Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к устройствам и способам профилирования поверхности листового изделия из металла и металлического сплава.
Уровень техники
Тонколистовое изделие, имеющее жесткий допуск (например, ±0,05 мм) может быть изготовлено посредством шлифования и полирования листового изделия с помощью ленточно-шлифовального станка. Ленточно-шлифовальный станок включает в себя абразивную шлифовальную головку и вакуумное основание, которое удерживает листовое изделие в требуемом положении и служит в качестве базовой поверхности для шлифовальной головки. Сама шлифовальная головка состоит из фиксированного цилиндра, вокруг которого проходит шлифовальная лента. Вакуумное основание, как вариант известное по названию вакуумный держатель, в общем, имеет канавку под уплотнительное кольцо, механически изготовленную в ней таким образом, что имеется возможность создания вакуума для удерживания листового изделия в требуемом положении на вакуумном основании во время шлифования.
Обычный процесс шлифования и полирования плоского тонкого листового изделия включает в себя размещение листа на вакуумном основании, удерживание листового изделия в требуемом положении посредством создания вакуума с последующим многократным прохождением вакуумного основания под фиксированной шлифовальной головкой. После каждого прохода основание поднимается для уменьшения зазора между вакуумным основанием и шлифовальной головкой, таким образом, равномерно шлифуя и утоняя листовое изделие поперек всей ширины листового изделия.
Как вариант, процесс шлифования и полирования тонколистового изделия переменного сечения может включать в себя прохождение основания под шлифовальной головкой с постепенным подниманием или опусканием основания между двумя установленными положениями во время каждого прохода для постепенного изменения толщины листового изделия между двумя установленными положениями. Этот способ позволяет получить толщину переменного сечения, которая является равномерной по всей ширине листового изделия.
В любом из двух вышеприведенных случаев полученное листовое изделие имеет по существу равномерную толщину по всей ширине (т.е. в направлении, перпендикулярном направлению шлифования) листового изделия с заданной шероховатостью поверхности, которая зависит от класса используемой абразивной ленты и количества выполненных проходов.
Листовой продукт равномерной толщины по всей ширине листа может, в отдельных случаях, оказывать влияние на эксплуатационные характеристики. Например, если на отдельных участках требуется повышенная жесткость или наличие дополнительного материала, получаемое листовое изделие должно иметь дополнительную толщину по всей ширине. Этот дополнительный материал увеличивает массу готового компонента и потенциально может препятствовать получению требуемых эксплуатационных характеристик. Оба эти фактора могут увеличивать расходы, что нежелательно для потребителей, для заказчиков листовых изделий.
Соответственно, существует необходимость в получении рентабельного способа изготовления листового изделия с контролируемой переменной толщиной, который является как достаточно регулируемым, так и воспроизводимым для использования в промышленном производственном процессе.
Раскрытие изобретения
Принимая во внимание вышеуказанные проблемы, потребности и задачи, настоящее изобретение предлагает способы изготовления листового изделия, имеющего переменный профиль поверхности, и изделия, изготавливаемые таким образом.
По варианту выполнения предлагается способ профилирования поверхности листового изделия, имеющего первый профиль на первой поверхности. Способ включает в себя получение профилирующего шаблона, расположение профилирующего шаблона и листового изделия таким образом, чтобы профилирующий шаблон находился между листовым изделием и опорной поверхностью, приспосабливание листового изделия и профилирующего шаблона к опорной поверхности таким образом, чтобы листовой продукт имел второй профиль поверхности на первой поверхности, и обработку листового изделия для образования третьего профиля поверхности на первой поверхности.
По другому варианту выполнения листовое изделие освобождается от приспосабливания к профилирующему шаблону, чтобы листовое изделие имело четвертый профиль поверхности на первой поверхности. Опорная поверхность может быть вакуумным основанием, и приспосабливание листового продукта к профилирующему шаблону может дополнительно включать в себя прикладывание вакуумного усилия к профилирующему шаблону и листовому изделию. В еще одном варианте выполнения первая поверхность может обрабатываться посредством повторяющихся проходов шлифовальной головки. Расстояние между шлифовальной головой и конструкцией, состоящей из профилирующего шаблона и листового продукта, также может быть уменьшено между проходами шлифовальной головки.
По другому варианту выполнения настоящее изобретение предлагает систему профилирования поверхности листового изделия. Система включает в себя (1) профилирующий шаблон для получения профиля поверхности листового изделия, (2) опорную поверхность для удерживания листового изделия и профилирующего шаблона во время обработки и (3) обрабатывающую головку для обработки первой поверхности листового изделия.
В некоторых вариантах выполнения опорная поверхность может быть вакуумным основанием. В некоторых вариантах выполнения обрабатывающая головка и опорная поверхность могут перемещаться в одном или нескольких направлениях. В предпочтительном варианте выполнения обрабатывающая головка является шлифовальной головкой, и листовое изделие является металлом или сплавом.
В еще одном варианте выполнения настоящее изобретение предлагает листовой продукт, имеющий профилированную поверхность. Поверхность профилируется с помощью способа, который включает в себя получение профилирующего шаблона, расположение профилирующего шаблона и листового изделия таким образом, чтобы профилирующий шаблон находился между листовым изделием и опорной поверхностью, приспосабливание листового изделия и профилирующего шаблона к опорной поверхности таким образом, чтобы листовой продукт имел второй профиль поверхности на первой поверхности, и обработку листового изделия для образования третьего профиля поверхности на первой поверхности.
В еще одном варианте выполнения способы профилирования поверхности листового изделия включают в себя профилирующую опорную поверхность, расположение листового изделия на опорной поверхности, приспосабливание листового изделия к опорной поверхности, при этом приспосабливание обеспечивает получение второго профиля поверхности на первой поверхности, и обработку листового изделия для образования третьего профиля поверхности на первой поверхности. Также приводится описание систем для осуществления примерного способа и изделий, изготавливаемых с помощью такого способа.
