Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к позиционированию шпинделя с регулировкой микрометрической подачи и наклона оси его вращения в плоскости, перпендикулярной рабочей поверхности.
Предшествующий уровень техники настоящего изобретения
Для максимально четкого разъяснения представленного описания ниже даны ссылки на варианты применения этого шпинделя в сфере шлифования, что, впрочем, никак не ограничивает возможность его применения и в иных сферах. Для лучшего понимания области техники, к которой относится настоящее изобретение, необходимо указать следующее.
Хорошо известно, что шлифование представляет собой механическую обработку по снятию стружки, обычно, с целью получения готовых изделий с высокой точностью изготовления, как в отношении допусков на геометрические размеры и форму, так и в отношении шероховатости обработанной поверхности.
Устройства, выполняющие обработку такого рода, называются шлифовальными станками; при этом они могут характеризоваться самыми разными конфигурациями в зависимости от конкретной сферы применения, в которой они используются (например, в зависимости от требуемой точности обработки, размеров и формы обрабатываемой заготовки, требуемой производительности, рабочей среды и т.п.).
Краткое раскрытие настоящего изобретения
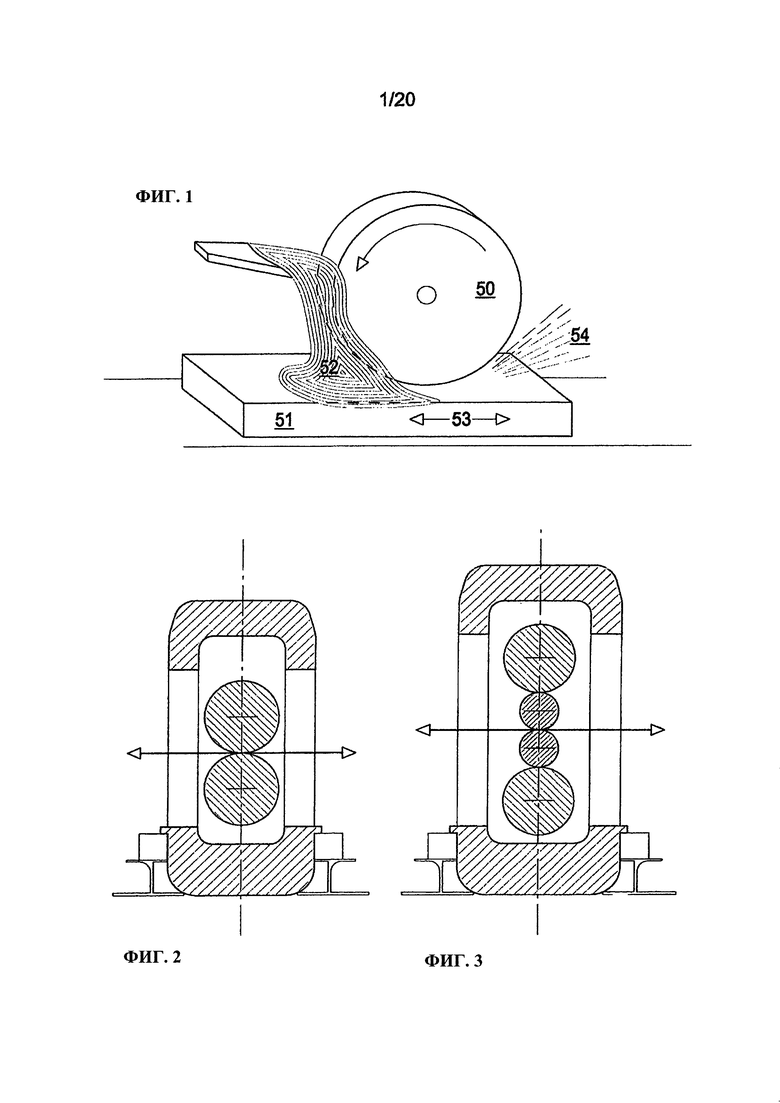
На фиг. 1 схематически показан процесс шлифования с помощью инструмента 50 (в частности, шлифовального круга), выполненного в виде цилиндра (фактически, он может иметь различные геометрические формы, например, форму усеченного конуса; или представлять собой тело вращения, обладающее профилем требуемой формы). Этот инструмент 50 содержит гранулы абразивного материала, такого как алмаз, карбид кремния, электрокорунд и пр., вделанные в соответствующую связующую подложку (пластмассовую, металлическую или смолистую). Более совершенная форма этого инструмента обеспечивается за счет применения так называемой CBN-технологии; в этой конфигурации относительно тонкий слой кубического нитрида бора (CBN) наносится на основание, обладающее функциями опоры и части конструкции, которое может быть выполнено из таких материалов, как алюминий, углеродное волокно и пр.
Этот инструмент 50 вращается, соприкасаясь с обрабатываемой заготовкой 51 в присутствии смазывающе-охлаждающей жидкости 52, совершая при этом поступательные движения параллельно обрабатываемой поверхности в направлениях, обозначенных стрелкой 53. Таким способом инструмент 50 удаляет определенный избыток толщины, производя металлические отходы 54 обрабатываемой заготовки 51, до тех пор, пока указанная заготовка не приобретет требуемый размер и геометрическую форму.
С учетом вышеизложенного сферы применения шлифовки можно разделить, например, на две основные категории:
- плоское шлифование (выполняемое с помощью так называемых тангенциальных шлифовальных станков); и
- круглое шлифование (выполняемое с помощью шлифовальных станков для получения изделий цилиндрической формы).
В контексте настоящего документа интерес представляет вторая категория; и, в частности, даже при отсутствии каких-либо конкретных ограничений, она относится к шлифованию цилиндров для прокатных станов по производству плоских металлических изделий.
В этой связи следует помнить, что прокатные станы для производства плоских металлических изделий представляют собой комплексы оборудования, предназначенные для уменьшения толщины слябовых металлических заготовок до требуемой величины и, в некоторых случаях, для придания определенных поверхностных свойств и прочностных характеристик конечному изделию.
Также известно, что имеется широкий выбор прокатных станов, которые используются в зависимости от технологических требований, прочностных характеристик и поверхностных свойств, которые должны быть приданы прокатному изделию.
Существуют прокатные станы следующих основных типов:
А - Прокатный стан «Дуо» (двухвалковый), показанный на фиг. 2;
В - Четырехвалковый (4-валковый) прокатный стан, показанный на фиг. 3;
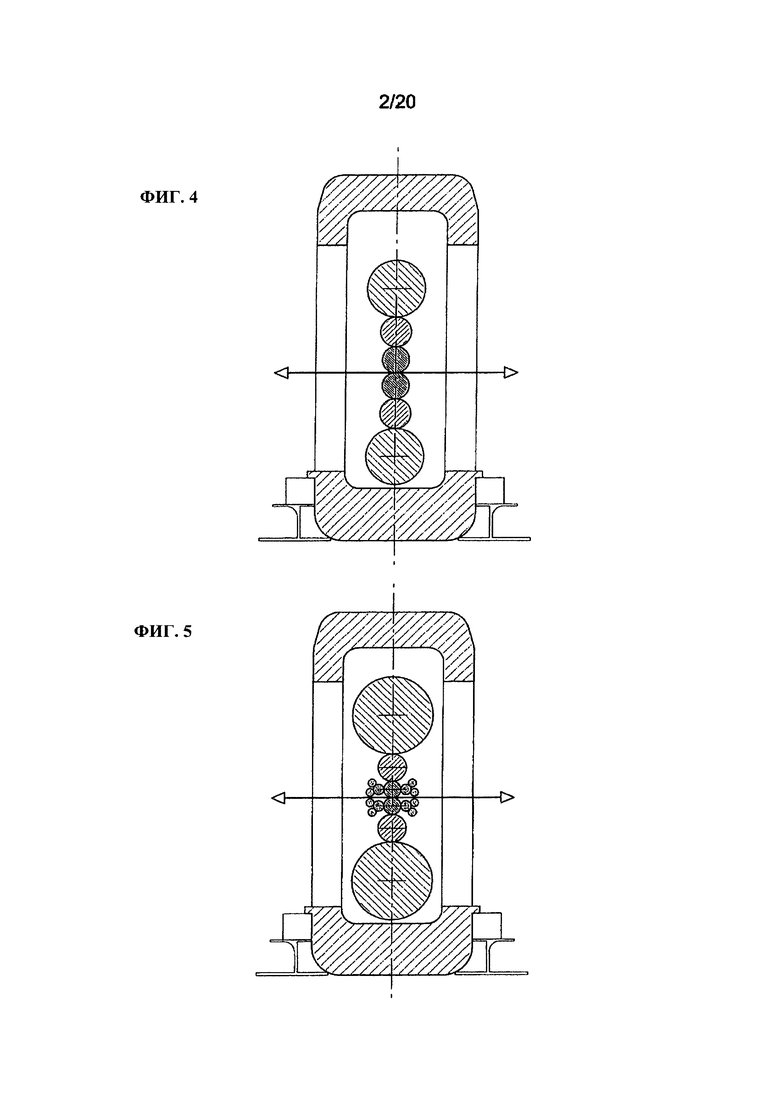
С - Шестивалковый (6-валковый) прокатный стан, показанный на фиг. 4;
D - Широкополосный стан для прокатки с ускорением, показанный на фиг. 5;
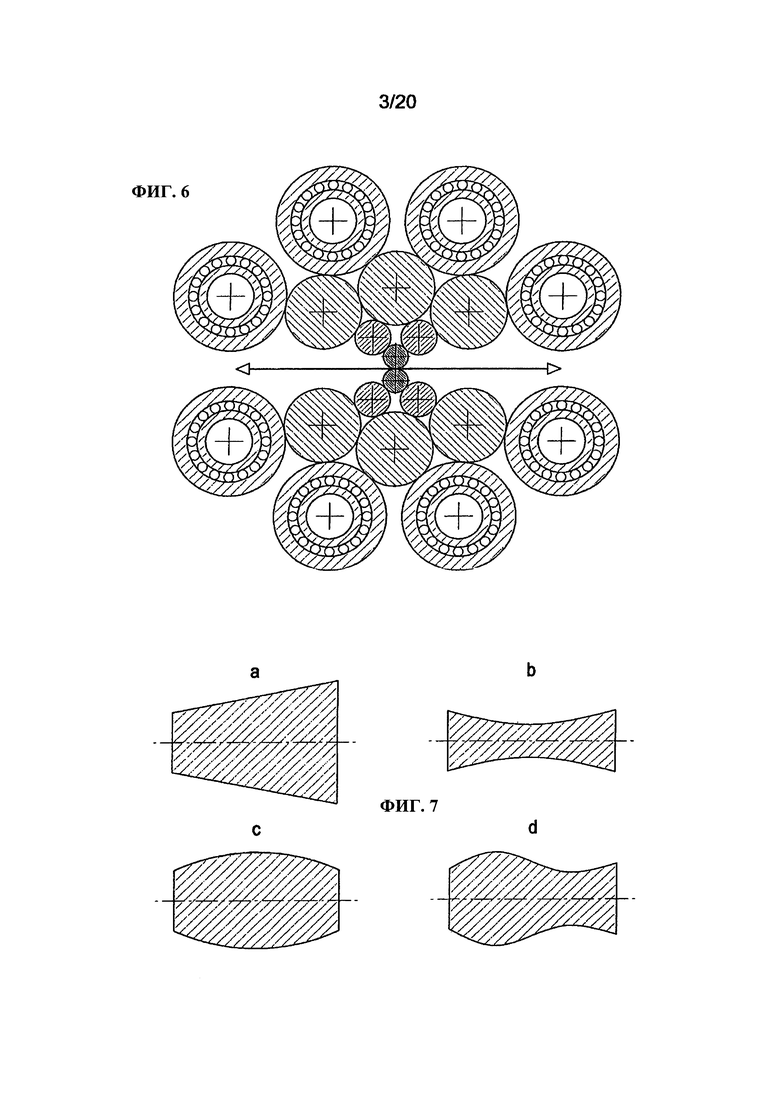
Е - Двадцативалковый (20-валковый) прокатный стан, показанный на фиг. 6.
