Изобретение относится к способу предварительной обработки подложек, которая, типичным образом, может осуществляться перед нанесением покрытия на подложки посредством нанесения покрытия осаждением паров.
Катодное испарение электрической дугой является устоявшимся за много лет способом, который находит применение для нанесения покрытия на инструменты и элементы и с помощью которого осаждают как разнообразные металлические слои, так и нитриды металлов, карбиды металлов и карбонитриды металлов. В этом способе мишени являются катодами дугового разряда, на которые подают низкие напряжения и высокие значения силы тока, с помощью которых испаряется материал мишени (катода). В качестве самых простых и дешевых источников электропитания для работы дуговых разрядов в основном используют источники постоянного напряжения.
Известно, что испаряющийся посредством катодного дугового разряда материал имеет высокий процент содержания ионов. Из работы Джонсона «Р.С.in Physics of thin films», vol. 14, Academic Press, 1989, pp. 129-199 известны значения между 30% и 100% в зависимости от материала катода и величины тока дугового разряда. Этот высокий процент содержания ионизированного пара является желательным при синтезе слоев.
Особо предпочтительное воздействие оказывает высокая степень ионизации, если она при синтезе слоев соединена с отрицательным смещением на подложке, и благодаря этому может повышаться и варьироваться ускорение и энергия ионов к подложке. Синтезированные таким образом слои имеют более высокую плотность и посредством изменения напряжения смещения можно влиять на некоторые свойства слоев, такие как, например, напряжение слоя и морфология слоя.
Однако испарение электрической дугой также известно тем, что испарившийся металл в зависимости от его температуры плавления имеет более или менее много брызг, которые являются принципиально нежелательными. Этот процент содержания брызг в большинстве случаев при указании степени ионизации не принимают во внимание, но он может оказывать существенное влияние на качество слоя. Поэтому стремятся уменьшить процент содержания брызг в испарившемся материале посредством специального магнитного поля источника или дополнительных фильтров (механически и электромагнитным путем, как разъясняется в работе Аксенова И.И. и другие: Sov. J.Plasma Phys. 4(4) (1978) 425) или посредством других параметров процесса, таких как, например, увеличенного давления химически активного газа. Также, для того чтобы уменьшить число и размер брызг предлагают применение тугоплавких материалов.
Ионизированная часть испарившегося материала, которую наблюдают при испарении электрической дугой, также можно использовать для предварительной обработки подложек. С помощью постепенного увеличения напряжения смещения подложки можно до такой степени проводить их бомбардировку ионами пара испарившегося материала и рабочего газа, что подложки могут распыляться или/и нагреваться до высоких температур.
Обычно этот этап процесса называется травление ионами металлов (metal ion etching), немного неточное название, так как оно согласно определению не включает в себя ионы, которые возникают посредством обычного или необходимого применения рабочего или химически активного газа. Однако, в общем, стремятся уменьшить процент содержания ионов рабочего газа (часто применяют инертный газ, такой как, например, аргон) или вообще избежать использования рабочего газа. Причина этого состоит в том, что инертные газы не могут быть стабильно встроены в слои, так как они не вступают в связь и дополнительно к этому приводят к перетягиванию. Однако, в общем, непрерывная работа источника дугового разряда без добавления газа без затруднений невозможна. Если источники дугового разряда работают без рабочего газа, такого как, например, ионные источники для имплантации ионов, то их эксплуатируют в импульсном режиме, то есть источник необходимо каждый раз воспламенять заново, так как без подачи газа дуговой заряд «живет» только короткое время. Пример такой работы описан в JP 01042574.
Предварительная обработка подложек с помощью ионной бомбардировки и связанное с ней травление подложки с помощью ионов, а также нагрев подложки уже описаны в US 4734178.
Здесь важно добавить, что травление с помощью ионов металла может привести к другим результатам обработки на поверхности подложки, чем при простом нагреве подложки или также при нагреве подложки с помощью бомбардировки электронами. Как это, например, описано Саблевым в US 05503725. Уже одно применение ионов металла по сравнению с ионами инертных газов дает новые возможности для реакций, например при образовании карбидов или смешанных кристаллов.
В литературе описаны комбинации процессов имплантации и диффузии, которые приводят к встраиванию ионов металла в поверхность подложки и, тем самым, к хорошему сцеплению позднее напыленного слоя (Muenz W.-D. еt al., Surf. Coat. Technol. 49 (1991), Schunjahn С. еt al., J.Vac. Sci. Technol. A19 (4) (2001) 1415).
Но на этом этапе процесса проблематично, прежде всего, присутствие металлических брызг, масса которых многократно больше атомной массы и которые обычно нельзя снова удалить посредством этапа травления, если они попадают на поверхность подложки и конденсируются там.
Выход из этой ситуации состоит в том, чтобы оснастить источник дугового разряда фильтрами, которые отделяют брызги от ионов.
Известная конструкция фильтров восходит к работам Аксенова И.И. и другие, «Sov. J. Plasma Phys. 4(4) (1978) 425, при этом источник дугового разряда прифланцован к камере нанесения покрытий посредством трубки, которая окружает магнитное поле и которая имеет угол 90°. Магнитное поле направляет электроны по искривленной траектории, и они, в свою очередь, вынуждают ионы посредством электрической силы к схожей искривленной траектории. Однако незаряженные брызги сталкиваются с внутренней стенкой трубки и, тем самым, получают затруднения в достижении подложки. Для травления ионами металлов возникающая при этом потеря скорости играет второстепенную роль. Однако большим недостатком является то, что полезный диаметр ионного пучка, попадающего из трубки в камеру нанесения покрытия, составляет только от нескольких сантиметров примерно до 10 см. Для многих применений это обуславливает движение подложки перед источником, таким образом, может быть обеспечено достаточное единообразие процесса травления. Это исключает использование этих способов для нормальных систем нанесения покрытия периодического действия, таких как они являются обычными для производства.
Существенно более простым подходом является работа с экраном перед источником дугового разряда и со смещенным местным анодом, расположенным, например, позади подложки (например, использование другого источника в качестве анода на противолежащей стороне камеры), как это уже было описано Саблевым в US 05503725, но не специально для MIE-процесса (MIE = Metal Ion Etching - травление ионами металла). Затем траектория электронов ведет насквозь через камеру и поневоле мимо подложек. Благодаря электрическим полям ионы также вынуждены двигаться по траекториям, близким к траекториям электронов, и находятся в распоряжении для процесса травления вблизи подложки. Брызги улавливаются преимущественно на экране. Этот технологический процесс был бы очень неэффективным для нанесения покрытия, так как на экране и в краевых областях также теряется ионизированный материал. Но так как в уровне техники типичные процессы для травления ионами металла требуют только малых токов в несколько ампер, и травление длится только несколько минут, такой режим работы для производственных процессов вполне оправдан. Условием для такого режима работы, который вынуждает ионы к движению по электронным орбитам посредством держателя подложки, является отделенный от потенциала камеры анод. Аноду необходимо дополнительное место в камере, что, в свою очередь, уменьшает производительность установки. Упомянутое выше эпизодическое использование другого источника дугового разряда в качестве анода имеет недостаток, заключающийся в том, что этот источник закрыт и может быть использован снова, если он будет очищен посредством нежелательной «свободной дуги».
