Область техники, к которой относится изобретение
Изобретение относится к предметам одежды, таким как трусы, колготки и другая подобная одежда, к способу и машине для их вязания.
Уровень техники
В настоящее время наиболее широко используемым способом производства колгот и другой подобной одежды является вязание трикотажного полотна в виде двух труб на одноцилиндровой кругловязальной машине, их обрезка в направлении длины, в зоне трусиков и соединение вместе сшиванием соответствующих обрезанных краев. Производимые таким образом колготки хорошо сидят, но наличие швов портит их внешний вид и создает дискомфорт, особенно в области промежности. Для большего удобства в некоторых случаях в зону промежности изделия вшивается ластовица, увеличивая тем самым стоимость изготовления колготок.
Для устранения данных недостатков разрабатываются различные способы и соответствующие вязальные машины для производства колготок, которые на выходе из машины имеют уже пригодную для носки форму без необходимости формирования дополнительных швов в зоне трусиков.
Один из таких способов описывается, например, в патенте США 4011738, выданном 15 марта, 1977 г., и предусматривает вязание такого типа одежды посредством двухцилиндровой кругловязальной машины. Данная машина производит первое трубчатое полотно для области таза посредством обоих цилиндров, которые вращаются возвратно-поступательным движением, и которые используют одни и те же нити, которые подаются одним или более устройствами подачи, иглы одного цилиндра формируют первую часть трубчатого полотна, когда цилиндры вращаются в одном направлении, а иглы другого цилиндра формируют другую половину, когда цилиндры вращаются в противоположном направлении. Затем машина начинает вращаться непрерывным движением, одновременно производя обоими цилиндрами две других трубчатых детали, под одной для каждого цилиндра, для ног (далее «детали для ног»), каждая из которых вяжется как продолжение соответствующей половины первого трубчатого полотна.
Даже если на первый взгляд вид такого предмета одежды полностью приемлем благодаря отсутствию швов в трусиках, он имеет некоторые важные недостатки, которые препятствуют коммерческому распространению и которые кратко сформулированы далее: а) В процессе изготовления детали трусиков возвратно-поступательным движением два обращенных друг к другу цилиндра машины должны перемещаться по направлению друг к другу в максимально возможной степени для минимизации ввязывания, соединяющего две половины первого трубчатого полотна. Для того чтобы движение игл цилиндра захватывало нить и образовывало петлю в одной или более подач без задевания соответствующих игл другого цилиндра, в обоих цилиндрах используются только чередующиеся иглы, например, нечетные иглы нижнего цилиндра и четные иглы верхнего цилиндра. В результате деталь трусиков изготавливается половиной игл каждого цилиндра, а плотность петли получается больше половины плотности эквивалентного предмета одежды, связанного классическим способом, и вязанного на машине такого же качества, и это значительно ограничивает посадку по фигуре и кроющую способность предмета одежды особенно больших размеров.
b) Указанные три трубчатых полотна имеют одну общую точку, которая формируется в самой нижней части ластовицы, находящейся под большим напряжением (а именно, точка 21 фиг.3 патента США 4011738). Неизбежно в данной точке концентрируются пределы прочности изделия на разрыв, делая данное изделие непрочным и неудобным в носке.
Раскрытие изобретения
Задачей настоящего изобретения является предложение способа вязания для изделия с корпусной деталью и двумя деталями для ног, таких, как например, пара трусиков, колготки и другие подобные изделия типа, описанного в патенте США 4011738, но значительно улучшенного для того, чтобы частично или полностью устранить, по меньшей мере, один из указанных недостатков.
В соответствии с некоторыми вариантами осуществления данного способа по настоящему изобретению, первое трубчатое полотно, верхняя часть корпусной детали, в значительной части вяжется посредством обоих цилиндров возвратно-поступательным движением, с помощью первой дуги смежных игл менее чем 360°, т.е. меньше общего количества игл цилиндра. Затем, когда указанное первое трубчатое полотно связано, цилиндры вяжут непрерывным движением нижнюю часть корпусной детали и два изделия, образующие детали для ног колготок, с помощью всех своих игл. В начале данной второй фазы иглы двух цилиндров, которые не выполняли вязание на предыдущей фазе, забирают одну и ту же нить для формирования, по меньшей мере, одного общего начального ряда петель для соединения двух трубчатых полотен деталей для ног, данный частичный ряд петель ограничивает в законченном изделии нижний сегмент линии ластовицы изделия.
Предпочтительно, частичный ряд формируется двумя нитями. Нить(и), формирующая частичные ряды, ограничивает ввязывание, длина которого пропорциональна числу игл, которое остается неактивным на фазе вязания возвратно-поступательным движением. Это те же самые нити, с помощью которых формируется первая часть корпусной детали колготок на фазе вязания возвратно-поступательным движением.
Таким образом, колготки в соответствии с настоящим изобретением имеют в значительной степени более удобную посадку, комфорт и прочность, чем комфорт и прочность, которые можно получить с помощью способа, описанного в патенте США 4011738.
По меньшей мере, некоторые из преимуществ, которых можно достичь с помощью описанного выше способа, можно также получить инвертированием процесса вязания. В данном случае на первом этапе осуществления способа осуществляют вязание всех деталей для ног, начиная с дальних концов, т.е. с мысков, непрерывным движением, вязание детали для ног цилиндром и другой детали для ног другим цилиндром. Далее выполняется вязание корпусной детали, по меньшей мере, частично возвратно-поступательным движением цилиндров. В данном случае опять переходя от вязания деталей для ног к вязанию корпусной детали, дуга игл обоих цилиндров исключается из работы, в результате получается ввязывание, соединяющее детали для ног по линии ластовицы. Такое ввязывание можно укрепить, предотвращая роспуск, известным образом, например, с помощью нити, полученной аэродинамическим способом из расплава, или подшивкой лайкрой или другим подходящим материалом, или вязанием с ввязыванием 1/1. Характеристики и преимущественные варианты осуществления данного способа в соответствии с настоящим изобретением подробно представлены в описании ниже, в котором вязание начинается с пояса корпусной детали и заканчивается на мыске деталей для ног. Однако необходимо отметить, что аналогичные характеристики и преимущественные варианты осуществления можно реализовывать изменением порядка процесса вязания, начиная с мысков деталей для ног и заканчивая эластичным поясным ремнем корпусной детали.
В предпочтительном варианте осуществления настоящего изобретения данный способ реализуется посредством двухцилиндровой машины, в которой иглы каждого цилиндра смещаются на половину шага относительно игл другого цилиндра. В некоторых предпочтительных вариантах осуществления настоящего изобретения платины имеют углубление, способствующее тому, чтобы соответствующая игла другого цилиндра формировала петлю. Разработанная таким образом машина дает возможность двум цилиндрам приближаться очень близко друг к другу, в результате получая высококачественное вязаное изделие.
Таким образом, для обработки первого трубчатого полотна возвратно-поступательным движением можно использовать все иглы обоих цилиндров, содержащиеся в указанной первой дуге смежных игл. Например, для вязания трусов каждый цилиндр может использовать дугу игл 270°, в результате получая плотность петель, в большой степени подобную плотности колготок, связанных классическим образом, на машине равного качества отделки, и как описано выше, детали для ног колготок соединяются друг с другом в соответствии с линией соединения, продолжающейся на дугу игл 90° вдоль ластовицы. В результате колготки в соответствии с данным вариантом осуществления настоящего изобретения более комфортны в носке по сравнению с известными колготками.
В предпочтительных вариантах осуществления настоящего изобретения предлагается способ вязания трикотажного изделия, содержащего корпусную деталь и две детали для ног, посредством двухцилиндровой круговой вязальной машины, содержащий этапы:
- вязания, по меньшей мере, одной части корпусной детали возвратно-поступательным движением двух цилиндров;
- вязания деталей для ног непрерывным круговым движением двух цилиндров, первая деталь для ног вяжется первым из указанных цилиндров и вторая деталь для ног вяжется вторым из указанных цилиндров.
Далее предусматривается, чтобы дуга игл была временно неактивна на каждом из указанных двух цилиндров во время вязания указанной, по меньшей мере, одной части корпусной детали возвратно-поступательным движением; и предусматривается, что указанные временно неактивные иглы начинают работать в конце вязания указанной, по меньшей мере, одной части корпусной детали возвратно-поступательным движением, в результате чего формируется линия ввязывания для соединения двух деталей для ног, а затем вязание продолжается непрерывным круговым движением всеми иглами обоих цилиндров.
В некоторых вариантах осуществления данного способа в соответствии с настоящим изобретением формирование указанного изделия предусматривается соединением трех трубчатых полотен. В данном случае предпочтительно первое трубчатое полотно производится посредством обоих цилиндров машины, которые вращаются возвратно-поступательным движением и вяжут нити, подаваемые, по меньшей мере, одним нитенаправителем, по меньшей мере, одного устройства подачи, иглы одного цилиндра работают, когда данный цилиндр вращается в одном направлении, а иглы другого цилиндра работают, когда другой цилиндр вращается в противоположном направлении. Более того, другие два трубчатых полотна получаются одновременным и отдельным вязанием первого из указанных других двух изделий посредством первого цилиндра и второго из указанных других двух изделий посредством второго цилиндра, вращением первого и второго цилиндра непрерывным движением и подачей в первый и второй цилиндры соответствующих нитей из соответствующих нитенаправителей, по меньшей мере, одного устройства подачи для каждого цилиндра. В данном варианте осуществления данного изобретения предпочтительно для вязания первого изделия каждый цилиндр использует первую дугу смежных игл, имеющую число игл, меньшее, чем общее количество игл цилиндра, сохраняя при этом неактивной для каждого цилиндра соответствующую дугу игл, а каждое из двух трубчатых полотен вяжутся всеми иглами соответствующего цилиндра.
На дуге игл, остающихся неактивными на фазе вязания указанной первой части корпусной детали, ввязывание формируется, по меньшей мере, одним частичным рядом простых петель по линии ластовицы изделия, указанный, по меньшей мере, один частичный ряд, вяжется посредством игл дуг игл обоих цилиндров, которые остаются неактивными. Частичный ряд петель предпочтительно формируется двумя нитями, которые на предыдущей фазе вязали возвратно-поступательным движением верхнюю часть корпусной детали.
В соответствии с другим аспектом настоящее изобретение относится к двухцилиндровой кругловязальной машине для производства изделий, таких как трусы, колготки и другие подобные изделия, которую, согласно изобретению, можно программировать для осуществления способа вязания, как указано выше. Двухцилиндровые кругловязальные машины как таковые известны специалистам в данной области техники и не требуют здесь особого разъяснения. В целом, они содержат нижний цилиндр и верхний цилиндр, коаксиальные друг другу и установленные с находящимися друг напротив друга иглами, т.е. иглы нижнего цилиндра с крючками, обращенными вверх, а иглы верхнего цилиндра с крючками, обращенными вниз.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, два цилиндра смещены под углом друг относительно друга таким образом, что иглы каждого цилиндра выровнены с платинами другого цилиндра таким образом, что иглы одного цилиндра не мешают иглам другого цилиндра во время вязки изделия, и оба цилиндра можно использовать с эффективной точностью для вязания всех частей изделия.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, в процессе вязания возвратно-поступательным движением верхней части корпусной детали и линии ввязывания ластовицы, два цилиндра, каждый вместе с соответствующими кулачками для активизации игл, движутся аксиально, посредством специального устройства, каждый по направлению друг к другу в максимальной степени. Таким образом, длина ввязывания уменьшается там, где нить переходит от игл одного цилиндра к иглам другого цилиндра, чтобы сделать практически невидимыми соединяющие линии, которые соединяют часть корпусной детали, связанную возвратно-поступательным движением на цилиндре, с соответствующей частью, связанной на другом цилиндре.