В различных проиллюстрированных примерах осуществления настоящего изобретения видно, что цилиндры могут характеризоваться самыми разными формами и размерами. Размеры, в сущности, могут варьироваться в пределах от нескольких десятков миллиметров в диаметре и около одного метра по длине в случае применения широкополосных станов для прокатки с ускорением или 20-валковых прокатных станов до около 2000 мм в диаметре и свыше восьми метров по длине в случае применения станов для прокатки толстолистового металла, не показанных на вышеупомянутых фигурах.
Однако для предмета обсуждения важно то, что вне зависимости от сферы применения этих цилиндров они редко имеют прямую образующую, которая в большинстве случаев представляет собой кривую.
Соответственно, цилиндры, в общем, характеризуются (а) коническим профилем, (b) округлым вогнутым профилем, (с) округлым выпуклым профилем или (d) синусоидальным профилем, как это показано на вышеупомянутых видах фигуры 7, представленных исключительно в иллюстративных, а не ограничивающих целях.
Кроме того, этот профиль иногда может быть задан многочленом относительно высокой степени; или же он может быть представлен в числовой форме с помощью таблицы координат.
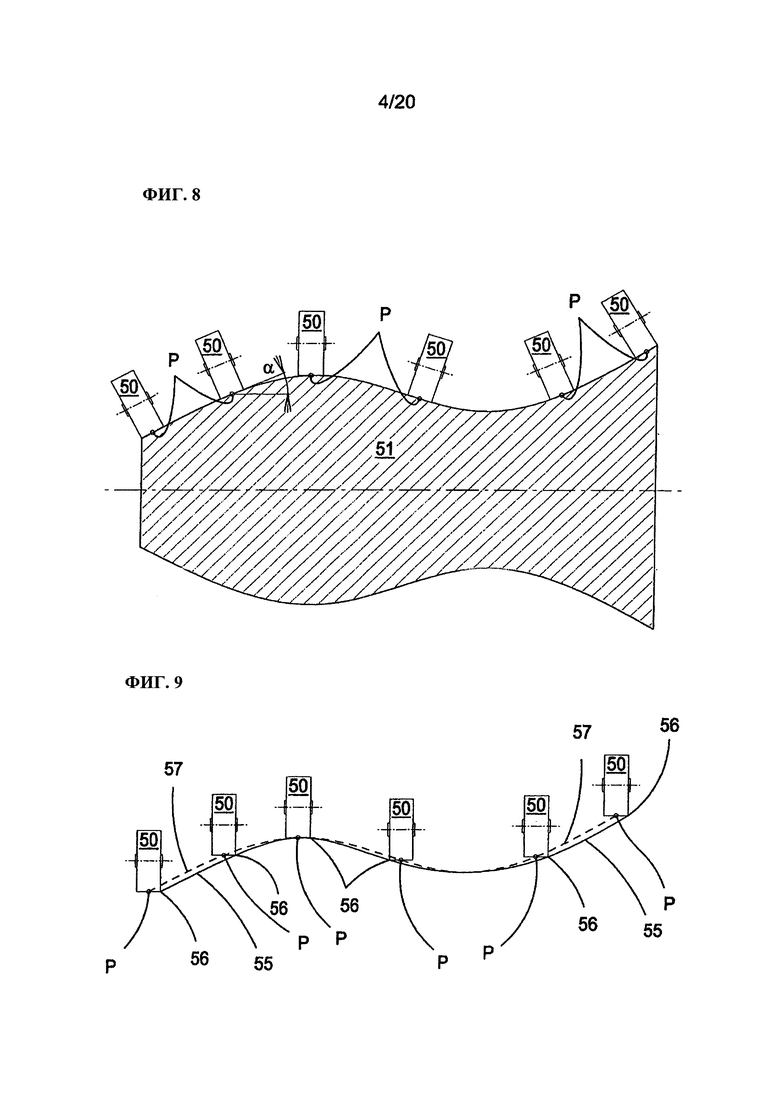
Рассматривая в качестве примера цилиндр, характеризующийся криволинейным профилем, как это схематически показано на фиг. 8, можно увидеть основную проблему, связанную с получением этих профилей посредством шлифования.
Для обеспечения оптимальной работы шлифовального круга 50 в идеальном варианте он должен повторять профиль обрабатываемой заготовки 51, что касается как точки Р контакта (которая всегда должна совпадать с точкой пересечения срединной плоскости шлифовального круга с образующей цилиндра), так и угла а касания (угла профиля); при этом тангенс угла образующей шлифовального круга должен быть всегда равен первой производной кривой профиля (угла профиля) по всей его длине в продольном направлении, как это проиллюстрировано различными положениями шлифовального круга, показанными на фиг. 8.
Если угол шлифовального круга 50 не изменяется, становясь равным углу профиля, шлифовальный круг будет работать в аномальном режиме. В частности, будет нарастать эффект выдалбливания, возникающий тогда, когда шлифовальный круг 50 приближается к поверхности заготовки 51 ребром вперед, уменьшая площадь контакта между шлифовальным кругом и цилиндром, что приводит к увеличению времени обработки и, в общем, к ухудшению конечного качества поверхности цилиндра.
Если рассматривать центр Р шлифовального круга в качестве опорной точки для регулирования положения шлифовального круга 50, то его работа, по существу, в режиме выдалбливания приводит к получению реального профиля 55, который отличается от идеального профиля 57, обозначенного на фиг. 9 пунктирной линией.
Следовательно, не только все заметнее становится неоднородность в шероховатости поверхности, но без достаточной компенсации погрешностей сложно гарантировать корректное формирование требуемого профиля цилиндра. Это происходит потому, что край 56 шлифовального круга 50 смещает фактическую рабочую точку, удаляя разный объем материала и изменяя конечную геометрическую форму заготовки, как это показано на фиг. 9.
Можно также легко понять, что чем больше длина шлифовального круга 50, тем более заметным становится эффект долбления, и так как обнаруживается тенденция к увеличению этого размера с целью повышения производительности процесса шлифования, станки, которые не снабжены подходящим устройством, обеспечивающим постоянное нахождение шлифовального круга параллельно профилю цилиндра, соответственно, сталкиваются с трудностями в получении желаемого и требуемого профиля по описанной выше причине.
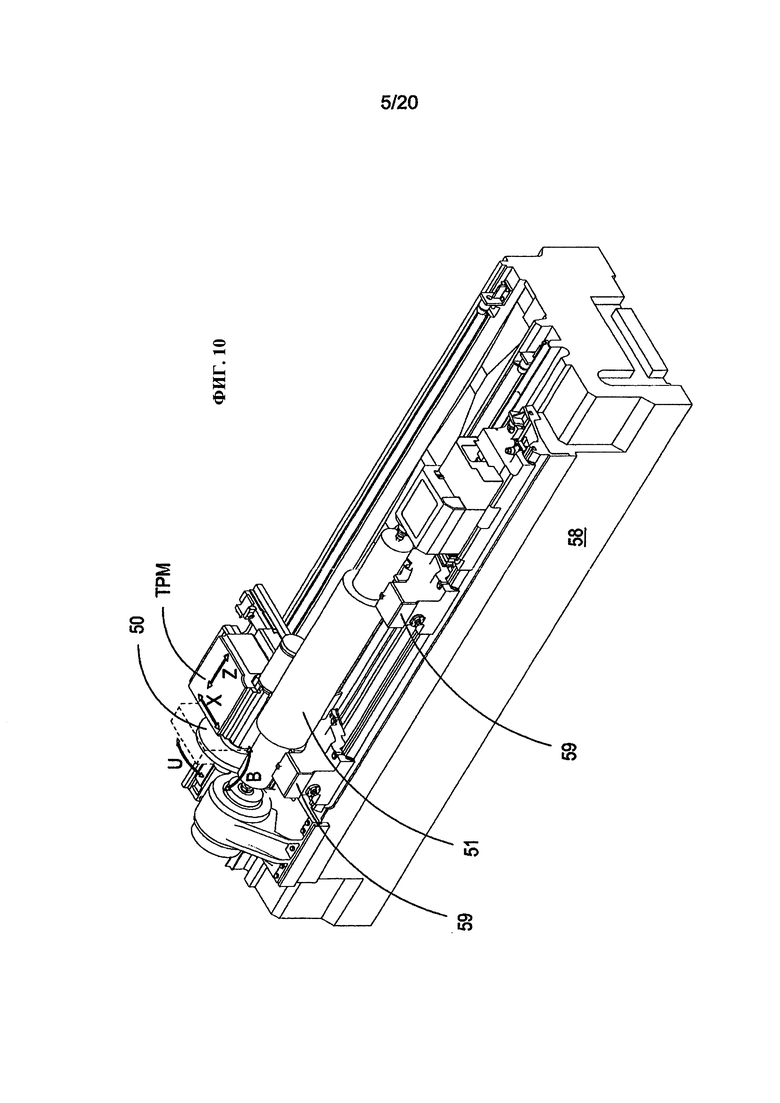
Более того, для еще лучшего понимания технических проблем, лежащих в основе появления настоящего изобретения, и для получения более полного представления о современном уровне развития техники в этой области, было бы целесообразно внести несколько дополнительных идей, касающихся сферы шлифовки цилиндров для прокатных станов и описывающих основные элементы продольно-шлифовального станка для обработки наружных поверхностей цилиндров, показанного на фиг. 10.
Обрабатываемый цилиндр 51 вращается шпиндельной бабкой и удерживается на станине 58 с помощью соответствующих гидростатических или, чаще всего, гидродинамических опор 59, которые называются люнетами; или же в случае обработки относительно небольших цилиндров или в процессе изготовления цилиндров они могут удерживаться непосредственно между передней и задней бабками станка.
Шлифовальный круг 50 крепится к концу шпинделя; при этом последний собирается на соответствующем посадочном гнезде, предусмотренном на так называемой шлифовальной бабке (ТРМ), которая - в свою очередь - перемещается в поперечном направлении (по оси X) относительно оси вращения цилиндра на каретке шлифовальной бабки, которая - напротив - перемещается в продольном направлении по длине станины (по оси Z). И, наконец, что подробнее описано ниже, ТРМ может иметь при необходимости две дополнительные степени свободы. Первая степень свободы обычно называется осью U (микрометрическая подача центра шлифовального круга в направлении X). Задача оси U заключается в обеспечении подачи или только одного шпинделя (решение с «эксцентриковым шпинделем», подробнее описанное ниже), или части ТРМ (решение, называемое «подачей с наклоном», подробнее описанное ниже) с тем, чтобы гарантировать наилучшую возможную точность повторения профиля цилиндра 51, что в некоторых сферах применения не может быть полностью гарантировано перемещением только по оси X. Вторая степень свободы, обычно называемая «осью В», представлена вращением шлифовального круга вокруг вертикальной оси, перпендикулярной оси цилиндра.
Следовательно, как это описано выше, для обеспечения идеального позиционирования шлифовального круга 50 и цилиндра 51 относительно друг друга необходимо три основные оси, а именно оси X, U и В; при этом задача по совместному перемещению шпинделя с ТРМ для воздействия на профиль цилиндра по всей его длине возложена на ось Z. Однако по ряду причин в различных конструктивных решениях представлены не все оси из числа осей X, U и В.
Рынок, в сущности, предлагает различные решения, описанные ниже.
1) Первое решение заключается в том, что позиционирование обеспечивается только с использованием оси X или только с одной степенью свободы.