Одним словом, было бы желательно, чтобы при MIE-процессе можно было бы отказаться от экрана, и не было бы необходимости осуществлять режим работы источника дугового разряда посредством отдельного анода, а источники дугового разряда с камерой подложки могли бы эксплуатироваться на аноде (масса), не производя при этом много брызг, прежде всего большого диаметра. Кроме того, желательно для нулевого прироста слоя на подложке уже при средних (менее 1500 В, предпочтительно менее 800 В) смещениях подложки достигать и иметь возможность посредством изменения смещения подложки попадать из фазы нанесения покрытия в фазу травления и наоборот.
Из-за образования брызг в способе испарения электрической другой существуют стремления вырабатывать ионы не посредством источника дугового разряда, а посредством источника ионного распыления, так как это описано в ЕР 01260603. Известно, что в процессе ионного распыления производится намного меньше брызг. Но также известно, что обычные источники ионного распыления производят намного меньше ионов. Но можно показать, что режим работы источников ионного распыления с помощью импульсных источников тока существенно повышает плотность ионов во время импульса. Эта работа «High Power Pulsed Magnetron Sputter verfahren» (HIPIMS) Егиазарян А.П. и другие, 45 th Annual technical Conference Proceedings, Society of Vacuum Coalers (2002) 328 производит впечатление подходящей для производства значительно большего количества ионов, чем это имеет место при обычном способе ионного распыления и, прежде всего, также металлических ионов.
Однако, недостаток этого способа состоит в том, что на мишени становится необходимым существенно большее магнитное поле для того, чтобы могло происходить зажигание магнетронного разряда. Но это более сильное магнитное поле невыгодно приводит к тому, что улавливается выработанные в высокоэнергетическом импульсе ионы, и только малая часть этого достигает подложки.
Но значительно большим недостатком этого способа является несовместимость HIPIMS-MIE-способа с нанесением покрытия осаждением паром в том смысле, что эти источники в большинстве случаев нельзя использовать для собственного нанесения покрытия. Скорости нанесения покрытия у HIPIMS-способа так незначительны, что в большинстве случаев должны применяться дополнительные источники для нанесения покрытия и, что для нанесения покрытия нельзя обратиться к HIPIMS-источникам. Это находится в противоречии с увеличением производительности в производственных системах. И, наконец, способу ионного распыления в качестве рабочего газа также необходим инертный газ, такой как, например, аргон, в качестве рабочего газа.
Недостатки применяемых до настоящего времени способов травления ионами металлов, базирующиеся на катодном испарении электрической дугой, можно резюмировать следующим образом.
1. Нефильтрованные источники дугового разряда в зависимости от материала мишени производят множество брызг, частично большого диаметра. Эти брызги не обладают достаточной энергией для того, чтобы полностью вступать в реакцию с составными частями поверхности подложки или иметь возможность встраиваться в поверхность подложки.
2. Уменьшение брызг посредством использования тугоплавких материалов мишени увеличивает стоимость материалов и требует увеличения затрат при генерации дугового разряда. Конструкция источников дугового разряда становится сложнее для того, чтобы реализовать необходимые для тугоплавких материалов более высокие токи источника и напряжения разряда, и также удорожает электроснабжение.
3. Из-за общей более высокой химической инертности (inertness) тугоплавких материалов, происходят желательные реакции этих тугоплавких материалов с составными частями поверхности подложки, в основном, лишь при увеличенных температурах (пример - образование карбидов).
4. Сочетание источников дугового разряда с электромагнитными и/или механическими фильтрами для уменьшения брызг приводит к потере ионного тока на подложке. Еще важнее, что единообразие такой обработки не может обеспечиваться посредством больших областей подложки, которые являются обычными в производственных системах.
5. Использование фильтров, наряду с потерей ионного тока на подложке, также приводит к уменьшению процентного содержания многозарядных ионов. Они повышают вероятность химических (термически стимулированных) реакций, так как они встречаются с соответственно многократной энергией на подложке и поэтому, по существу, принимают участие в образовании стабильных к высокой температуре соединений. Хотя компенсация потери многозарядных ионов посредством смещения подложки допустима, однако, в общем, пытаются избежать напряжений выше 1000 В для того, чтобы сократить образование дуговых разрядов, но также и из соображений безопасности.
6. Более высокое давление технологического газа приводит к уменьшению брызг, но также стремительно уменьшается ток подложки и, в свою очередь, процентное содержание многозарядных ионов металла. Однако из соображений совместимости процесса было бы желательно достигать также достаточно высоких значений ионных токов подложки для работающих в химически активном газе дуговых разрядов.
Недостатки MIE, базирующиеся на способе ионного распыления с помощью HIPIMS, можно резюмировать следующим образом.
1. Отсутствует совместимость с источником нанесения покрытия электрической дугой, так как скорости нанесения покрытия слишком малы, то есть требуются специальные источники и электроснабжение для эксплуатации источников ионного распыления.
2. Ионный ток подложки генерируется только в импульсном режиме. Большая часть ионов улавливается посредством магнитного поля магнетрона и не попадает на подложку, Muenz W.-D. et al., Vakuum in Forshung und Praxis, 19 (2007) 12.
3. Работа источников ионного распыления всегда предполагает наличие рабочего газа, который встраивается в поверхность подложки и приводит к, в основном, нежелательным напряжением и нестабильностям на поверхности подложки.
4. Работа с химически активным газом в способе ионного распыления является трудноконтролируемой.
Из вышесказанного со ссылкой на применение MIE можно сделать следующий вывод:
У источников дугового разряда это, по существу, большие брызги, которые создают проблемы, так как они не обладают достаточной энергией, чтобы после попадания на поверхность подложки еще и диффундировать в подложку или иметь возможность осуществлять химические реакции с составными частыми поверхности подложки. В противном случае, испарение электрической дугой с его возможностью вырабатывать многозарядные ионы наилучшим образом подходило бы для осуществления предварительной обработки подложки с помощью травления ионами металла.
Из работы Buschel М. и другие. Surf. Coat. Technol. 142-144 (2001) 665. известно, что источники для испарения электрической дугой также могут эксплуатироваться в импульсном режиме для осаждения слоев. В этом способе на непрерывный удерживающий ток накладывается импульсный ток. В этой связи также упоминают, что пульсация источников приводит к уменьшению, прежде всего больших, брызг при осаждении слоев.
Далее из литературы известно, что пульсация катодных источников дугового разряда, не эксплуатируя их непрерывно, то есть каждый раз воспламеняя при каждом импульсе, приводит к увеличенному ионному току, который можно объяснить, прежде всего, увеличением процентного содержания многозарядных ионов, Oks E.M. et al., Rev. Sci. Instrum. 77 (2006) 03B504.