Предпочтительно, для того, чтобы забирать нить и формировать петлю, в процессе возвратно-поступательного движения иглы каждого цилиндра проходят, частично входя между иглами противоположного цилиндра. В данной ситуации между вставленными таким образом иглами остается минимальный периферийный зазор тангенциально к цилиндрам. Например, данный зазор для машины диаметром 4 дюйма с четырьмястами иглами для цилиндра, составляет около 0,05 мм, и таким образом, становится очевидным, что высокая точность требуется для передачи движения между двумя цилиндрами для того, чтобы иглы одного цилиндра не вступали в контакт с иглами другого цилиндра, и данную точность можно получить только посредством скорректированной и, в зависимости от ситуации, сдвоенной передачи, чтобы занять весь зазор конструкции, а это влечет за собой значительное увеличение в стоимости по сравнению с традиционной машиной.
Для устранения данного недостатка, в соответствии с некоторыми вариантами осуществления настоящего изобретения между цилиндрами предусматривается угловое устройство соединения, которое используется только, когда цилиндры находятся смежно друг с другом, выполняя вязание возвратно-поступательным движением. Данное устройство содержит осевой штырь, зафиксированный внутри одного цилиндра около игл, формирующих ластовицу колготок, штырь выступает аксиально по направлению к другому цилиндру, в котором находится соответствующее гнездо для указанного штыря. Штырь и гнездо размещаются таким образом, что когда иглы движутся взаимно аксиально по направлению друг к другу в рабочем порядке для формирования частей корпусной детали возвратно-поступательным движением, штырь вставляется в гнездо, приводя цилиндры во взаимно определенное угловое положение даже при возникновении зазоров передачи, в то время как, когда цилиндры движутся аксиально друг от друга для формирования частей колготок непрерывным движением, штырь полностью выходит из гнезда.
В процессе вязания непрерывным движением штырь и гнездо отстоят друг от друга таким образом, чтобы оставить свободным проход для полотна деталей для ног колготок во время их формирования в то время, как штырь, вставленный в гнездо, не закрывает проход полотна корпусной детали в процессе возвратно-поступательного движения по мере того, как на данной фазе вязания колготок полотно корпусной детали формируется как две границы изделия, соединенные вместе в соответствующих концах в соответствии с двумя столбцами петель, которые, на фазе вязания, проходят в противоположных сторонах от штыря, как станет очевидно из представленного ниже описания.
В других, имеющих меньшие преимущества, вариантах осуществления настоящего изобретения, два цилиндра не движутся друг к другу во время формирования корпусной детали, а удерживаются на таком взаимном расстоянии, чтобы не дать иглам одного цилиндра пройти между иглами другого цилиндра. Это позволяет устранить проблемы и сложности удерживания двух цилиндров точно в угловой фазе. Однако на изделии формируется область в точке возврата движения двух цилиндров на фазе вязания корпусной детали, в которой расстояние больше обычного возникает между двумя смежными столбцами петель, т.е. область ввязывания больше, чем полученная с помощью вязания возвратно-поступательным движением, удерживающим цилиндры смежно друг с другом.
В соответствии со следующим аспектом, настоящее изобретение также относится к предметам одежды, таким как колготки, трусы и другие подобные предметы, которые формируются соединением трубчатых полотен, в которых данные трубчатые полотна соединяются вместе свободным швом в соответствии с соответствующими рядами петель, изделие производится с помощью вышеописанного способа.
В соответствии с одним вариантом осуществления настоящее изобретение предусматривает трикотажное изделие, содержащее корпусную деталь и две детали для ног, соединяемые вдоль области ластовицы, в котором указанная корпусная деталь и указанные детали для ног формируются непрерывно вязанным бесшовным полотном, в котором в области ластовицы выполняют линию соединения для соединения двух деталей для ног, сформированных, по меньшей мере, частичным рядом ввязывания, общим для двух деталей для ног. Линия соединения (С) предпочтительно формируется ввязыванием, по меньшей мере, двух рядов.