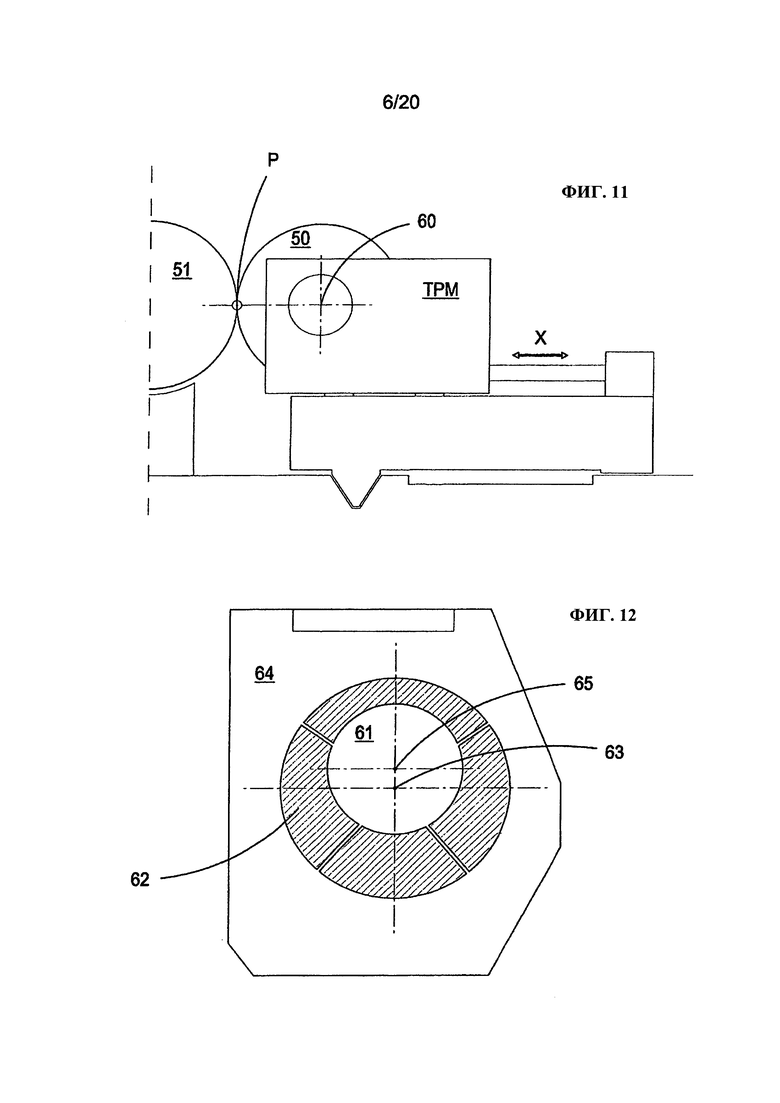
В этом случае оси U и В не предусмотрены, а положение шлифовального круга регулируется только по оси X, которая, за счет системы обеспечения линейного перемещения (часто состоящей из электродвигателя или редукторного двигателя, соединенного с реверсивным шариковым винтом, или линейного двигателя), соединенной с кареткой шлифовальной бабки, обеспечивает приближение или отведение всей ТРМ относительно обрабатываемого цилиндра 51 (фиг. 11).
Преимущества этого решения перечислены ниже:
- простая и недорогая конструкция;
- уменьшенный объем технического обслуживания; и
- высокая статическая жесткость ТРМ.
Однако имеются и недостатки, такие как:
- по оси X, отвечающей за позиционирование шлифовального круга 50, должна также перемещаться вся ТРМ, т.е. сама опора шпинделя. Это означает, что возникают сложности с регулированием и точностью системы: перемещение шлифовального круга должно осуществляться небольшими шагами с тем, чтобы максимально точно повторять профиль цилиндра. Чем больше перемещаемая масса, тем сложнее регулировать эти шаги;
- возможное сокращение шага перемещения оси X с одной стороны позволяет увеличить передаточное отношение, что повышает дискретность, а с другой стороны влечет за собой ухудшение общей жесткости оси с последующим снижением точности системы позиционирования; и
- невозможность следования угловым изменениям профиля заготовки из-за шпинделя 60, неподвижного в осевом направлении, в результате чего шлифовальный круг 50 вынужден, по существу, работать ребром вперед, вызывает ряд проблем, подробно описанных выше.
2) Второе решение заключается в том, что шлифовальный круг устанавливается в перпендикулярное положение относительно оси цилиндра по оси X и по оси U, т.е. с двумя степенями свободы.
Помимо оси X, конструктивная форма которой остается неизменной в отношении того, что было описано выше для первого решения, для ТРМ этого типа предусмотрено наличие оси U. Эта ось характеризуется высокой дискретностью и перемещается с определенным шагом в том же направлении, что и ось X, но без использования последней. Для этого решения предлагаются различные конструктивные формы, основные из которых описаны ниже.
В первом предложении, проиллюстрированном на фиг. 12, шпиндель 61 вращается вокруг одной из своих осей 65 в соответствующей эксцентриковой втулке, которая - в свою очередь - может вращаться вокруг одной из своих осей 63 в корпусе 64, предусмотренном внутри ТРМ.
За счет эксцентричного вращения, например, с помощью соответствующей системы рычагов (не показана) расстояние между шлифовальным кругом и цилиндром может различаться. Передаточное число в этом случае может быть сколь угодно большим, вследствие чего улучшаются возможности по регулированию и управлению системой, уменьшаются задействованные массы и повышается способность системы к динамическому реагированию. Технические решения, такие как описанные выше, называются «эксцентриковыми шпинделями».
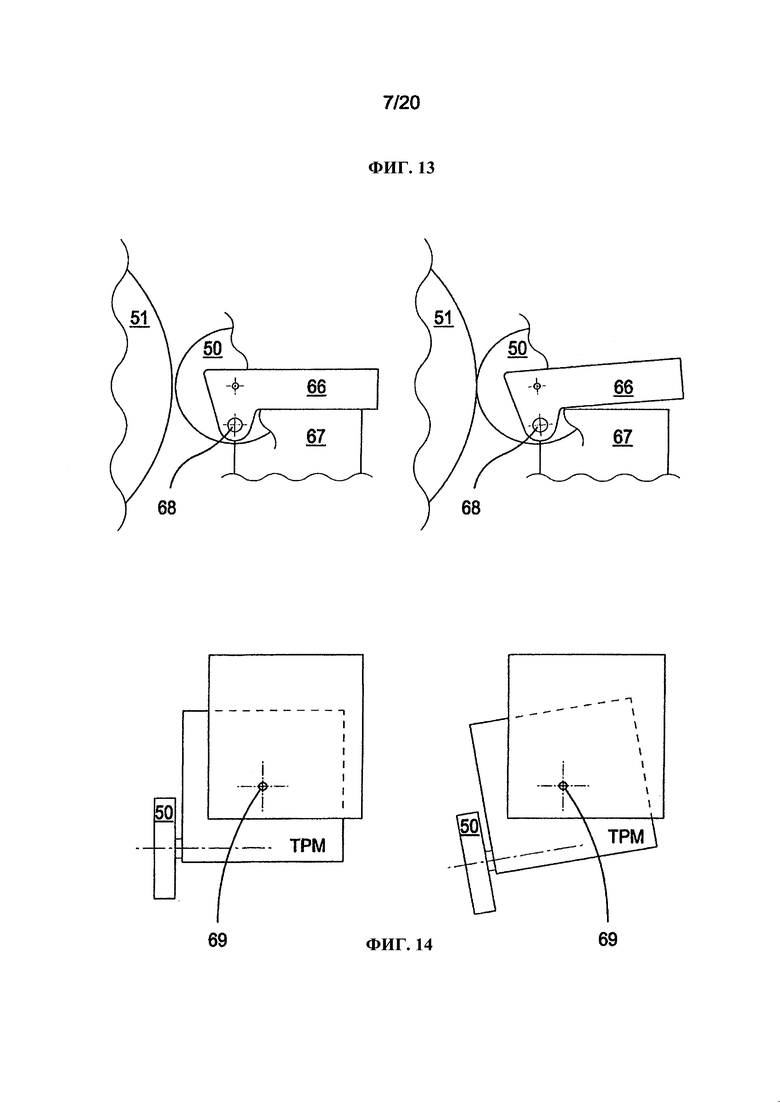
Второе предложение, проиллюстрированное на фиг. 13, заключается в том, что предусмотрено дополнительное разделение ТРМ, которое показано на фиг. 11. Верхняя часть 66 ТРМ отделена от нижней части 67 (которая называется основанием) на каретке, в которой всегда находится система обеспечения перемещения ТРМ (ось X). Верхняя часть 66 шарнирно соединена с нижней частью 67 посредством пальца 68, горизонтальная ось которого идет параллельно оси цилиндра. Соответствующая система обеспечения перемещения, расположенная между ТРМ и основанием, обеспечивает вращение верхней части 66 относительно нижней части 67, изменяя тем самым расстояние между шлифовальным кругом 50 и цилиндром 51. Этот механизм обычно называется «подачей с наклоном».
В соответствии с первым решением, проиллюстрированным на фиг. 11, усовершенствования, описанные выше, позволяют ограничить перемещаемые массы, что ускоряет отклик системы и повышает ее точность позиционирования.
Можно без труда понять, что могут быть обеспечены определенные преимущества, например, высокая дискретность перемещения шлифовального круга при производстве профилей.
Однако имеются и недостатки, такие как:
- сложность конструкции;
- увеличенный объем технического обслуживания;
- утрата статической жесткости; и
- проблема получения не строго цилиндрических профилей, которая, по существу, до сих пор не решена; а что касается решений, проиллюстрированных на фиг. 11 и 12, то шлифовальный круг 50 по-прежнему выдалбливает поверхность заготовки, сохраняя все те проблемы, которые были описаны выше.
3) Третье решение заключается в позиционировании по оси X, по оси U и по оси В, т.е. с тремя степенями свободы.
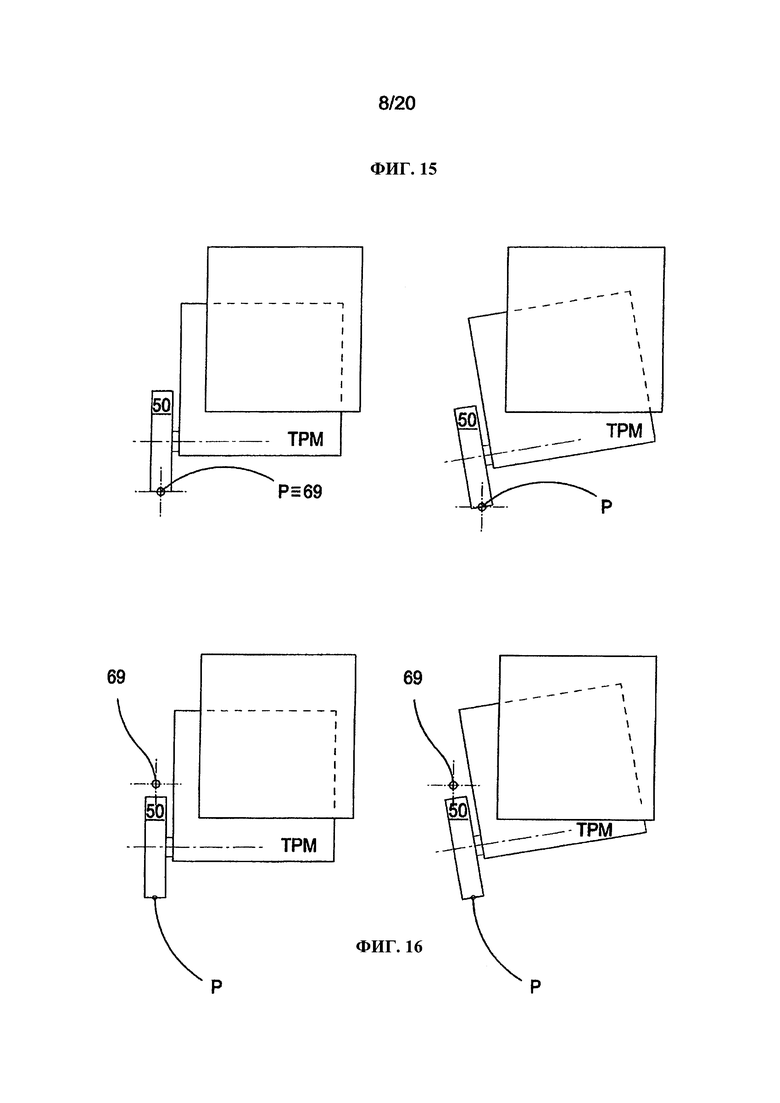
Это решение позволяет шлифовальному кругу 50 всегда располагаться по касательной к профилю заготовки, разумеется, помимо гарантированной микрометрической подачи. Вращение шлифовального круга 50 вокруг вертикальной оси (регулировка которого обычно определяется как ось В) обеспечивается за счет вращения всей ТРМ (и основания в случае использования механизмов с микрометрическим перемещением в режиме «подачи с наклоном») вокруг вертикальной оси 69. Указанная ось может проходить через любую точку (фиг. 14), но можно легко доказать, что механизм будет оптимизирован, если она будет совпадать с точкой Р контакта шлифовального круга 50 с цилиндром 51 (фиг. 15). Теперь, поскольку эта точка 69 или центр вращения может быть сдвинута в направлении X из-за износа шлифовального круга, по сути, предпочтительно расположить ее так (помимо прочего, по причинам практического характера), чтобы она лежала в срединной плоскости шлифовального круга 50 и за самим шлифовальным кругом (фиг. 16).