Приложенные чертежи, включенные сюда и составляющие часть этого описания, служат для объяснения примерных вариантов выполнения описываемого изобретения и принципов описываемого изобретения.
Краткое описание чертежей
Фиг. 1 - схема, показывающая способ по примерному варианту выполнения
настоящего изобретения.
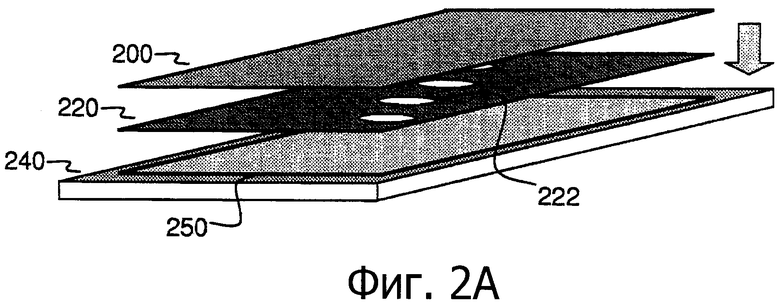
Фиг. 2А - перспективный вид листового изделия, профилирующего шаблона и вакуумного основания по варианту выполнения настоящего изобретения.
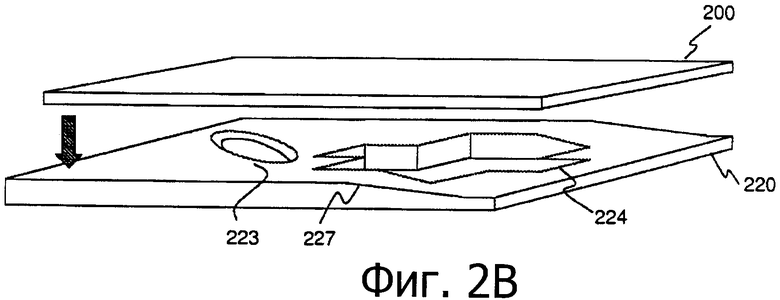
Фиг. 2В - перспективный вид профилирующего шаблона и листового изделия, где профилирующий шаблон был механически обработан для получения уклона и удаления его участков по варианту выполнения настоящего изобретения.
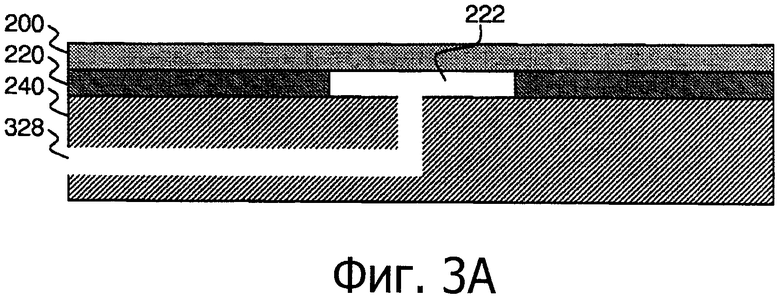
Фиг. 3А - вид сбоку в разрезе листового изделия, профилирующего шаблона и вакуумного основания, показанных на фиг.2А, по варианту выполнения настоящего изобретения.
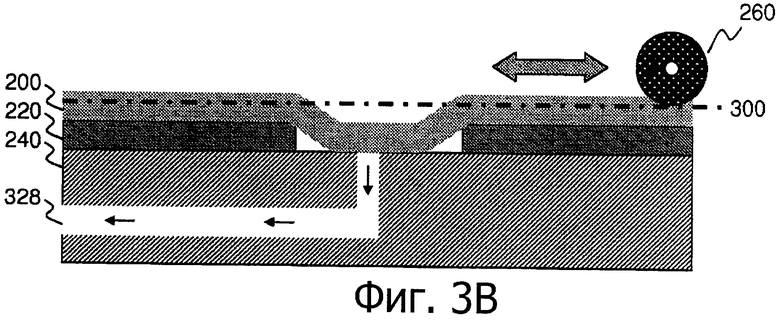
Фиг. 3В - вид сбоку листового изделия, профилирующего шаблона и вакуумного основания, показанных на фиг.2А, где вакуум прикладывается к листовому изделию, и вакуумное основание проходит под шлифовальной головкой по варианту выполнения настоящего изобретения.
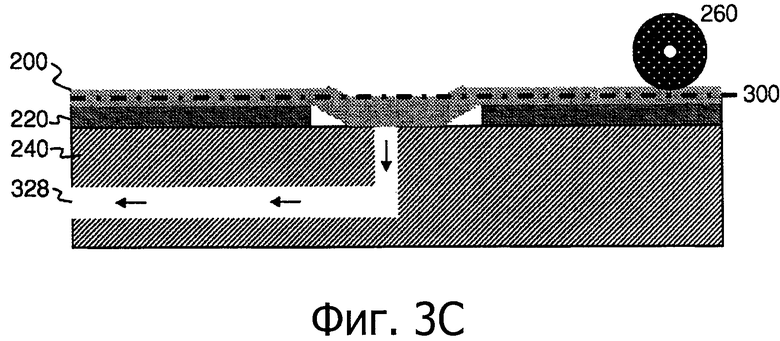
Фиг. 3С - вид сбоку листового изделия, профилирующего шаблона и вакуумного основания, показанных на фиг.2А, где вакуум прикладывается к листовому изделию, и вакуумное основание проходит под шлифовальной головкой для уменьшения общей толщины листового изделия по варианту выполнения настоящего изобретения.