Задачей изобретения является управление нулевой скоростью осаждения покрытия, несмотря на работающие источники нанесения покрытия испарением электрической дугой, то есть достижение равновесного состояния между образованием и снятием слоя на поверхности, и возможность управлять этим равновесным состоянием посредством смещения подложки. Также задачей данного изобретения является создание предварительной обработки подложки, которая основывается на бомбардировке поверхности подложки ионами, при этом ионы в существенной степени состоят из ионов металла и ионов химически активного газа, и в экстремальных случаях можно полностью отказаться от рабочего газа.
Следующей целью изобретения является прямая диффузия этих ионов в поверхность подложки и химическая реакция этих ионов с составными частями поверхности подложки.
Следующей целью данного изобретения является устранение дефектов изменения подложки, которые вызваны предыдущими этапами, таких как, например, кобальтовое истощение на поверхности подложки посредством очистки подложки методами мокрой химии.
Эта задача решена посредством признаков пункта 1 формулы изобретения. Предпочтительные усовершенствования указаны в зависимых пунктах формулы изобретения.
Согласно изобретению исходят из способа обработки поверхности заготовок в установке вакуумирования с первым электродом, выполненным в виде мишени, который является частью источника испарения электрической дугой, при этом через первый электрод подают дуговой разряд с током дугового разряда, посредством которого испаряется материал с мишени, который по меньшей мере частично и периодически осаждается на заготовках, и со вторым электродом, который выполнен в виде держателя заготовок и вместе с заготовками образует электрод смещения, при этом на электроды смещения посредством электропитания подают напряжение смещения, при этом напряжение смещения подают в согласовании с током дугового разряда таким образом, что нетто на поверхности не происходит, по существу, никакого образования материала.
Также способ согласно изобретению отличается тем, что на первый электрод подают импульсный ток, при этом вследствие пульсации через поверхность заготовки вырабатывается увеличенный по сравнению с неимпульсной подачей ток подложки, и вследствие этого при более низком по сравнению с неимпульсной подачей напряжении смещения нетто на поверхности не происходит никакого образования материала.
Работа вакуумных установок нанесения покрытия с источниками дугового разряда с импульсным током известна. Например, WO 2006099760 и WO 2007131944 описывают работу источника дугового разряда с импульсным током в качестве существенного фактора для того, чтобы удерживать поверхность катода свободной от непроницаемых оксидных слоев и обеспечивать стабильный дуговой разряд. За счет пульсации тока дугового разряда, для которого необходимы специальное электроснабжение, дуговой заряд постоянно направляется на новые траектории над мишенью и не допускается, чтобы он перемещался только в предпочтительных областях, а остальные области мишени покрывались толстым слоем оксида, так как это происходит у управляемого дугового разряда („steered arc").
Пульсация тока источника дугового разряда приводит также частично к схожему результату, как это обуславливает работа источника дугового разряда с магнитным полем, а именно к отклонению дугового разряда, которое препятствует, чтобы она слишком долго оставалась на одном месте, и приводит к более крупным плавлениям мишени и, тем самым, к увеличенному образованию брызг. Однако предпочтительным при пульсации по сравнению с работой с магнитным полем является то, что он не всегда направляется на траектории, заданной магнитным полем, что, прежде всего, при работе с химически активными газами может привести к проблемам со стабильностью.
Импульсный режим источников дугового разряда может происходить как в виде импульсов тока отдельного источника дугового разряда, так и в виде «двойной пульсации» между двумя источниками дугового разряда. В то время как первый режим работы предполагает только (если вообще) незначительно модифицированное электропитание по сравнению с обычным питанием постоянного тока и поэтому является экономичным, «двойная пульсация» требует дополнительного электропитания, которое включено между двумя источниками, как это следует из WO 2007131944. Для этого этот режим работы позволяет применять более высокие частоты при импульсном режиме, с помощью которых можно реализовать более крутые нарастания тока.
С помощью изобретения возможно, среди всего прочего, устранить повреждения на подложке, которые обусловлены мокрой очисткой подложек (за пределами). Это относится, прежде всего, к обеднению кобальта на поверхности подложки.
Кроме того, изобретение относится к изменению поверхности подложки за счет встраивания или же химической реакции атомов из паровой фазы с атомами/составными частями в самой наружной поверхности подложки с целью создать стабильное соединение, которое обеспечивает гораздо лучшую химическую, тепловую и механическую стабильность.
Также изобретение относится к образованию тонкого промежуточного слоя на поверхности подложки, который создает плотное соединение между подложкой и подлежащим нанесению слоем и берет на себя дополнительные функции в качестве диффузионного барьерного слоя или химического барьерного слоя.
Изобретение может быть применено между слоями с разными свойствами, которые нельзя или можно только неудовлетворительно изготавливать посредством перехода градиента, и для которых является желательным как можно более тонкая конструкция с чрезвычайно хорошей адгезией, например, между различными материалами, таким как оксиды, карбиды, нитриды и металлические слои.
Этот новый способ имеет особое преимущество там, где оксидные слои должны соединяться с металлическими слоями, карбидами металлов, нитридами металлов или карбонитридами металлов. Это означает, что этот способ находит применение, прежде всего там, где должны плотно соединяться слои с очень различными свойствами, то есть, например, при прямом осаждении оксидных слоев на твердый сплав или в переходе от оксидов к нитридам при многослойных системах.
Предпочтительно, новый способ применяют также там, где слои различных кристаллических фаз должны хорошо соединяться между собой посредством адгезии.
Прежде всего, это изобретение рассчитано на то, чтобы в самой наружной поверхности подложки создавать стабильные соединения между бомбардирующими ионами и составными частями поверхности подложки, прежде всего для тех составных частей поверхности подложки, которые сами по себе механически или химически являются нестабильными и приводят к проблемам с адгезией с более поздними наносящимися слоями.
Это означает, что изобретение не описывает ни обычное травление, ни нанесение покрытия, а скорее равновесие между этими процессами, и что проводится обработка с намерением запустить химическую реакцию только на и/или в непосредственной близости к поверхности подложки, и что можно исключить предварительную обработку практически с нулевым ростом или только с очень малым ростом слоя.
Намного большая, по сравнению с электроном, масса иона в сочетании с регулируемой энергией ионов посредством смещения подложки позволяет осуществить химическую реакцию между бомбардирующим ионом и составной частью подложки, что в равновесном состоянии могло бы осуществляться только при намного более высоких температурах подложки. Это еще в большей степени относится к многозарядным ионам.
Согласно изобретению осуществляют экономичное решение, которое можно применять в производственных системах на основе источников испарения электрической дугой.
С помощью изобретения можно уменьшить, прежде всего, макроскопические брызги при эксплуатации источников дугового разряда. При этом способ согласно изобретению обладает широким и легкоконтролируемым окном процесса.