Несомненным преимуществом является то, что это решение концептуально проще и надежнее.
Однако имеются и недостатки, такие как:
- сложность конструкции;
- высокая стоимость; и
- увеличенный объем технического обслуживания.
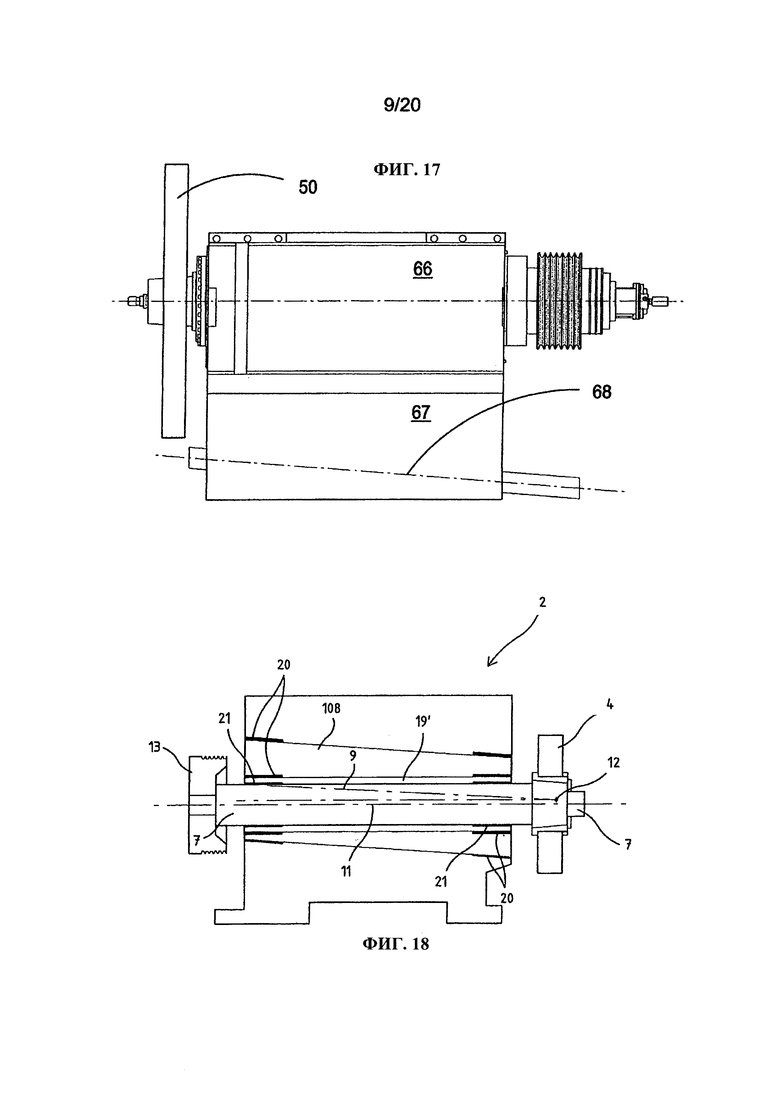
Интересно проследить эволюцию этого механизма, если изучить принцип работы механизма «подачи с наклоном». Если наклонить ось 68 вращения ТРМ относительно основания 67, как это показано на фиг. 17, заставив ее вращаться в вертикальной плоскости под определенным углом, то можно легко увидеть, что при активации регулировки оси U обеспечивается микрометрическая подача в направлении X, как в классическом варианте, а также небольшой поворот шлифовального круга вокруг вертикальной оси.
Можно также сразу увидеть, что эффективность механизма возрастает, чем ближе точка пересечения шпинделя и наклонной оси вращения ТРМ приближается к точке пересечения срединной плоскости шлифовального круга и этой же оси шпинделя, достигая максимума, если указанные точки пересечения совпадают.
Именно это соображение легло в основу решения, представленного в патенте США №6,234,885 В1.
Согласно этому известному решению, проиллюстрированному на фигуре 18, прилагаемому к настоящему документу, где представлены те же номера позиций, что и в указанном патенте, шпиндель 7 заключен в первую цилиндрическую втулку 19', в которой посадочное гнездо шпинделя выполнено с эксцентриситетом относительно оси самой втулки. Таким образом, за счет вращения указанной эксцентриковой втулки 19' с соответствующей регулировкой (по оси U, указанной выше) обеспечивается микрометрическая подача, как в вышеописанных вариантах. На этом этапе, если указанный эксцентрик, вместо того, чтобы вставляться непосредственно в ТРМ, заключен в цилиндрическую втулку 108, ось 9 которой наклонена под определенным углом к горизонтальной плоскости, за счет вращения последней достигается требуемое вращение оси шлифовального круга вокруг вертикальной оси. Шлифовальный круг 50, по существу, также вращается под небольшим углом вокруг горизонтальной оси (параллельной оси X), но это никак не влияет на технологический процесс шлифовки.
В качестве основного преимущества можно назвать сверхкомпактное решение.
Однако невозможно отрицать, что имеется и ряд недостатков, которые перечислены ниже:
- структурная асимметрия, обусловленная наклоном имеющихся корпусов относительно друг друга, может вызвать ряд проблем, связанных с тепловым расширением деталей и погрешностями при регулировании корректного положения рабочей точки шлифовального круга.
- большая масса, обусловленная наличием втулок 19' и 108, показанных на фиг. 18, делает соединения критически важными элементами, так как их несоответствие приводит к возникновению низкочастотных колебаний, что может иметь негативные последствия при сглаживании колебаний, которые всегда возникают в процессе шлифовки, с последующим ростом нежелательных вибраций и снижением качества обработанных поверхностей;
- в узле предусмотрено три пары радиальных подшипников, в частности, обозначенные следующими номерами позиций:
21 для шпинделя 7;
20 для эксцентриковой втулки 19' (Ось U); и
20 для наклонной втулки 108 (Ось В).
Поскольку все эти устройства должны быть заключены в ограниченное пространство (слишком большая ТРМ ограничивает практическое применение станка), шпиндель 7 должен иметь относительно небольшие размеры; и, соответственно, он будет характеризоваться ограниченной внутренней жесткостью.
И, наконец, вышеуказанные подшипники также способствуют снижению общей жесткости системы.
Цель настоящего изобретения заключается, в общем, в разрешении проблем, указанных выше.
В частности, одна из целей настоящего изобретения состоит в обеспечении такого позиционирования, чтобы можно было гарантировать оптимальные рабочие характеристики процесса шлифовки цилиндров для прокатных станов.
Для достижения этой цели, как это можно четко видеть, шлифовальный круг должен быть выполнен с возможностью повторения профиля цилиндра, располагаясь всегда по касательной к нему во избежание возникновения эффекта выдалбливания.
Одна из дополнительных целей настоящего изобретения заключается в обеспечении такого позиционирования, чтобы - с одной стороны - было гарантировано выполнение требований, упомянутых выше; а - с другой стороны - этот результат был достигнут с помощью простого и компактного механизма с высокой статической и динамической жесткостью, а также неприхотливого в обслуживании.