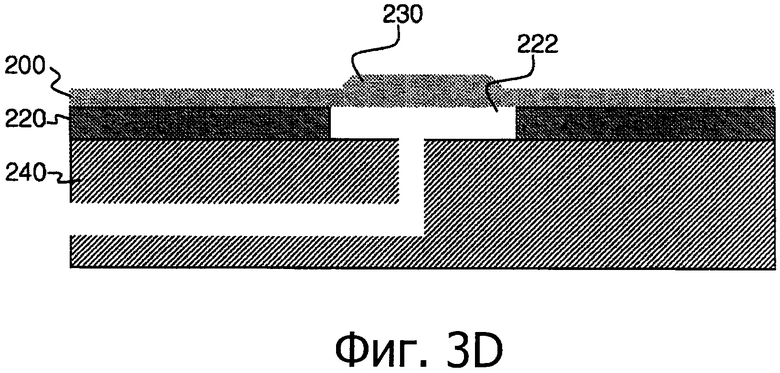
Фиг. 3D - вид сбоку листового изделия, профилирующего шаблона и вакуумного основания, показанных на фиг.2А, где вакуум сбрасывается, и листовое изделие приобретает исходную форму по варианту выполнения настоящего изобретения.
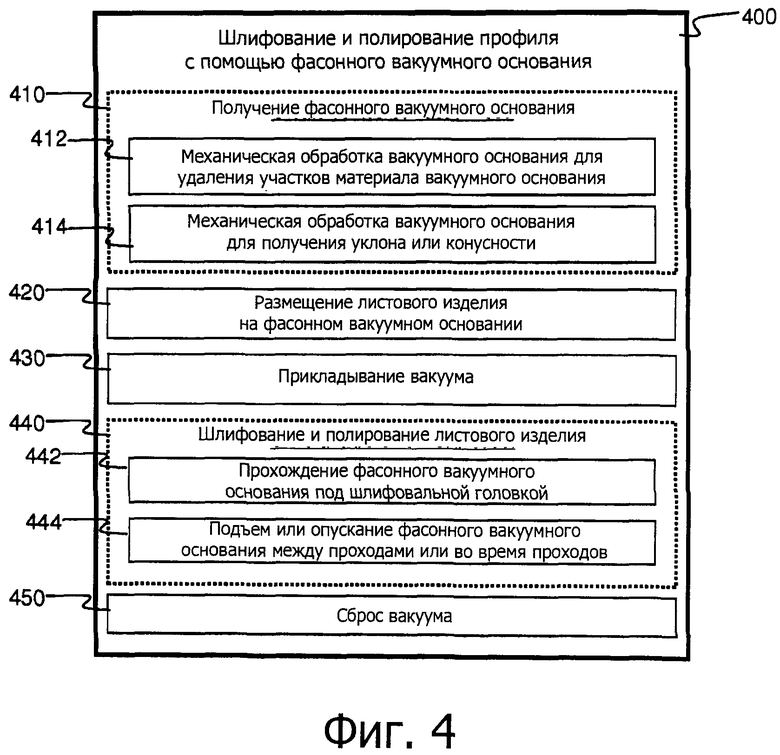
Фиг. 4 - схема, показывающая способ по примерному варианту выполнения настоящего изобретения.
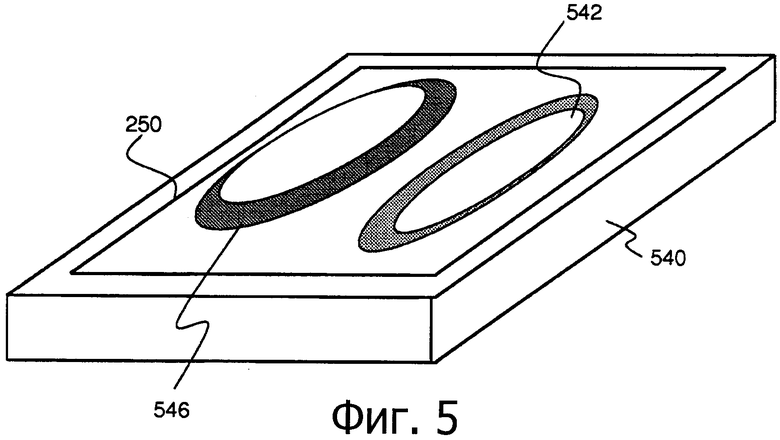
Фиг. 5 - перспективный вид фасонного вакуумного основания по примерному варианту выполнения настоящего изобретения.
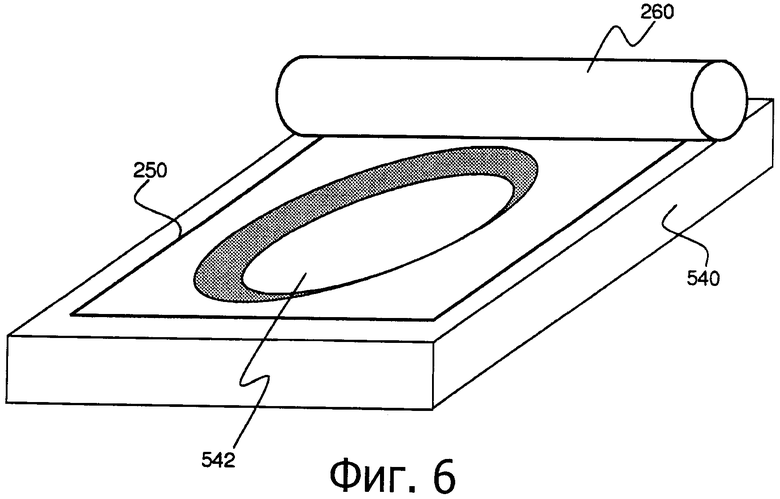
Фиг. 6 - перспективный вид шлифовальной головки и другого фасонного вакуумного основания по примерному варианту выполнения настоящего изобретения.