В качестве примера изобретение поясняется на основании чертежа. При этом показано на:
Фигура 1: установка нанесения покрытия методом осаждения паров с соответственно самими по себе известными источниками дугового разряда,
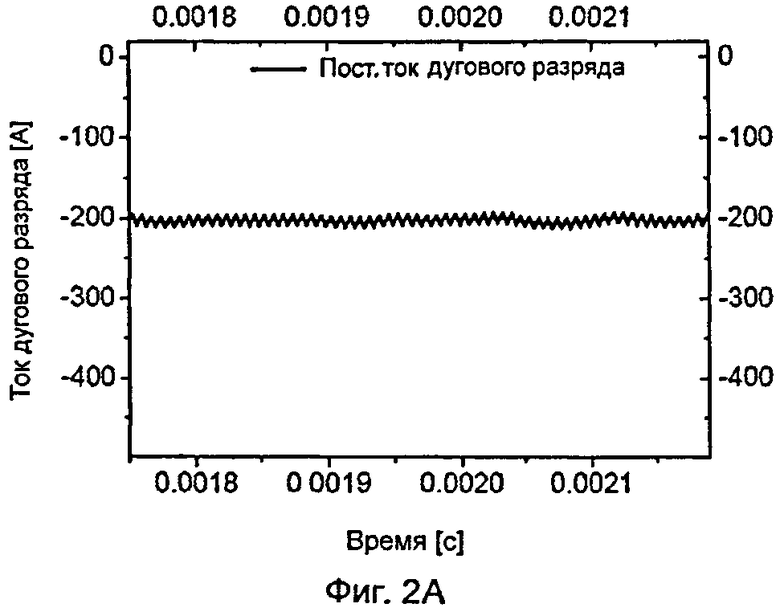
Фигура 2А: постоянный ток дугового разряда,
Фигура 2Б: импульсный ток дугового разряда,
Фигура 3А: ток подложки в случае постоянного тока дугового разряда,
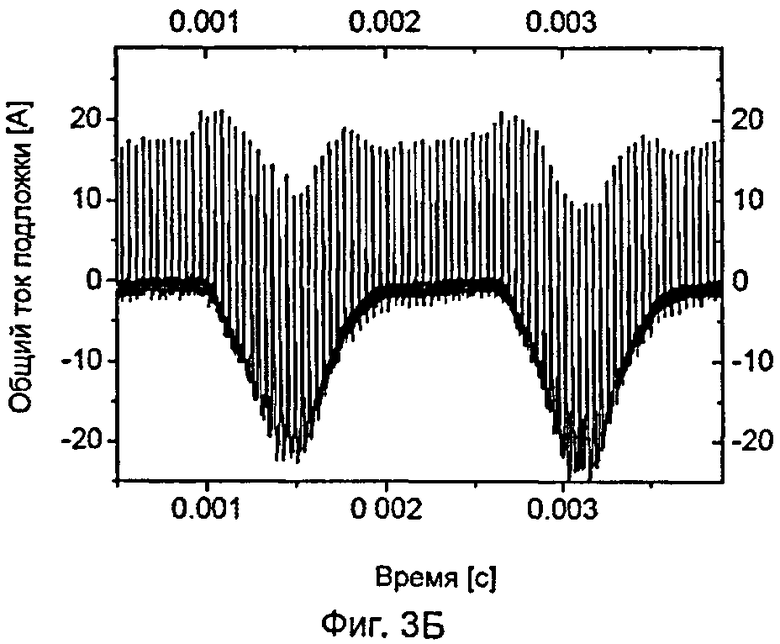
Фигура 3Б: ток подложки в случае импульсного тока дугового разряда,
Фигура 4: установка нанесения покрытия методом осаждения паров для способа сдвоенного импульса,
Фигура 5А: ток дугового разряда, который течет в режиме постоянного тока через источник дугового разряда,
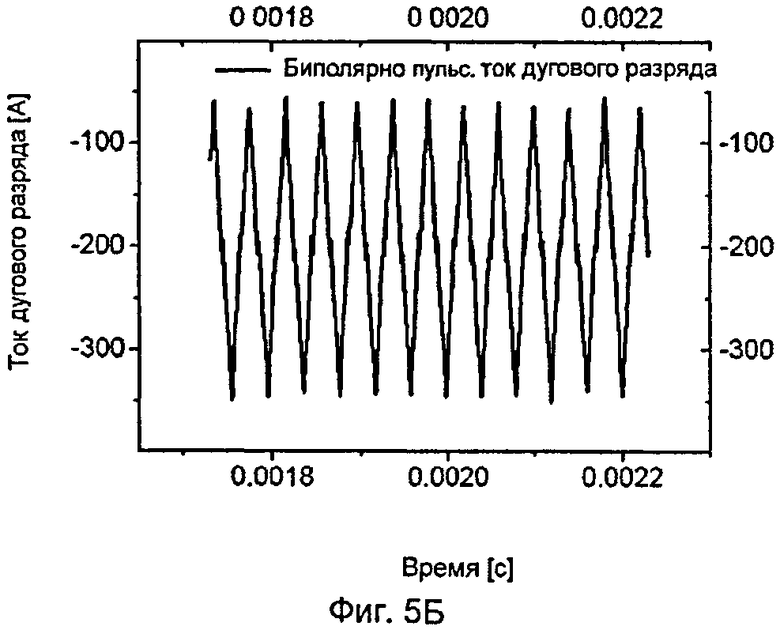
Фигура 5Б: ток дугового разряда при наложении источника дугового разряда с биполярными импульсами,
Фигура 6А: ионный ток подложки в режиме дугового разряда при постоянном токе,
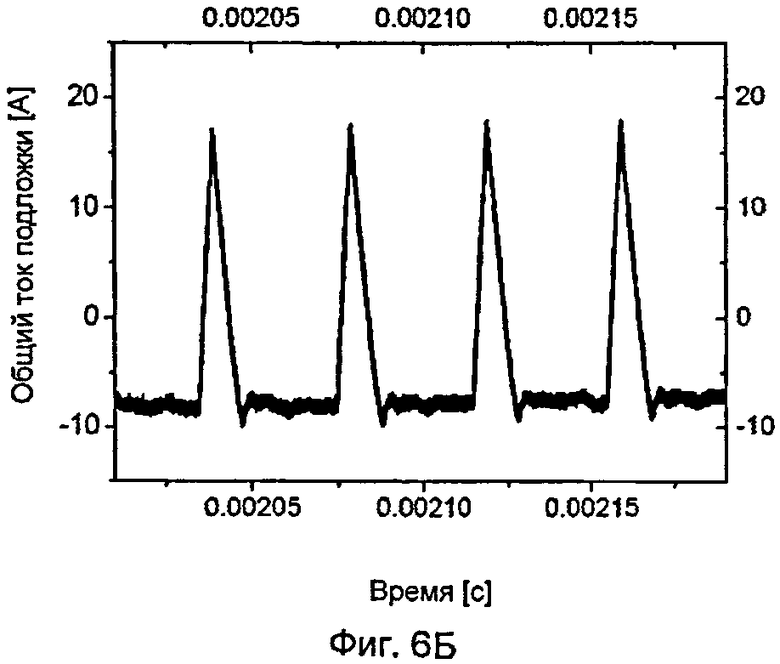
Фигура 6Б: ионный ток подложки в биполярном режиме,
Фигура 7: схематично взаимосвязь образования и снятия материала в зависимости от тока дугового разряда и смещения подложки,
Фигура 8: таблица измеренных величин для импульсного тока дугового разряда,
Фигура 9: таблица измеренных величин для импульсного тока дугового разряда,
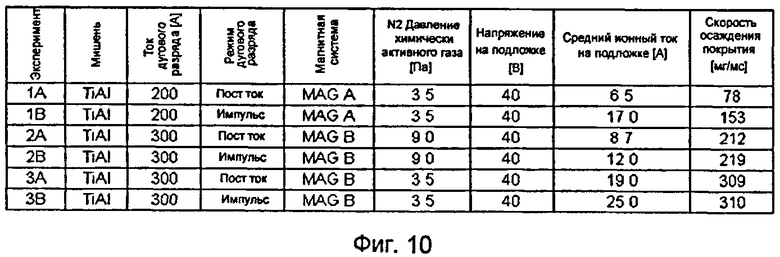
Фигура 10: таблица, показывающая средний ионный ток и скорость испарения.
