Область техники, к которой относится изобретение
Способ комбинированного лазерно-механического бурения кремнеземсодержащих материалов относится к области гражданского строительства, атомной и нефтегазовой отраслям и может быть использовано в сейсмических районах для бурения отверстий в бетонных зданиях с целью их укрепления стяжками и в опасных отвесных участках горной породы, для бурения тонких диагностических глубоких отверстий в многометровых бетонных стенах могильников с захоронениями радиоактивных веществ, для бурения в стенке скважины локальных боковых отверстий в окружающей породе.
Уровень техники
Известны способы бурения горных пород на основе использования лазерного излучения [Копылов В.Е. Бурение? Интересно! М.: Недра, 1981, 160 с.], а также резки [Patent US 4568814 (Feb.4,1986)] и поверхностной обработки [Patent US 7521001 B2 (Apr.21,2009)] бетона лазером. Согласно патенту РФ 2449106 от 13.10.2010 г. при бурении рыхлых пород лазерное излучение фокусируют на внутренние стенки и торцевую часть высокотемпературного пенетратора и разогревают его лучами лазера до температуры, превышающей температуру плавления горной породы на 200-250°С. При этом лазерное излучение от лазера доставляют с помощью волоконно-оптического кабеля в лазерную головку, размещенную в полости трубы. Недостатком изобретения являются очень большие энергетические затраты на лазерный нагрев пенетратора из-за низкого коэффициента полезного действия лазера (5-20% в зависимости от типа его конструкции), а также из-за потерь излучения на отражение от поверхности пенетратора (15-20%) и потерь тепла излучением от его нагреваемой поверхности (до 43%). Эффективность использования лазерного излучения в качестве нагревателя пенетратора в несколько раз ниже эффективности использования обычного электрического нагрева (эффективность преобразования электрической энергии в тепловую может достигать ~ 80%). Кроме того, из-за сильного поглощения лазерного излучения металлом тепло выделяется в приповерхностном слое материала и вглубь его распространяется за счет механизма теплопроводности. Поэтому температура на облучаемой внутренней поверхности пенетратора будет всегда превышать значение температуры на его внешней рабочей поверхности. При большой мощности лазерного излучения с характерным большим градиентом температуры в приповерхностной области материала в случае бурения породы с высокой температурой плавления (1500-2000°С) это может привести к расплавлению материала пенетратора. При фокусировании же лазерного излучения на поверхность указанный эффект еще более усугубляется. При относительно низкой мощности лазерного излучения нагрев пенетратора до заданной температуры является длительным процессом, в результате которого разогревается больший объем породы и на большую глубину, то есть бесполезно теряется много тепловой энергии.
В патенте РФ 2404883 от 09.04.2009 г. при бурении гранитных блоков и бетонных стен аналогично предыдущему патенту лазерным излучением разогревают уже высокотемпературную коронку сплошного забоя с термостойкими резцами до температуры, обеспечивающей разупрочнение прослойки забоя гранитных блоков или бетонных стен. Разупрочнение забоя гранитных блоков или бетонных стен происходит за счет термических напряжений, возникающих при быстром нагреве поверхности забоя. При этом разупрочненная поверхностная прослойка при вращении шнекового инструмента свободно снимается термостойкими резцами и удаляется с забоя. Недостатком предложенного решения (помимо упомянутых выше низкой эффективности использования лазерного излучения в качестве нагревателя массивной коронки и возможного перегрева коронки) является неуправляемость процессом бурения. При непрерывном лазерном облучении торца коронки температура ее будет непрерывно расти пропорционально времени облучения и максимальное значение температуры ее зависит от условий теплообмена на внешней контактируемой с породой поверхности коронки, которые меняются при изменении агрегатного состояния породы. Кроме того, из-за инерционности процесса нагрева металлической коронки и наличия только теплопроводного механизма передачи тепла от внешней рабочей поверхности коронки вглубь контактируемой с ней породы не может быть обеспечено условие достаточно быстрого нагрева поверхности забоя, необходимое для реализации упомянутого выше механизма разупрочнения материала за счет градиента температуры.
В отличие от предыдущих патентов в патенте РФ 2416708 от 09.04.2009 г. при бурении твердых горных пород лазерный луч уже фокусируют на забой скважины, разупрочняя нагревом приповерхностный слой породы, после чего отделяют от забоя разупрочненный слой термостойкими резцами при вращении буровой коронки и удаляют с забоя. Разупрочнение происходит за счет термических напряжений, возникающих при быстром нагреве поверхности забоя. В патенте РФ 2436926 от 12.02.2010 г. при бурении твердых горных пород лазерное излучение через полость цилиндрической буровой головки, оснащенной термостойкими резцами, доставляют на забой скважины по волоконно-оптическому кабелю. Разупрочнение слоя твердых горных пород забоя происходит за счет термических напряжений, возникающих при быстром нагреве материала забоя.
Разупрочненную твердую горную породу снимают без значительных усилий термостойкими резцами при вращении колонковой трубы, оснащенной цилиндрической коронкой.