В некоторых вариантах осуществления настоящего изобретения корпусная деталь содержит, по меньшей мере, одну верхнюю часть, сформированную двумя участками, соединенными по двум линиям ввязывания, сформированным изменением на обратное возвратно-поступательного движения игл цилиндров и последующим проходом нити от одной к другой из двух круговых игольниц двухцилиндровой машины, на которой вяжется изделие. Две линии ввязывания формируются соответственно на переднем участке и на заднем участке изделия.
В некоторых вариантах осуществления настоящего изобретения корпусная деталь содержит нижнюю часть, представляющую собой выполнение верхней части корпусной детали и формирование до тех пор, пока она не образует область ластовицы и детали для ног изделия. Линии ввязывания продолжаются в верхней части корпусной детали, и передняя линия ввязывания соединяется с задней линией ввязывания посредством объединенного ввязывания между двумя деталями для ног, которое продолжается вдоль нижней части корпусной детали. На практике две линии ввязывания и линия ввязывания ластовицы формируются по кривой, продолжающейся от передней центральной области талии до задней центральной области талии изделия, проходящей в области промежности, т.е. между двумя деталями для ног.
Преимущественно корпусная деталь сформирована столбцами петель, продолжающимися от талии корпусной детали до деталей для ног, а в нижней части следующими столбцами петель, продолжающимися от указанного ввязывания до указанных деталей для ног.
Преимущественно, обе части колготок, изготовленные возвратно-поступательным движением, и части, изготовленные непрерывным движением, производятся четным числом подач нитей, таким образом, что в каждой части колготок можно чередовать ряды нитей с S-закручиванием и ряды петель с Z-закручиванием, таким образом, что везде полотно колготок, особенно, когда оно не натянуто, однородное и не скручивается.
Следующие преимущественные характеристики и варианты осуществления данного способа, машины и изделия в соответствии с настоящим изобретением описаны в данном документе со ссылкой на пример варианта осуществления и приложенные пункты формулы изобретения, которые образуют неотъемлемую часть настоящего описания.
Краткое описание чертежей
Данное изобретение будет более понятным из представленного ниже описания и приложенных чертежей, на которых показан не ограничивающий практический вариант осуществления данного изобретения.
На фиг.1 показаны колготки в соответствии с настоящим изобретением, вид в перспективе;
на фиг.1А - то же, что на фиг.1 в модифицированном варианте осуществления;
на фиг.2 и 3 частично показаны два цилиндра круговой машины на двух фазах вязания колготок фиг.1, соответственно в процессе вязания трусиков и в процессе вязания двух деталей для ног, схематичный вид в перспективе;
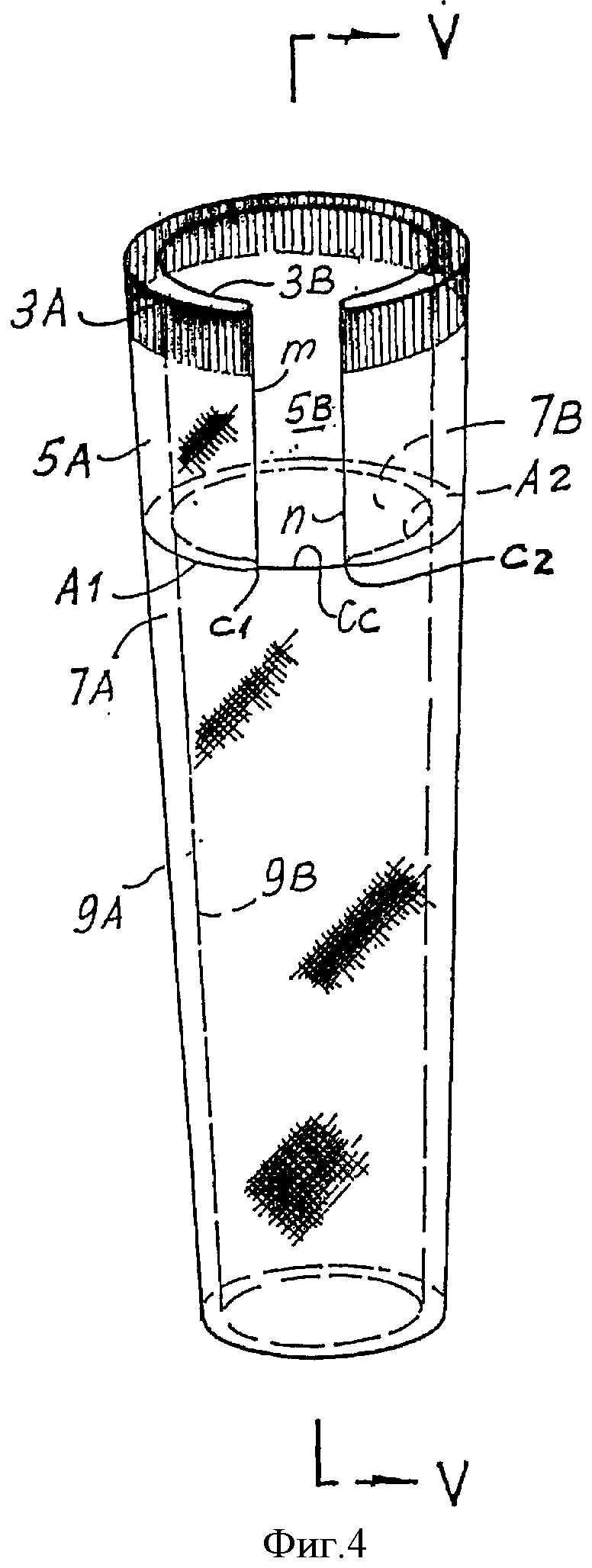
на фиг.4 показаны колготки, изображенные на фиг.2 и 3, на выходе из машины, вид сбоку в перспективе;
на фиг.4А - то же, что на фиг.4 в модифицированном варианте осуществления;
на фиг.5 - вид в разрезе в соответствии с V-V колготок фиг.4;
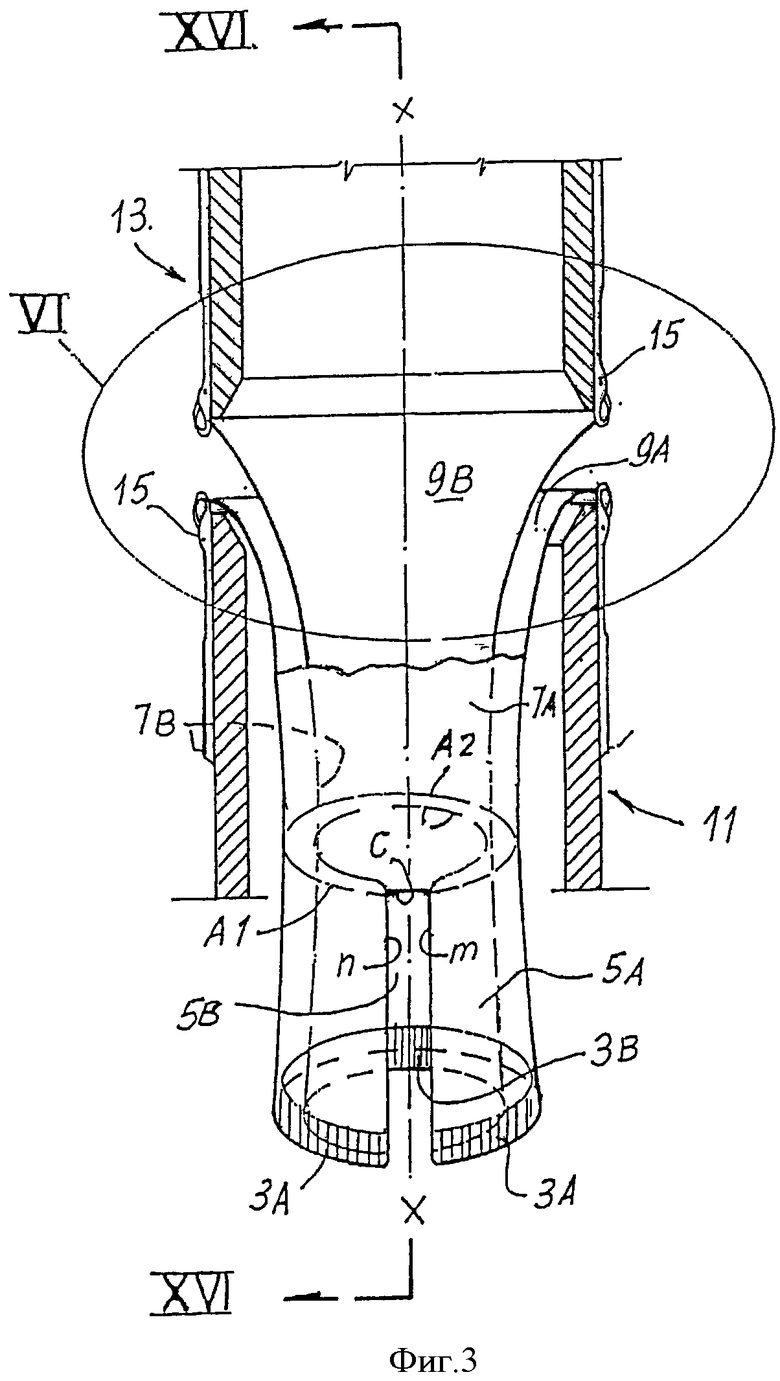
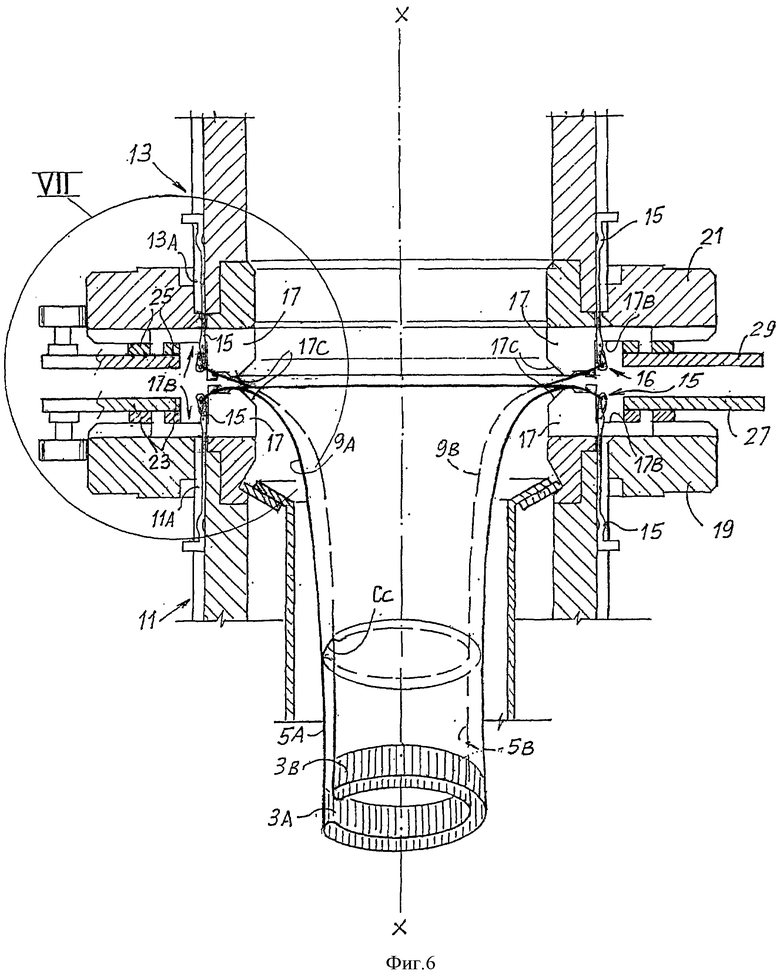
на фиг.6 - увеличенный вид детали VI фиг.3;
на фиг.7 - увеличенный вид детали VII-VII фиг.6;
на фиг.8 - вид в соответствии с VIII-VIII фиг.7, в плане и деформированный растяжением по горизонтали для большей точности;
на фиг.8А - вид, аналогичный виду фиг.8, но без горизонтальной деформации относительно фактической пропорции того, что иллюстрируется;
на фиг.9 - то же, что на фиг.7, с машиной, формирующей петлю с помощью нижнего цилиндра;
на фиг.10 - увеличенный вид платины 17;
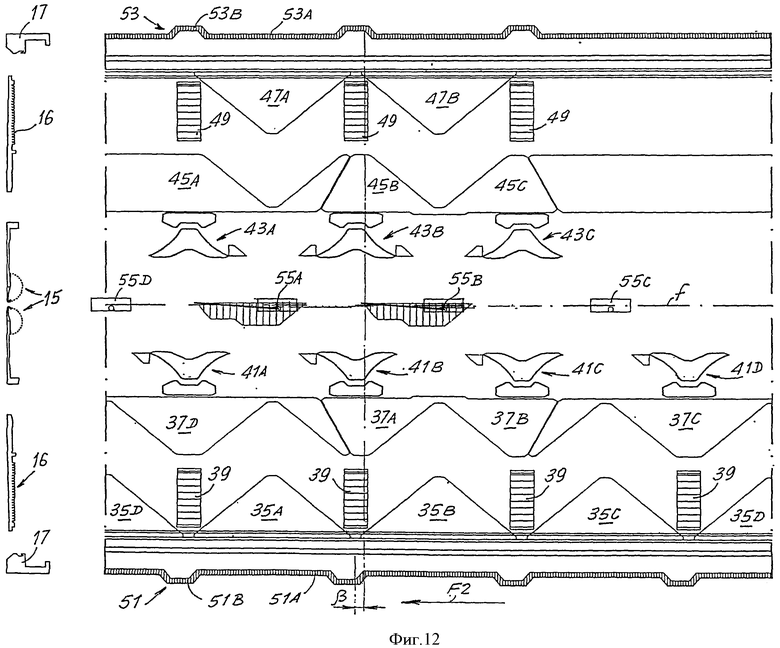
на фиг.11, 12 и 13 показана схема в плане управляющих кулачков для управления иглами, игловодами и платинами машины фиг.2 снаружи, на разных рабочих фазах;
на фиг.14 - вид в соответствии с VIII-VIII фиг.7 на фазе формирования соединительного ряда между деталями для ног;
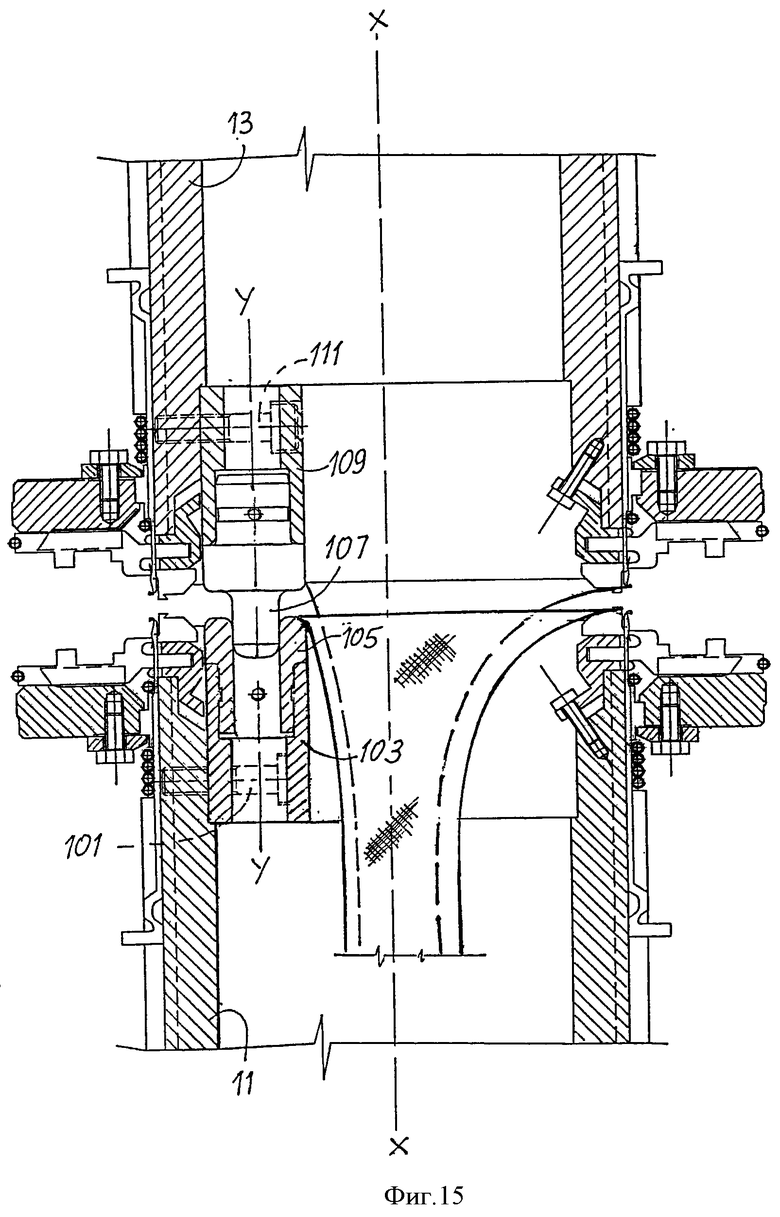
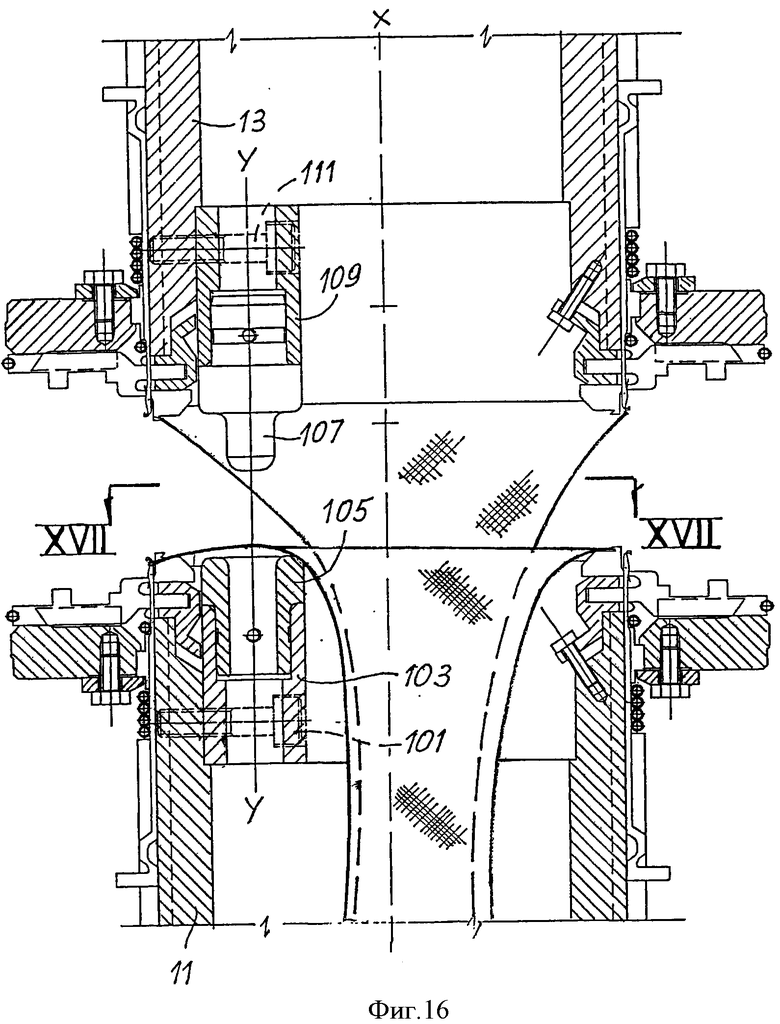
на фиг.15 и 16 показаны осевые виды машины в разрезе в соответствии с вариантом осуществления настоящего изобретения с цилиндрами, соответственно перемещающимися друг к другу и друг от друга;
на фиг.17 - вид в разрезе в соответствии с XVII-XVII фиг.16;
на фиг.18 и 19 показаны схематичные виды в разрезе головки машины, использующей два цилиндра фиг.15, и следующие в конструкции с цилиндрами аксиально смежно друг с другом, и в конструкции с цилиндрами движущимися аксиально друг от друга соответственно.