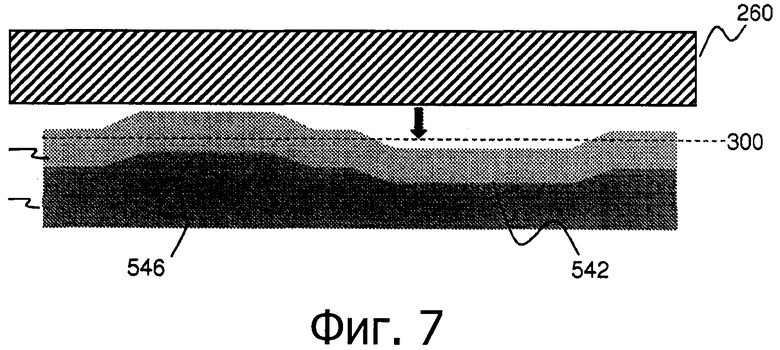
Фиг. 7 - вид сбоку в разрезе шлифовальной головки, листового изделия и профилирующего вакуумного основания по примерному варианту выполнения настоящего изобретения.
Фиг. 8А - фотография полученного листового изделия по примерному варианту выполнения настоящего изобретения.
Фиг. 8В - фотография профилирующего шаблона по примерному варианту выполнения настоящего изобретения.
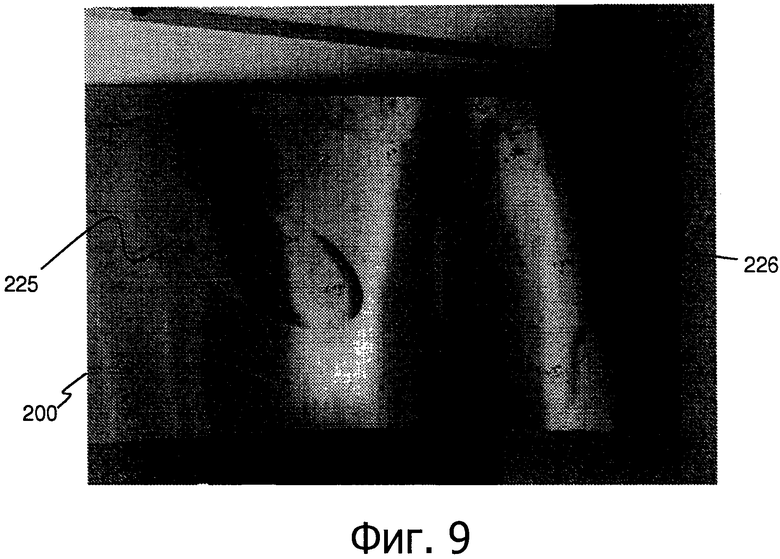
Фиг. 9 - фотография полученного листового изделия по другому примерному
варианту выполнения настоящего изобретения.
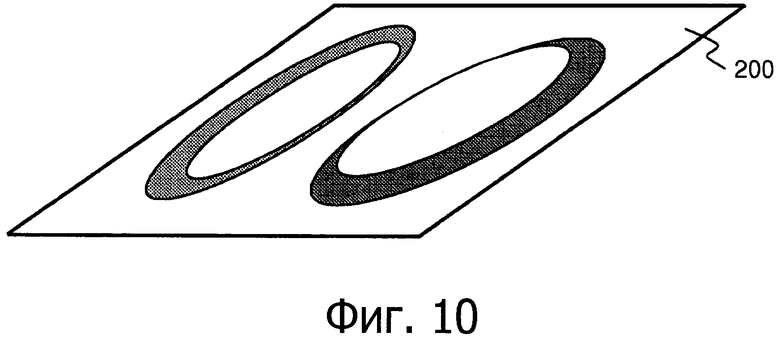
Фиг. 10 - перспективный вид полученного листового изделия, образованного по примерному варианту выполнения настоящего изобретения.
На всех чертежах для обозначения сходных характеристик, элементов, компонентов или участков показанных вариантов выполнения используются одинаковые ссылочные номера или буквенные индексы, если не указано иначе. Кроме того, наряду с тем, что раскрываемое изобретение будет подробно описано со ссылкой на чертежи, это будет соответствовать представленным вариантам выполнения.
Осуществление изобретения
Настоящее изобретение предлагает способы изготовления листового изделия, имеющего переменный профиль поверхности, который уменьшает или предотвращает увеличение общей массы листового изделия и хорошо подходит для применений, где может потребоваться переменный профиль поверхности готового изделия и где желательно получить воспроизводимость жестких допусков. Таким образом, описываемые способы позволяют получить готовое листовое изделие, имеющее переменный профиль поверхности, который изменяется как по длине, так и по ширине листа. Такие изменения могут варьироваться в отношении начальной и конечной точек изменений профиля поверхности и могут иметь место в направлении криволинейных или прямолинейных участков.
На фиг.1 показан примерный способ 100 изготовления листового изделия с переменным профилем поверхности по описываемому изобретению. Как показано на фиг.1, процесс начинается на этапе 110 с изготовления профилирующего шаблона. Профилирующий шаблон может быть образован из любого пригодного материала, например из стали или алюминия.
Профилирующий шаблон должен иметь размеры, позволяющие надежно устанавливать его на соответствующую опорную поверхность, тем самым образуя герметичное уплотнение между профилирующим шаблоном и опорной поверхностью, например, такие размеры, которые позволяют устанавливать его внутрь канавки под уплотнительное кольцо. По варианту выполнения профилирующий шаблон на этапе 114 может быть подвергнут шлифованию или механической обработке для создания уклона или конусности вдоль какого-либо участка шаблона. По тому же или другому варианту выполнения шаблон на этапе 112 может быть подвергнут лазерной резке или механической обработке для удаления любого количества участков шаблона любого размера или формы. В качестве примера могут быть образованы круги диаметром 50 мм.
На фиг.2А показана примерная система изготовления листовых изделий, имеющих переменный профиль поверхности по варианту выполнения описываемого изобретения. Несмотря на то что профилирующий шаблон 220, показанный на фиг.2А и изготовленный из тонкой стали, был получен лазерной резкой с удалением круглых участков 222 из профилирующего шаблона 220, описываемое изобретение предусматривает, что участки 222 могут иметь любую форму или размер, например круги диаметром 50 мм.