Наиболее близким к предлагаемому решению является раскрытый в патенте РФ 2449105 от 22.11.2010 г. способ бурения гранитных блоков и бетонных стен, в котором разогрев горной породы забоя до температуры, обеспечивающей разупрочнение поверхностной прослойки, осуществляют непосредственно лазерными лучами, которые фокусируют через внутреннюю полость вала электродвигателя, полость вала планетарного редуктора и полость шнековой трубы от лазерного устройства, установленного в верхней части электродвигателя, на верхнюю торцевую часть забоя. К лазерному устройству энергию подают от лазера по волоконному кабелю, выполненному из стекловолокна. Вращением распределяют воздействие лазерной энергии на всю площадь забоя. Разупрочненную поверхностную прослойку свободно снимают крестообразно расположенными термостойкими резцами при вращении шнекового инструмента и удаляют с забоя.
Действительно, при непосредственном контакте лазерного излучения с породой тепло выделяется в тонком поверхностном слое (порядка 1-2 мкм) и вглубь материала распространяется посредством механизма теплопроводности. За счет большой скорости выделения тепла в тонком слое (намного превышающей скорость распространения тепла вглубь материала процессом его теплопроводности) создается большой градиент температуры под поверхностью. Вызываемые температурным градиентом механические напряжения могут превысить предел прочности материала и разрушить его. Разрушенный (по выражению авторов разупрочненный) слой может быть легко снят механическим способом.
Недостатком указанных гипотетических способов бурения является неспособность обеспечить высокую скорость бурения и тем самым увеличить производительность бурения. Область локализации и величина градиента температуры в приповерхностном слое тесным образом связаны с величиной плотности мощности лазерного излучения: чем больше плотность мощности излучения, тем больше скорость нагрева поверхности материала и тоньше занимаемая градиентом температуры зона, тем больше величина возникающих механических напряжений и больше вероятность разрушения материала. Механические напряжения в приповерхностном слое забоя в условиях градиента температуры возникают только в упругохрупком состоянии материала, которое сохраняется при температурах ниже его температуры плавления. При нагреве возникают напряжения сжатия на поверхности и напряжения растяжения в глубине под поверхностью материала. Так как предел прочности материала на растяжение намного ниже, чем на сжатие, то в первую очередь предел прочности будет превышен в глубине материала, под его поверхностью, что проявится в разрушении материала в виде отслаивания поверхностных фрагментов, термосколов на поверхности или шелушения поверхности. При этом твердость материала отделяемых фрагментов и забоя остается прежней, что не избавляет от необходимости использования дорогостоящих коронок для бурения твердых пород. Кроме того, в диапазоне параметров существующего экспериментального окна нагрев поверхности забоя до температуры ниже температуры плавления породы происходит за весьма короткое время (секунды и даже доли секунд), что сопровождается малой глубиной прогрева и, следовательно, малой толщиной приповерхностного слоя, подвергающегося воздействию возникающих термомеханических напряжений. В процессе бурения данным методом материал в зоне забоя будет непрерывно разогреваться в связи с тем, что с механически удаляемыми фрагментами материала не полностью уносится выделенное в забое тепло. Неуклонный рост температуры в забое расширяет область локализации градиента температуры в материале забоя, уменьшая тем самым вероятность разрушения приповерхностного слоя, и, кроме того, может привести к расплавлению материала, меняя условия бурения. Все это сводит на нет ожидаемые авторами упомянутых выше патентов преимущества бурения с использованием лазерного излучения, в частности возможное увеличение скорости бурения и в результате увеличение производительности бурения. Производительность бурения в этом случае практически будет определяться эффектом фрикционного воздействия резцов на породу, что также не позволит избавиться от необходимости использования дорогостоящих коронок для бурения твердых пород. Поскольку термические напряжения создаются только в условиях перепада температуры, то не существует как таковой «температуры, обеспечивающей разупрочнение поверхностной прослойки». Величина возникающих напряжений зависит только от скорости нагрева поверхности забоя (от перепада температуры), а не от абсолютного значения температуры ее нагрева. Облучение всей площади забоя сразу предопределяет применение мощных лазеров, существующие мощности которых в этом случае будут ограничивать диаметр отверстий. При превышении температуры плавления материала механические напряжения в приповерхностном слое релаксируют (исчезают) и появляется расплав, требующий своего удаления.
Раскрытие изобретения
Целью изобретения является повышение производительности бурения отверстий в кремнеземсодержащих материалах путем увеличения толщины приповерхностного слоя забоя отверстия с механически ослабленным материалом за счет создания условий для возникновения дополнительных механизмов как разупрочнения приповерхностного слоя материала, так и микроразрушения его структуры.
Поставленная цель достигается тем, что в известном способе бурения гранитных блоков и бетонных стен путем лазерного облучения забоя отверстия и механического удаления термически разупрочненного материала в процесс бурения отверстия добавляют этап охлаждения поверхности забоя. При этом бурение проводят циклически. В каждом цикле бурения забой отверстия подвергают последовательному чередованию тепловых и механических воздействий, а именно в следующей последовательности облучают лазерным излучением, охлаждают хладагентом, механически измельчают на нем слой ослабленного материала и принудительно удаляют шлам из зоны забоя, после чего циклы бурения повторяют до достижения заданной глубины отверстия. Забой облучают лазерным излучением в течение времени, достаточного для нагрева поверхности забоя до температуры в диапазоне между значениями температур плавления и кипения породы. Поверхность забоя отверстия охлаждают хладагентом до температуры ниже 150°С. Краткое описание чертежей.
