую множество выпускных отверстий. Кожух образует впускное отверстие. Обойма крепится к плите матрицы. Обойма окружает выпускные отверстия плиты матрицы. Формующее колесо прикреплено с возможностью вращения к плите матрицы. Двигатель в сборе крепится к формующему колесу. Двигатель в сборе спроектирован и предназначен для вращения формующего колеса при движении по гипоциклоиде. В варианте выполнения корпус крепится к экструзионному устройству, например, к экструдеру. В варианте выполнения одна или несколько частей двигателя в сборе расположены в корпусе. В варианте выполнения двигатель в сборе содержит, по меньшей мере, один противовес, прикрепленный к валу двигателя в сборе.
В варианте выполнения вращение формующего колеса воздействует на материал, выходящий из выпускных отверстий плиты матрицы, у внутренней поверхности обоймы.
В альтернативном варианте выполнения изобретение предлагает способ формования изделия. Способ содержит плиту матрицы, образующую выпускное отверстие, обойму, прикрепленную к плите матрицы, и формующее колесо, прикрепленное с возможностью вращения к плите матрицы. Способ дополнительно содержит экструдирование материала на первое расстояние через выпускное отверстие плиты матрицы и воздействие на участок материала, выходящего из выпускного отверстия плиты матрицы у внутренней поверхности обоймы за счет вращения формующего колеса.
В варианте выполнения обойма окружает выпускное отверстие плиты матрицы, и формующее колесо вращается при движении по гипоциклоиде.
В варианте выполнения материал выбирается из группы, состоящей из крупяных пищевых продуктов, продуктов на основе протеина, продуктов, употребляемых в пищу человеком, животных продуктов, неупотребляемых в пищу человеком, например, кормов для животных, пластикового полимера или их сочетания.
В еще одном варианте выполнения изобретение предлагает способ формования изделия. Способ содержит плиту матрицы, образующую множество выпускных отверстий, обойму, прикрепленную к плите матрицы и окружающую выпускные отверстия, и формующее колесо, прикрепленное с возможностью вращения к плите матрицы. Способ дополнительно содержит экструзию материала на первое расстояние через выпускные отверстия плиты матрицы и воздействие на первый участок материала, выходящего из выпускных отверстий плиты матрицы, у внутренней поверхности обоймы, за счет вращения формующего колеса при движении по гипоциклоиде.. Материал экструдируется на второе расстояние через выпускные отверстия плиты матрицы, и второй участок материала, выходящий из выпускных отверстий плиты матрицы, подвергается воздействию у внутренней поверхности обоймы за счет вращения формующего колеса при движении по гипоциклоиде.
Преимущество изобретения состоит в возможности предложить усовершенствованное формующее устройство для производства продукта.
Другое преимущество изобретения состоит в возможности предложить усовершенствованный способ формования продукта.
Еще одно преимущество изобретения состоит в возможности предложить способ формования продукта, имеющий повышенную производительность изготовления обжатых продуктов по сравнению с обычной технологией обжатия.
Еще одно преимущество изобретения состоит в возможности предложить формующее устройство, позволяющее уменьшить капиталовложения по сравнению с существующим формующим оборудованием для производства продуктов.
Еще одно преимущество изобретения состоит в возможности предложить усовершенствованное устройство для производства изделий с начинкой.
Еще одно преимущество изобретения состоит в возможности предложить усовершенствованный способ производства изделий с начинкой.
Еще одно преимущество изобретения состоит в возможности предложить усовершенствованное устройство для прессования изделий.
Описанные здесь дополнительные отличительные характеристики и преимущества станут понятными из приведенного ниже подробного описания и чертежей.
Краткое описание чертежей
Фиг.1 показывает перспективный вид спереди ротационного формующего устройства в варианте выполнения по изобретению.
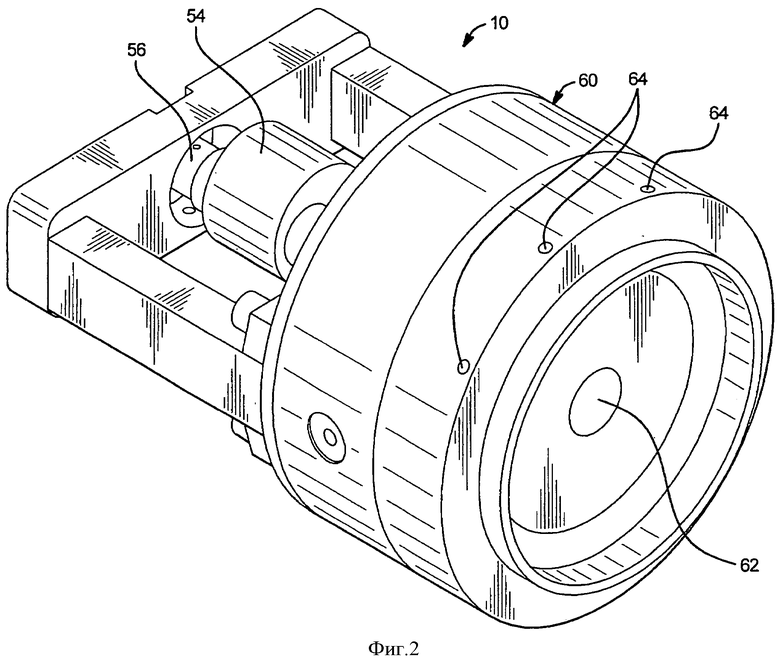
Фиг.2 показывает перспективный вид сзади ротационного формующего устройства в варианте выполнения по изобретению.