Для возможности четкого представления изобретения, предпочтительно сначала рассмотреть режим, в котором каждый источник дугового разряда сам по себе испускает импульсы и схематично изображен на фигуре 1. На фигуре 1 показана установка для нанесения покрытия методом осаждения паров (1, система периодического действия), которая используется для нанесения покрытия с использованием источников дугового разряда. Установка 1 для нанесения покрытия соединена с насосной станцией 4 (не показана), которая вырабатывает в установке обусловленный процессом вакуум. Держатели подложки 2 и 3 служат для того, чтобы принимать подложки (инструменты или элементы, или другие компоненты) и удерживать их во время предварительной подготовки и нанесения покрытия. На держатели подложки и, тем самым, сами подложки во время предварительной обработки и нанесения покрытия с помощью питания 5 для смещения подложки может быть подано напряжение для того, чтобы они подвергались воздействию либо ионной бомбардировки (отрицательное напряжение), либо электронной бомбардировке (положительное напряжение). Питание для смещения подложки может быть электропитанием подложки постоянного тока, переменного тока или двухполярным или же однополярным. Нанесение покрытия происходит с помощью источников дугового разряда. Эти источники дугового разряда содержат мишень 6, материал которой за счет дугового разряда испаряется. Обусловленное магнитами 7 магнитное поле источника определяет, направляется ли дуговой разряд по определенной траектории (так называемая «направленная дуга»), чтобы уменьшать, например, брызги, или может ли дуговой разряд более или менее свободно двигаться на поверхности мишени (так называемая «случайная дуга»), что в большинстве случаев приводит к лучшему использованию мишени и более высокой скорости испарения. Подача дугового разряда может происходить в рабочем газе, который обычно является инертным газом. В большинстве случаев для этого применяют аргон. Однако подача также может происходить из смеси рабочего газа и химически активного газа, или только в химически активном газе. Химически активный газ вступает в реакцию с испарившимся от дугового разряда материалом подложки и образует, тем самым, из него нитриды, оксиды, карбиды и смеси. Газы могут впускаться распределенно через установку либо через общее газовпускное отверстие 8, либо через разные газовпускные отверстия, а давление процесса и состав газа в камере обработки могут управляться посредством газового расходомера. Для зажигания дугового разряда на мишени можно использовать либо поджигатель 9, либо другое электрическое запальное устройство. С помощью экрана 10 можно так закрыть мишень, что, несмотря на испарение электрической дугой, на подложку не попадает никакой испарившейся материал мишени. Ток дугового разряда для испарения электрической дугой обеспечивается электропитанием 11. Обычно питанием является обычное электропитание постоянного тока. Для экспериментов здесь применялось импульсное электропитание, которое также является обычным при импульсной сварке. Тем самым, на постоянный ток можно наложить другой импульсный ток. При этом значение имеет то, что между паузами ток не становится полностью нулевым, а остается на значении (ток паузы), который не дает погаснуть дуге.
Для возможности более отчетливо исследовать воздействие импульса тока дугового разряда на ионный ток подложки, в этих испытаниях работали только с одним источником. Не ограничиваясь только этим материалом, сначала для испарения электрической дугой была выбрана мишень из хрома. Мишень из хрома эксплуатировалась в рабочем газе аргоне со скоростью истечения аргона 300 стандартных кубических сантиметров в минуту и током истока 140 А. Периоды нарастания тока выдерживались постоянными за счет того, что была выбрана установка 1000 А/мс на электропитании. Ионный ток подложки во всех следующих экспериментах измерялся для типичного и неизмененного держателя подложки, то есть как общее значение. Здесь следует добавить, что при измерении общего (интегрального) тока это может привести к небольшой ошибке, которая возникает из-за того, что не все ионы улавливаются на держателях подложки и попадают, например, также на стенку камеры. Но для сравнительных измерений и плотного расположения подложек можно смириться с этой ошибкой, так как предполагается, что она не искажает общую тенденцию измерений, которые здесь следует понимать, как относительные высказывания. За счет использования источника постоянного тока на подложке был измерен средний ионный ток 4,5 А (см. таблицу 1). Для импульсного тока истока 600 А в импульсе и с длиной импульса 0,5 мс, а также 50 А в паузе между импульсами с длиной паузы 3,4 мс был, в противоположность этому, измерен на подложке средний ионный ток 7,8 А. И это, несмотря на то, что усредненный по времени ток дугового разряда также составлял 140 А. Пик ионного тока на подложке в этом случае составлял 57.8 А.
Из таблицы 1 (фигура 8) можно увидеть следующие тенденции.
Пульсация тока дугового разряда приводит к увеличению тока подложки.
Чем больше разница между импульсным током и током паузы, тем выше ток подложки, как во временной средней величине, так и в импульсе.
Влияние пульсации тока дугового разряда на ток подложки исследовалось также для эксплуатации источников дугового разряда в чистом химически активном газе, в данном случае в кислороде. В качестве сравнения снова использовался режим работы постоянного тока источников дугового разряда, и работали с мишенями из хрома и потоком кислорода 250 стандартных кубических сантиметров в минуту. Получался средний ионный ток подложки 1,7 А (также таблица 1). В случае импульсного источника тока 600 А в импульсе с длиной паузы 0,5 мс и 50 А в паузе между импульсами с длиной паузы 3,4 мс, в противоположность этому был измерен средний ионный ток подложки 3,5 А. Снова были равны средние токи дугового разряда для постоянного тока и импульсов, а именно 140 А. Пик ионного тока в этом случае составлял 58 А.