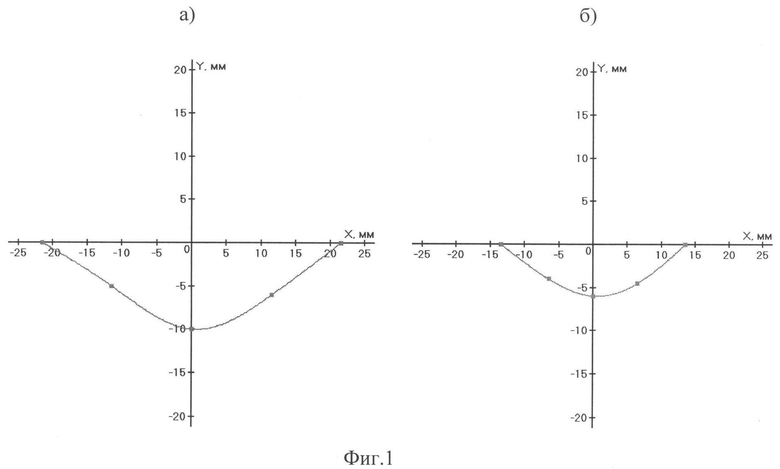
На фиг.1 изображены профили лунок на поверхности образцов из затвердевшего цементного раствора и из гранита.
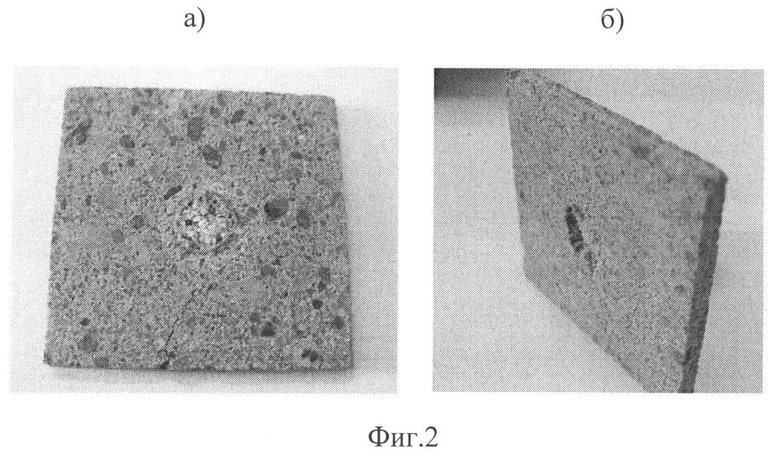
На фиг.2 показан вид оплавленной зоны на входной поверхности и выскобленной зоны ослабленного материала на задней поверхности образца толщиной 3 мм из бетона.
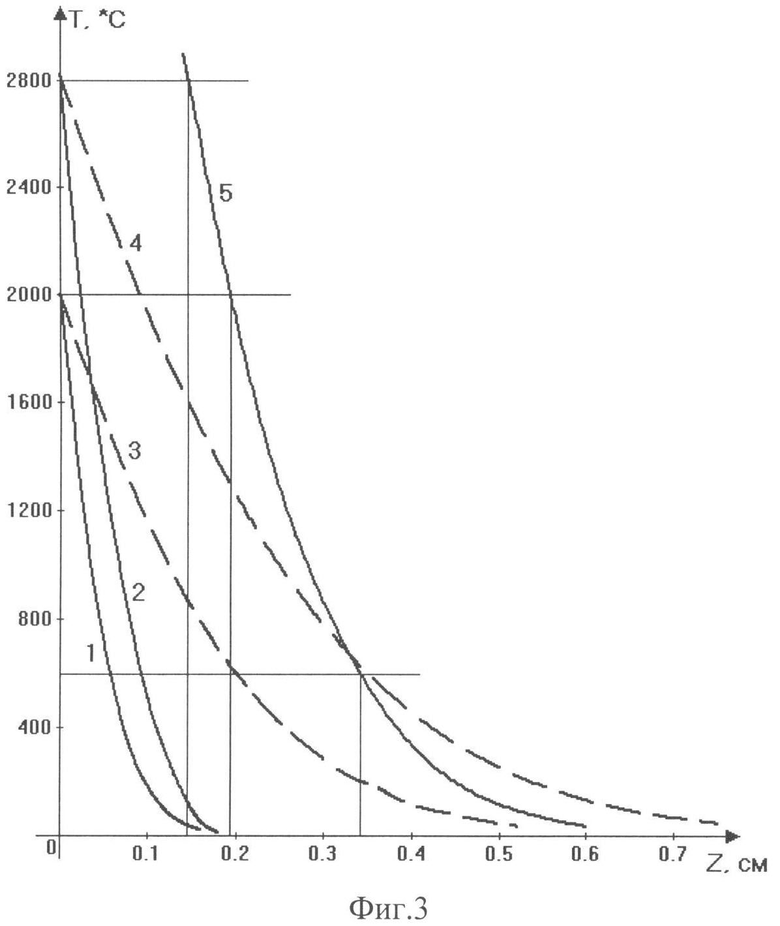
На фиг.3 приведены распределения температуры по глубине бетона для разных моментов времени при облучении лазерным излучением с разной плотностью поглощенной мощности.
На фиг.4 приведены фотографии отверстий, пробуренных в бетоне высокотемпературным и комбинированным лазерно-механическим методами.