Осуществление изобретения
Здесь и далее представлено описание способа вязания колготок с корпусной деталью и двумя деталями для ног, которые могут заканчиваться деталями стопы с закрытым мыском или открытым мыском, который далее шьется за пределами машины. Кроме того, способ в соответствии с настоящим изобретением можно также использовать для вязания других типов изделий, например, трусиков и другой подобной одежды, в которой детали для ног уменьшаются только до малых частей изделия, окружающих отверстия для ног около дальнего участка.
На фиг.1 показан частичный схематичный вид в перспективе колготок в соответствии с настоящим изобретением, в котором выделены некоторые геометрические элементы, важные для понимания способа вязания колготок. Вязание выполняется двухцилиндровой машиной, т.е. машиной с двумя наложенными и коаксиальными цилиндрами, каждый с круговой игольницей, иглы одного цилиндра находятся напротив игл другого цилиндра.
А именно, на фиг.1 показана корпусная деталь 1, которая содержит эластичный пояс 3А, 3В, окружающий отверстие изделия (колготок), область 5А, 5В (здесь и далее указывается как ″верхняя часть корпусной детали″), подходящая для закрытия верхней части таза, и область 7А, 7В (здесь и далее указывается, как «нижняя часть корпусной детали»), которая соединяет верхнюю часть корпусной детали с деталями для ног 9А, 9В. Верхняя часть 5А, 5В корпусной детали вяжется возвратно-поступательным движением в двухцилиндровой кругловязальной машине, левая половина 5А (если смотреть на фиг.1) вяжется на одном цилиндре, а правая половина 5В на другом цилиндре, эти половины соединяются вдоль двух центральных прямых линий (m, n), соответственно передней и задней линий колготок. В процессе вязания нить проходит по данным линиям от одной к другой из двух круговых игольниц двух наложенных цилиндров двухцилиндровой машины с изменением вращательного движения на обратное. Таким образом, данные линии образуют линии ввязывания, соединяющие левые и правые участки верхней части корпусной детали 1.
В свою очередь нижняя часть 7А, 7В корпусной детали 1 и детали для ног 9А, 9В изготавливаются непрерывным движением, левая часть 7А и левая деталь для ног 9А на одном цилиндре машины, а правая часть 7В и правая деталь для ног 9В на другом цилиндре машины. Две пунктирные линии A1, A2 показывают ряды прохода петель между верхней частью 5А, 5В корпусной детали 1, изготавливаемой возвратно-поступательным движением, и нижней частью 7А, 7В корпусной детали 1, изготавливаемой непрерывным движением. Детали для ног 9А, 9В соединяются вместе вдоль частичной дуги петель СС, ограничивающей линию ластовицы колготок, продолжающуюся между конечными точками C1, C2 соединения линий A1 и A2, и которая формируется практически одним или более частичными рядами петель, как лучше описывается далее со ссылкой на способ вязания. Данные частичные ряды получаются ввязыванием, формируемым нитями. которые образуют верхнюю часть 5А, 5В корпусной детали 1 и которые одновременно забираются иглами двух цилиндров, верхнего и нижнего.
На фиг.1 образец столбцов петель, формируемый отдельными иглами, показан сплошными линиями. Как показано на данной фигуре, столбцы продолжаются от эластичного пояса 3А, 3В вдоль верхней части 5А, 5В корпусной детали 1, вдоль нижней части 7А, 7В корпусной детали 1, образуя одно трубчатое полотно, и затем они разделяются для формирования двух деталей для ног 9А, 9В. При этом часть столбцов петель, образующая внутреннюю часть деталей для ног 9А, 9В, начинается на линии СС, образованной частичными рядами соединения, и продолжается в области ластовицы между точками С1 и С2, где ряды A1, A2 соединяются с линиями тип соответственно.
Таким образом, изделие формируется следующим образом:
- участок 5А верхней части 5А, 5В корпусной детали 1, участок 7А нижней части 7А, 7В корпусной детали и деталь для ног 9А вяжутся одним из двух цилиндров двухцилиндровой машины;
- участок 5В верхней части 5А, 5В корпусной детали 1, участок 7 В нижней части 7А, 7В корпусной детали и деталь для ног 9 В вяжутся другим из двух цилиндров двухцилиндровой машины;
- столбцы петель начинаются от эластичного пояса и продолжаются для формирования деталей для ног за исключением центральных столбцов, образующих область ластовицы и внутреннюю часть деталей для ног, которые начинаются с объединенного ввязывания по линии СС между точками С1 и С2.
На фиг.2 показана фаза вязания эластичного пояса 3А, 3В и верхней части 5А, 5В корпусной детали 1. На данной фазе два цилиндра, нижний цилиндр 11 и верхний цилиндр 13 вращаются возвратно-поступательным движением для формирования одними и теми же нитями, предпочтительно двумя нитями, в одной или более подач для каждого цилиндра, предпочтительно двух подач для каждого цилиндра, соответствующих половин эластичного пояса 3А, 3В и верхней части 5А, 5В корпусной детали 1. Когда пара цилиндров вращается в одном направлении, например в направлении по часовой стрелке, иглы нижнего цилиндра 11 вяжут соответствующую половину 3А эластичного пояса 3А, 3В или половину 5А верхней части 5А, 5В корпусной детали 1, в то время как иглы верхнего цилиндра 13 остаются неактивными, а соответствующие крючки подняты на уровень сбрасывающей плоскости платин, а когда пара цилиндров вращается в противоположном направлении, т.е. в направлении против часовой стрелки, иглы нижнего цилиндра 11 остаются неактивными, а соответствующие крючки опущены на уровень сбрасывающей плоскости, в то время как иглы верхнего цилиндра 13 вяжут другую половину 3В эластичного пояса 3А, 3В или другую половину 5В верхней части 5А, 5В корпусной детали 1.
При изменении на противоположное вращательного движения цилиндров нить каждой подачи, формирующая эластичный пояс или верхнюю часть 5А, 5В корпусной детали 1 в результате проходит от игл одного цилиндра к иглам другого цилиндра, образуя в точках возврата движения в концах соответствующих рядов линию ввязывания с длиной настолько малой, насколько два цилиндра аксиально приближаются друг к другу. Данные точки изменения движения ограничивают указанные центральные линии (m, n) для соединения двух половин 3А, 3В эластичного пояса и двух половин 5А, 5В верхней части корпусной детали 1.
Необходимо отметить, что на данной фазе не все иглы цилиндров 11 и 13 активны. В каждом цилиндре дуга находящихся рядом игл используется в соответствии с основной частью общего количества игл, например для цилиндра с 400 иглами используются 350 игл, образуя дугу смежных активных игл. Остальные иглы образуют дугу С неактивных игл. Так работают оба цилиндра, цилиндр 11 и цилиндр 13. Иглы дуги С каждого из двух цилиндров находятся в значительной степени в одинаковом угловом положении, т.е. они находятся взаимно друг напротив друга. Они неактивны, т.е. всегда не работают, и когда цилиндры вращаются в направлении по часовой стрелке и когда они вращаются в направлении против часовой стрелки. И наоборот, как уже упоминалось, остальные иглы, образующие дугу, комплементарную дуге С неактивных игл, работают альтернативно, иглы одного цилиндра, когда вращение осуществляется в направлении по часовой стрелке, и иглы другого цилиндра, когда вращение осуществляется в направлении против часовой стрелки.
Таким образом, имеется значительная разница в отношении способов вязания, описываемых в патентных документах известного уровня техники, упомянутых во введении к данному описанию, в которых на фазе вязания возвратно-поступательным движением все иглы верхнего и нижнего цилиндров начинают работать, альтернативно сначала одни, когда вращение осуществляется в направлении по часовой стрелке, и другие, когда вращение осуществляется в направлении против часовой стрелки. Практически пояс 3А, 3В и верхнюю часть 5А, 5В корпусной детали 1 можно вязать с помощью основного количества игл каждого цилиндра, например 350 игл цилиндра с 400 иглами. Таким образом, общее количество столбцов петель эластичного пояса 3А, 3В и верхней части 5А, 5В корпусной детали равно 700. N 5 в данном случае указывает на количество петель верхней части корпусной детали 5А, 5В. Nc/2 указывает на количество игл, остающихся неактивными на данной фазе вязания возвратно-поступательным движением.
После того, как две половины 5А, 5В верхней части корпусной детали 1 будут связаны возвратно-поступательным движением с соответствующими конечными частичными рядами А1, А2, начинается фаза вязания нижней части 7А, 7В корпусной детали 1 и затем фаза вязания деталей для ног 9А, 9В (см. фиг.3). Обе данные фазы выполняются двумя цилиндрами 11, 13, вращающимися непрерывным движением в одном направлении, вяжущими нити из соответствующих подач и каждый производящие сначала соответствующий участок 7А или 7В нижней части корпусной детали 1, а затем соответствующую деталь для ног 9А, 9В посредством всех своих игл (например, 400), т.е. в работу включаются также и те иглы, которые перед этим оставались неактивными по дугам С двух цилиндров 11, 13, в количестве, равном Nc/2 (=50 в данном примере).