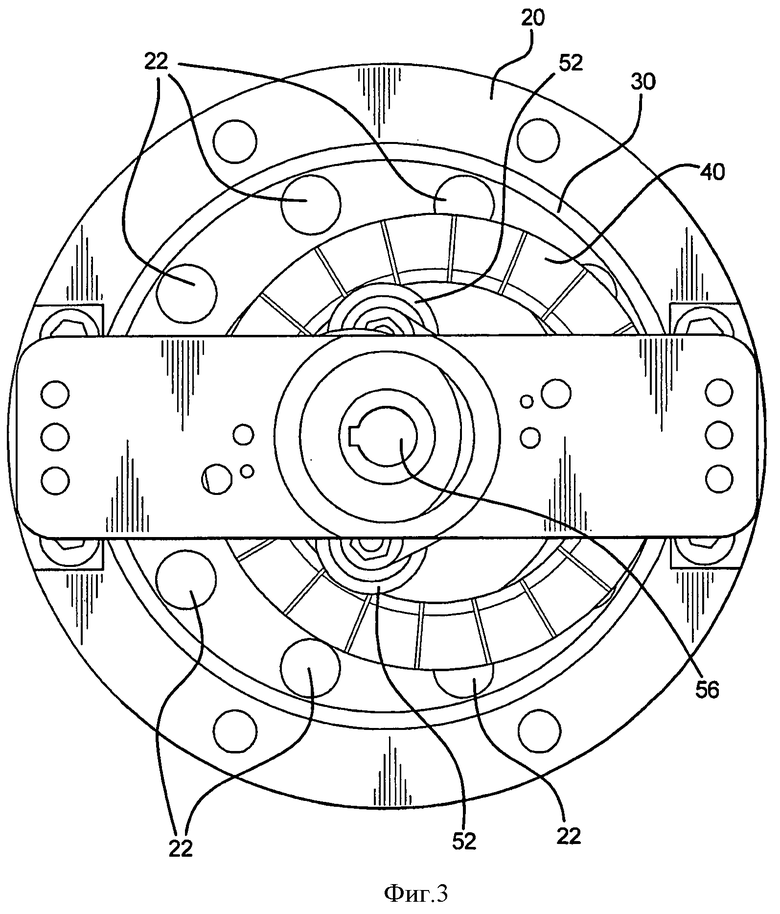
Фиг.3 показывает вид спереди в вертикальной проекции ротационного формующего устройства в варианте выполнения по изобретению.
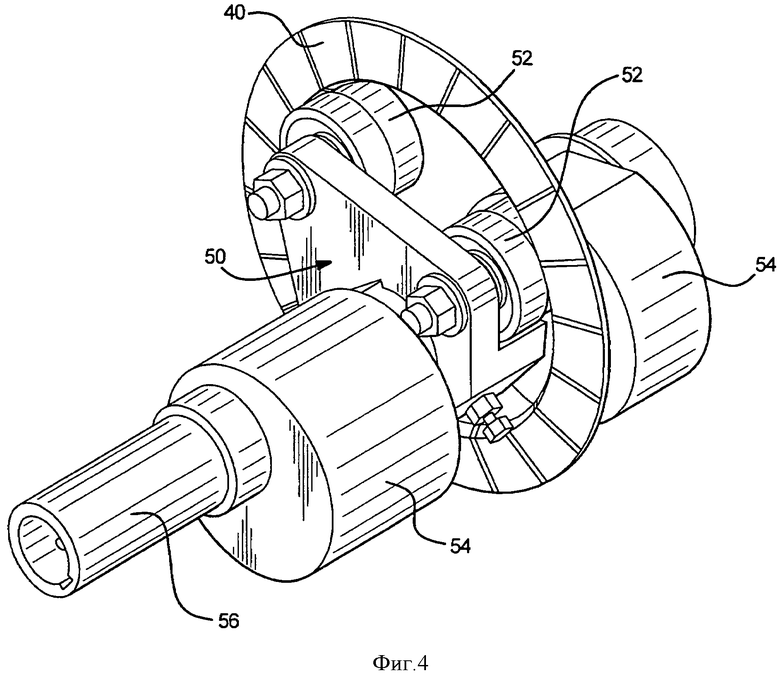
Фиг.4 показывает перспективный вид спереди двигателя в сборе и формующего колеса в варианте выполнения по изобретению.
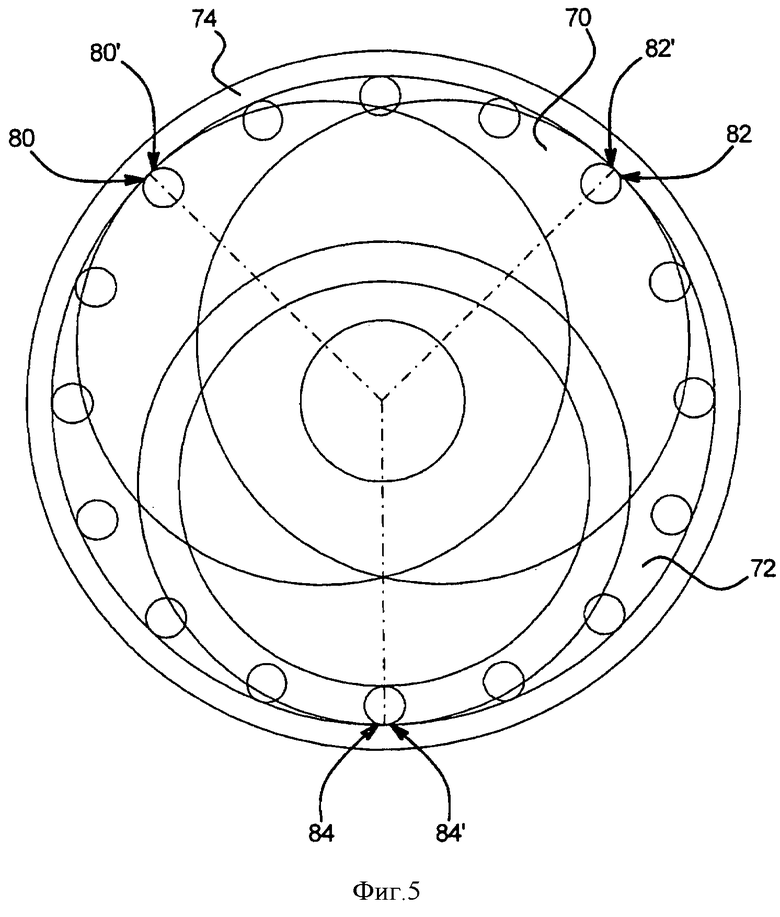
Фиг.5 показывает вид спереди на вращение формующего колеса относительно плиты матрицы в варианте выполнения по изобретению.