Осуществление изобретения.
Для выбора оптимального и наиболее эффективного режима лазерной термообработки материалов для конкретной цели необходимо четко представлять физические процессы и механизмы разрушения, происходящие в них в процессе лазерного воздействия. Механизмы лазерного разрушения пород связаны как с нагревом материала вследствие поглощения излучения, так и с градиентом температуры в материале, наводимым процессом теплопроводности. Поэтому их условно можно разделить на низкотемпературные и высокотемпературные механизмы разрушения. Условия для низкотемпературного механизма разрушения реализуются в области температур упругохрупкого состояния материала (при температурах ниже температуры плавления материала). В этом случае при высокоскоростном нагреве поверхности бетона в глубине тонкого приповерхностного слоя его за счет неизбежного градиента температуры возникают температурные касательные напряжения растяжения, могущие превысить предел прочности материала и локально разрушить его в виде шелушения и термического скола. Шелушению и сколу поверхности способствует также давление от резкого расширения свободной воды (при температуре около 200°С), находящейся в пористой структуре приповерхностного слоя бетона, и частично от выделения основной части химически связанной воды, входящей в состав цемента (в области температур 800-900°С). В области температур размягчения материала реализуется высокотемпературный механизм разрушения в виде плавления, испарения или термического разложения.
Таким образом, при воздействии мощного лазерного излучения на породы разрушение их на стадии нагрева происходит как за счет скалывания приповерхностного слоя материала под действием перепада температуры и флуктуации внутреннего давления, так и за счет плавления, испарения или термического разложения материала в месте воздействия лазерного пятна.
В отличие от прототипа в предлагаемом способе в процесс бурения вводится период охлаждения забоя, который предоставляет дополнительные рычаги для возможного ослабления прочности материала. Во-первых, при охлаждении нагретой поверхности от температур области упругохрупкого состояния материала (или застывшего расплава при охлаждении от более высоких температур) возникающие уже на самой поверхности под действием градиента температуры растягивающие напряжения также могут превысить предел прочности материала и разрушить его в виде трещинообразования на поверхности. Это увеличивает вероятность еще большей степени разупрочнения материала на поверхности забоя. Во-вторых, практически все горные породы и искусственные строительные материалы (гранит, бетон, керамика и т.д.) содержат кремнезем. В частности, бетон получается в результате затвердевания смеси вяжущего материала (цемент), воды и заполнителей в виде мелких и крупных частиц (песок, гравий, гранитный щебень). Поскольку кремнезем SiO2 входит в состав щебня и гравия, составляет основу кварцевого песка, является одной из составляющих цемента, то суммарное содержание его в бетоне составляет примерно 80-90%. Поэтому состояние нагреваемого бетона решающим образом будет определяться температурными изменениями структуры кремнезема. При низких температурах нагрева имеет место одно из структурных превращений кремнезема, приводящее к микроразрушению его структуры. При переходе через температуру 573°С происходит обратимое превращение низкотемпературного β-кварца в высокотемпературный α-кварц с изменением симметрии кристалла. В соответствии с изменением параметров решетки превращение сопровождается относительно небольшим изменением объема (примерно на 0.86%), но со значительным по амплитуде изменением физических свойств материала. При нагреве превращению β-кварца в α-кварц характерно медленное изменение физических свойств в некотором температурном интервале, обусловленное постепенным увеличением доли α-кварца в β-кварце вплоть до полного замещения в точке перехода (при ~573°С). Поэтому наблюдаемое при нагреве увеличение внутренних напряжений в точке перехода не вызывает растрескивания кристаллов. Обратному же превращению α-кварца в β-кварц при охлаждении характерно резкое изменение физических свойств в точке перехода, что приводит к растрескиванию кристаллов вследствие резкого уменьшения объема, вызывающего всплеск величины внутренних напряжений выше предела прочности. То есть, происходящий при температуре вблизи 573°С обратимый переход β-кварца в α-кварц сопровождается появлением интенсивных натяжений между различными частями монокристалла, разрушающих его при охлаждении. Таким образом, имеется возможность разрушения гранита и бетона, преобладающей компонентой которого является кремнезем, путем нагрева их выше температуры обратимого превращения кремнезема и последующего охлаждения.
Эффект теплового ослабления был подтвержден авторами экспериментально с применением омического и лазерного нагрева образцов из разных кремнеземсодержащих материалов. В одном случае образцы в виде квадратных пластин толщиной 10 и 15 мм из бетона и красного кирпича, в партии из одной марки материала поочередно нагревались в омической печи до разных температур с интервалом (20-30)°С от опыта к опыту вплоть до 650°С и затем охлаждались либо сбрасыванием в воду комнатной температуры, либо остыванием на воздухе. После проведенных испытаний образцы проверялись на сжатие. Начиная с 550°С для бетона и с 600°С для кирпича, был зафиксирован факт резкого снижения прочности образцов. Материалы приобретали ослабленную структуру настолько, что образцы легко разрушались при небольшом физическом воздействии пальцами рук (образцы крошились при их сжатии). В другом случае ослабление структуры материала фиксировалось при лазерном нагреве образцов из бордюрного камня, из затвердевшего цементного раствора (цементно-песчаная смесь) и из гранита. Тонкие образцы после лазерного нагрева свыше 500°С и последующего охлаждения легко разрушались. В массивных же образцах при локальном воздействии на поверхность лазерного облучения с последующим охлаждением материал в этих областях легко выкрашивался и убирался без особых усилий выскабливанием деревянной палочкой. Формировались лунки с профилем, отвечающим форме границы раздела между ослабленной и твердой породами. На фиг.1 показаны профили образовавшихся указанным способом лунок на поверхности образцов из затвердевшего цементного раствора (фиг.1а) и из гранита (фиг.1б) после облучения участка поверхности в течение 10 минут лазерным излучением с длиной волны 1.06 мкм с плотностью мощности 25 Вт/см2 в пучке диаметром 44 мм и последующего охлаждения на воздухе. Как видно из сравнения чертежей диаметр лунки на поверхности гранита (фиг.1б) примерно в 2 раза, а глубина ее примерно в 1.5 раза меньше, чем размеры ее на материале из цементно-песчаной смеси (фиг.1 а). Это объясняется большим в 2-3 раза для гранита значением коэффициента теплопроводности и, как следствие, относительно большим объемом распространения тепла и сужением приосевой области с критической краевой температурой.