На фиг.2В показан примерный профилирующий шаблон 220 для изготовления листового изделия 200, имеющего переменный профиль поверхности по описываемому изобретению. Профилирующий шаблон 220 был отшлифован или механически обработан для получения уклона или конусности 227 и подвергнут лазерной резке или механической обработке для удаления овального участка 223 и многоугольного участка 224. Несмотря на то что участки, показанные в профилирующем шаблоне 220 на фиг. 2А-В, являются кругом 222, овалом 223 или многоугольником 224, следует понимать, что участки могут иметь любую требуемую форму в зависимости от требуемого окончательного профиля поверхности.
Как показано на фиг.1 и фиг.2А-В, вслед за получением шаблона на этапе 110 профилирующий шаблон 220 на этапе 120 помещают на опорную поверхность шлифовального станка, которая служит в качестве базовой поверхности. В примерном варианте выполнения опорная поверхность может быть вакуумным основанием 240, и профилирующий шаблон 220 устанавливается внутрь канавки 250 под уплотнительное кольцо. На этапе 130 листовое изделие 200, подлежащее обработке, помещается сверху профилирующего шаблона 220, продолжающегося наружу канавки 250 под уплотнительное кольцо, и приспосабливается пригодным способом к профилирующему шаблону 220. В описываемом изобретении предполагается, что листовое изделие 200 может иметь любую длину, ширину и толщину. Например, листовое изделие может иметь размеры 500×1000 мм и толщину 0,5-2,0 мм.
В примерном варианте выполнения на этапе 140 вакуум может быть создан в любой точке процесса с помощью вакуумного основания 240. Это может быть сделано посредством использования любого пригодного средства для обеспечения всасывающего действия вакуумного основания 240, например использования вакуумного насоса. В том же или другом варианте выполнения опорная поверхность может быть любой пригодной поверхностью, позволяющей прижать листовое изделие к профилирующему шаблону. Примеры включают в себя использование клеевых способов или использование механических способов, например прикладывание давления воздуха.
На фиг.3А показан вид в разрезе примерного профилирующего шаблона 220, помещенного между листовым изделием 200 и вакуумным основанием 240. Вакуумное основание 240 должно иметь откачивающий канал 328 и может являться вакуумным основанием любого пригодного типа, например специально изготовленным вакуумным основанием 240 с канавкой 250 под уплотнительное кольцо (на фиг.3A-D не показана).
На фиг.3В показан вид сбоку в разрезе примерного листового изделия 200, профилирующего шаблона 220 и вакуумного основания 240 во время создания вакуума с помощью откачивающего канала 328. В тех местах, где некоторые части листового изделия 200 могут располагаться над полостями, образованными за счет удаления участков 222 шаблона 220, создаваемый вакуум втягивает листовое изделие 200 в полости 222 от плоскости 300 шлифования. Участки листового изделия 200, расположенные выше плоскости 300 шлифования, могут быть удалены шлифовальной головкой 260.
Шлифовальная головка 260 может быть любым пригодным устройством для удаления материала листового изделия 200 и может варьироваться в зависимости от состава листового изделия 200. Например, если листовое изделие является листом из титана или титанового сплава, соответствующая шлифовальная головка может быть фиксированной головкой или лентошлифовальной головкой, при этом на ленту может быть нанесен абразивный материал SiC или А2О3 с абразивными частицами 60-240. Кроме того, шлифовальная головка 260 может быть неподвижной головкой или она может перемещаться по одной или нескольким осям, например вдоль вертикальной оси относительно листового изделия или вдоль оси вращения. Аналогично, вакуумное основание 240 также может быть неподвижным (и в этом случае шлифовальная головка будет перемещаться, по меньшей мере, в горизонтальном направлении) или вакуумное основание 240 может перемещаться по одной или нескольким осям, включая сюда ось вращения.
Как показано на фиг.1 и фиг.3А-В, после создания вакуума вакуумное основание 240 на этапе 150 проходит под шлифовальной головкой 260 для шлифования и/или полирования листового изделия 240. Вакуумное основание 240 может проходить под шлифовальной головкой на этапе 152 во множестве направлений один или несколько раз. После каждого прохода вакуумное основание 240 может подниматься на этапе 154 для уменьшения зазора между вакуумным основанием 240 и шлифовальной головкой 260. Вакуумное основание 240 многократно проходит под шлифовальной головкой 260 на этапе 150 до тех пор, пока не будет получен требуемый профиль поверхности листового изделия 200.
На фиг.3С показан вид сбоку в разрезе примерного листового изделия 200, профилирующего шаблона 220 и вакуумного основания 240 после прохождения вакуумного основания 240 под шлифовальной головкой 260 вдоль плоскости 300 шлифования для уменьшения общего профиля поверхности (переменные толщины поперек поверхности с одной или обеих сторон) листового изделия 200.
На фиг.1 после получения требуемого профиля поверхности листового изделия 200 на этапе 160 может быть выполнен сброс вакуума. При сбросе вакуума части листового изделия, которые были втянуты в полости шаблона, могут вернуться в плоскость шлифования. Готовое листовое изделие имеет новый профиль поверхности. Готовое листовое изделие 200 также будет иметь заданную шероховатость поверхности в зависимости от типа шлифовальной головки 260 и объема выполненной обработки.
На фиг.3D показано примерное листовое изделие 200, шаблон 220 и вакуумное основание 240 после сброса вакуума. Готовое листовое изделие 200 имеет новый профиль поверхности с уменьшенной общей толщиной, например толщиной 0,5 мм в наиболее тонком месте, но может иметь исходную или другую требуемую толщину там, где листовое изделие 200 было втянуто в полости, созданные за счет удаления участков 222 профилирующего шаблона 220. На это указывает выступ 230 на поверхности, показанный на фиг.3D. Листовое изделие 200 будет иметь исходную толщину там, где участки листового изделия 200 были втянуты в полости 222 на глубину ниже плоскости 300 шлифования.