С учетом вышеуказанных целей согласно настоящему изобретению предложено позиционирование с характеристиками, указанными в прилагаемой формуле изобретения.
Краткое описание фигур
Конструктивные и функциональные характеристики настоящего изобретения и его преимущества в сравнении с предшествующим уровнем техники станут еще более очевидными на основе последующего описания в привязке к прилагаемым схематическим чертежам, на которых, помимо элементов и характеристик предшествующего уровня техники, проиллюстрирован один из вариантов осуществления настоящего изобретения. При этом:
На фиг. 1 представлено схематическое перспективное изображение, иллюстрирующее процесс шлифовки;
На фиг. 2-6 показаны поперечные сечения прокатных станов различного типа, в которых используются разные цилиндрические валки;
На фиг. 7 показаны цилиндрические валки с разными профилями поверхности;
На фиг. 8 показано идеальное положение шлифовального круга для шлифовки цилиндра с непрямым профилем;
На фиг. 9 показано положение шлифовального круга, обуславливающее эффект выдалбливания в процессе шлифовки цилиндра, имеющего непрямой профиль;
На фиг. 10 показано схематическое перспективное изображение продольно-шлифовального станка для обработки наружных поверхностей цилиндров;
На фиг. 11 схематически показан детальный вид первого известного решения, в котором микрометрическое позиционирование шлифовального круга осуществляется только по одной оси X, т.е. с одной степенью свободы;
На фиг. 12 схематически показан детальный вид другого известного решения, в котором микрометрическое позиционирование шлифовального круга осуществляется по осям X и U, т.е. с двумя степенями свободы;
На фиг. 13 схематически показан детальный вид второго известного решения, в котором микрометрическое позиционирование шлифовального круга осуществляется с двумя степенями свободы;
На фиг. 14 показан схематический вид одного из известных решений, в котором микрометрическое позиционирование шлифовального круга осуществляется по осям X, U и В, т.е. с тремя степенями свободы;
На фиг. 15-16 показаны схематические виды известных решений, аналогичных тем, которые проиллюстрированы на фиг. 14, с центром вращения головки шлифовального круга, вращающейся в разных положениях;
На фиг. 17 показана схема вращения шлифовальной бабки с наклонной осью в варианте «подачи с наклоном»;
На фиг. 18 показано проиллюстрированное решение и предмет патента США №6,234,885 В1;
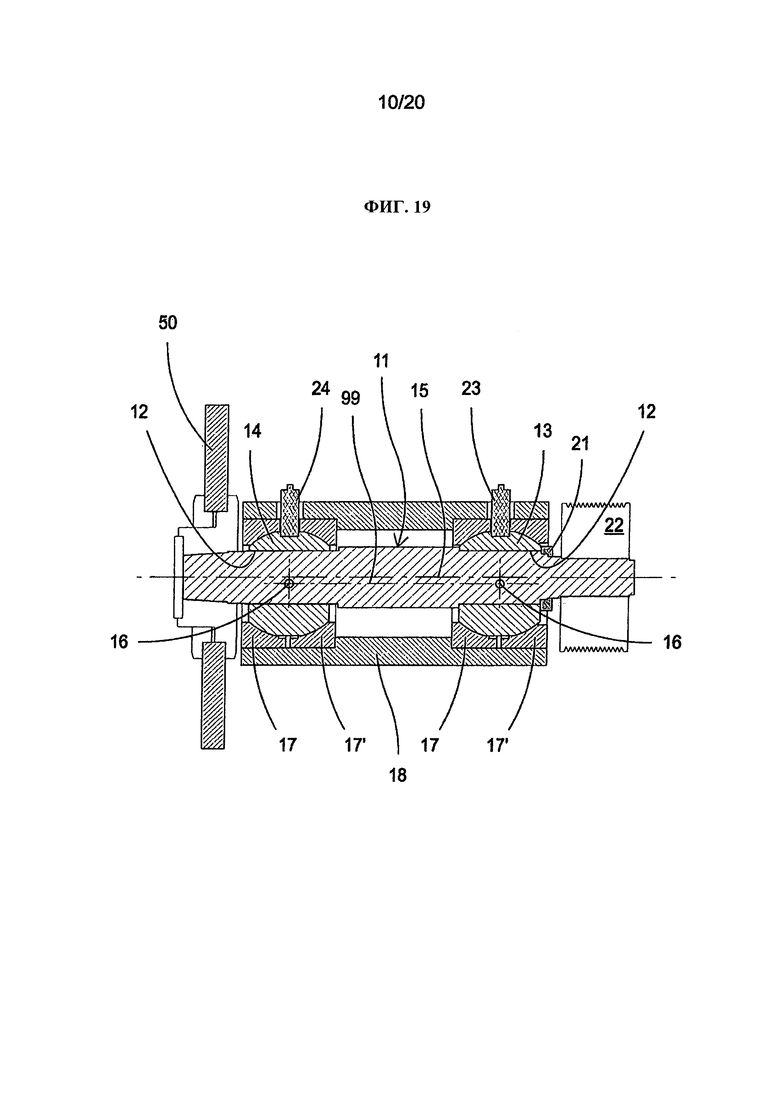
На фиг. 19 показано поперечное сечение схемы позиционирования шпинделя с регулировкой микрометрической подачи и наклона его оси согласно настоящему изобретению в первом варианте его осуществления;
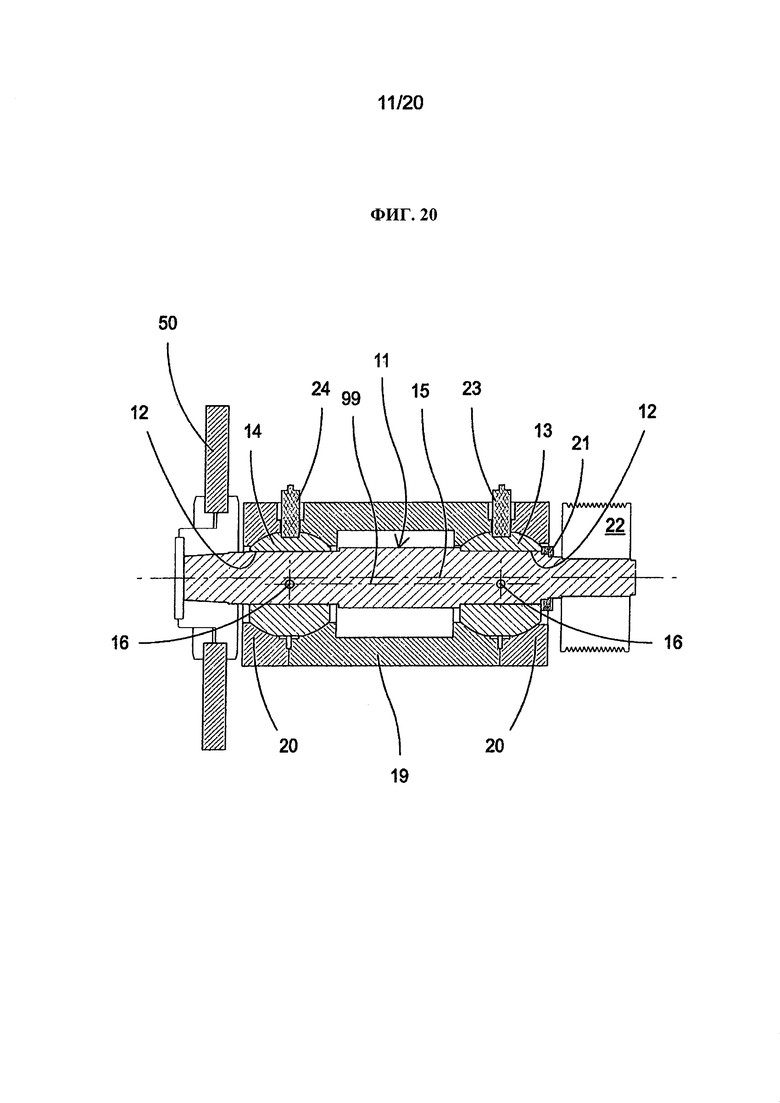
На фиг. 20 показано поперечное сечение схемы позиционирования шпинделя, аналогичного тому, что показан на фиг. 19, во втором варианте осуществления настоящего изобретения;
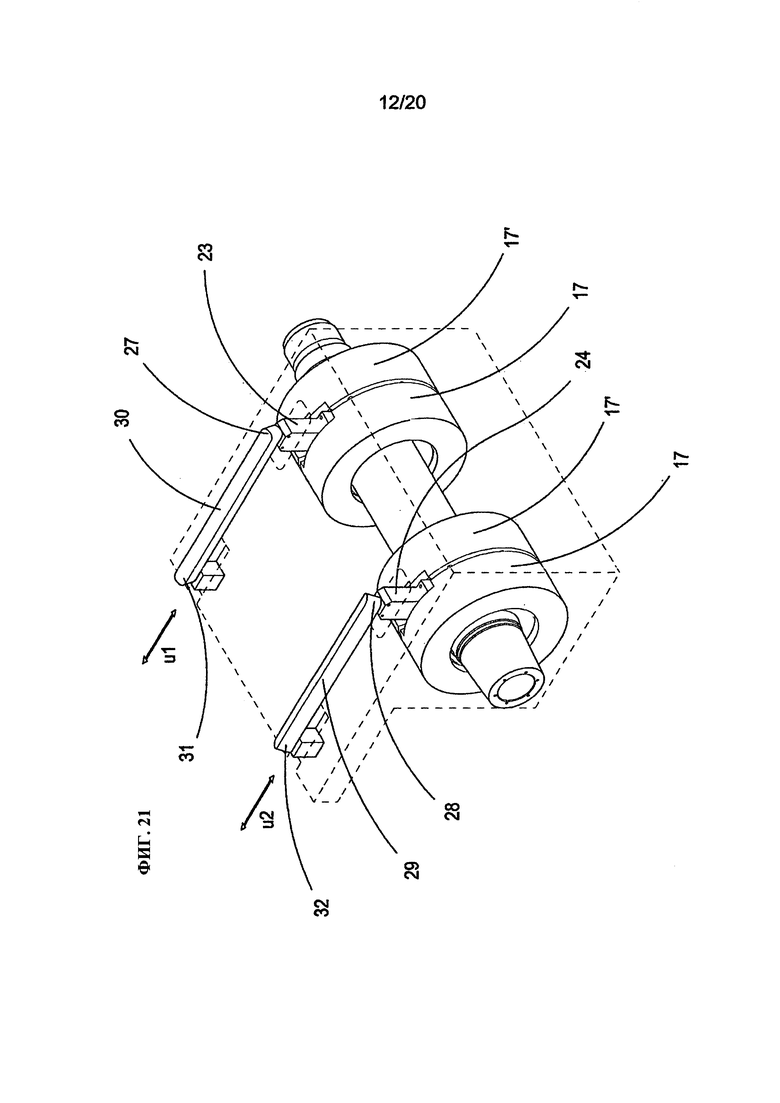
На фиг. 21 показан пример одного из вариантов осуществления регулировки перемещения приводных рычагов;
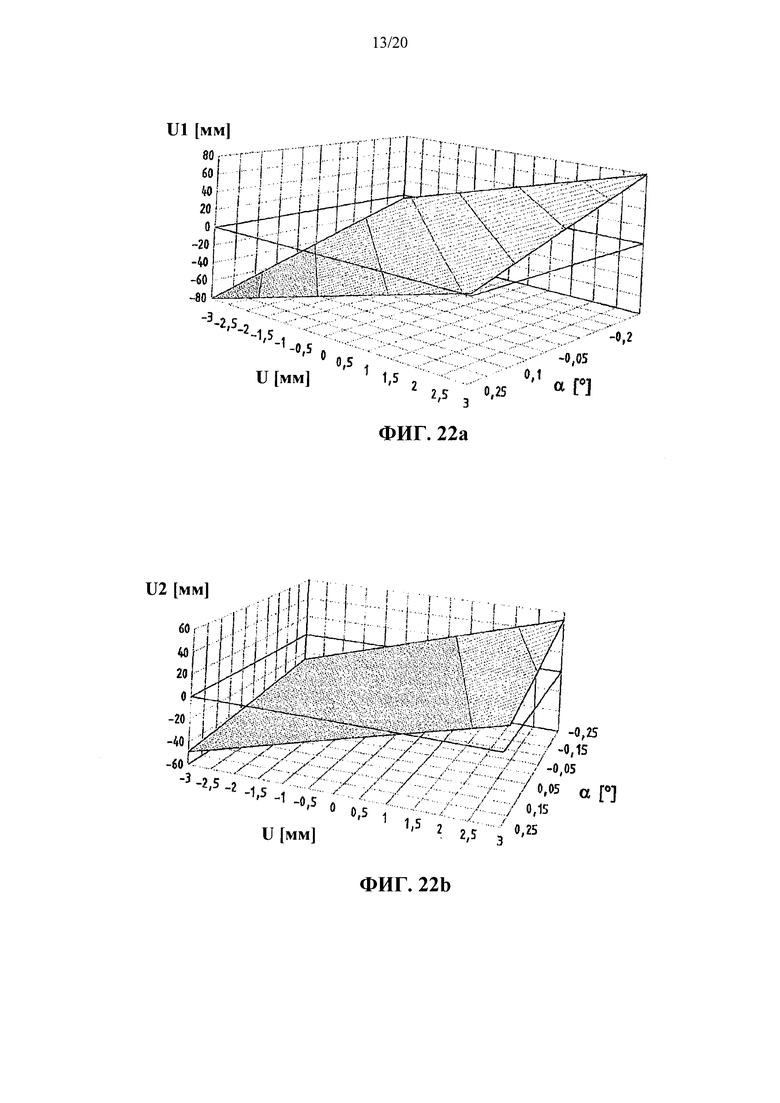
На фиг. 22а и 22b показаны две трехмерные диаграммы, где на первой из них с каждой парой независимых переменных (U, α) соотносится первая зависимая переменная U1, соответствующая первой активации механизма; а на второй из них с каждой парой (U, α) соотносится вторая зависимая переменная U2, соответствующая второй активации;
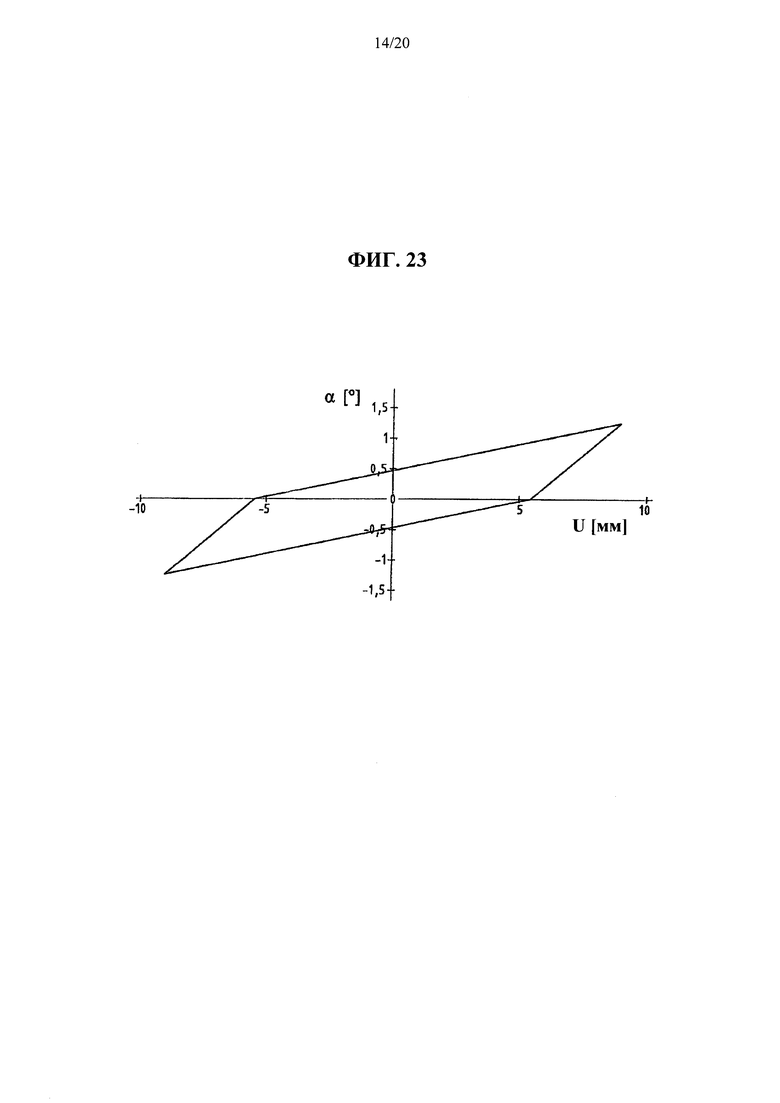
На фиг. 23 показан график, иллюстрирующий рабочий диапазон кинематического механизма, т.е. позиционирования шпинделя согласно настоящему изобретению. Так как рассматриваемый механизм имеет две степени свободы, для получения характеристик рабочего диапазона необходимо установить пределы, которые могут иметь независимые переменные. На графике, по оси абсцисс, отложено перемещение точки контакта шлифовального круга с цилиндром (независимая переменная U), а по оси ординат - угол вращения оси шпинделя в горизонтальной плоскости (независимая переменная α); при этом указанный механизм, являющийся предметом настоящего изобретения, обеспечивает получение всех пар (U, α), заключенных в сегменты, показанные на фигуре;