В начале данной фазы также иглы дуг С обоих цилиндров, которые остаются неактивными в процессе возвратно-поступательного движения, включаются в работу вместе с иглами, которые вязали часть 3А, 3В эластичного пояса и верхнюю часть 5А, 5В корпусной детали 1. Данные иглы, которые перед этим оставались неактивными, образуют один или более начальных частичных рядов СС и продолжают вязать непрерывным движением нижнюю часть 7А, 7B корпусной детали 1, и затем детали для ног 9А, 9В вместе с другими иглами соответствующих цилиндров. Данная фаза прохода подробно описывается далее.
Таким образом, нижняя часть 7А, 7В корпусной детали вяжется количеством игл, равным сумме игл двух цилиндров. И наоборот, каждая деталь для ног 9А, 9В вяжется иглами цилиндра 11 или 13. В результате каждая деталь для ног будет иметь количество столбцов петель N9, равное числу игл цилиндра (400 игл в данном примере). Нижняя часть 7А, 7В корпусной детали будет иметь число столбцов петель, равное 2xN9, т.е. равное двойному числу игл каждого цилиндра 11, 13. Часть данных столбцов петель продолжается от полурядов А1, А2, которые заканчивают часть, связанную возвратно-поступательным движением, по направлению к деталям для ног 9А, 9В, в то время как часть данных столбцов петель образует ввязывание С, из которого они продолжаются по направлению к деталям для ног 9А, 9В. Так как число игл каждого цилиндра 11, 13, остающееся неактивным на предыдущей фазе вязания возвратно-поступательным движением верхней части 5А, 5В корпусной детали 1, составляет Nc/2, то количество во время предыдущей фазы петель, включающее ввязывание, будет равно Nc.
Во время вязания внутри нижнего цилиндра 11 воздушный поток образуется снизу через традиционную впускную систему, не показанную на чертеже. Таким образом, колготки по мере формирования всасываются по направлению к низу и движутся внутри нижнего цилиндра 11 с частями 3В пояса и 5В трусиков, и деталью для ног 9В, вставленными внутрь соответствующих частей 3А, 5А, 9А колготок так, что когда колготки извлекаются из машины, они находятся в состоянии, показанном на фигурах 4 и 5, и для придания колготкам пригодной для носки формы фиг.1 необходимо извлечь правую деталь для ног 9В из внутренней части левой детали для ног 9А, действуя в соответствии со стрелкой F на фиг.5, а также разворачивая после того, как будет вывернута деталь для ног 9В, правую часть 5А верхней части 5А, 5В корпусной детали и правую часть 3А эластичного пояса.
Данная операция извлечения одной детали для ног из другой после вязания колготок может также выполняться автоматически на машине по завершении вязания колготок, предварительным разъединением только внутренней детали для ног 9В от игл 13, которые формируют ее, и одновременным изменением направления воздушного потока вверх. Таким образом, пока последний столбец петель другой детали для ног 9А все еще закреплен на иглах 15, которые его формировали, внутренняя деталь для ног 9В соскальзывает с наружной детали для ног 9А и разворачивается вверх. В данной точке также последний столбец петель наружной детали для ног 9А снимается с игл 15 и колготки выгружаются вверх или вниз уже в развернутом виде фиг.1.
На фиг.6 схематично показано осевое сечение обращенных друг к другу концов нижнего 11 и верхнего 13 цилиндров вязальной машины в соответствии с настоящим изобретением на фазе вязания возвратно-поступательным движением верхней части 5А, 5В корпусной детали 1 колготок в соответствии с настоящим изобретением.
В каждом цилиндре можно видеть иглы 15, которые скользят по наружным продольным канавкам 11А, 13А цилиндров под действием управляющих кулачков и игловодов, описание которых будет представлено далее, и платины 17, скользящие горизонтально в радиальных канавках соответствующих пластин или «наружных колец» 19, 21 составляющих единое целое с цилиндрами 11, 13. Платины контролируются кулачками 23, 25, опирающимися для каждого цилиндра на соответствующее кольцо 27, 29, которому не дают вращаться специальные угловые опоры (не показаны) не вращающейся части машины.
На фиг.8, на которой горизонтальные расстояния между иглами и платинами были увеличены, чтобы сделать чертеж четче, показано, как иглы 15 нижнего цилиндра 11 установлены относительно игл 15 верхнего цилиндра 13 так, чтобы иглы 15 одного цилиндра были расположены на одной прямой с платинами 17 другого цилиндра. Кроме того, в преимущественном варианте осуществления настоящего изобретения платины 17 имеют глубокое углубление 17В (см. фигуры 10, 6, и 7) очень близко к соответствующему крючку 17А, и практически между крючком и пяточкой 17Т для прохода игл 15 находящегося напротив цилиндра, когда они выдвигаются из указанного цилиндра для захвата нити из подачи.
Таким образом, на фиг.7 показана игла 15 верхнего цилиндра 13, которая опускается выступая из своего цилиндра 13, проходя в пространстве 17 В, находящемся напротив платины для того, чтобы взять нить 31 из нитеводителя 55А, в то время как иглы находящегося напротив цилиндра 11 неактивны и остаются втянутыми примерно на уровень верхнего края платин 17 своего цилиндра 11. Необходимо отметить, что на данной фазе нитеводитель 55А находится немного над линией (f), показывающей горизонтальную плоскость, находящуюся на равном расстоянии от цилиндров 11 и 13, так что иглы верхнего цилиндра 13 могут забирать нить надлежащим образом. Кроме того, платины 17 цилиндра, которые не формируют петлю, удерживаются выдвинутыми в положении, показанном на фиг.7, чтобы не мешать (благодаря пространству 17В в соответствии с настоящим изобретением) иглам верхнего цилиндра, когда они формируют петлю.
Такая конструкция позволяет формировать эластичный пояс 3А, 3В и верхнюю часть 5А, 5В корпусной детали возвратно-поступательным движением всеми иглами дуги активных игл каждого цилиндра, т.е. использовать реальную точность машины для получения требуемой плотности петель в корпусной детали, как было описано выше.
На фиг.9 показано взаимное положение игл 15 и платин 17, когда петля формируется нижним цилиндром 11 для вязания верхней части корпусной детали возвратно-поступательным движением. На данной фазе иглы 15 нижнего цилиндра 11 включаются, чтобы забрать ту же нить 31 подачи из того же нитеводителя 55А, используемого иглами верхнего цилиндра 13 (фиг.6) на предыдущем возвратно-поступательном шаге. Необходимо отметить, что на фазе фиг.9 нитеводитель 55А немного поднят над линией (f), чтобы иглы нижнего цилиндра забирали нить надлежащим образом. Такие смещения нитеводителя 55А между возвратно-поступательными шагами цилиндров достигаются посредством специального устройства, не показанного на чертеже, например, типа, представленного в указанном патенте США 4011738.
Как и в процессе вязания эластичного пояса 3А, 3В и верхней части 5А, 5В корпусной детали 1 возвратно-поступательным движением, необходимо, как объяснялось выше, чтобы расстояние между двумя обращенными друг к другу цилиндрами было как можно меньше, чтобы уменьшить как можно больше ввязывание, соединяющее концы рядов, сформированных двумя цилиндрами, в предпочтительном варианте осуществления настоящего изобретения платины 17 имеют сбрасывающую плоскость 17С (фиг.10) на том же уровне, что и верхняя часть соответствующего крючка 17А. В результате цилиндры могут удерживаться рядом друг с другом таким образом, что расстояние (d) (фиг.7) между платинами 17 двух цилиндров 11, 13 является расстоянием, необходимым для прохода вязаных изделий.
На фигурах 11, 12 и 13 показана конструкция комплекта кулачков перемещения игл 15 и игловодов 16 обоих цилиндров на соответствующих рабочих фазах машины. На фигурах показаны игла 15 и игловод 16, для ясности, слева от данной конструкции на соответствующих рабочих траекториях. Начиная снизу, для нижнего цилиндра можно видеть поднимающие кулачки 35А, 35В, 35С, 35D и опускающие кулачки 37А, 37В, 37С, 37D, для подъема и опускания игловодов 16, комплекты рычагов выбора 39, которые могут контролироваться классическим образом посредством любого известного механического или электрического устройства выбора, четыре группы кулачков 41А, 41В, 41C, 41D управления иглами для формирования петель, и для верхнего цилиндра можно видеть подобные элементы, такие как три группы кулачков 43А, 43В, 43С управления иглами для формирования петель, поднимающие кулачки 45А, 45В, 45С и опускающие кулачки 47А, 47В для подъема и опускания игловодов 16 и комплекты рычагов выбора 49.
Соответственно над и под конструкцией кулачков управления иглами и игловодами показаны пути 51, 53 пяточек 17Т платин 17, соответственно верхнего цилиндра и нижнего цилиндра, которые продолжаются в той же плоскости, что и элементы управления иглами, для того, чтобы показать их движение относительно последних. Однако необходимо отметить, что фактически платины 17 движутся по горизонтальной плоскости, а иглы и игловоды движутся вертикально в соответствующих канавках цилиндров машины.
В длинных горизонтальных сегментах 51А, 53А путей платин, представленных таким образом, платины находятся в полностью выдвинутом положении, показанном на фиг.6. Такое положение позволяет соответствующим иглам 15 другого цилиндра аксиально выдвигаться из цилиндра, чтобы захватить нить без удара о платины. Вместо этого меньшие горизонтальные сегменты 51В, 53В данных путей представляют платины 17 в полностью выдвинутом положении в направлении центростремительного движения, как платина нижнего цилиндра, показанная на фиг.9, и традиционно они согласуются с формирующими петли кулачками 41A-41D и 43А-43С соответствующих подач машины.
Кроме того, на фиг.11 (а также на фигурах 12 и 13), около линии (f) показаны пути игл, соответствующие подачам, являющимся активными на фазе, на которую идет ссылка на чертеже, пути, на которых в данном случае иглы 15 нижнего цилиндра 11 образуют петлю захватом нити из нитеводителей 55А, 55В.
На данной фазе фиг.11 цилиндры делают вращение против часовой стрелки (стрелка F1) для формирования на соответствующих подачах нитей 55А, 55В, через дугу смежных игл (например, 350 игл из общего количества 400) нижнего цилиндра, двух рядов петель половины 3А (см. также фиг.1) эластичного пояса, или половины 5А верхней части трусиков. На данной фазе используются группы формирующих петли кулачков 41В, 41С, и соответствующие кулачки подъема игловодов 35А, 35В, в то время как иглы 15 верхнего цилиндра остаются неактивными, с поднятыми крючками на уровень сбрасывающей плоскости соответствующих платин 17, как на фиг.9. Платины 17 нижнего цилиндра следуют по пути, указанном на фиг.11, взаимодействуя обычным образом с иглами, формирующими петлю на указанных группах кулачков 41В, 41C, в то время как кулачки управления платинами верхнего цилиндра вращаются против часовой стрелки под углом (α) для задержки центростремительного движения указанных платин до степени, достаточной для того, чтобы не мешать иглам нижнего цилиндра во время формирования петель. Данное ограниченное вращение кулачков платин верхнего цилиндра в направлении против часовой стрелки получается простым вращением опоры 29 (фиг.6) данных кулачков посредством трения до угловой опоры, не показанной на чертеже.