На фиг.8А представлена фотография примерного листового изделия 200, спрофилированного с помощью способа, показанного на фиг.1; листовое изделие 200 было втянуто в полости, образованные за счет удаления участков 222, и подвергнуто шлифованию. На фиг.8А можно увидеть некоторое количество круглых углублений 230, и видно, что эти углубления 230 в поверхности сохранили исходную чистоту обработки поверхности. На фиг.8В представлена фотография примерного профилирующего шаблона 220, используемого для получения листового изделия, показанного на фиг.8А. Как показано на фиг.8В, профилирующий шаблон 220 изготовлен из листовой стали толщиной 0,5 мм и получен лазерной резкой с удалением круглых участков 222 диаметром приблизительно 25-200 мм. Вакуумное основание 240, показанное на фиг.8В, является специально изготовленным основанием из алюминия размерами приблизительно 1,5×1 м. Фиг.8В также показана на фиг.2А в виде шаблона 220.
На фиг.9 представлена фотография примерного листового изделия из сплава Ti 6-4 размерами 685×1195 мм, которое было спрофилировано с помощью способа, показанного на фиг.1. Листовое изделие, показанное фиг.9, было втянуто в полости, созданными овальными участками 224 и многоугольным участком 224, тем самым образуя овальный выступ 225 и многоугольный выступ 226, соответственно, как показано на фиг.9. Профилированное листовое изделие было отшлифовано для создания уклона или конусности (не показано). Профилирующий шаблон, используемый для создания примерного листового изделия, показанного на фиг.9, представлен в виде профилирующего шаблона 220 на фиг.2В. Как показывают следы на поверхности, имеющиеся на листовом изделии 200 на фиг.9, полученный профиль поверхности листового изделия 200 варьируется по толщине от 0,60 мм до 1,40 мм.
На фиг.4 показан примерный способ 400 изготовления листового изделия 200, имеющего переменный профиль поверхности по описываемому изобретению. Как показано на фиг.4, процесс начинается на этапе 410 с создания фасонной поверхности для шлифовального станка, которая служит в качестве базовой поверхности. Фасонная опорная поверхность может быть образована из любого пригодного материала, например из алюминия. В примерном варианте выполнения фасонная опорная поверхность может быть фасонным вакуумным основанием. В том же или другом варианте выполнения опорная поверхность может быть любой поверхностью, пригодной для приспосабливания к ней листового изделия.
Как показано на фиг.4, примерное фасонное вакуумное основание может быть образовано посредством механической обработки материала вакуумного основания на этапе 410. В варианте выполнения фасонное вакуумное основание может быть механически обработано на этапе 412 для удаления любого количества участков вакуумного основания любого размера, формы или под любым углом и на любую глубину. В примерном варианте выполнения вакуумное основание может быть механически обработано для удаления участком на глубину до 0,5 мм. В том же самом или другом варианте выполнения фасонное вакуумное основание может быть механически обработано на этапе 414 для получения выступов на фасонном вакуумном основании любого размера, формы или под любым углом и на любую высоту.
На фиг.5 показано примерное фасонное вакуумное основание 540, которое может быть механически обработано для получения полостей 542 любой формы, например круглой формы, в фасонном вакуумном основании 540. В том же или другом варианте выполнения примерное фасонное вакуумное основание 540 может быть механически обработано для получения выступов 546 в фасонном вакуумном основании 540.
На фиг.4 после получения фасонного вакуумного основания 540 листовое изделие размещается на этапе 420 на фасонном вакуумном основании 540 и приспосабливается к фасонному вакуумному основанию 540 любым пригодным способом. В примерном варианте выполнения на этапе 430 в любой точке этого процесса может быть создан вакуум с помощью фасонного вакуумного основания 540. Это может быть сделано посредством использования любого пригодного средства для обеспечения всасывающего действия фасонного вакуумного основания. В примерном варианте выполнения фасонное вакуумное основание 540 может быть механически обработано с получением канавки 250 под уплотнительное кольцо. Поперек поверхности фасонного вакуумного основания 540 предусмотрено множество откачивающих каналов (не показаны) для приспосабливания листового изделия 200 к поверхности. Количество требующихся откачивающих каналов, в общем, зависит от сложности профиля поверхности, предусмотренного на фасонном вакуумном основании 540. В том же или другом варианте выполнения листовое изделие 200 может быть приспособлено к опорной поверхности с помощью любого другого пригодного средства, например с помощью клеевых способов или использования механических способов, например прикладывания давления воздуха.
На фиг.6 показана примерная шлифовальная головка 260 и фасонное вакуумное основание 540, которое может быть механически обработано для получения полостей 542 любой формы, например круглой формы. В варианте выполнения шлифовальная головка 260 может быть цилиндром диаметром 300 мм и длиной 850 мм.
На фиг.7 показан вид сбоку в разрезе примерного листового изделия 200, которое было приспособлено для размещения в полостях 543 и над выступами 546 фасонного вакуумного основания 540.
На фиг.4 после создания вакуума на этапе 430 фасонное вакуумное основание 540 проходит под шлифовальной головкой 260 для шлифования и/или полирования листового изделия на этапе 440. На этапе 442 фасонное вакуумное основание 540 может проходить под шлифовальной головкой 260 во множестве направлений один или несколько раз. После каждого прохода фасонное вакуумное основание 540 на этапе 444 может подниматься для уменьшения зазора между вакуумным основанием 540 и шлифовальной головкой 260. Фасонное вакуумное основание на этапе 442 может проходить под шлифовальной головкой 260 требуемое количество раз до тех пор, пока не будет получен требуемый общий профиль поверхности листового изделия 200.
Вид с боку в разрезе примерной шлифовальной головки 260, листового изделия 200 и фасонного вакуумного основания 540, представленный на фиг.7, также наглядно показывает плоскость 300 шлифования. После прохождения вакуумного основания под шлифовальной головкой 260 вдоль плоскости 300 шлифования требуемое количество раз может быть уменьшен общий профиль поверхности (переменные толщины поперек одной или обеих сторон). Как показано на фиг.4, после получения требуемого профиля поверхности листового изделия 200 выполняется сброс вакуума на этапе 450. Полученное листовое изделие имеет новый профиль поверхности. Полученное листовое изделие 200 будет иметь заданную шероховатость поверхности в зависимости от используемой шлифовальной головки.