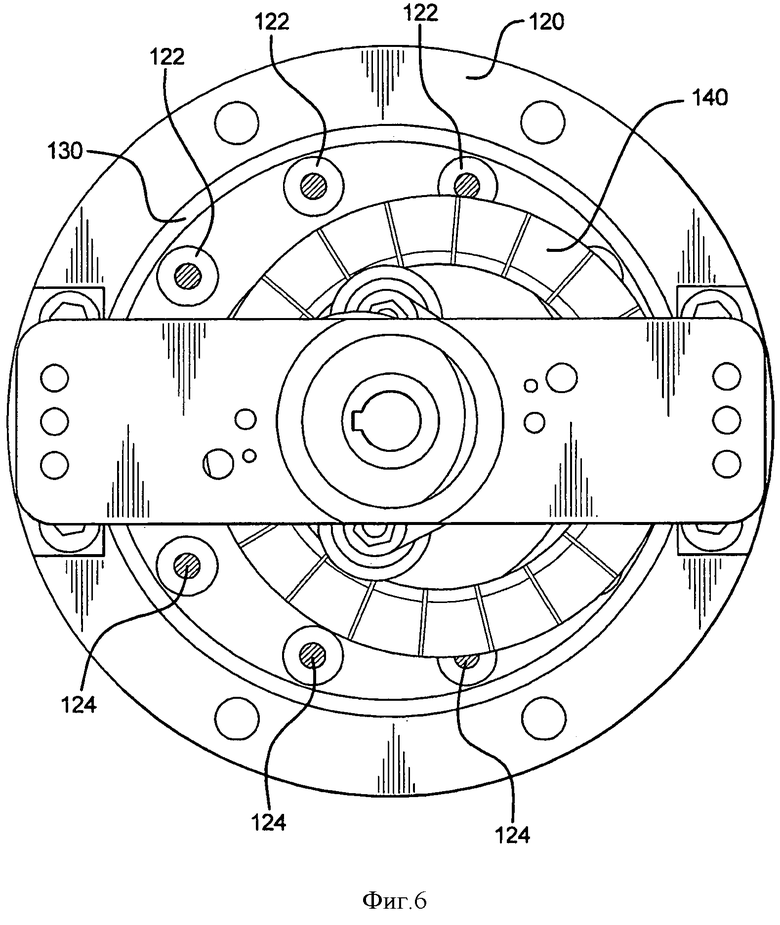
Фиг.6 показывает вид спереди в вертикальной проекции ротационного формующего устройства в другом варианте выполнения по изобретению.
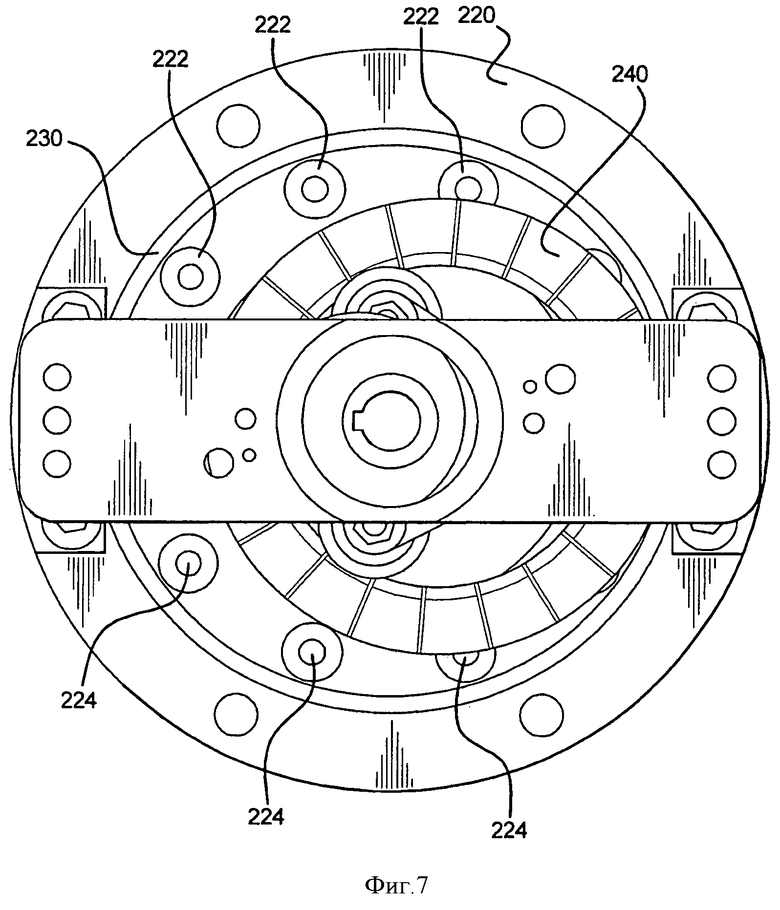
Фиг.7 показывает вид спереди в вертикальной проекции ротационного формующего устройства в альтернативном варианте выполнения по изобретению.