Особенно наглядно эффект теплового ослабления кремнеземсодержащего материала виден в следующем эксперименте. Плитка из бетона толщиной 3 мм облучалась излучением мощностью 100 Вт от волоконного лазера при диаметре пятна воздействия на поверхности образца диаметром 10 мм. С тыльной стороны пластины термопарой измеряли температуру поверхности образца в точке вблизи оси лазерного пучка. При достижении в данной точке температуры 700°С облучение прекращали и образец охлаждался естественным образом на воздухе. В момент выключения излучения температура на входной поверхности в пятне воздействия согласно расчетам достигала величины начала плавления материала для данной скорости нагрева, что проявилось в появлении на поверхности оплавленной зоны диаметром 8 мм (фиг.2а). По мере охлаждения определялась твердость материала на тыльной поверхности образца ее царапанием в месте проекции оплавленного фронтального пятна. Только после остывания до температур ниже ~130°С было зафиксировано разупрочнение материала, что позволило деревянной палочкой выскоблить материал в пятне диаметром примерно равным 8 мм (фиг.2б). Следовательно, введение в процесс лазерного бурения кремнеземсодержащих материалов периода охлаждения забоя позволяет дополнительно увеличить толщину снимаемого механическим способом слоя ослабленного материала и тем самым увеличить производительность бурения.
Долю дополнительного углубления отверстия за счет механического снятия ослабленного охлаждением слоя оценим на основе анализа геометрических размеров зон материала с разным агрегатным состоянием при нагреве до области температур, охватывающей как упругохрупкое, так и размягченное состояния бетона. Для расчета температурного распределения внутри бетона справедливо использование формулы для случая воздействия постоянного теплового потока на поверхность однородного сплошного упругого полупространства, начальная температура которого одинакова во всех точках (для точки на оси температурное поле принимается одномерным):
T(z,t)-T0=(2q/λ)√/(at) ierfc[z/{2√(at)}] (1)
здесь Т - температура на расстоянии z, z - продольное расстояние в материале, отсчитываемое от его поверхности (см), Т0 - исходная температура материала, q - плотность теплового потока (поглощенной лазерной мощности, Вт/см2), λ -коэффициент теплопроводности материала (Вт/см·град.), а - коэффициент температуропроводности материала (см2/с), t - время, отсчитываемое от начала облучения (с), ierfc - одна из разновидностей функции интеграла ошибок.
На поверхности температура будет иметь значение, пропорциональное времени воздействия t,
T(o,t)-Т0=(2q/λ)√(аt)(1/√π) (3)
Так как ierfc(o)=1/√π.
На фиг.3 показаны расчетные распределения температуры прогрева бетона по глубине в различные моменты времени для разных плотностей мощности поглощенного материалом излучения. Пунктирные линии обозначают зависимости для плотности поглощенной мощности 100 Вт/см2, а сплошные - для 350 Вт/см2 в моменты времени 0.5 с (кривая 1), 1 с (2), 6.5 с (3), 12.8 с (4) и 6 с (5). На фиг.3 горизонтальными линиями отмечены значения температуры разупрочнения структуры кремнезема (600°С, нижняя линия), температуры его плавления для секундных времен выдержек (2000°С, средняя линия) и температуры кипения (2800°С, верхняя линия). Набор полученных зависимостей позволяет проводить анализ распределения зон материала с разным агрегатным состоянием.
Так, при воздействии плотностью тепловой мощности 350 Вт/см2 нагрев поверхности до температуры кипения кремнезема 2800°С достигается за 1 с (кривая 2), а при плотности 100 Вт/см2 - за 12.8 с (кривая 4). При этом глубина расположения теплового фронта с температурой 600°С от поверхности равна ~1 мм и ~3.5 мм соответственно (точки пересечения кривых 2 и 4 с нижней горизонтальной прямой). Толщина расплавленного слоя для указанных режимов составляет ~0.2 мм и ~0.9 мм соответственно (точки пересечения кривых 2, 4 средней горизонтальной прямой, слой между температурами 2800°С и 2000°С). Следовательно, в этом режиме нагрева выдувом расплава отверстие может углубиться всего на ~0.2 мм и ~0.9 мм. При охлаждении же поверхности забоя после лазерного облучения расплав превращается в затвердевшую остеклованную массу той же толщины (при интенсивном охлаждении с растрескавшейся поверхностью). Материал под ней в слое с температурами нагрева между значениями 2000°С и 600°С (толщиной ~0.8 мм и ~2.6 мм соответственно) при остывании ниже 150°С (согласно результатам эксперимента) ослабляется по объему за счет разрушения микрокристаллов кремнезема. Остеклованная хрупкая прослойка, лежащая на ослабленной подложке, механически легко разрушается и удаляется вместе с ослабленным слоем материала, увеличивая тем самым глубину получаемого отверстия на толщину этой подложки (на ~0.8 мм и ~2.6 мм соответственно). То есть в предлагаемом способе бурения за цикл обработки достигается углубление в 3-4 раза больше, чем в предыдущем случае без этапа охлаждения поверхности забоя.