На фиг.10 показан перспективный вид полученного листового изделия 20, спрофилированного с помощью способа, показанного на фиг.4, и фасонного вакуумного основания 540, показанного на фиг.5. Наличие выступа 546 образует полость в поверхности на профилированном листовом изделии (показано слева на фиг.10), в то время как полость 542 создает выступ на поверхности полученного листового изделия (показано справа на фиг.10).
Как будет понятно специалистам в этой области, настоящее изобретение не ограничивается до того, что конкретно показано и представлено в этом описании. Объем настоящего изобретения определяется приведенной ниже формулой изобретения. Следует понимать, что в выше приведенном описании приводятся только пояснительные примеры вариантов выполнения. Для лучшего понимания вышеприведенное описание сосредоточено на представительном примере возможных вариантов выполнения, при этом в примере описываются принципы изобретения. Другие варианты выполнения могут быть получены из комбинации частей различных вариантов выполнения.
Настоящее описание не претендует на тщательное перечисление всех возможных вариантов. Альтернативные варианты выполнения могут быть не представлены в конкретной части изобретения и могут быть получены из другой комбинации частей описания, и другие неописанные доступные альтернативные варианты выполнения не должны рассматриваться как отклонение от этих альтернативных вариантов выполнения. Следует понимать, что многие их этих неописанных вариантов выполнения соответствуют объему приведенной ниже формулы изобретения, а другие являются эквивалентными. Кроме того, все ссылки, публикации, патенты США и публикации патентных заявок США, приведенные в настоящем описании, включены посредством ссылки, как полностью указано в настоящем описании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ НЕРАВНОМЕРНОЕ РАСПРЕДЕЛЕНИЕ ОТВЕРСТИЙ | 2012 |
|
RU2603747C2 |
| Формованные абразивные частицы, способы получения и абразивные изделия, включающие их | 2013 |
|
RU2616464C9 |
| ПОЗИЦИОНИРОВАНИЕ ШПИНДЕЛЯ С РЕГУЛИРОВКОЙ МИКРОМЕТРИЧЕСКОЙ ПОДАЧИ И НАКЛОНА ОСИ ЕГО ВРАЩЕНИЯ | 2016 |
|
RU2699693C1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКОЛ | 1990 |
|
RU2079455C1 |
| Тангенциальная шлифовальная машина | 1989 |
|
SU1834946A3 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2053102C1 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1803307A1 |
Изобретение относится к области обработки металлов давлением и может использоваться для профилирования поверхности металлического листового изделия, в частности для изготовления металлического листового изделия, имеющего переменный профиль поверхности. В некоторых вариантах выполнения описываемое изобретение предлагает способ профилирования поверхности листового изделия, имеющего первый профиль на первой поверхности. В варианте выполнения способ включает получение профилирующего шаблона или опорной поверхности. Профилированная поверхность может быть образована посредством размещения профилирующего шаблона и листового изделия таким образом, чтобы профилирующий шаблон располагался между листовым изделием и опорной поверхностью для получения второго профиля поверхности листового изделия на первой поверхности. При дальнейшей обработке образуют третий и четвертый профили поверхности на первой поверхности. Расширяются технологические возможности. 5 н. и 13 з.п. ф-лы, 15 ил.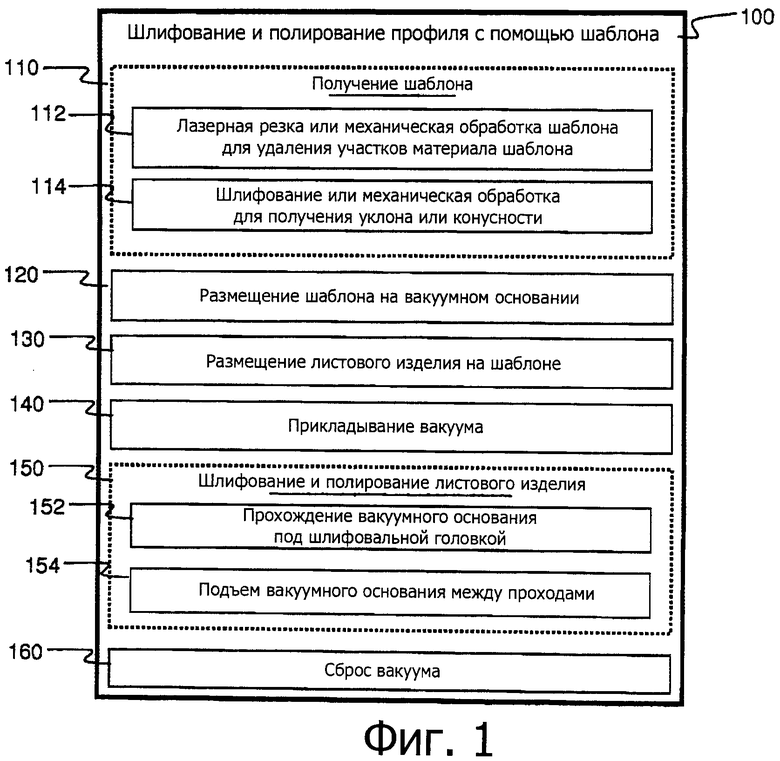
1. Способ профилирования металлического листового изделия, которое имеет первый профиль на первой поверхности, включающий:
(a) получение профилирующего шаблона, выполненного из стали, подвергнутой лазерной резке или машинной обработке для удаления определенных частей данного шаблона;
(b) расположение указанного профилирующего шаблона между вышеуказанным металлическим листовым изделием и вакуумной опорной поверхностью;
(c) приложение вакуумной силы к вышеуказанной конструкции вышеуказанного профилирующего шаблона и вышеуказанного металлического листового изделия для приспосабливания к вышеуказанному профилирующему шаблону таким образом, чтобы вышеуказанное приспосабливание обеспечивало получение второго профиля поверхности вышеуказанного металлического листового изделия на вышеуказанной первой поверхности; и
(d) обработку вышеуказанной первой поверхности металлического листового изделия с помощью шлифовальной головки для образования третьего профиля поверхности;
при этом металлическое листовое изделие освобождают от вышеуказанного приспосабливания после обработки с получением вышеуказанного металлического листового изделия с четвертым профилем поверхности на вышеуказанной первой поверхности.