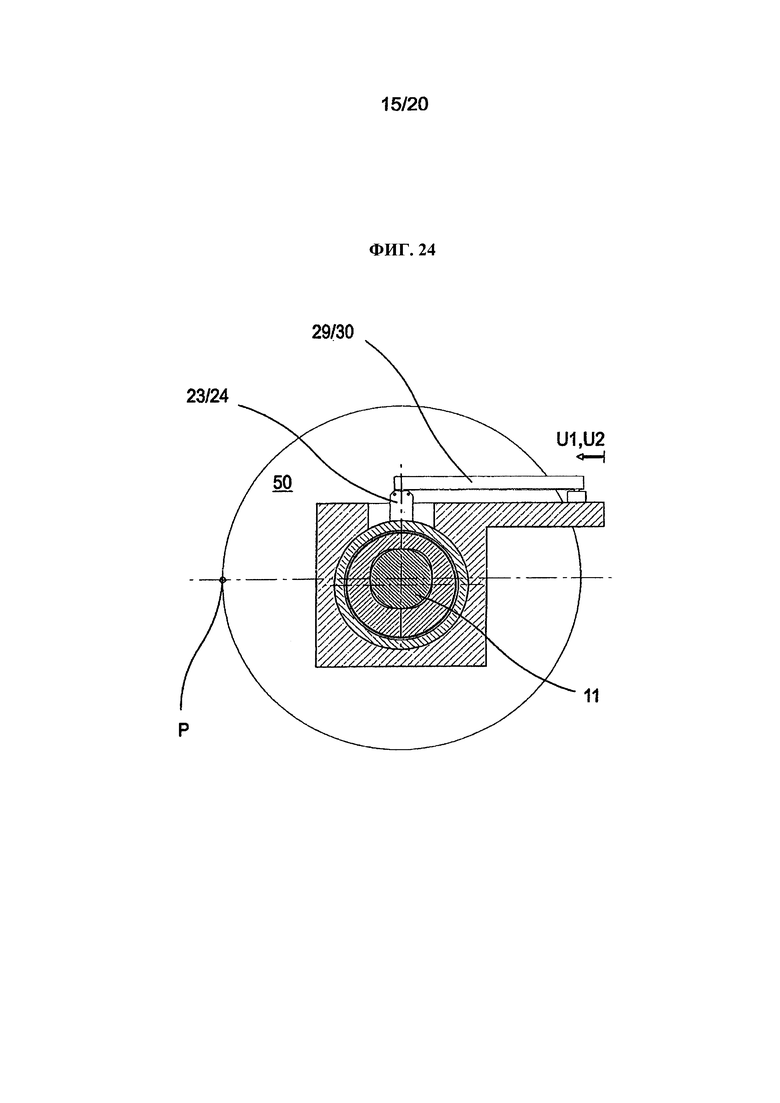
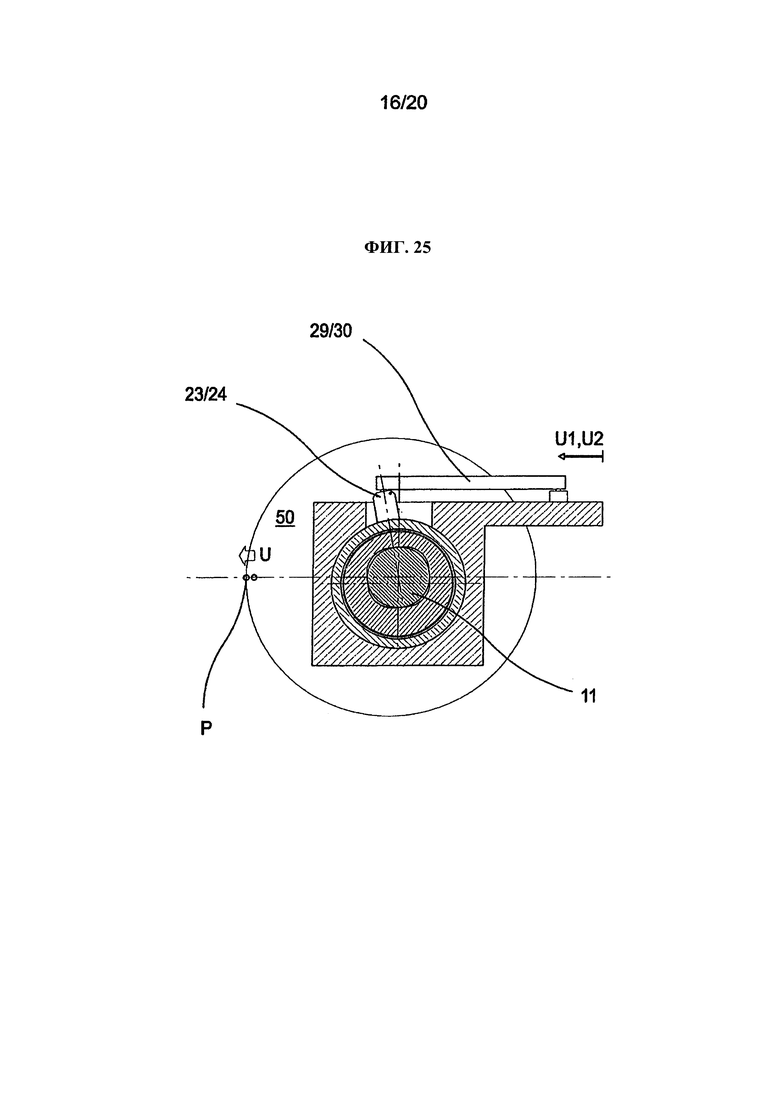
На фиг. 24 и 25 приведены схематические поперечные сечения, на которых показано, как обеспечивается микрометрическое перемещение центра Р шлифовального круга согласно настоящему изобретению;
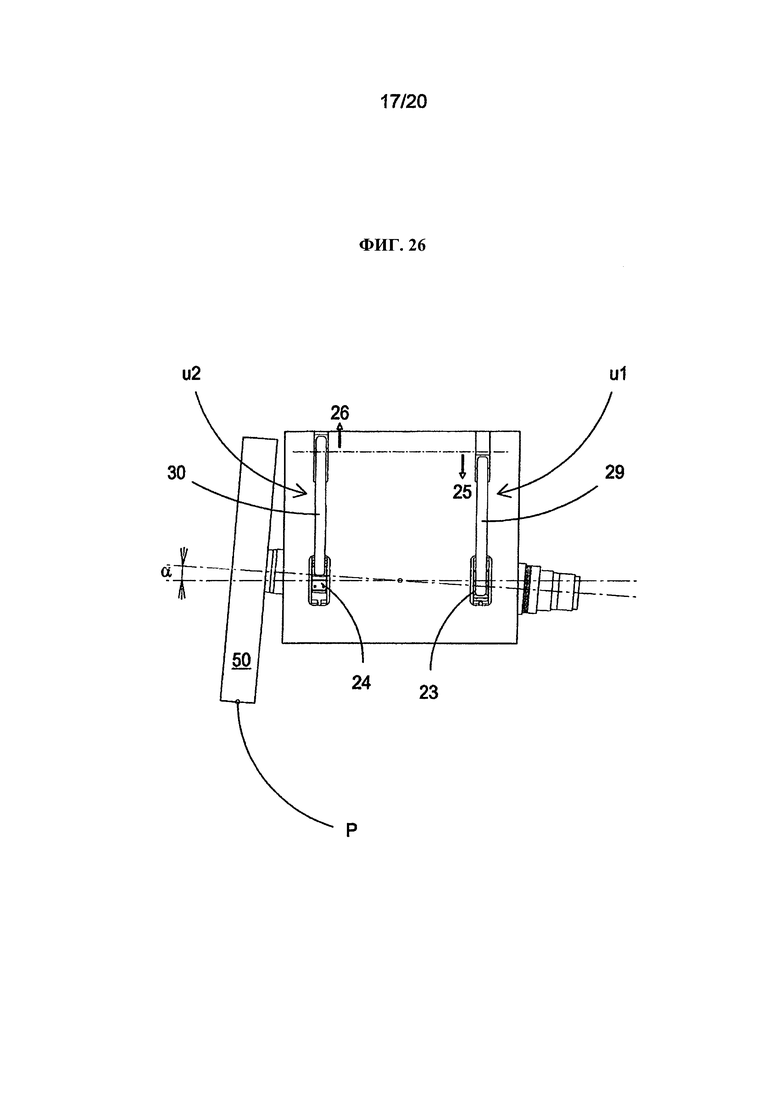
На фиг. 26 представлен схематический вид сверху изображения, показанного на фиг. 21, в частности, иллюстрирующий приводные рычаги, обеспечивающие наклон шпинделя и смещение центра шлифовального круга;
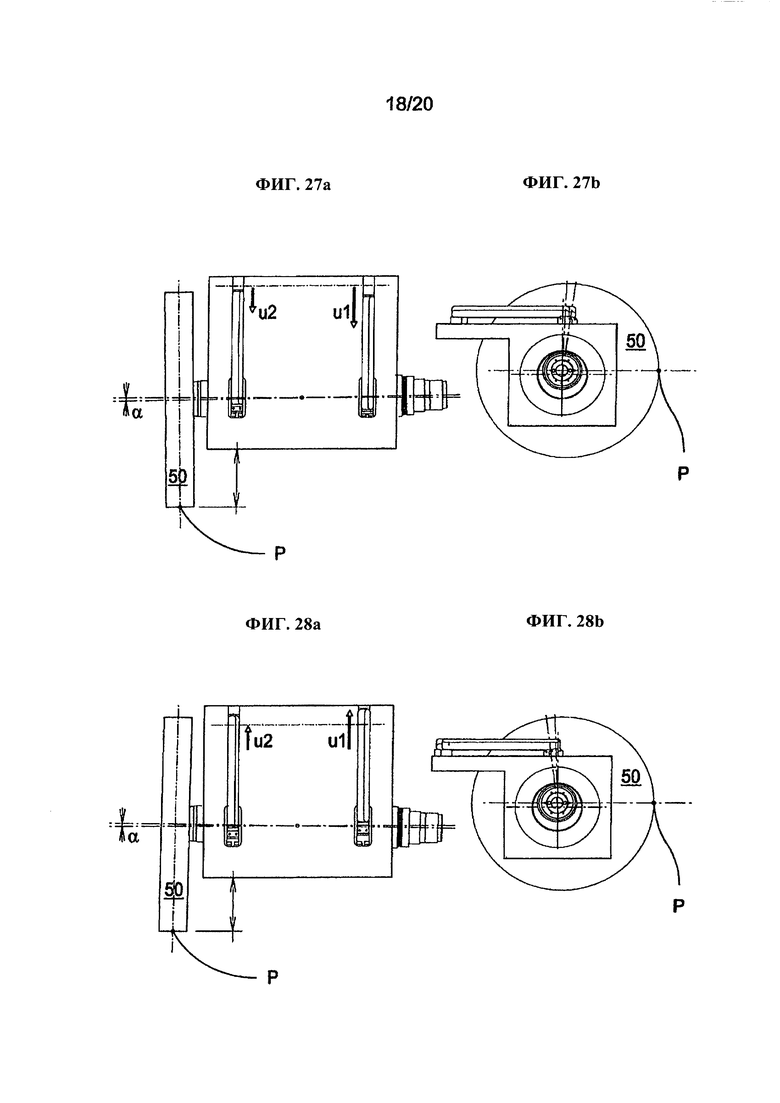
На фиг. 27а и 27b, 28а и 28b представлены, соответственно, виды сверху и увеличенные виды сбоку устройства, показанного на фиг. 21, в разных рабочих положениях, чтобы более наглядно проиллюстрировать его характеристики и функционирование;
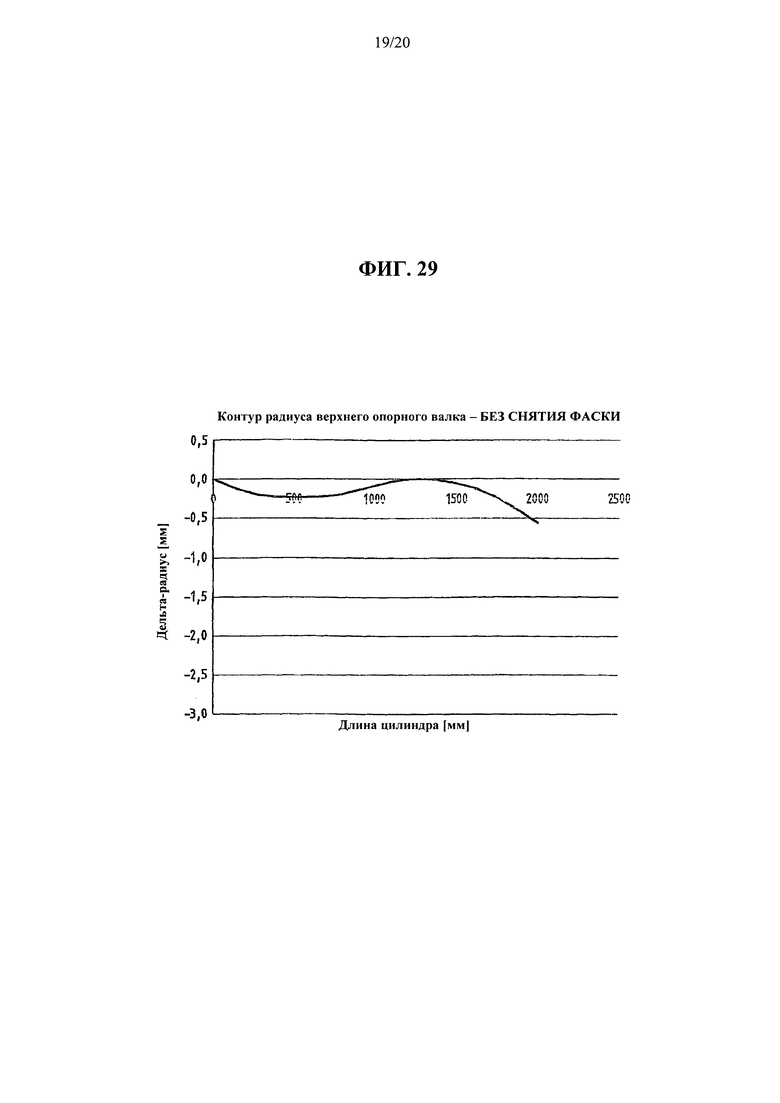
На фиг. 29 представлен график, на котором отображено требуемое перемещение центра Р шлифовального круга (независимая переменная U) для получения определенного профиля;
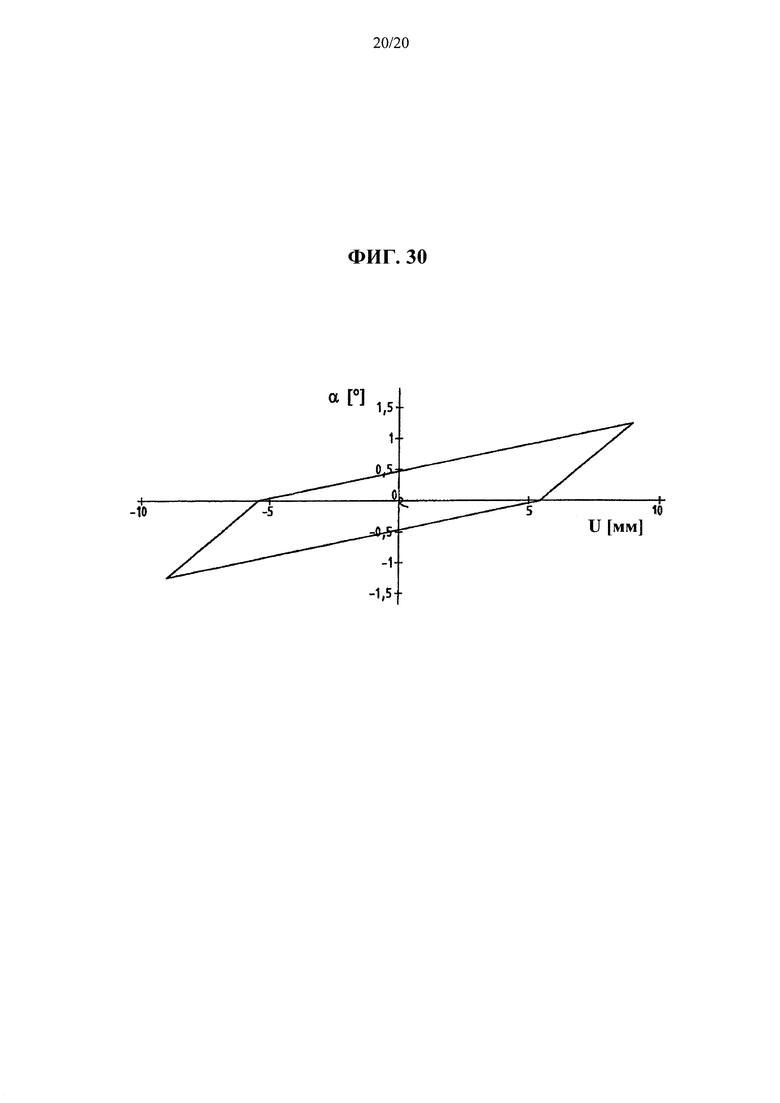
На фиг. 30 представлен такой же график, что и на фиг. 23, с наложенной на рабочий диапазон полярной диаграммой, где отображена комбинация пар значений (U, α) для получения профиля, показанного на фиг. 29. Профиль, показанный на фиг. 29, может быть явным образом сформирован механизмом, так как полярная диаграмма полностью входит в область использования этого же механизма.
Подробное раскрытие настоящего изобретения
На фиг. 19 проиллюстрирована конструкция шпинделя с регулировкой микрометрической подачи и наклона его оси согласно настоящему изобретению в одном из вариантов его осуществления.
На схеме, проиллюстрированной на фиг. 19, показан механизм, состоящий из шпинделя 11, установленного и вращающегося в цилиндрических посадочных гнездах 12, выполненных, соответственно, в теле двух сферических элементов 13 и 14. Два посадочных гнезда 12 выполнены с соответствующим эксцентриситетом между осью 15 шпинделя 11 и осью 99, проходящей через центры 16 каждого из сферических элементов 13 и 14. В частности, эти элементы 13 и 14 состоят из частей сфер, в каждой из которых посадочное гнездо 12 шпинделя 11 представляет собой сквозное отверстие, выполненное с эксцентриситетом относительно центра сферического элемента.
Соединение между шпинделем 11 и сферическими элементами 13 и 14 может быть выполнено обычными способами, принятыми в данной области техники, например, с помощью гидростатических, или гидродинамических, или роликовых подшипников.
Каждый сферический элемент 13 и 14, в свою очередь, располагается в соответствующем корпусе, который в предложенном конструктивном решении состоит из двух частей или полутел 17 и 17', выполненных с возможностью сборки. Кроме того, в этом случае соединение между сферическими элементами и соответствующими посадочными гнездами может быть выполнено способами, описанными выше. Два полутела 17 и 17' размещены или непосредственно в шлифовальной бабке (ТРМ), или в гильзе или фасонном стакане 18, который может быть легко установлен на ТРМ.
Это решение, проиллюстрированное на фиг. 19, в альтернативном варианте, несомненно, может быть модифицировано путем объединения двух внутренних полутел 17 и 17' в теле ТРМ или гильзы. Таким способом можно получить составные корпуса 19 и 20 без изменения концепции настоящего изобретения, как это показано, например, на фиг. 20.
Более того, как показано на фиг. 19 и 20, шпиндель 11 и один из двух сферических элементов, например, тот, который обозначен позицией 13, могут быть обработаны таким образом, чтобы они могли действовать как упорные подшипники или содержать упорный подшипник 21 для противодействия силам, которые действуют вдоль оси шпинделя.
Шпиндель 11 может приводиться во вращение по классической схеме, предусматривающей использование электродвигателя со шкивом 22 (как это показано на фиг. 19 и 20); при этом равным образом могут быть использованы и иные решения. Например, может быть использован мотор-шпиндель (с двигателем, установленным непосредственно на шпинделе, который одним концом свободно опирается на подшипники, а противоположным концом соединен со шлифовальным кругом) или электрошпиндель с двигателем, установленным между двумя сферическими соединениями (ни один из этих вариантов не проиллюстрирован).