При увеличении времени воздействия излучения плотностью тепловой мощности 350 Вт/см2 до 6 с (кривая 5) за счет испарения образуется кратер глубиной ~1.4 мм (глубина приповерхностного слоя материала с температурой выше 2800°С) со слоем расплавленного материала толщиной ~0.5 мм на поверхности кратера (слой материала между температурами 2000-2800°С). Потенциально ослабленная зона материала находится под расплавом в слое толщиной ~1.5 мм (слой между температурами 600-2000°С). В этом случае за счет испарения материала и выдува расплава образуется отверстие глубиной примерно 1.9 мм, которое может быть дополнительно увеличено механическим удалением ослабленного при охлаждении слоя на величину ~1.5 мм (почти в 2 раза) и общее углубление отверстия за цикл в этом случае составит примерно 3.4 мм. Как видим, введение в процедуру лазерного бурения этапа охлаждения перед механической операцией позволяет увеличить глубину отверстия за цикл обработки в несколько раз. При этом предоставляется возможность использовать для бурения отверстий коронки, применяемые обычно для бурения мягких пород. Механически измельченный ослабленный материал (шлам) удаляют с забоя принудительно, например потоком газа.
Таким образом, в отличие от прототипа предлагаемый способ бурения материала состоит из периодически повторяющейся последовательности трех воздействий на забой - лазерного облучения забоя, интенсивного охлаждения забоя и механического измельчения ослабленного материала на забое с принудительным удалением шлама из зоны забоя. То есть бурение производят повторяющимися циклами, в которых облучение забоя лазерным излучением производится импульсно, что позволяет прецизионно управлять температурой нагрева поверхности забоя.
Введение в процедуру лазерного бурения периодов охлаждения и механического измельчения материала на первый взгляд уменьшает производительность комбинированного лазерно-механического метода по сравнению с высокотемпературным методом на основе испарения и плавления. Это действительно справедливо в области температур нагрева поверхности, намного превышающих температуру кипения материала. Проанализируем производительность методов с помощью фиг.3. Объемная скорость удаления материала может быть рассчитана по формуле
V=v/(tw)
Здесь v - объем материала, вынесенный из отверстия, t - длительность цикла обработки, w=q+m - полная затрачиваемая мощность. Полная мощность складывается из мощности теплового источника q и механической мощности m на валу бура.
В наших экспериментах по бурению использовалось лазерное излучение с диаметром пятна на поверхности забоя 6 мм. Для высокотемпературного режима 5 (кривая 5) углублению отверстия диаметром 6мм испарением и плавлением на 1.9 мм (расстояние от поверхности до теплового фронта с температурой 2000°С) соответствует объем выносимого струей воздуха материала ~0.054 см3 и при затрачиваемой тепловой мощности q=350 Bт/см2×0.2826 см2≈100 Вт объемная скорость удаления материала равна V=0.054×36007(6×0.1)≈3 см3/(кBт·ч). Лазерно-механическим методом при той же плотности тепловой мощности формируется отверстие глубиной 3.4 мм (расстояние от поверхности до теплового фронта с температурой 600°С). При этом надо иметь в виду, что возможность механического удаления периферического термически ослабленного слоя материала вокруг пятна теплового воздействия, получаемого после охлаждения, позволяет использовать режущую коронку большего диаметра, чем диаметр лазерного пятна на забое, и использовать для бурения обычно применяемые для бурения мягких пород ребристые коронки, которые обеспечивают зазоры между сверлильным инструментом и стенкой отверстия, а также обеспечивают и хорошую очистку стенки отверстия от шлама. Согласно экспериментальным данным длительность дополнительного периода, вносимого этапами охлаждения и механической обработки, практически не меняется с изменением длительности лазерного облучения и составляет примерно 30 с. Поэтому длительность цикла комбинированной обработки для данного режима будем считать равной ~36 с. Согласно проведенным оценкам величина необходимой для разрушения ослабленного материала механической мощности на валу составляет m~30 Вт. Тогда с учетом суммарно затраченной мощности 130 Вт объемная скорость удаления материала в этом случае колеблется в пределах 75-170 см3/(кBт·ч) в зависимости от диаметра буровой головки (от 6 до 9 мм с учетом размера периферической ослабленной зоны для данного режима бурения), что в 2-4 раза меньше производительности чисто высокотемпературного режима бурения.