Для эксплуатации в химически активном газе снова можно считать одинаковые тенденции, которые были такими же для эксплуатации в аргоне. Дополнительно можно было увидеть, что если сравнивать работу в чистом кислороде с работой в аргоне, то ток подложки становится меньше. Пульсация источников дугового разряда может по меньшей мере частично компенсировать это и позволяет, таким образом, получить высокий ток подложки, даже при работах в чистом химически активном газе, то есть при отказе от рабочего (инертного) газа, что является предпочтительным для обсуждаемой здесь предварительной обработки.
Для того чтобы показать, что этот режим действителен не только для элементарных мишеней, но и для мишеней из сплавов, осуществлялись дальнейшие испытания с Аl-Сr мишенями, здесь в качестве примера для мишени, состоящей из Аl/Сr с композицией 70 атомных процентов/30 атомных процентов. Снова сравнивали дуговой режим при работе на постоянном токе с импульсным дуговым режимом. Работали со средним током дугового разряда 200 А в атмосфере чистого кислорода при установленном потоке кислорода 400 стандартных кубических сантиметров в минуту. В качестве сравнения ток дугового разряда затем пульсировал в интервале между 50 А в паузе и примерно 470 А в импульсе. Этот импульсный ток снова дает среднюю величину по времени 200 А, также сопоставимую с постоянным током дугового разряда. На фигурах 2А и 2Б изображены временные характеристики этих обоих токов, при этом ток дугового разряда нанесен умышленно отрицательно. На фигуре 2А показан постоянный ток дугового разряда, а фигура 2Б показывает импульсный ток дугового разряда.
Измеренные для этого режима работы общие ионные токи подложки изображены на фигурах 3А и 3Б, при этом здесь составная часть ионного тока - тока подложки - представлена отрицательной, а составная часть электронного тока представлена положительной. На фигуре 3А показан ток подложки в случае постоянного тока дугового разряда, на фигуре ЗБ показан ток подложки в случае переменного тока дугового разряда.
Так как эксплуатация Al/Cr-мишени в атмосфере кислорода ведет к образованию оксидных слоев, на подложке работали с биполярным смещением подложки (примерно 25 кГц). Во время режима работы при постоянном токе можно ясно отличать ионный ток (изображен отрицательным) от электронного тока (положительная ось). Если объединяют по ионному току подложки (то есть посредством отрицательно изображенного тока), то получают среднюю величину по времени 2,8 А. Для работы с импульсным током дугового разряда отражается наложение частоты тока дугового разряда (примерно 700 Гц) с частотой импульсов смещения подложки в токовой характеристики тока подложки. Если здесь усредняют также по ионному току подложки (отрицательная область значений), то получают средний ионный ток 4,9 А, это означает, что можно получить почти удвоение ионного тока подложки посредством пульсации источника дугового разряда.
В приведенном примере описана работа питания источника и питания смещения подложки, при которой оба питания не синхронизированы. Частота питания смещения подложки, имеющая значение примерно 25 кГц, является существенно выше, чем та же частота электропитания источника (примерно 700 Гц). Разумные значения частоты импульсов электропитания источника находятся в диапазоне между 1 Гц и 5 кГц. Предпочтительно, применяют частоты импульсов в диапазоне между 500 Гц и 2 кГц. Это наложение видно также в токе подложки во время пульсации тока истока. Биполярное импульсное смещение немного уменьшает общий ток подложки относительно смещения постоянного тока.
Ощутимое увеличение тока подложки в пике импульсов (но, не в средней величине по времени) получают, если оба питания синхронизированы. То есть для частоты напряжения смещения выбирают частоту, соответствующую току истока или целое кратное от нее. В отрицательном пике напряжение смещения должно быть, разумеется, смещено по времени по отношению к пику тока истока таким образом, что принимают во внимание время пролета ионов от мишени к подложке. Этот режим имеет преимущество для MIE-процесса, так как при этом можно достичь кратковременной ионной бомбардировки с очень большой энергией. Но это означает дополнительные расходы для синхронизации питаний, прежде всего для работы в системах периодического действия с различными нагрузками. Поэтому, в общем, отказываются от синхронизации, если это не приводит к характерным недостаткам в процессе.
В итоге результат показывает, что в импульсном режиме источников дугового разряда существенно проще значительно повышать скорость съема при примерно одинаковой мощности испарения, которая определяется средним током и, тем самым, оказаться в области нулевого роста слоя.
Кроме того, из вышесказанного также ясно, что в области нулевого прироста слоя с регулировкой рабочего цикла биполярного питания смещения подложки имеется в распоряжении еще один дополнительный параметр для того, чтобы из области травления попасть в область нанесения покрытия, а именно, сохраняя одинаковое напряжение подложки. В способе согласно изобретению смещение подложки может функционировать как напряжение постоянного тока. Хотя работа в режиме переменного тока, как правило, незначительно уменьшает ток подложки, разумеется, посредством этого можно эффективно предотвратить испускание нежелательного дугового разряда с подложки. Прежде всего, малые рабочие циклы помогают предотвратить нежелательное дугоообразование.
До сих пор было показано, что для элементарных мишеней и мишеней из сплавов импульсный режим источников дугового разряда в инертном газе, таком как кислород, ведет к увеличению ионного тока подложки. Далее необходимо в последующем эксперименте еще исследовать работу источников дугового разряда в чистом химически активном газе азоте. Относящиеся к этому эксперименты сведены в таблице 3. Сначала для тока дугового разряда 200 А постоянный ток сравнивали с импульсным режимом. Ti/Al-мишени, использованные в данном примере (без ограничения материала мишени и его композиции) обладают композицией Ti/Al 50 атомных процентов/50% атомных процентов. Поток азота во время испарения электрической дугой регулировался таким образом, что в камере нанесения покрытия устанавливалось рабочее давление 3,5 Па. При этом для режима постоянного тока ток подложки составлял 6,5 А. В случае импульсного режима для одинакового среднего тока дугового разряда 200 А можно было достичь ионного тока подложки 17 А. Эти испытания проводились с магнитным полем мишени (MAG А), которое является достаточно сильным для того, чтобы направлять дуговой разряд по заранее определенным траекториям для того, чтобы получить «направленную дугу». Специалисту известно, что такой режим ведет к значительному уменьшению брызг, так как дуговой разряд менее долго остается на одном месте и, тем самым, расплав в области дугового разряда может удерживаться небольшим. На этом примере становится ясно, что посредством импульсного режима является возможным повысить ионный ток подложки и использовать его для того, чтобы достичь нулевого прироста слоя уже при умеренных напряжениях смещения подложки.
С помощью одинаковых мишеней при увеличенном токе дугового разряда осуществлялись процессы для того, чтобы исследовать влияние давления химически активного газа на ионный ток подложки. Для этого использовали слабое магнитное поле мишени (MAG В), которое не вынуждает дуговой разряд двигаться по определенной траектории мишени (случайная дуга). Для эксплуатации при давлении азота 9 Па можно повысить ионный ток подложки с 8,7 А до 12 А. При давлении 3,5 Па ток подложки увеличился с 19 А до 25 А. Снова становится очевидным положительное воздействие импульсного тока дугового разряда на увеличение ионного тока подложки.