2. Способ по п.1, в котором металлическое листовое изделие изготовлено из сплава Ti 6-4.
3. Способ по п.1, в котором толщина вышеуказанного металлического листового изделия составляет от 0,5 мм до 2,0 мм.
4. Способ по п.1, в котором вышеуказанное металлическое листовое изделие имеет размеры 500 мм х 1000 мм.
5. Устройство для профилирования поверхности металлического листового изделия, содержащее:
(a) профилирующий шаблон, выполненный из стали, подвергнутой лазерной резке или машинной обработке для удаления определенных частей данного шаблона, для создания профиля поверхности на вышеуказанном металлическом листовом изделии;
(b) вакуумную опорную поверхность, связанную с вышеуказанным профилирующим шаблоном и сконфигурированную для удерживания вышеуказанного металлического листового изделия и вышеуказанного профилирующего шаблона во время обработки; и
(c) шлифовальную головку, связанную с вышеуказанной опорной поверхностью и предназначенную для обработки первой поверхности вышеуказанного металлического листового изделия.
6. Устройство по п.5, в котором вышеуказанная шлифовальная головка имеет возможность перемещения в одном или нескольких направлениях.
7. Устройство по п.6, в котором вышеуказанная вакуумная опорная поверхность имеет возможность перемещения в одном или нескольких направлениях.
8. Устройство по п.6, в котором используют вышеуказанное металлическое изделие из сплава Ti 6-4.
9. Устройство по п.8, в котором вышеуказанная шлифовальная головка содержит абразивный материал SiC или А2О3 с шлифовальными лентами, содержащими абразивный материал SiC или А2О3 зернистостью от 60 до 240.
10. Устройство по п.5, в котором используют вышеуказанное металлическое изделие толщиной от 0,5 мм до 2,0 мм.
11. Устройство по п.5, в котором используют вышеуказанное металлическое изделие размерами 500 мм х 1000 мм.
12. Способ профилирования металлического листового изделия, включающий:
(a) получение металлического листового изделия, имеющего первый профиль на первой поверхности;
(b) получение профилирующего шаблона, выполненного из стали, подвергнутой лазерной резке или машинной обработке для удаления определенных частей данного шаблона;
(c) расположение вышеуказанного профилирующего шаблона и вышеуказанного металлического листового изделия таким образом, чтобы вышеуказанный профилирующий шаблон располагался между вышеуказанным металлическим листовым изделием и вакуумной опорной поверхностью; и
(d) приложение вакуумной силы к вышеуказанной конструкции вышеуказанного металлического листового изделия и вышеуказанного профилирующего шаблона для обеспечения приспосабливания к вышеуказанному для обеспечения получения второго профиля поверхности вышеуказанного металлического листового изделия на вышеуказанной первой поверхности; и
e) обработку вышеуказанного металлического листового изделия для образования третьего профиля поверхности на вышеуказанной первой поверхности.
13. Способ профилирования поверхности металлического листового изделия, имеющего первый профиль на первой поверхности, включающий:
(a) получение профилирующей вакуумной опорной поверхности;
(b) расположение вышеуказанного металлического листового изделия на вышеуказанной вакуумной опорной поверхности;
(c) приложение вакуумной силы к вышеуказанному металлическому листовому изделию и к вышеуказанной вакуумной опорной поверхности для обеспечения получения второго профиля поверхности вышеуказанного металлического листового изделия на вышеуказанной первой поверхности;
(d) обработку вышеуказанного металлического листового изделия для образования третьего профиля поверхности на вышеуказанной первой поверхности.
14. Способ по п.13, при котором вышеуказанное металлическое листовое изделие освобождают с получением четвертого профиля поверхности на вышеуказанной первой поверхности.
15. Способ по любому из пп.13-14, при котором вышеуказанная вакуумная опорная поверхность является вакуумным основанием, и приспосабливание вышеуказанного металлического листового изделия к вышеуказанному вакуумному основанию дополнительно содержит приложение вакуумного усилия к вышеуказанному металлическому листовому изделию.
16. Способ по любому из пп.13-14, в котором первую поверхность обрабатывают повторяющими проходами шлифовальной головки.
17. Способ по п.16, при котором расстояние между шлифовальной головкой и вышеуказанной конструкцией вышеуказанной вакуумной опорной конструкции и вышеуказанного листового изделия уменьшают между проходами.
18. Способ профилирования металлического листового изделия, включающий:
(a) получение металлического листового изделия, имеющего первый профиль на первой поверхности;
(b) получение отформованной опорной поверхности;
(c) расположение вышеуказанного металлического листового изделия на вышеуказанной отформованной опорной поверхности;
(d) приспосабливание вышеуказанного металлического листового изделия к вышеуказанной отформованной опорной поверхности с обеспечением получения второго профиля поверхности вышеуказанного металлического листового изделия на первой поверхности; и
(e) обработку вышеуказанного металлического листового изделия для образования третьего профиля поверхности на вышеуказанной первой поверхности.
| US 3932148 A, 13.01.1976 | |||
| US 3881373 A, 06.05.1975 | |||
| Штамп для рельефной штамповки | 1991 |
|
SU1834736A3 |
| Штамп для штамповки эластичной средой | 1977 |
|
SU695742A1 |
| RU 20063117 C1, 30.01.1994 | |||