Величина производительности комбинированного лазерно-механического метода бурения приближается по величине к высокотемпературному режиму и даже превышает его в случае использования режимов, обеспечивающих наибольшую толщину расплавленного слоя. Так, при воздействии тепловым потоком с плотностью тепловой мощности 100 Вт/см2 в течение 12.8 с, нагревающим поверхность до температуры кипения кремнезема 2800°С (кривая 4 фиг.3), глубина залегания теплового фронта с температурой 600°С равна ~3.5 мм, затрачиваемая тепловая мощность в пятне диаметром 6 мм равна q≈28.5 Bт и объемная скорость удаления материала при диаметре режущей коронки 10 мм составляет V=(0.275×3600)/(42.8×0.0585)≈395 см3/(кBт·ч). Отметим, что для данного режима поперечные размеры ослабленной зоны позволяют использовать режущую коронку диаметром 12 мм и при этом производительность составляет ~575cм3/(кBт·ч). Без использования этапа охлаждения и дополнительной механической обработки объемная скорость удаления материала только выдувом расплава (толщина расплавленного слоя 0.9 мм) из отверстия диаметром 6 мм для данного режима почти в два раза меньше и составляет V=0.025×3600/(12.8×0.0285)≈250cм3/(кBт·ч). Такая же производительность бурения при этой температуре нагрева поверхности забоя реализуется и при использовании плотности тепловой мощности 350 Вт/см2, в то время как для комбинированного режима при этой плотности достигается намного меньшая производительность (~50 см3/(кBт·ч)). Как видно из сравнения данных, бурение с более оптимальной плотностью тепловой мощности 100 Вт/см2 является не только производительнее (395-575 вместо 250 см3/(кBт·ч) при плотности 350 Вт/см3), но и менее энергоемким процессом (используется 58.5 Вт тепловой мощности вместо 130 Вт при плотности 350 Вт/см2).
При нагреве поверхности до температуры плавления 2000°С, достигаемой за 6.5 с при облучении тепловым потоком с плотностью 100 Вт/см2, толщина потенциально ослабленной зоны составляет ~2 мм, что при использовании режущей коронки диаметром 10 мм в комбинированном лазерно-механическом методе бурения отвечает объемной скорости удаления материала равной V=0.157×3600/(36.5×0.0585)≈265cм3/(кBт·ч). Для случая только выдува расплава объемная скорость удаления материала составляет менее 100 см3/(кBт·ч). Для плотности мощности излучения 350 Вт/см2 производительность бурения существенно меньше.
Как видим, с уменьшением плотности тепловой мощности увеличивается толщина ослабленного слоя, что создает преимущества для использования комбинированного лазерно-механического метода. При этом наблюдается зависимость производительности бурения этим методом от температуры нагрева поверхности забоя в интервале значений 2000-2800°С с максимальным значением при температуре поверхности забоя вблизи температуры 2800°С. Полученное значение производительности бурения в этой области температур превышает величину производительности для чисто высокотемпературного метода бурения. Вне указанной области температур производительность комбинированного лазерно-механического метода бурения заметно падает.
При нагреве поверхности забоя намного выше температуры кипения кремнезема наиболее эффективным является использование высокотемпературного режима бурения. Однако при изготовлении глубоких и тонких отверстий высокотемпературным методом по мере углубления отверстия возникают трудности с удалением расплавленного материала, что влечет за собой необходимость повышения входной мощности лазерного излучения. В свою очередь, с нагревом окружающего отверстие материала (процессом теплопроводности и излучением от расплавленной зоны) поперечный размер расплава в забое глубокого отверстия может превышать диаметр не только лазерного пятна, но и режущей коронки, образуя трудный для извлечения объем менее вязкого материала. Кроме того, с увеличением глубины бурения повышается вероятность закупорки зазора из-за неизбежного загрязнения поверхности сверлильного инструмента и стенки отверстия пролетающими в зазоре между ними остывающими частицами расплава. Все перечисленное ограничивает использование чисто высокотемпературного механизма разрушения в бурении глубоких отверстий и, по всей видимости, именно по этим причинам ранее проводимые разными исследователями многократные попытки бурения глубоких отверстий в бетоне с все увеличивающейся мощностью лазерного излучения не увенчались успехом.
На фиг.4 для сравнения приведены фотографии входных отверстий, изготовленных чисто высокотемпературным методом за счет испарения и плавления (фиг.4а) и комбинированным лазерно-механическим методом с диаметром режущей коронки 10 мм (фиг.4б) с использованием в обоих случаях лазерного пятна на поверхности забоя диаметром 6мм. Для получения отверстий использовался волоконный лазер YLR-500. Излучение в зону обработки доставлялось с помощью магистрального оптического волокна диаметром 400 мкм с охлаждаемым оптическим разъемом. Мощность излучения на выходном торце магистрального волокна составляла 490 Вт. Получаемый расплав и продукты испарения в первом случае выдувались из забоя струей воздуха. Во втором случае обрабатываемый участок забоя облучался лазерным излучением в течение 6 секунд, после чего забой интенсивно охлаждался хладагентом в течение 10 секунд, затем начиналось механическое измельчение материала забоя на расчетную глубину в течение 15-25 с с одновременным удалением шлама из зоны забоя потоком воздуха. За один цикл лазерно-механического бурения длительностью 30-40 с отверстие углублялось на 3-5 мм.