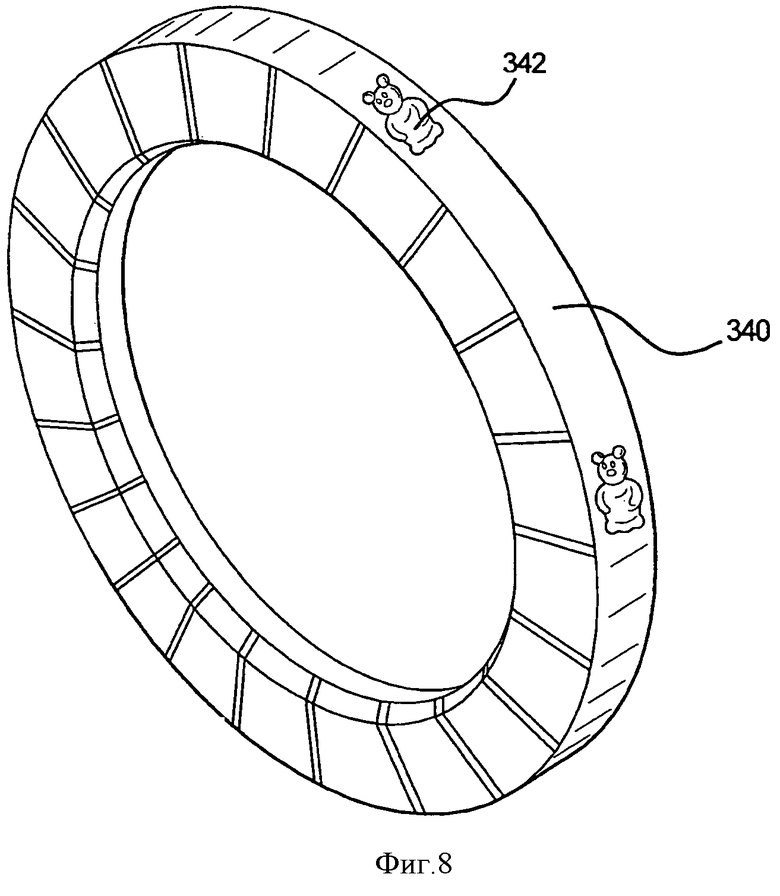
Фиг.8 показывает перспективный вид спереди формующего колеса в альтернативном варианте выполнения по изобретению.
Осуществление изобретения
Изобретение предлагает ротационные формующие устройства и способы использования ротационных формующих устройств. Ротационные формующие устройства могут использоваться для формования термопластических экструдированных материалов и для непрерывного формования экструдированных пищевых продуктов. Ротационные формующие устройства могут использоваться для замены традиционного обжимного оборудования и оборудования для прессования и могут присоединяться к концу экструзионного устройства. Ротационные формующие устройства могут использоваться для обжима, штамповки или прессования продуктов в различных применениях. Кроме того, к ротационным формующим устройствам могут предъявляться такие же требования по размещению, как и к традиционному ножевому приводу, в результате чего устраняется необходимость в наружном формующем оборудовании и механических транспортерах. Как результат, формующие устройства имеют определенные преимущества, состоящие в поддержании производительности экструдера на должном уровне и в том, что формующие устройства являются более экономичными по сравнению с традиционным обжимным оборудованием (например, 10% от стоимости).
В общем варианте выполнения, показанном на фиг.1-4, изобретение предусматривает формующее устройство 10, содержащее плиту 20 матрицы, которая образует одно или несколько выпускных отверстий 22. Предполагается, что плита 20 матрицы может образовывать любое количество выпускных отверстий 22. Выпускные отверстия 22 могут иметь любую пригодную форму (например, круг, квадрат или многоугольник) и могут иметь любую конфигурацию на плите 20 матрицы.
Кроме того, формующее устройство 10 содержит обойму 30, прикрепленную к лицевой поверхности плиты 20 матрицы. Например, обойма 30 может иметь форму полого цилиндра, который окружает выпускные отверстия 22 плиты 20 матрицы. Плита 20 матрицы может иметь любой пригодный диаметр, ширину и толщину.
Как показано на фиг.1 и 3, формующее колесо 40 может быть прикреплено с возможностью вращения к плите 20 матрицы. Формующее колесо 40 может быть спроектировано и предназначено для вращения внутри обоймы 30 и по ее внутренней поверхности при движении по гипоциклоиде. Во время эксплуатации ротационного формующего устройства 10 вращение формующего колеса 40 воздействует на материал, выходящий из выпускных отверстий 22 плиты 20 матрицы между наружной периферийной поверхностью формующего колеса 40 и внутренней поверхностью обоймы 30. В результате экструдированный материал может быть отрезан или значительно уменьшен в размере, причем место резки или уменьшения размера зависит от частоты вращения формующего колеса 40 и обоймы 30.
Как показано на фиг.1 и 4, двигатель 50 в сборе может быть прикреплен к формующему колесу 40, например, с помощью одного или нескольких подшипников 52, которые вращаются во внутренней окружности формующего колеса 40. Двигатель 50 в сборе может быть спроектирован и предназначен для вращения формующего колеса 40, при движении по гипоциклоиде. В варианте выполнения двигатель 50 в сборе содержит один или несколько противовесов 54, прикрепленных к валу 56 двигателя 50 в сборе. Противовесы 54 могут обеспечивать состояние устойчивого равновесия, когда двигатель 50 в сборе вращает формующее колесо 40 внутри обоймы 30 у лицевой поверхности плиты 20 матрицы или рядом с этой лицевой поверхностью.