На фазе фиг.12 цилиндры делают вращение по часовой стрелке (стрелка F2) для формирования верхним цилиндром посредством дуги смежных игл (например, 350 игл из общего количества в 400 игл) и на соответствующих подачах нитей 55А, 55В, уже использованных на фазе фигуры 11, двух рядов петель половины 3В (см. также фиг.1) эластичного пояса, или половины 5В верхней части трусиков. На данной фазе используются группы формирующих петли кулачков 43А, 43В и соответствующие опускающие кулачки 47А, 47В и поднимающие кулачки 45А, 45В для опускания и подъема игловодов. Платины 17 верхнего цилиндра следуют по пути, указанном на фиг.12, взаимодействуя обычным образом с соответствующими иглами 15, формирующими петлю на указанных группах кулачков 43А, 43В, в то время как кулачки управления платинами верхнего цилиндра вращаются по часовой стрелке для задержки на угол (β) центростремительного движения соответствующих платин в степени, достаточной для того, чтобы не мешать иглам верхнего цилиндра во время вышеуказанного формирования петель. Данное ограниченное вращение кулачков платин нижнего цилиндра в направлении по часовой стрелке получается простым вращением опоры 27 указанных кулачков до предусмотренной угловой опоры.
На фазе фиг.13 цилиндры вращаются в направлении против часовой стрелки непрерывным движением (стрелка F1) для формирования соответствующей половины 7А, 7В нижней части трусиков или соответствующей детали для ног 9А, 9В, используя в обоих случаях все иглы. А именно, на данной фазе нижний цилиндр формирует, при каждом вращении, два ряда петель, забирая нить из нитеводителей 55D, 55С через группы 41А, 41D петлеобразующих кулачков и соответствующих кулачков подъема игловодов 35D, 35С, в то время как верхний цилиндр формирует два ряда петель захватом нити из нитеводителей 55А, 55В посредством групп 43В, 43С петлеобразующих кулачков и соответствующих кулачков опускания игловодов 47А, 47В. Платины 17 верхнего цилиндра 13 и нижнего цилиндра 11 движутся по пути, показанном на фиг.13, взаимодействуя обычным образом с соответствующими иглами 15, формирующими петлю на указанных группах кулачков 43В, 43С; 41А, 41D без возвратно-поступательного смещения соответствующих управляющих кулачков, так как два цилиндра, как четко показано на фигуре 10, формируют петлю на взаимно смещенных под углом подачах, в результате без взаимодействия платин одного цилиндра с иглами другого цилиндра, благодаря особой форме платин в соответствии с данным изобретением, как объяснялось выше.
В начале фазы вязания непрерывным движением, включающей все иглы двух цилиндров, т.е. иглы, которые формируют возвратно-поступательным движением пояс 3А, 3В и верхнюю часть 5А, 5В корпусной детали 1, иглы по дуге С неактивных игл двух цилиндров 11, 13 свободны от петель на своих стержнях, так как они не участвовали в предыдущей фазе вязания. В начале фазы вязания непрерывным движением данные дуги С игл, которые остаются неактивными на предыдущей фазе, образуют ряд или ряды для соединения деталей для ног по линии ластовицы СС (см. также фиг.1). Для включения в работу данные иглы должны задействовать, по меньшей мере, одну нить для формирования первого ряда петель.
На фиг.14 показано формирование первого ряда петель, формируемого первой нитью WA данной фазы. В иллюстрируемом примере, так как нити, формирующие верхнюю часть 5А, 5В и эластичный пояс 3А, 3В корпусной детали 1 - это нити из нитеводителей нижнего цилиндра 11, первая нить WA (одна из нитей, формирующих часть 55А, 55В корпусной детали 1) захватывается иглами нижнего цилиндра 11. Данные иглы захватывают нить из нитеводителя 55А подачи 41В (см. также фиг.13). Второй ряд петель формируется другой нитью WB (которая также формирует часть 55А, 55В корпусной детали 1), подаваемой нитеводителем 55В подачи 41C, как описывается в данном документе.
Когда во время формирования первого ряда (WA) дуги игл С, перед этим остававшиеся неактивными, обоих цилиндров 11, 13 (язычок которых был предварительно открыт стандартным устройством открывания игл, не показанным на чертеже) проходят перед нитеводителем 55А для захвата данной нити, вступают в работу иглы нечетных позиций (b1, b3 и т.д.) верхнего цилиндра и иглы четных позиций (а2, а4 и т.д.) нижнего цилиндра. Таким образом, на дуге игл С нить WA имеет форму зигзага, как показано на фиг.14. Продолжая вращение цилиндров в направлении F1, на следующей подаче, т.е. на подаче 41C фиг.13, иглы дуг С двух цилиндров 11, 13 забирают нить WB, подаваемую нитеводителем 55В, перевернутым выбором относительно показанного на фиг.14, т.е. они вводятся в работу для захвата нити только от нечетных игл (а1, а3 и т.д.) нижнего цилиндра 11 и четных игл (b2, b4 и т.д.) верхнего цилиндра 13. На фиг.14 путь нити WB, зацепляемой четными иглами верхнего цилиндра 13 и нечетными иглами нижнего цилиндра на данной фазе, указывается пунктирной линией.
Таким образом, два взаимно ввязанных начальных ряда петель формируются на дугах игл, а затем все иглы дуги С обоих цилиндров 11, 13 могут работать вместе со всеми остальными иглами двух цилиндров, как иллюстрируется и описывается на фиг.13, для вязания нижней части 7А, 7В корпусной детали 1 и соответствующих деталей для ног 9А, 9В. Они представляют соединяющее ввязывание по дугообразной кривой СС на ластовице.
В представленном выше описании предполагалось, что корпусная деталь вяжется возвратно-поступательным движением с помощью двух нижних подач и двух верхних подач двумя рабочими нитеводителями 55А, 55В нижнего цилиндра. Таким образом, начальные ряды ввязывания, формируемые дугой С игл, неактивных на предыдущей фазе на каждом цилиндре 11, 13, которые начинают работать, когда заканчивается вязание возвратно-поступательным движением и начинается вязание непрерывным движением, формируются теми же нижними нитеводителями, которые подают нити WA, WB, из которых вяжется верхняя часть 5А, 5В корпусной детали 1. Однако можно работать в обратном порядке, т.е. формируя корпусную деталь 1, подавая две нити нитеводителями верхнего цилиндра. В данном случае ввязывание будет формироваться двумя нитями WA, WB, подаваемыми нитеводителями верхнего цилиндра на оба цилиндра на фазе вязания возвратно-поступательным движением для формирования верхней части 5А, 5В корпусной детали 1.
Также возможно выполнить такое ввязывание возвратно-поступательным движением, но такое решение более сложное и менее быстрое.
На фиг.8А в отличие от фиг.8, описанной выше, иллюстрируется в реальных пропорциях вид снаружи игл и платин двух цилиндров в рабочей области в процессе вязания возвратно-поступательным движением, показанного на фиг.7, и цилиндры 11 и 13 обоюдно аксиально примыкают в максимально возможной степени. Как показано на фиг.8А, когда иглы цилиндра выводятся на уровень нитеводителя 31 для захвата нити, они входят между иглами другого цилиндра с минимальным зазором. Для цилиндров диаметра 4″ с 400 иглами данный зазор составляет порядка 0,05 мм.
Таким образом, в процессе возвратно-поступательного движения необходимо держать два цилиндра точно фазированными друг относительно друга с соответствующим смещением игл на половину шага. Этого можно достичь обычным образом, создав передачу движения между цилиндрами корректированной передачей и восстановлением на стадии сборки неизбежного зазора в передаче с помощью двойных зубчатых передач. Но это экономически невыгодно.
Для устранения данного недостатка в настоящем изобретении предусматривается специальная конструкция, иллюстрированная на фиг.15 и на следующих, в которой полый блок 103 крепится винтами 101 к нижнему цилиндру 11, указанный блок предусматривается с верхним отверстием, внутрь которого загоняется цилиндрический вкладыш 105. Ось Y-Y втулки параллельна оси Х-Х цилиндров и размещается внутри и около игл, формирующих ластовицу С колготок, на равном расстоянии от игл, на которых происходит изменение на обратное движения вязания и которые формируют ряды петель m, n фиг.1.
Подобный полый блок 109 крепится винтами 111 к верхнему цилиндру 13, указанный блок имеет внизу отверстие, в которое загоняется угловая опорная заглушка 107, которая также имеет ось Y-Y. Заглушка 107 может вставляться во вкладыш 105 с минимальным радиальным зазором, достаточным только для свободного обратно-поступательного осевого скольжения.
В конструкции фиг.15 цилиндры находятся смежно друг с другом в максимально возможной степени для вязания возвратно-поступательным движением частей 5А, 5В корпусной детали и 3А, 3В эластичного пояса. В данной расстановке заглушка 107 вставляется с минимальным зазором во вкладыш (гнездо) 105, чтобы держать цилиндры 11, 13 под углом друг к другу таким образом, чтобы иглы одного цилиндра, когда они вводятся в работу для формирования петли, свободно вставлялись между иглами другого цилиндра без взаимного задевания, как показано на фиг.8. Два края 3А, 5А; 3В, 5В полотна, произведенного возвратно-поступательным движением, движутся одно внутри другого, как показано на фигурах 2 и 3, и соединяются вместе в соответствующих концах в соответствии с линиями m, n. Благодаря конструкции описанной выше заглушки 107, она не мешает данным двум краям полотна во время формирования, так как они проходят с противоположных сторон от заглушки 107, не задевая ее.
Таким образом, любой угловой зазор, возникающий из механической трансмиссии между цилиндрами 11 и 13 восстанавливается, а именно зазор между зубчатыми передачами и соединением, формирующим их, и нет необходимости использовать уточненные передачи.
В конструкции фиг.16, на которой показано взаимное осевое положение цилиндров 11, 13 в процессе вязания непрерывным движением деталей для ног 9А, 9В, цилиндры находятся на расстоянии друг от друга с тем, чтобы соответствующие иглы, вступающие в работу для формирования петли, оставались аксиально разнесенными от игл другого цилиндра, и таким образом, их точное относительное угловое позиционирование не является необходимым. В данном положении заглушка 107 полностью извлечена из вкладыша (гнезда) 105 и остается на расстоянии от него в степени, достаточной для прохода между заглушкой и гнездом полотна деталей для ног 9А, 9В в процессе их вязания.
На фиг.18 показан вид сбоку головки описанной выше двухцилиндровой машины с нижним цилиндром 11 и верхним цилиндром 13, находящимися в смежном положении фиг.15. Практически машина имеет две находящиеся напротив полуголовки 200, 300, каждая из которых содержит основную пластину 202, 302, которая поддерживает соответствующий цилиндр 11,13 подшипниками 204, 206; 304, 306. Цилиндры соединены друг с другом приводным валом 308 и двумя соответствующими парами передач 210, 212; 310, 312, приводной вал фактически сформирован двумя коаксиальными валами 214, 314, соединенными вместе соединением с шлицевыми профилями 216, которые могут скользить аксиально.