Из фиг.4 видно, что пучок излучения формирует отверстие с оплавленной неровной боковой поверхностью (фиг.4а). В то же время в комбинированном лазерно-механическом методе после проходки режущей коронки формируется отверстие с четко сформированной, ровной и проницаемой поверхностью (фиг.4б), что является очень важным фактором для ряда применений. Например, проницаемость поверхности важна в нефтегазовой отрасли для повышения эффективности вскрытия скважин бурением в их стенке локальных боковых отверстий в окружающей породе (цементированный агрегат, песчаник, сланец и др.).
Данные анализа четко указывают на необходимость оптимизации режимов лазерно-механической обработки для достижения максимальной производительности бурения. Только комбинированным лазерно-механическим методом бурения с указанной последовательностью проведения приемов тепловых и механических воздействий на материал забоя отверстия удалось изготовить в бетоне глубокие отверстия диаметром 10 мм и длиной до 10 м. В предлагаемом методе бурения вследствие регулярного в процессе бурения удаления тепла устраняется вероятность разрушения на тонком отверстии массива материала из-за возможного его перегрева, что позволяет использовать метод для бурения отверстий вдоль элементов с малым поперечным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2521260C1 |
| УСТРОЙСТВО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2523901C1 |
| ЛАЗЕРНАЯ ЭЛЕКТРОДРЕЛЬ | 2009 |
|
RU2404883C1 |
| ИНСТРУМЕНТ ДЛЯ ТЕРМОФРИКЦИОННОГО БУРЕНИЯ ГОРНЫХ ПОРОД | 2008 |
|
RU2374417C1 |
| ТЕРМОМЕХАНИЧЕСКИЙ СПОСОБ БУРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2263758C2 |
| ТЕРМОФРИКЦИОННАЯ БУРОВАЯ КОРОНКА | 2008 |
|
RU2376439C1 |
| ЛАЗЕРНАЯ ЭЛЕКТРОДРЕЛЬ | 2010 |
|
RU2449105C1 |
| БУРОВОЙ СНАРЯД ДЛЯ БУРЕНИЯ ТВЕРДЫХ ГОРНЫХ ПОРОД | 2010 |
|
RU2436926C2 |
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ ТВЕРДЫХ ГОРНЫХ ПОРОД | 2009 |
|
RU2416708C2 |
| ТЕРМОМЕХАНИЧЕСКИЙ ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247216C2 |
Изобретение относится к области гражданского строительства, атомной и нефтегазовой отраслям и может быть использовано в сейсмических районах для бурения отверстий в бетонных зданиях с целью их укрепления стяжками и в опасных отвесных участках горной породы, для бурения тонких диагностических глубоких отверстий в многометровых бетонных стенах могильников с захоронениями радиоактивных веществ, для бурения в стенке скважины локальных боковых отверстий в окружающей породе. Для этого бурение проводят циклически. В каждом цикле бурения забой отверстия подвергают последовательному чередованию тепловых и механических воздействий, а именно в следующей последовательности облучают лазерным излучением, охлаждают хладагентом, механически измельчают на нем слой ослабленного материала и принудительно удаляют шлам из зоны забоя, после чего циклы бурения повторяют до достижения заданной глубины отверстия. Обеспечивается повышение производительности бурения отверстий. 2 з.п. ф-лы, 4 ил.
1. Способ комбинированного лазерно-механического бурения кремнеземсодержащих материалов путем лазерного облучения забоя отверстия и механического удаления термически разупрочненного материала, отличающийся тем, что бурение проводят циклически, при этом в каждом цикле бурения забой отверстия в следующей последовательности облучают лазерным излучением, охлаждают хладагентом, механически измельчают на нем слой ослабленного материала и принудительно удаляют шлам из зоны забоя, после чего циклы бурения повторяют до достижения заданной глубины отверстия.
2. Способ комбинированного лазерно-механического бурения кремнеземсодержащих материалов по п.1, отличающийся тем, что забой отверстия облучают лазерным излучением в течение времени, достаточного для нагрева поверхности забоя до температуры в диапазоне между значениями температур плавления и кипения породы.
3. Способ комбинированного лазерно-механического бурения кремнеземсодержащих материалов по п.1, отличающийся тем, что поверхность забоя отверстия охлаждают хладагентом до температуры ниже 150°С.
| ЛАЗЕРНАЯ ЭЛЕКТРОДРЕЛЬ | 2010 |
|
RU2449105C1 |
| ЛАЗЕРНАЯ ЭЛЕКТРОДРЕЛЬ | 2009 |
|
RU2404883C1 |
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ ТВЕРДЫХ ГОРНЫХ ПОРОД | 2009 |
|
RU2416708C2 |
| ЛАЗЕРНАЯ ЭЛЕКТРОДРЕЛЬ | 2009 |
|
RU2429336C2 |
| БУРОВОЙ СНАРЯД ДЛЯ БУРЕНИЯ ТВЕРДЫХ ГОРНЫХ ПОРОД | 2010 |
|
RU2436926C2 |
| СПОСОБ БУРЕНИЯ СКВАЖИН С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОЙ ЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2449106C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| МАКСИМОВ В.И., Новые способы бурения скважин | |||
| - М.: ВИЭМС, 1971, с.28-29 | |||
| КОПЫЛОВ В.Е., Бурение? | |||
| Интересно! - М.: Недра, 1981, стр.130-134 | |||
| МЕРЗЛЯКОВ | |||