В варианте выполнения формующее устройство 10 дополнительно содержит кожух 60, прикрепленный к плите 20 матрицы. Кожух 60 может образовывать впускное отверстие 62. Весь двигатель 50 в сборе или его участки могут быть расположены в кожухе 60. В другом варианте выполнения кожух 60 может быть прикреплен к соответствующему экструдеру, который экструдирует материал во впускное отверстие 62 кожуха 60. В альтернативном варианте выполнения плита 20 матрицы может быть непосредственно прикреплена к экструзионному устройству, например, к экструдеру.
В еще одном варианте выполнения кожух 60 может образовывать одно или несколько впускных отверстий для использования при изготовлении изделия с начинкой. Например, для изготовления изделия с начинкой наружный материал может входить во впускное отверстие 62 кожуха 60, и один или несколько материалов, которые должны использоваться в качестве начинки, могут входить во впускные отверстия 64, которые могут выходить в центр концентричного внутреннего выпускного отверстия или сопла, как более подробно описано ниже.
Ротационное формующее устройство может быть прикреплено к экструдеру любым приемлемым способом, известным специалистам в этой области техники. Например, ротационное формующее устройство может быть прикреплено непосредственно к концу экструдера и может изготавливать формованные изделия при нормальной скорости экструдера (например, без необходимости уменьшения производительности экструдера). Другими словами, в случае крепления кожуха или плиты матрицы ротационного формующего устройства к экструдеру ротационное формующее устройство не ограничивает производительность экструдера, при этом можно свести к минимуму или исключить загрязнение. Кроме того, площадь, требуемая для ротационного формующего устройства по сравнению с традиционным обжимным оборудованием, может быть значительно уменьшена.
Для производства формованных продуктов с применением ротационного формующего устройства может быть использован любой материал или состав, имеющий термопластические свойства и способный к экструзии. Этим материалом могут быть, например, крупяные пищевые продукты, продукты на основе протеина, продукты, употребляемые в пищу человеком, животные продукты, неупотребляемые в пищу человеком, например, корма для животных, пластиковые полимеры или их сочетание.
Экструдируемый материал может входить в одно или несколько впускных отверстий кожуха и выходить через одно или несколько соответствующих выпускных отверстий в плите матрицы. Экструдируемый материал, выходящий из плиты матрицы, может иметь форму жгута, имеющего отдельный состав или соэкструдированные составы. Жгут также может быть полым. Соответственно, в альтернативных вариантах выполнения формующее устройство может быть использовано для производства обжатых продуктов, продуктов с начинкой и полых продуктов, в зависимости от характеристик экструдата.
Как описано выше, функционирование формующего колеса связано с движением по гипоциклоиде. В геометрии гипоциклоида представляет собой плоскую кривую, образуемую траекторией фиксированной точки малой окружности, которая катится внутри большой окружности. Гипоциклоида сравнима с циклоидой, но фиксированная точка катится не по прямой, а внутри окружности (например, внутри обоймы).
За счет использования принципа гипоциклоиды в вариантах выполнения изобретения формующее колесо может быть предназначено для передвижения по обойме большого диаметра, которая окружает выпускные отверстия плиты матрицы. Выпускные отверстия плиты матрицы могут быть расположены по окружности и могут находиться в непосредственной близости от внутренней поверхности обоймы. Действие формующего колеса совместно с обоймой обеспечивают обжатие или прессование, уплотнение и последующее разделение на небольшие куски жгута материала, выходящего из выпускных отверстий плиты матрицы между формующим колесом и обоймой, без растягивания или разрывания.
В варианте выполнения фиг.5 показывает траекторию движения формующего колеса 70 по лицевой стороне плиты 72 матрицы и его приближение к обойме 74, когда оно поворачивается и перемещается. Для ясности на фиг.5 показаны три точки на обойме 74 (80, 82 и 84), где к ней приближается траектория формующего колеса 70. Согласно теории гипоциклоиды, упомянутой выше, одна конкретная точка (80' на фиг.5) на формующем колесе 70 каждый раз будет приближаться к конкретной точке 80 на обойме независимо от скорости, с которой движется формующее колесо - 70. То же самое относится к точкам 82 и 82', 84 и 84' и всем другим соответствующим точкам на формующем колесе 70 и обойме 74 на фиг.5. Соответственно, формующее устройство в вариантах выполнения изобретения имеет преимущество, состоящее в том, что точки на формующем колесе 70 и обойме 74, которые сближаются друг с другом во время вращения формующего колеса 70 всегда являются одними и теми же благодаря принципу гипоциклоиды.
Для производства формованного или обжатого изделия, используя ротационное формующее устройство по варианту выполнения изобретения первый участок экструдата, например, экструдированный жгут или другое вещество (например, производимое из крупяных пищевых продуктов, продуктов на основе протеина, продуктов, употребляемых в пищу человеком, животных продуктов, неупотребляемых в пищу человеком, например, кормов для животных, пластикового полимера и т.д.), выходящий из выходных отверстий плиты матрицы, сдавливается или сжимается (например, обжимается) между вращающимся формующим колесом и неподвижной обоймой во время первого оборота формующего колеса. После сдавливания этот первый участок жгута может быть сразу же отделен от остального жгута или достаточно уменьшен в размере, оставаясь частью большого жгута. Расстояние между краями обоймы и формующим колесом позволяет определить, отделяется ли незамедлительно сжатый участок жгута от остающегося жгута, или он достаточно уменьшен в размере, что делает легким его последующее отделение.
Экструдированный жгут, имеющий отрезанный или обжатый первый конец, может быть дополнительно экструдирован на заданное расстояние. Это заданное расстояние может быть желательной длиной формованного изделия. Второй участок экструдированного жгута, выходящий из выпускных отверстий плиты матрицы, сдавливается или сжимается между вращающимся формующим колесом и неподвижной обоймой во время второго или последующего оборота формующего колеса. После сдавливания этот второй участок жгута может быть сразу же отделен от остального жгута, позволяя получить формованный продукт, имеющий обжатые края с обеих сторон.