Кроме того, каждая головка 200, 300 содержит управляющие кулачки для управления соответствующими иглами и игловодами (не показаны на чертеже), кулачки, которые прикладываются к опорам, называемые ″колпачками″ 218, 220; 318, 320, установленные на промежуточной пластине 222; 322 на основной пластине 202, 302, соответственно.
Нижняя основная пластина опирается на основание 324 машины и головка получает движение для вращения цилиндров посредством зубчатого ремня и шкива 326.
Верхняя полуголовка 300 имеет основную пластину 302, составляющую единое целое с башмаками 328 призматической направляющей 330 параллельно оси Х-Х цилиндров и прикрепленную к боковой опоре, которая в свою очередь составляет единое целое с основной пластиной 202 нижней полуголовки 200. Пневмопривод 334 размещается между основными пластинами 202, 302 двух полуголовок для их перемещения по направлению друг к другу или друг от друга, путь смещения определяется регулируемыми упорами (не показаны).
Таким образом, можно перемещать цилиндры 11, 13 по направлению друг к другу соответствующими полуголовками 200, 300 в схеме фиг.18 для вязания возвратно-поступательным движением частей колготок в соответствии с вышеописанным способом, или перемещать указанные цилиндры друг от друга вместе с указанными полуголовками в схеме фиг.19 для вязания непрерывным движением других частей колготок. Ввязывание, формируемое по указанным линиям m и n на обратном ходе движений цилиндров, минимальное, и в любом случае оно такое, чтобы не снижать в значительной степени эстетическое качество готового продукта.
Необходимо понимать, что возвратно-поступательное осевое движение двух цилиндров по направлению друг к другу с иглами одного цилиндра, вставляющимися между иглами противоположного цилиндра на фазе вязания возвратно-поступательным движением особенно преимущественно, так как оно позволяет получать более равномерное готовое изделие, в котором область корпусной детали, производимая на обратном движении цилиндров, практически не видна. Однако можно устанавливать цилиндры на расстоянии друг от друга также во время фазы вязания возвратно-поступательным движением корпусной детали. В данном случае возникает меньше механических сложностей при более низком качестве готового изделия. На фигурах 1А и 4А схематично показаны виды изделий, подобные фигурам 1 и 4, но с выделенной более широкой линией ввязывания m, n, т.е. наличием области, в которой два смежных столбца петель более взаимно разнесены благодаря тому факту, что в данной области нить проходит от одного цилиндра к другому, выполняя большее смещение, чем в случае смежных цилиндров благодаря большему расстоянию, на котором находятся данные цилиндры в процессе всего вязания.
Понятно, что на чертеже показан пример, предусмотренный только способом практической компоновки настоящего изобретения, который может варьироваться по формам и конструкциям, но без отклонения от концепции, лежащей в основе данного изобретения. Все ссылочные номера в пунктах приложенной формулы изобретения предусмотрены исключительно для облегчения чтения пунктов формулы изобретения в свете описания и чертежей и никоим образом не ограничивают объем правовой охраны, представленный пунктами формулы изобретения.















Изобретение относится к способу и машине для вязания предметов одежды, таких как трусы, колготки и других подобных предметов.
Способ содержит этапы вязания, по меньшей мере, одной части корпусной детали возвратно-поступательным движением двух цилиндров двухцилиндровой машины. Вязание деталей для ног производится непрерывным круговым движением двух цилиндров, первая деталь для ног вяжется первым из указанных цилиндров, а вторая деталь для ног вяжется вторым из указанных цилиндров. Согласно изобретению, дуга игл зоны ластовицы временно остается неактивной на каждом из указанных двух цилиндров во время вязания указанной, по меньшей мере, одной части корпусной детали возвратно-поступательным движением. Кроме того, предусматривается, что временно неактивные иглы должны вступать в работу в конце вязания указанной, по меньшей мере, одной части корпусной детали возвратно-поступательным движением, в результате формируется линия ввязывания в зоне ластовицы для соединения двух деталей для ног, затем вязание продолжается непрерывным круговым движением всеми иглами обоих цилиндров.
Данный способ и машина направлены на повышение прочностных характеристик изделия и удобства использования. 3 н. и 37 з.п. ф-лы, 22 ил.
1. Способ вязания трикотажного изделия, содержащего корпусную деталь (1) и две детали для ног (9А, 9В), посредством двухцилиндровой (11, 13) круговой вязальной машины, содержащий этапы вязания, по меньшей мере, одной части (5А, 5В) корпусной детали (1) возвратно-поступательным движением двух цилиндров и вязания детали для ног (9А, 9В) непрерывным круговым движением двух цилиндров (11, 13), при этом первая деталь для ног вяжется первым из указанных цилиндров, а вторая деталь для ног вяжется вторым из указанных цилиндров, отличающийся тем, что дуга игл (С) сохраняется временно неактивной на каждом из указанных двух цилиндров в процессе вязания указанной, по меньшей мере, одной части (5А, 5В) корпусной детали (1) возвратно-поступательным движением, а указанные иглы, временно не активные на обоих цилиндрах во время вязания, по меньшей мере, одной части корпусной детали, используются для формирования линии ввязывания (СС) для соединения двух деталей для ног (9А, 9В).
2. Способ по п.1, отличающийся тем, что сначала вяжут корпусную деталь (1) с сохранением указанной дуги игл (С) временно неактивной на каждом из указанных двух цилиндров; вводят в работу указанные временно неактивные иглы в конце вязания указанной, по меньшей мере, одной части (5А, 5В) корпусной детали (1) возвратно-поступательным движением, и в результате формируют линии ввязывания (СС) для соединения двух деталей для ног (9А, 9В); продолжают вязание непрерывным круговым движением посредством всех игл (15) обоих цилиндров (11, 13) для вязания деталей для ног.
3. Способ по п.1, отличающийся тем, что сначала вяжут одновременно две детали для ног, начиная с соответствующих мысков, и затем вяжут корпусную деталь.
4. Способ по п.1, отличающийся тем, что указанное изделие формируется соединением трех трубчатых полотен; в котором первое трубчатое полотно (3А, 3В; 5А, 5В) формируется обоими цилиндрами (11; 13), которые вращаются возвратно-поступательным движением и вяжут нити, подаваемые, по меньшей мере, одним нитеводителем (55А, 55В), по меньшей мере, одной подачи, иглы одного цилиндра работают, когда данный цилиндр вращается в одном направлении, а иглы другого цилиндра работают, когда он вращается в противоположном направлении; в котором два других трубчатых полотна (7А, 7В; 9А, 9В) получаются вязанием одновременно и отдельно первого из указанных других двух полотен первым цилиндром (11) и второго из указанных других двух полотен вторым цилиндром (13) вращением первого и второго цилиндра непрерывным движением и подачей в первый и второй цилиндры соответствующих нитей из соответствующих нитеводителей (55С, 55D; 55А, 55В), по меньшей мере, одной подачи для каждого цилиндра; и в котором для вязания указанного первого трубчатого полотна (3А, 3В; 5А, 5В), каждый цилиндр (11; 13) использует первую дугу смежных игл, имеющую количество игл меньше общего количества игл цилиндра, оставляя неактивной соответствующую дугу (С) игл каждого цилиндра, при этом вязание каждого из других двух трубчатых полотен (7А, 7В; 9А, 9В) выполняется посредством всех игл (15) соответствующего цилиндра (11; 13).
5. Способ по п.2, отличающийся тем, что указанное изделие формируется соединением трех трубчатых полотен; в котором первое трубчатое полотно (3А, 3В; 5А, 5В) формируется обоими цилиндрами (11; 13), которые вращаются возвратно-поступательным движением и вяжут нити, подаваемые, по меньшей мере, одним нитеводителем (55А, 55В), по меньшей мере, одной подачи, иглы одного цилиндра работают, когда данный цилиндр вращается в одном направлении, а иглы другого цилиндра работают, когда он вращается в противоположном направлении; в котором два других трубчатых полотна (7А, 7В; 9А, 9В) получаются вязанием одновременно и отдельно первого из указанных других двух полотен первым цилиндром (11) и второго из указанных других двух полотен вторым цилиндром (13) вращением первого и второго цилиндра непрерывным движением и подачей в первый и второй цилиндры соответствующих нитей из соответствующих нитеводителей (55С, 55D; 55А, 55В), по меньшей мере, одной подачи для каждого цилиндра; и в котором для вязания указанного первого трубчатого полотна (3А, 3В; 5А, 5В), каждый цилиндр (11; 13) использует первую дугу смежных игл, имеющую количество игл меньше общего количества игл цилиндра, оставляя неактивной соответствующую дугу (С) игл каждого цилиндра, при этом вязание каждого из других двух трубчатых полотен (7А, 7В; 9А, 9В) выполняется всеми иглами (15) соответствующего цилиндра (11; 13).
6. Способ по п.3, отличающийся тем, что указанное изделие формируется соединением трех трубчатых полотен; в котором первое трубчатое полотно (3А, 3В; 5А, 5В) формируется обоими цилиндрами (11; 13), которые вращаются возвратно-поступательным движением и вяжут нити, подаваемые, по меньшей мере, одним нитеводителем (55А, 55В), по меньшей мере, одной подачи, иглы одного цилиндра работают, когда данный цилиндр вращается в одном направлении, а иглы другого цилиндра работают, когда он вращается в противоположном направлении; в котором два других трубчатых полотна (7А, 7В; 9А, 9В) получаются вязанием одновременно и отдельно первого из указанных других двух полотен первым цилиндром (11) и второго из указанных других двух полотен вторым цилиндром (13) вращением первого и второго цилиндра непрерывным движением и подачей в первый и второй цилиндры соответствующих нитей из соответствующих нитеводителей (55С, 55D; 55А, 55В), по меньшей мере, одной подачи для каждого цилиндра; и в котором для вязания указанного первого трубчатого полотна (3А, 3В; 5А, 5В), каждый цилиндр (11; 13) использует первую дугу смежных игл, имеющую количество игл меньше общего количества игл цилиндра, оставляя неактивной соответствующую дугу (С) игл каждого цилиндра, при этом вязание каждого из других двух трубчатых полотен (7А, 7В; 9А, 9В) выполняется всеми иглами (15) соответствующего цилиндра (11; 13).
7. Способ по одному из пп.1-6, отличающийся тем, что на указанной дуге (С) игл, которая остается неактивной во время вязания указанной первой части (5А, 5В) корпусной детали, указанное ввязывание формируется, по меньшей мере, одним частичным рядом (WA; WB) простых петель по линии ластовицы (СС) изделия, указанный, по меньшей мере, один частичный ряд вяжется иглами дуг (С), обоих цилиндров (11, 13), остающихся неактивными.
8. Способ по п.7, отличающийся тем, что на указанной дуге (С) игл, остающихся неактивными на фазе вязания указанной первой части (5А, 5В) корпусной детали (1), указанное ввязывание формируется, по меньшей мере, двумя частичными рядами (WA; WB) общих петель по указанной линии ластовицы (СС) изделия, указанные два частичных ряда вяжутся дугами (С) игл обоих цилиндров (11, 13), остающихся неактивными.
9. Способ по п.7, отличающийся тем, что указанный, по меньшей мере, один частичный ряд формируется нитью, которая вяжет указанную первую часть (5А, 5В) корпусной детали (1).