Если теперь еще раз обсудить цель способа с помощью результатов из таблицы 3 (фигура 10), то можно резюмировать следующее:
Импульсный режим источников дугового разряда также в химически активном газе приводит к увеличению ионного тока подложки.
Увеличение тока подложки намного сильнее выражено для случая с управляемым дуговым разрядом (направляемая дуга) по сравнению со случайной дугой.
Для управляемого дугового разряда посредством пульсации увеличиваются как скорость испарения, так и ионный ток подложки, но увеличение ионного тока подложки относительно более значительно.
Для управляемого дугового разряда (случайная дуга) скорость испарения изменяется только несущественно, но ионный ток подложки растет значительно.
В итоге, также и здесь можно сказать, что импульсный режим способствует достижению нулевого роста слоя уже при незначительном смещении подложки, так как ионный ток подложки может повышаться.
Со ссылкой на результаты из таблицы 1 можно предположить, что крутизна нарастания тока при пульсации может оказывать влияние на ток подложки. Поэтому эти явления были исследованы, и результаты этих исследований отражены в таблице 2. Исходили всегда от одинакового тока дугового разряда (70 А) во время паузы, а за тем происходил скачок на импульсный ток. Для скачка на электропитании устанавливались разные степени крутизны. Был измерен пик ионного тока подложки в функции разной кривизны импульса и в функции импульсного тока. При сравнении строк 1 и 2 из таблицы можно увидеть, что большая крутизна при импульсе приводит к увеличению пика ионного тока подложки с 35 А до 40 А. Далее при чтении таблицы 2 можно обнаружить, что крутизна нарастания тока только примерно с 1000 А/мс ведет к существенному увеличению ионного тока подложки. Меньшие значения нарастания тока между 250 А/мс и 750 А/мс оказывают незначительное влияние.
На основании результатов понятно, что увеличение времени нарастания тока может оказывать существенное воздействие на увеличение тока подложки. Однако технологически это трудно, так как в этом случае это должно быть реализовано вместе с электропитанием, которое используется в виде импульсного электропитания, как изображено на фиг.1. При доступном в настоящее время электропитании увеличение времени нарастания тока примерно до 50000 А/мс, то есть на коэффициент 50 указанного в таблице 2 (фиг.9) самого большого значения, требует больших технических и финансовых затрат или же вообще было бы трудно осуществимо. Кроме того, следует добавить, что при таком времени нарастания тока полное сопротивление кабеля токоподводов играет существенную роль и влияет на форму импульса, то есть уменьшает крутизну.
На фиг.4 теперь указан подход к процессу («процесс сдвоенного импульса»), который подходит для того, чтобы осуществить очень большие частоты повторения импульсов также для больших токов. При этом подходе используется биполярное электропитание (13 не путать с биполярным питанием смещения подложки!) между двумя источниками дугового разряда, которые дополнительно питаются в каждом случае посредством обычного электропитания (12) постоянного тока. Преимущество такого расположения состоит в том, что биполярное питание в предварительно ионизированной плазме подают на оба источника испарения электрической дугой. Это позволяет осуществить очень быструю пульсацию плазмы с частотами в диапазоне нескольких сот килогерц и позволяет применять токи, которые, по существу, по своему значению соответствуют токам питания источника. Величина биполярного тока питания 13 должна быть подобрана так, чтобы полученный полный ток посредством источника дугового разряда не был меньше удерживающего тока, то есть дуговой разряд не гаснет, а может подаваться непрерывно.
В изображенном на фиг.5А примере снова представлен ток дугового разряда, который течет в режиме постоянного тока через источник дугового разряда. Работали с силой тока 200 А и вновь в атмосфере чистого кислорода и вновь с мишенями из Аl/Сr, с композицией 70 атомных процентов/30 атомных процентов. На фиг.5Б изображен ток дугового разряда, если на источник дугового разряда накладываются биполярные импульсы, и распознают пульсацию тока дугового разряда в диапазоне между 50 А и 350 А с частотой 25 кГц. Это соответствует среднему значению тока 200 А по времени. Снова сравнивали соответствующий ионный ток подложки при работе дугового разряда в режиме постоянного тока (фиг.6А) с биполярным режимом работы (фиг. 6Б). Скорости нарастания тока здесь обусловлены частотой и при этой частоте составляют 106 А/с. Но эту скорость нарастания тока без проблем можно увеличить еще посредством увеличения частоты до 100 кГц или 500 кГц.
Как следует из сравнения фиг.6А и 6Б, «сдвоенная пульсация» источников также приводит к значительному нарастанию тока подложки. Среднее значение ионного тока подложки повышается с 3,8 А при эксплуатации в режиме постоянного тока источников дугового разряда до 6 А при пульсации, то есть примерно на 50%.
Из предыдущего описания следует, что увеличение ионного тока подложки может происходить только посредством изменения параметров импульсов, то есть является легко регулируемым электрически, и параметр, который не предполагает изменения напряжения смещения или тока истока, или давления газа и, следовательно, является свободно избираемым. Подходы к процессу просто осуществить с помощью соответствующего питания, и не требуются никакие дополнительные источники в системе, а могут применяться обычные источники дугового разряда. Можно отказаться от рабочего газа и работать только в атмосфере химически активного газа.
Оба режима работы пульсации источников дугового разряда теперь применялись для предварительной обработки подложки. Так как скорости испарения материала катода для обоих режимов существенно не отличались от скоростей испарения при постоянном токе (по меньшей мере в режиме случайной дуги), можно предположить, что это, прежде всего, многозарядные ионы металлов, которые вырабатываются пульсацией источников дугового разряда, и что за счет этого увеличивается ток подложки. Это предположение также усилено публикациями Oks E.M. et al., Rev. Sci. Instrum. 77 (2006) 03B504. Разумеется, если источники дугового разряда работают в импульсном режиме, то это приводит к дополнительной простой ионизации, прежде всего, химически активного газа.
Увеличение ионного тока подложки без существенного увеличения скорости испарения улучшает эффективность травления. Это означает, что с одинаковым смещением на подложке можно быстрее осуществлять травление или что с незначительным смещением достигают одинаковых скоростей травления. При эксплуатации источников дугового разряда в режиме постоянного тока со значением 120 А, достигают, например, скорости травления 14 нм/мин на подложках с двукратным вращением, если работают со смещением подложки 800 В. При смещении 300 В при этих условиях находятся примерно в области равновесия между нанесением покрытия и травлением.
Если посредством параметров импульсов при одинаковом среднем токе дугового разряда устанавливают увеличение ионного тока подложки на 50%, скорость травления увеличивается до 23 нм/мин при смещении подложки 800 В или можно работать со смещением подложки примерно 200 В для того, чтобы работать в равновесии между нанесением покрытия и травлением.