Как вариант, второй участок жгута может быть достаточно уменьшен в размере, оставаясь частью большого жгута в зависимости от желаемых характеристик формованного продукта. Другими словами, не требуется выполнять обжатие краев жгута для незамедлительного отделения изделия при вращении формующего колеса. Формованные или обжатые изделия могут быть позже отделены на суженных участках при выполнении отдельной операции. Этот процесс позволяет получать формованное или обжатое изделие из экструдированного жгута с помощью ротационного формующего устройства.
Отношение диаметра формующего колеса к диаметру обоймы делает позиционирование при формовании полностью воспроизводимым. Формующее колесо движется эллиптически по неподвижной обойме и может обжимать или отрезать жгуты экструдата, когда они выходят из выпускных отверстий плиты матрицы, в зависимости от расстояния между формующим колесом и обоймой, когда они во время вращения находятся на ближайшем расстоянии друг от друга. Количество выпускных отверстий в плите матрицы ротационным обжимным устройством не ограничивается. Благодаря эллиптическому движению формующего колеса приводной механизм и двигатель в сборе могут быть предназначены для устранения или уравновешивания сил, возникающих во время работы ротационного формующего устройства.
Зазор между периферийной наружной поверхностью формующего колеса и внутренней поверхностью обоймы может быть любым пригодным расстоянием. В варианте выполнения периферийная наружная поверхность формующего колеса поддерживает контакт с внутренней поверхностью обоймы во время вращения формующего колеса. Как вариант, периферийная наружная поверхность формующего колеса может быть расположена на заданном расстоянии от внутренней поверхности обоймы во время вращения формующего колеса. Например, зазор может составлять примерно 1-9/1000 дюйма. Эта регулировка может быть выполнена в положении, когда формующее колесо выровнено с обоймой в верхней мертвой точке или в каком-либо другом месте обоймы.
В другом варианте выполнения, показанном на фиг.6, плита матрицы дополнительно содержит сплошной сердечник внутри выпускного отверстия, при этом сплошной сердечник имеет ширину меньшую ширины выпускного отверстия. Сплошной сердечник может содержать любую пригодную форму (например, окружность, квадрат или многоугольник) и может быть концентричным относительно выпускного отверстия. Концентричный сплошной сердечник позволяет получать на выходе из выпускных отверстий плиты матрицы полый жгут и, тем самым, полое изделие.
В альтернативном варианте выполнения, показанном на фиг.7, плита матрицы дополнительно содержит внутреннее выпускное отверстие или сопло внутри выпускного отверстия, при этом внутреннее выпускное отверстие имеет ширину, меньшую ширины выпускного отверстия. Внутреннее выпускное отверстие или сопло может содержать любую пригодную форму (например, окружность, квадрат или многоугольник) и может быть концентричным относительно выпускного отверстия. Материал, используемый для начинки, может быть экструдирован через внутреннее выпускное отверстие вместе со жгутом, выходящим из выпускных отверстий плиты матрицы для получения изделия с начинкой по способу, сходному с ранее описанными процессами.
В другом варианте выполнения, показанном на фиг.8, формующее колесо 340 может образовывать прессованный профиль 342. За счет регулирования толщины формующего колеса 340 жгут, выходящий из выпускных отверстий плиты матрицы экструдера, может непрерывно формоваться в желаемый профиль, поскольку формующее колесо прижимает экструдированный жгут к обойме, оставляя прессованный профиль на стороне жгута, контактирующей с формующим колесом. Если требуется формование только одной стороны жгута, обойма может иметь плоскую внутреннюю поверхность.
В другом варианте выполнения внутренняя поверхность обоймы может образовывать соответствующий прессованный профиль, совмещенный с формой формующего колеса. В результате экструдированный жгут, выходящий из выпускных отверстий плиты матрицы, может непрерывно прессоваться с обеих сторон (т.е. с помощью формы обоймы и формы формующего колеса). Форма обоймы и форма формующего колеса могут быть одинаковыми, схожими или полностью отличаться друг от друга в зависимости от требуемого профиля прессованного продукта.
В альтернативном варианте выполнения изобретение предлагает способ формования изделия. Изделие может быть, например, обжатым или прессованным крупяным пищевым продуктом, продуктом на основе протеина, продуктом, употребляемым в пищу человеком, животным продуктом, неупотребляемым в пищу человеком, например, кормом для животных или пластиковым полимером. Способ содержит плиту матрицы, образующую выпускное отверстие, обойму, прикрепленную к плите матрицы, и формующее колесо, прикрепленное с возможностью вращения к плите матрицы. Способ дополнительно содержит экструзию материала на первое расстояние через выпускное отверстие плиты матрицы и воздействие на участок материала, выходящего из выпускного отверстия плиты Матрицы у внутренней поверхности обоймы, за счет вращения формующего колеса. Материал может быть экструдирован на второе расстояние через выпускное отверстие плиты матрицы, и второй участок материала, выходящий из выпускного отверстия плиты матрицы, подвергается воздействию у внутренней поверхности обоймы за счет вращения формующего колеса при движении по гипоциклоиде.
В еще одном варианте изобретение предлагает способ формования обжатых или прессованных крупяных пищевых продуктов, продуктов на основе протеина, продуктов, употребляемых в пищу человеком, животных продуктов, неупотребляемых в пищу человеком, например, кормов для животных или пластикового полимера. Способ содержит плиту матрицы, образующую множество выпускных отверстий, обойму, прикрепленную к плите матрицы и окружающую выпускные отверстия, и формующее колесо, прикрепленное с возможностью вращения к плите матрицы. Способ дополнительно содержит экструдирование материала на первое расстояние через выпускные отверстия плиты матрицы и воздействие на первый участок материала, выходящего из выпускных отверстий плиты матрицы у внутренней поверхности обоймы, за счет вращения формующего колеса при движении по гипоциклоиде. Материал экструдируется на второе расстояние через выпускные отверстия плиты матрицы, и второй участок материала, выходящий из выпускных отверстий плиты матрицы, подвергается воздействию у внутренней поверхности обоймы за счет вращения формующего колеса при движении по гипоциклоиде. Обжатые и формованные изделия могут быть собраны под формующим устройством, например на лотке или на конвейерной ленте.