Конструкция согласно настоящему изобретению довершается двумя регулирующими устройствами, которые в этом примере представляют собой рычаги 23 и 24, соединенные с двумя сферическими элементами 13 и 14 или в любом случае отходящими от них, и позволяющие вышеуказанным элементам осуществлять требуемое вращение. Два регулирующих устройства, т.е. два рычага 23 и 24, выполнены таким образом, чтобы они инициировали независимое вращение каждого из двух сферических элементов 13 и 14. В одном из альтернативных вариантов осуществления настоящего изобретения поворотные устройства представляют собой поворотные электродвигатели или иные устройства подобного рода.
В одном из вариантов осуществления настоящего изобретения, не носящего ограничительного характера, вращение сферических элементов 13 и 14 регулируется системой, представленной на фиг. 21.
Рычаги 23 и 24, составляющие единое целое со сферическими соединениями 13 и 14, установленными в соответствующих корпусах 17 и 17', соединены, в свою очередь, через два шарнирных сочленения, схематически обозначенных позициями 27 и 28, с парой соединительных штанг 29 и 30. Эта пара соединительных штанг 29 и 30, через вторую пару шарнирных сочленений 31 и 32, приводится в действие соответствующими системами обеспечения линейного перемещения, схематически обозначенными позициями u1 и u2, которые инициируют перемещения системы (определенные выше как зависимые переменные U1 и U2) с двумя степенями свободы.
Описываемый механизм, по существу, основан на том, сколько пар положений регулирующих рычагов 23 и 24 однозначно соответствуют каждой паре независимых переменных (U, α) и, следовательно, парам вышеупомянутых координат U1 и U2.
Для управления переменными (U, α) и обеспечения применимости описываемой кинематической системы в инструментальном станке, помимо знания ее предельных способностей и возможностей по усовершенствованию, крайне важно решить уравнения, управляющие ее физическим поведением. В этой связи составление нелинейных уравнений и их решение методом численного интегрирования с помощью соответствующего программного обеспечения позволяет получить математическое решение кинематического механизма путем однозначного связывания двух независимых переменных (U, α) с зависимыми переменными (U1, U2), как это показано на графиках, представленных на фиг. 22а и 22b.
Этот тип решения позволяет выбрать размеры и геометрические характеристики используемых компонентов рациональным и оптимальным образом, а также узнать и определить функциональные ограничения самого кинематического механизма. Если пределы переменных U1 и U2 заданы таким образом, что колебания рычагов 23 и 24 относительно их собственной вертикальной оси могут составлять около +/- 20°, то будет получен график типа того, что показан на фиг. 23, на котором область, ограниченная сегментами, отображает комбинацию значений, допустимых для независимых переменных (U, α), которые совместимы с кинематическими ограничениями самой системы. Однако следует отметить, что указанный график может регулироваться и подгоняться под самые разные потребности, расширяя эксплуатационные ограничения самой системы путем изменения размеров компонентов, длины различных рычагов и расстояния между эксцентриком и центром сферических элементов, а также путем изменения максимального угла вращения сферических элементов.
Для более полного понимания принципа работы описываемого механизма ниже описаны некоторые особенно значимые ситуации. Давайте представим себе, что центр Р шлифовального круга должен быть смещен на величину U согласно описанному выше принципу регулирования микрометрической подачи с эксцентриситетом (или регулирования «подачи с наклоном»), но так, чтобы ось вращения шлифовального круга по-прежнему проходила параллельно оси цилиндра: начнем с регулировки рычагов 23 и 24, расположенных так, что две координаты U1 и U2 идентичны друг другу, как это показано на фиг. 24. Затем обе они увеличиваются на одно и то же значение, как это показано на фиг.25, инициируя поворот вала шпинделя 11 и последующее смещение точки Р контакта шлифовального круга с заготовкой на требуемую величину U в направлении X, которое соответствует направлению движения, сообщенному двум осям U1 и U2, что обеспечивает, по существу, микрометрическую подачу.