10. Способ по п.8, отличающийся тем, что указанные, по меньшей мере, два частичных ряда формируются двумя нитями, которые вяжут указанную первую часть (5А, 5В) корпусной детали (1).
11. Способ по п.7, отличающийся тем, что указанный, по меньшей мере, один частичный ряд простых петель, который вяжется дугами (С) игл, остающихся неактивными в процессе вязания первой части (5А, 5В) корпусной детали (1), формируется зацеплением, по меньшей мере, одной нити, чередующимися иглами (а2, а4, …; b1, b3, …) дуг (С) игл двух цилиндров, остающихся неактивными.
12. Способ по п.8, отличающийся тем, что указанные два частичных ряда простых петель, вяжутся посредством дуг (С) игл, остающихся неактивными в то время как вязание первой части (5А, 5В) корпусной детали (1) осуществляется зацеплением, по меньшей мере, одной первой нити (WA) четными иглами (а2, а4, …) дуги игл, остающихся неактивными (С) первого цилиндра, и нечетными иглами (b1, b3, …) дуги (С) игл, остающихся неактивными, второго цилиндра, и последующим зацеплением второй нити (WB) нечетными иглами (а1, а3 …) дуги игл, остающейся неактивной (С), первого цилиндра, и четными иглами (b2, b4, …) дуги игл, остающейся неактивной (С) второго цилиндра.
13. Способ по п.7, отличающийся тем, что указанный, по меньшей мере, один частичный ряд или указанные два частичных ряда петель вяжутся непрерывным и одновременным движением вращения двух цилиндров (11, 13).
14. Способ по одному из пп.1-6, отличающийся тем, что указанная первая часть (5А, 5В) корпусной детали (1) вяжется, по меньшей мере, двумя нитями, подаваемыми двумя нитеводителями альтернативно на первый цилиндр (11) во время вращения в одном направлении, и на второй цилиндр (13) во время вращения в противоположном направлении.
15. Способ по одному из пп.1-6, отличающийся тем, что указанная первая часть (5А, 5В) корпусной детали (1) вяжется с применением двух подач первого цилиндра и двух подач второго цилиндра.
16. Способ по одному из пп.1-6, отличающийся тем, что, в процессе вязания возвратно-поступательным движением указанной, по меньшей мере, одной части (5А, 5В) корпусной детали (1), два цилиндра (11, 13) двухцилиндровой машины движутся аксиально друг к другу в смежном рабочем положении таким образом, что иглы одного цилиндра проходят между иглами другого цилиндра, при этом во время вязания непрерывным круговым движением указанные два цилиндра движутся аксиально друг от друга в разнесенном рабочем положении двух цилиндров.
17. Способ по п.16, отличающийся тем, что в процессе вязания возвратно-поступательным движением указанные два цилиндра соединены во вращении друг с другом посредством углового устройства соединения, расположенного внутри двух цилиндров.
18. Способ по одному из п.п.1-6, отличающийся тем, что указанные два цилиндра (11, 13) отстоят во время вязания корпусной детали и во время вязания деталей для ног на таком расстоянии, что иглы одного цилиндра не проходят между иглами другого цилиндра.
19. Двухцилиндровая (11, 13) круговая вязальная машина для производства предметов одежды, таких как трусы, колготки и другие подобные предметы, содержащая два наложенных цилиндра (11, 13), указанная машина управляется для выполнения шагов вязания, по меньшей мере, одной части (5А, 5В) корпусной детали (1) возвратно-поступательным движением двух цилиндров и вязания деталей для ног (9А, 9В) непрерывным круговым движением двух цилиндров (11, 13), вяжется первая деталь для ног, отличающаяся тем, что указанная машина далее контролируется таким образом, что дуга игл (С) остается временно неактивной на каждом из указанных цилиндров в процессе вязания, по меньшей мере, одной части (5А, 5В) корпусной детали (1) возвратно-поступательным движением, а указанные иглы, временно не активные на обоих цилиндрах во время вязания, по меньшей мере, одной части корпусной детали используются для формирования линии ввязывания (СС) для соединения двух деталей для ног (9А, 9В).
20. Машина по п.19, отличающаяся тем, что два наложенных цилиндра (11, 13) смещены под углом относительно друг друга таким образом, что каждый цилиндр (11, 13) имеет иглы (15), выровненные с платинами (17) другого цилиндра (13, 11) так, что иглы (11) одного цилиндра не мешают иглам другого цилиндра в процессе вязания изделия и оба цилиндра выполнены с возможностью качественного вязания всех частей изделия.
21. Машина по п.20, отличающаяся тем, что платины (17) имеют крючок (17А) и пяточку (17Т), при этом между указанными крючком и пяточкой сформировано углубление (17В), предназначенное для прохода соответствующей иглы (15) формирования петли противоположного цилиндра, платины (17) одного цилиндра (11, 13) удерживаются в выдвинутом положении, когда иглы (15) другого цилиндра (13, 11) приводятся в действие для формирования петли.
22. Машина по п.19, отличающаяся тем, что платины (17) двух цилиндров (11, 13) имеют плоскость формирования петли (17С), по существу выровненную с верхней частью крючка (17А).
23. Машина по п.20, отличающаяся тем, что платины (17) двух цилиндров (11, 13) имеют плоскость формирования петель (17С), по существу выровненную с верхней частью крючка (17А).
24. Машина по п.21, отличающаяся тем, что платины (17) двух цилиндров (11, 13) имеют плоскость формирования петель (17С), по существу выровненную с верхней частью крючка (17А).
25. Машина по одному из пп.20-24, отличающаяся тем, что каждый цилиндр (11, 13) содержит управляющие кулачки (23, 25) для управления соответствующими платанами (17), предусмотренные с угловым движением для углового изменения положения кулачков на разных фазах работы машины.
26. Машина по п.25, отличающаяся тем, что на каждом шаге возврата возвратно-поступательного движения, на котором иглы одного из указанных цилиндров не работают, управляющие кулачки (23; 25) для управления платанами (17) указанного цилиндра, иглы которого не работают, смещаются на угол (α; β) относительно своего нормального углового положения, используемого на фазах непрерывного движения, для того, чтобы задержать выход соответствующих платин (17) относительно точки формирования петли другого из указанных двух цилиндров, иглы которого работают, чтобы предотвратить задевание указанных работающих игл указанного другого цилиндра.
27. Машина по одному из пп.20-24, отличающаяся тем, что два цилиндра перемещаются в два положения вязания, соответственно первое смежное положение и второе разнесенное положение двух цилиндров, предусматривается устройство углового соединения для ограничения во вращении двух цилиндров, когда они находятся в первом смежном положении.
28. Машина по п.27, отличающаяся тем, что указанное устройство углового соединения расположено внутри двух цилиндров.
29. Машина по п.28, отличающаяся тем, что указанное устройство углового соединения содержит штырь на первом из указанных цилиндров и гнездо на втором из указанных цилиндров, осевое поступательное движение двух цилиндров приводит к проходу штыря в гнездо.
30. Машина по п.29, отличающаяся тем, что указанный штырь и указанное гнездо жестко соединены с соответствующими цилиндрами.
31. Трикотажное изделие, содержащее корпусную деталь (1) и две детали для ног (9А, 9В), соединенные по области ластовицы, в котором указанная корпусная деталь (1) и указанные детали для ног (9А, 9В) формируются непрерывно вязаным полотном без швов, отличающееся тем, что в зоне ластовицы имеется линия соединения (СС) для соединения двух деталей для ног (9А, 9В) сформированная, по меньшей мере, одним рядом ввязывания, общим для двух деталей для ног, и что указанная корпусная деталь (1) формируется столбцами петель, которые продолжаются от талии (3А, 3В) корпусной детали (1) до деталей для ног (9А, 9В) и в нижней части следующими столбцами петель, которые продолжаются от указанного, по меньшей мере, одного ряда ввязывания, образуя указанную линию ввязывания (СС), к указанным деталям для ног (9А, 9В).
32. Изделие по п.31, отличающееся тем, что указанная линия соединения (СС) формируется ввязыванием, по меньшей мере, двух рядов.
33. Изделие по п.31, отличающееся тем, что указанная корпусная деталь (1) содержит, по меньшей мере, одну верхнюю часть (5А, 5В), сформированную двумя участками, соединенными по двум линиям ввязывания (m, n), сформированным на передней части и на задней части изделия.
34. Изделие по п.32, отличающееся тем, что указанная корпусная деталь (1) содержит, по меньшей мере, одну верхнюю часть (5А, 5В), сформированную двумя участками, соединенными по двум линиям ввязывания (m, n), сформированным на передней части и на задней части изделия.
35. Изделие по п.33, отличающееся тем, что указанная корпусная деталь (1) содержит нижнюю часть (7А, 7В), образующую исполнение верхней части (5А, 5В) и продолжающуюся до образования области ластовицы и деталей для ног (9А, 9В) изделия, при этом указанные линии ввязывания (m, n) продолжаются в верхней части (5А, 5В) корпусной детали, а передняя линия ввязывания (m) соединяется с задней линией ввязывания (n) посредством указанного ввязывания (СС), которое продолжается по нижней части (7А, 7В) корпусной детали (1).
36. Изделие по п.34, отличающееся тем, что указанная корпусная деталь (1) содержит нижнюю часть (7А, 7В), образующую исполнение верхней части (5А, 5В) и продолжающуюся до образования области ластовицы и деталей для ног (9А, 9В) изделия, при этом указанная линия ввязывания (m, n) продолжаются в верхней части (5А, 5В) корпусной детали, а передняя линия ввязывания (m) соединяется с задней линией ввязывания (n) посредством указанного ввязывания (СС), которое продолжается по нижней части (7А, 7В) корпусной детали (1).
37. Изделие по одному из пп.31-36, отличающееся тем, что указанное ввязывание формируется нитями, которые образуют верхнюю часть (5А, 5В) указанной корпусной детали (1).
38. Изделие по одному из пп.31-36, отличающееся тем, что указанные две детали для ног (9А, 9В) сформированы равным количеством (N9) столбцов петель деталей для ног, при этом указанное ввязывание (СС) сформировано количеством (Nc) столбцов петель ввязывания, причем указанная корпусная деталь (1) содержит верхнюю часть (5А, 5В), сформированную количеством (N5) столбцов петель корпусной детали, равным сумме числа (N9) столбцов петель двух деталей для ног (9А, 9В) минус число (Nc) столбцов петель ввязывания (СС).
39. Изделие по п.38, отличающееся тем, что указанная корпусная деталь (1) содержит нижнюю часть (7А, 7В), формируемую количеством столбцов петель, равным сумме числа (N9) столбцов петель двух деталей для ног (9А, 9В), часть которых формирует указанное ввязывание (СС).
40. Изделие по п.38, отличающееся тем, что указанное число (Nc) столбцов петель ввязывания меньше половины числа (N9) столбцов петель каждой детали для ног (9А, 9В).
| US 0003975924 A1, 24.08.1976, | |||
| US 0004608840 A1, 02.09.1986, | |||
| US 0006148642 A1, 21.11.2000, | |||
| Способ изготовления колготок или подобных изделий на двухфонтурной кругловязальной машине | 1981 |
|
SU1240365A3 |
| Вязальная машина для производства трубчатых изделий | 1990 |
|
SU1836509A3 |