По другому аспекту изобретение предлагает экструзионное устройство, содержащее экструдер, прикрепленный к устройству, содержащему плиту матрицы, образующую выпускное отверстие, обойму, прикрепленную к плите матрицы, и формующее колесо, прикрепленное с возможностью вращения к плите матрицы. Экструзионное устройство используется для производства изделий, например изделий с начинкой или без начинки в форме «подушечек», с помощью описанных здесь способов. Экструзионное устройство может быть экструдером, известным специалистам в этой области техники, например, одношнековым или двухшнековым экструдером, используемым для пластиковых и пищевых составов. Такие экструдеры можно приобрести у различных изготовителей, например, у Wenger Manufacturing Inc.
Следует понимать, что различные изменения и модификации в отношении описанных здесь предпочтительных в настоящее время вариантов изобретения будут понятны специалистам в этой области техники. Такие изменения и модификации могут быть выполнены без отклонения от сущности и объема настоящего объекта изобретения и без уменьшения его предполагаемых преимуществ. Таким образом, предполагается, что на такие изменения и модификации будет распространяться действие приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ПРОДУКТА | 2007 |
|
RU2452191C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ С НАЧИНКОЙ (ВАРИАНТЫ) И ЖГУТ | 2009 |
|
RU2530931C2 |
| ЛЕДЕНЕЦ С НАЧИНКОЙ ИЗ ЖВАЧКИ С ОБОЛОЧКОЙ ИЗ ТВЕРДОЙ КАРАМЕЛИ | 2001 |
|
RU2283592C2 |
| ТРЕХКОМПОНЕНТНОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭКСТРУЗИЕЙ | 2002 |
|
RU2280370C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА, ЭКСТРУДЕР И СПОСОБ ФОРМИРОВАНИЯ ЭКСТРУДИРОВАННЫХ ИЛИ КОЭКСТРУДИРОВАННЫХ КУСОЧКОВ ПИЩЕВОГО ПРОДУКТА, ЭКСТРУДИРОВАННЫЕ ИЛИ КОЭКСТРУДИРОВАННЫЕ КУСОЧКИ ПИЩЕВОГО ПРОДУКТА, СФОРМИРОВАННЫЕ ПОСРЕДСТВОМ УКАЗАННОГО СПОСОБА | 2017 |
|
RU2753243C2 |
| СОЭКСТРУДИРОВАННЫЙ ПРОДУКТ | 2007 |
|
RU2449632C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2012 |
|
RU2606527C2 |
| СПОСОБ И МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПЛАСТИНЫ ПЛАВЛЕНОГО СЫРА С НАЧИНКОЙ И ПЛАСТИНА ТАКОГО СЫРА | 2010 |
|
RU2546876C2 |
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2524182C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2000 |
|
RU2269282C2 |
Группа изобретений относится к формующим устройствам для производства изделий с начинкой и без начинки в форме «подушечек». По варианту выполнения изобретение предлагает ротационное формующее устройство, содержащее кожух, который содержит плиту матрицы, образующую множество выпускных отверстий. Кожух образует впускное отверстие. Обойма крепится к плите матрицы. Обойма окружает выпускные отверстия плиты матрицы. Формующее колесо крепится с возможностью вращения к плите матрицы. Двигатель в сборе крепится к формующему колесу. Двигатель в сборе спроектирован и предназначен для вращения формующего колеса при движении по гипоциклоиде. Использование группы изобретений позволит повысить качество производимых готовых продуктов. 5 н. и 18 з.п. ф-лы, 8 ил.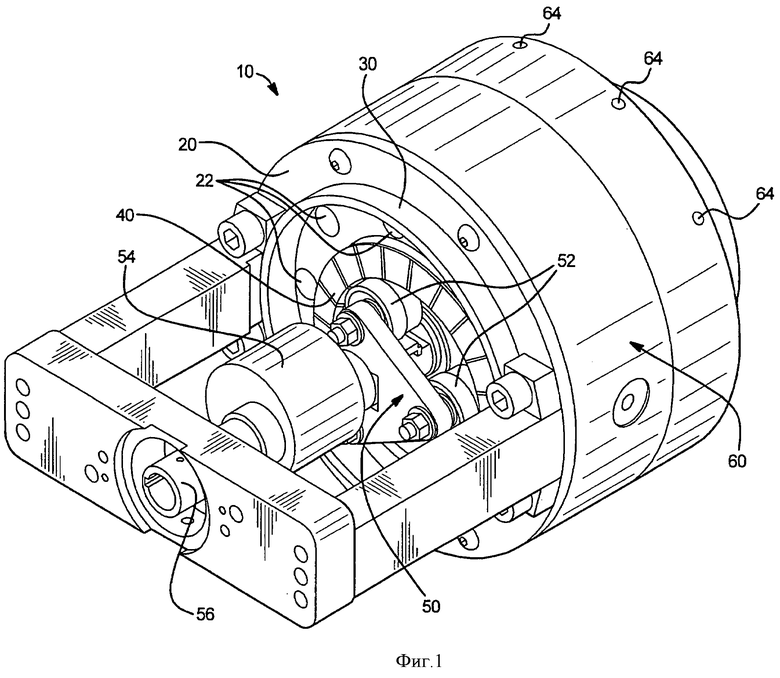
1. Ротационное формующее устройство, содержащее:
плиту матрицы, образующую выпускное отверстие;
обойму, прикрепленную к плите матрицы; и
формующее колесо, прикрепленное с возможностью вращения к плите матрицы,
при этом обойма окружает выпускное отверстие плиты матрицы, и формующее колесо спроектировано и предназначено для вращения при движении по гипоциклоиде.