Для последующего изменения угла α шпинделя, помимо изменения положения центра Р шлифовального круга на величину U в направлении X, следует выполнить указанные ниже действия, проиллюстрированные на фиг. 26.
За счет активации регулировки величин u1 и u2 с последующим поворотом рычагов 23 и 24 независимо друг от друга (разумеется, в пределах ограничений их хода), например, в направлениях 25 и 26 обеспечивается не только изменение положения центра Р шлифовального круга (первая степень U свободы), но также и наклон оси 15 вала шпинделя 11 и, следовательно, шлифовального круга 50, вследствие чего обеспечивается вторая степень а свободы.
Можно также наклонить ось шлифовального круга без смещения контактной точки Р относительно, например, исходного положения, аналогичного тому, что показано на фиг. 24, путем регулирования рычагов 23 и 24 согласно условиям, обозначенным на фиг. 27а и 27b (вращение против часовой стрелки) и на фиг. 28а и 28b (вращение по часовой стрелке). В обоих примерах для получения желаемого результата величину U1 необходимо увеличить (за исключением направления) на значение, превышающее значение величины U2. Для того чтобы узнать точные значения, которые должны иметь переменные U1 и U2, достаточно, что очевидно, обратиться к диаграммам, представленным на фиг. 22а и 22b.
Короче говоря, путем комбинирования и регулирования перемещений, описанных выше, с помощью соответствующих воздействий можно регулировать, как положение центра Р шлифовального круга, так и наклон самого шлифовального круга 50, что дает возможность получить цилиндры для прокатных станов определенной формы, которые представлены на фиг. 7, и которые носят исключительно иллюстративный характер.
И, наконец, давайте рассмотрим практический пример с обычным опорным валком, который применяется в станах холодной прокатки. На фиг. 29 отображено требуемое смещение центра Р шлифовального круга относительно положения 0 (нулевой ординаты) в зависимости от положения каретки шлифовального круга относительно плоскости самого цилиндра. Беря за основу этот график и памятуя о том, что тангенс угла шлифовального круга должен быть всегда равен производной самого профиля, на фиг. 30 представлена функция (U, α), отображающая этот профиль в полярной системе координат.
Можно ясно видеть, насколько далеко отошли рабочие точки представленного шпинделя (обозначенные центральным криволинейным участком) от кинематических пределов, установленных ранее и показанных на фиг. 23.
Таким образом, могут быть получены профили, намного более сложные в сравнении с теми, которые рассмотрены в настоящем документе, соответственно, при обработке под большими углами, но в полном соответствии с требованиями рынка, что обеспечивает конкурентные преимущества как с экономической, так и с технологической точки зрения.
Короче говоря, благодаря решению согласно настоящему изобретению были устранены проблемы предшествующего уровня техники. В этой связи можно перечислить следующие усовершенствования в сравнении с современным уровнем развития техники:
уменьшено количество подшипников и соединений (как осевых, так и радиальных) в сравнении с тем, что предлагается патентом США №6,234,885 В1, что повышает эффективность, усиливает жесткость, упрощает конструкцию и повышает точность самой системы;
колебания, создаваемые сферическими соединениями, выходят за пределы диапазона колебаний, типичных для процесса шлифовки, что, однако, негативно не влияет на сам процесс;
обеспечивается возможность увеличения углов наклона шлифовального круга до значений, превышающих углы в существующих решениях, предлагаемых на рынке, без создания, например, проблем с какими-либо препятствиями, с которыми обычно сталкиваются вращающиеся головки;
при желании могут быть выбраны сколь угодно большие передаточные числа за счет изменения геометрии рычагов и положения эксцентрика, что облегчает регулирование и повторное позиционирование системы;
обеспечивается возможность работы с центром Р шлифовального круга в качестве центра вращения для изменяемых диапазонов углов шлифовального круга относительно положения, требуемого эксцентриком;
было получено решение, конкурентоспособное как с технологической, так и с экономической точки зрения.
Точное математическое моделирование позволяет легко переходить от конкретных переменных профиля обрабатываемого цилиндра (U, а) к контрольным переменным (U1, U2). Эта модель позволяет, в случае необходимости, изменять геометрические параметры механизма для удовлетворения конкретных требований.
Таким образом, была достигнута цель, указанная в водной части описания.
Объем правовой охраны определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2173629C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| РУЧНОЕ ЗАЖИМНОЕ СРЕДСТВО ДЛЯ ДЕРЖАТЕЛЯ БУРА С БЫСТРЫМ ПОЗИЦИОНИРОВАНИЕМ | 2009 |
|
RU2490107C2 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЦИЛИНДРОВ | 2010 |
|
RU2529695C2 |
| ШАРНИР ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1994 |
|
RU2089308C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОГО ВОЛОКНА | 2014 |
|
RU2671226C1 |
| Устройство для правки шлифовальныхКРугОВ | 1978 |
|
SU841944A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
Изобретение относится к устройству для позиционирования шпинделя с регулировкой микрометрической подачи и наклона оси его вращения, содержащего вал (11), выполненный с возможностью вращения внутри, по меньшей мере, пары поворотных опор. По меньшей мере пара указанных поворотных опор состоит из двух сферических элементов (13 и 14), снабженных соответствующими корпусами (12), установленными с эксцентриситетом относительно оси (99), проходящей через центры указанных сфер. По меньшей мере два указанных сферических элемента (13 и 14) размещены в цилиндрическом корпусе, состоящем по меньшей мере из двух частей (17 и 17' или 19 и 20). Предусмотрено два поворотных устройства (23 и 24), которые соединены с двумя сферическими элементами (13 и 14) для обеспечения их независимого вращения. 11 з.п. ф-лы, 30 ил.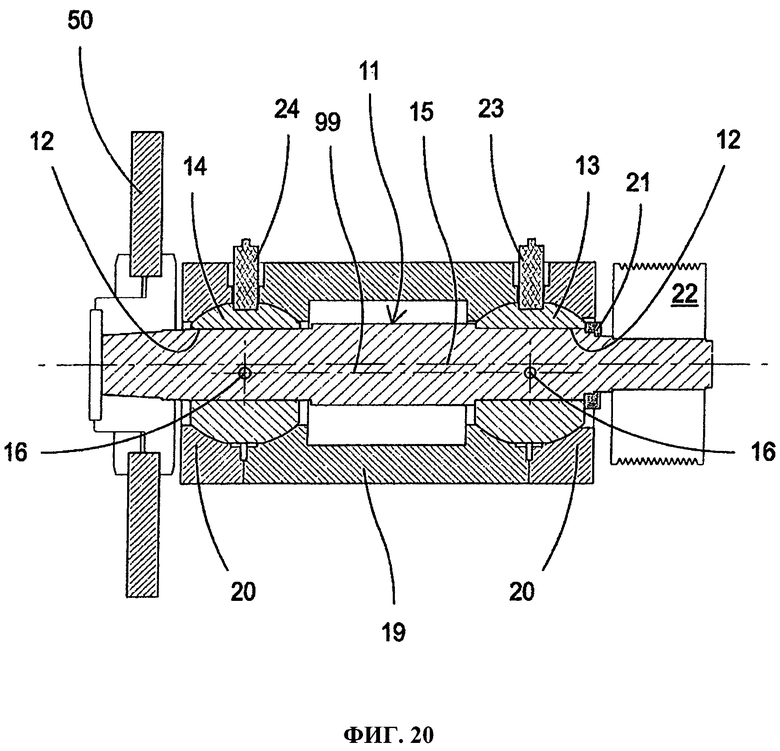
1. Устройство для позиционирования шпинделя обрабатывающего станка с регулируемой микрометрической подачей и наклоном оси его вращения, содержащее шпиндель (11) и по меньшей мере пару сферических опорных элементов (13, 14), оснащенных соответствующими посадочными гнездами (12) для установки в них указанного шпинделя (11) с возможностью вращения,
указанный шпиндель (11) расположен эксцентрически относительно оси (99), проходящей через центры указанных сферических опорных элементов (13, 14),
по меньшей мере пара сферических опорных элементов (13, 14) размещены в корпусе, состоящем из по меньшей мере двух частей (17, 17' или 19, 20);
при этом предусмотрено два приводных средства (23 и 24), которые соединены с указанными по меньшей мере двумя сферическими опорными элементами (13 и 14) с обеспечением вращения указанных сферических опорных элементов (13, 14),
отличающееся тем, что указанные приводные средства выполнены с возможностью действовать независимо друг от друга в процессе работы шпинделя,
и указанные два приводных средства по существу являются регулирующей системой, выполненной с возможностью приведения указанных сферических опорных элементов (13, 14) в контролируемое вращение.
2. Устройство для позиционирования шпинделя по п. 1, отличающееся тем, что посадочное гнездо (12) представляет собой сквозное отверстие, выполненное с эксцентриситетом относительно указанных сферических элементов (13, 14).
3. Устройство для позиционирования шпинделя по п. 1 или 2, отличающееся тем, что указанный корпус, состоящий по меньшей мере из двух частей (17 и 17' или 19 и 20), расположен в шлифовальной бабке или в гильзе или фасонном стакане (18), который может быть установлен на шлифовальной бабке.
4. Устройство для позиционирования шпинделя по любому из пп.1-3, отличающееся тем, что указанный шпиндель (11) и указанные сферические элементы (13 и 14) соединены с помощью гидростатических подшипников, или гидродинамических подшипников, или роликовых подшипников, или подшипников скольжения.
5. Устройство для позиционирования шпинделя по п. 1, отличающееся тем, что указанный корпус для указанных двух сферических опорных элементов (13 и 14) выполнен как единый центральный корпус (19), закрывающий указанные сферические элементы (13 и 14) с внутренней стороны, и два концевых корпуса (20).
6. Устройство для позиционирования шпинделя по любому из пп.1-5, отличающееся тем, что каждое из двух приводных средств выполнено в виде рычага (23 и 24).
7. Устройство для позиционирования шпинделя по п. 6, отличающееся тем, что каждый из указанных рычагов (23 и 24) соединен с соответствующим дополнительным рычагом (29 и 30), которые связаны с соответствующими системами (u1, u2) обеспечения линейного перемещения.
8. Устройство для позиционирования шпинделя по п. 7, отличающееся тем, что указанные рычаги (23 и 24) соединены с дополнительными рычагами (29 и 30) посредством расположенных между ними соответствующих шарнирных сочленений (27 и 28); а указанные дополнительные рычаги (29 и 30) соединены с указанными системами (u1, u2) обеспечения линейного перемещения посредством расположенных между ними соответствующих шарнирных сочленений (31 и 32).
9. Устройство для позиционирования шпинделя по п. 7 или 8, отличающееся тем, что две указанные системы (u1, u2) обеспечения линейного перемещения выполнены в виде винтовых передач, приводимых в действие электродвигателями с возможностью размещения между ними адаптера.
10. Устройство для позиционирования шпинделя по п. 7 или 8, отличающееся тем, что две указанные системы (u1, u2) обеспечения линейного перемещения выполнены в виде линейных двигателей.
11. Устройство для позиционирования шпинделя по любому из пп. 1-5, отличающееся тем, что два указанных поворотных устройства выполнены в виде поворотных электродвигателей.
12. Устройство для позиционирования шпинделя по любому из пп.1-11, отличающееся тем, что указанный шпиндель (11) и по меньшей мере один из двух сферических опорных элементов (13 или 14) выполнены с упором или содержат упорный подшипник (21) для противодействия действующим вдоль оси шпинделя силам.
| DE 102008031817 A1, 31.12.2009 | |||
| МЕХАНИЗМ ПРИВОДА ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2176183C2 |
| Шпиндельный узел станка | 1990 |
|
SU1796343A1 |
| Судно на воздушной подушке | 2022 |
|
RU2773968C1 |
| US 6234885 B1, 22.05.2001 | |||
| WO 2012126840 A1, 27.09.2012. | |||