2. Устройство по п.1, в котором плита матрицы прикреплена к экструзионному устройству.
3. Устройство по п.1, в котором периферийная наружная поверхность формующего колеса поддерживает контакт с внутренней поверхностью обоймы во время вращения формующего колеса.
4. Устройство по п.3, в котором вращение формующего колеса воздействует на материал, выходящий из выпускного отверстия плиты матрицы, у внутренней поверхности обоймы.
5. Устройство по п.1, в котором плита матрицы образует множество выпускных отверстий.
6. Устройство по п.5, в котором точка на периферийной наружной поверхности формующего колеса движется через одну и ту же соответствующую точку на выпускном отверстии плиты матрицы во время непрерывного вращения формующего колеса.
7. Устройство по п.1, в котором плита матрицы дополнительно содержит сплошной сердечник внутри выпускного отверстия, при этом сплошной сердечник имеет ширину, меньшую ширины выпускного отверстия.
8. Устройство по п.1, в котором плита матрицы дополнительно содержит внутреннее выпускное отверстие внутри выпускного отверстия, при этом внутреннее выпускное отверстие имеет ширину, меньшую ширины выпускного отверстия.
9. Устройство по п.1, в котором формующее колесо образует углубленный формованный профиль на периферийной поверхности формующего колеса.
10. Ротационное формующее устройство, содержащее:
кожух, содержащий плиту матрицы, образующую множество выпускных отверстий, при этом кожух образует впускное отверстие;
обойму, прикрепленную к плите матрицы, при этом обойма окружает выпускные отверстия плиты матрицы;
формующее колесо, прикрепленное с возможностью вращения к плите матрицы; и
двигатель в сборе, прикрепленный к формующему колесу, при этом двигатель в сборе спроектирован и предназначен для вращения формующего колеса при движении по гипоциклоиде.
11. Устройство по п.10, в котором кожух прикреплен к экструзионному устройству.
12. Устройство по п.10, в котором двигатель в сборе расположен в кожухе.
13. Устройство по п.10, в котором двигатель в сборе содержит, по меньшей мере, один противовес, прикрепленный к валу двигателя в сборе.
14. Устройство по п.10, в котором периферийная наружная поверхность формующего колеса поддерживает контакт с внутренней поверхностью обоймы во время вращения формующего колеса.
15. Устройство по п.14, в котором вращение формующего колеса воздействует на материал, выходящий из выпускных отверстий плиты матрицы, у внутренней поверхности обоймы.
16. Устройство по п.10, в котором точка на периферийной наружной поверхности формующего колеса движется через одну и ту же соответствующую точку на выпускном отверстии плиты матрицы во время непрерывного вращения формующего колеса.
17. Устройство по п.10, в котором плита матрицы дополнительно содержит концентричный сплошной сердечник внутри выпускного отверстия, при этом сплошной сердечник имеет ширину, меньшую ширины выпускного отверстия.
18. Устройство по п.10, в котором плита матрицы дополнительно содержит концентричное внутреннее выпускное отверстие внутри выпускного отверстия, при этом внутреннее выпускное отверстие имеет ширину, меньшую ширины выпускного отверстия.
19. Устройство по п.10, в котором формующее колесо образует углубленный формованный профиль на периферийной поверхности формующего колеса.
20. Способ формования изделия, при котором осуществляют:
экструдирование материала на первое расстояние через выпускное отверстие плиты матрицы;
и воздействие на участок материала, выходящего из выпускного отверстия плиты матрицы у внутренней поверхности обоймы за счет вращения формующего колеса,
при этом формование изделия производят путем использования плиты матрицы, образующей выпускное отверстие, обоймы, прикрепленной к плите матрицы, и формующего колеса, прикрепленного с возможностью вращения к плите матрицы;
причем обойма окружает выпускное отверстие плиты матрицы, и формующее колесо вращается при движении по гипоциклоиде.
21. Способ по п.20, в котором материал выбирается из группы, состоящей из крупяных пищевых продуктов, продуктов на основе протеина, продуктов, употребляемых в пищу человеком, животных продуктов, неупотребляемых в пищу человеком, например кормов для животных, пластикового полимера или их сочетания.
22. Способ формования изделия, включающий использование:
плиты матрицы, образующей множество выпускных отверстий, обоймы, прикрепленной к плите матрицы и окружающей выпускные отверстия, и формующего колеса, прикрепленного с возможностью вращения к плите матрицы;
экструзию материала на первое расстояние через выпускные отверстия плиты матрицы;
воздействие на первый участок материала, выходящего из выпускных отверстий плиты матрицы у внутренней поверхности обоймы за счет вращения формующего колеса при движении по гипоциклоиде;
экструзию материала на второе расстояние через выпускные отверстия плиты матрицы, и воздействие на второй участок материала, выходящий из выпускных отверстий плиты матрицы, у внутренней поверхности обоймы за счет вращения формующего колеса при движении по гипоциклоиде.
23. Экструдер, прикрепленный к устройству, содержащему:
плиту матрицы, образующую выпускное отверстие;
обойму, прикрепленную к плите матрицы; и
формующее колесо, прикрепленное с возможностью вращения при движении по гипоциклоиде к плите матрицы.
| US 4128372 A, 05.12.1978 | |||
| US 6569369 B2, 27.05.2003 | |||
| US 4111617 A, 05.09.1978 |