Кроме того, имеется возможность так изменять рабочий цикл на питании смещения подложки, что работают, например, при 800 В, но только с 50% рабочим циклом и, тем самым, достигают равновесия между травлением и нанесением покрытия также при высоких напряжениях, то есть при высоких значениях энергии ионов и, тем самым, управляют процессами на поверхности подложки, которые зависят от энергии ионов.
Так как трудно провести расчетную оценку скоростей травления для производственной партии, то рекомендуется для заданной мощности испарения вычислить равновесие между нанесением покрытия и травлением. Существенное улучшение адгезии нанесенных методом осаждения паров слоев достигалось уже для предварительной обработки подложки в течение 3 минут. При этом адгезию измеряли с помощью известного специалисту скретч-теста (со ссылкой на ISO 1071, ASTMG171).
Однако пульсация источников повышает не только ток подложки, она также воздействует на движение катодного пятна и за счет пульсации приводит к отклонению катодного пятна. Сильные изменения тока во время пульсации являются причиной электромагнитных полей, которые являются достаточно большими для того, чтобы повлиять на движение частицы. Положительной стороной этого является, прежде всего, уменьшение количества, прежде всего, больших металлических брызг, что за более короткое время воздействия дугового разряда на месте имеет свою причину.
Увеличение ионного тока подложки является также предпочтительным и с точки зрения, что можно работать с меньшими средними токами истока. Специалисту известно, что уменьшение тока истока также сопровождается уменьшением брызг.
В WO 2006099760 была описана пульсация тока истока для того, чтобы использовать управляемый дуговой разряд для оксидного нанесения покрытия. Для того чтобы не допустить прохождения дугового разряда только по направленной траектории и полного окисления поверхности мишени вне этой траектории и, тем самым, нестабильности в работе дугового разряда, дуговой разряд работал в импульсном режиме. Если теперь таким образом комбинировать управляемый дуговой разряд с пульсацией, можно опытным путем наблюдать следующее:
- управляемый дуговой разряд обладает меньшей скоростью испарения материала мишени, однако со значительно уменьшенной частотой брызг,
- пульсация управляемого дугового разряда хотя и приводит к увеличению скорости испарения материала мишени, но и к намного большему увеличению ионного тока подложки.
Таким образом, можно осуществить условия, которые являются идеальными для предварительной обработки подложек и при этом существенно уменьшается частота брызг.
Как уже было указано выше, катодное испарение электрической дугой отлично подходит для реактивных процессов. В отличие от ионного распыления, регулирование химически активного газа является очень простым и можно работать в излишке химически активного газа, не приводя к отравлениям мишени. Кроме того, при процессах с химически активным газом можно отказаться от такого рабочего газа, такого как аргон, и работать в атмосфере химически активного газа, такого как азот или кислород. При этом не возникает опасности проникновения инертного газа в поверхность подложки. Благодаря этому не допускается ослабление поверхности подложки посредством напряжения, но также предотвращаются нестабильности, которые основаны на диффузии или проникновении инертного газа в слой.
За счет пульсации источников в химически активном газе ионизируются, наряду с металлами, также химически активные газы, и они могут быть также использованы для того, чтобы «обрабатывать» поверхность подложки. Здесь осознанно говорят не об этапе травления, так как уже сказано в начале, целью предварительной обработки не является ни существенный съем материала, ни существенный рост слоя. Процесс управляется так, что обеспечивается своего рода равновесие между травлением и нанесением слоев, и так, что это приводит к ионной бомбардировке, которая приносит в поверхность подложки как можно больше энергии для того, чтобы диффундировать ионы металлов, проникать или же вступать в реакцию с «нестабильными» компонентами подложки на поверхности.
Управление процессом не лишено проблем, прежде всего, в системах циклического типа и при условиях производства. Изменение загрузки приводит к принципиально новым соотношениям между нанесением покрытия и травлением. Кроме того, следует также обратить внимание, что подложки на острых гранях имеют более сильное электрическое поле, которое приводит к усиленному травлению. Также по этой причине предпочтительно, если вырабатываемый источниками пар содержит как можно больший процент содержания ионов, прежде всего с высоким зарядом, чтобы источники могли легко работать в области нулевого нанесения покрытия при придельном условии, что для этого является достаточным уже сравнительно небольшое смещение подложки.
Травление ионами металла теоретически, по меньшей мере принимая во внимание мпогозарядные ионы, которые возникают в импульсном режиме источников дугового разряда, недостаточно исследовано для того, чтобы иметь возможность точно взвешивать по отношению друг к другу эффекты ионного распыления с процессами диффузии, внедрением в самую наружную поверхность подложки и реакциями, прежде всего, многозарядных ионов на поверхностях подложки. Чисто эмпирически в результате процесса можно наблюдать заметно улучшенную адгезию нанесенных осаждением паров слоев на металлических подложках. Это относится, прежде всего, к быстрорежущей стали, и, прежде всего, подложкам из твердых сплавов.
Поэтому при подгонке параметров процесса для предварительной обработки подложки всегда на первом этапе осуществляли калибровку таким образом, что для определенного материала мишени ток истока, форма импульса тока истока, магнитное поле источника, смещение подложки, давление рабочего газа и/или давление рабочего газа окно процесса определялось так, что в период между 30 с и 10 мин в зависимости от загрузки установки не был зафиксирован рост слоя на подложке или же зафиксирован рост слоя менее 20 нм. Для этого в установке обрабатывались не только металлические подложки, но и в целях анализа также кусочки кремниевых пластин. На кремниевых пластинах с помощью известного специалисту анализа способом резерфордовского обратного рассеяния особенно просто измерять также и незначительные толщины слоя.
При этом главным образом действовали так, что по возможности меньший ток истока подавался как можно с более крутыми импульсами для того, чтобы получить высокий выход многозарядных ионов. Затем измерялись слои, которые были измерены при такой работе источника(-ов) и для разных напряжений смещения, обычно между 40 В и 1200 В. Из полученной таким образом зависимости были выбраны параметры процесса так, что на подложке устанавливали примерно нулевой прирост (±5 нм).
При этом типе предварительной обработки подложки, по-видимому, имеет значение возможность посредством внесенной в поверхность подложки большой энергии, прежде всего многозарядных ионов, достигать химических реакций с компонентами подложки или вызывать процессы диффузии вблизи поверхности подложки.
С особым значением, но без ограничения, здесь обсуждается образование карбида с ионами источника мишени из хрома. В случае обычного процесса травления с помощью аргона стремятся к тому, чтобы материал отделялся от поверхности подложки с тем, чтобы рыхлые составные части поверхности подложки, например остатки процесса полировки, удалялись до того, как начнется собственно процесс нанесения покрытия. Этого обычного способа в большинстве случаев придерживаются, прежде чем начать с собственно здесь и скорее вкратце описанной предварительной обработкой подложки, так как очевидно, что она имеет смысл только в том случае, если самые крупные остатки на поверхности подложки освобождены от остатков других материалов. На этапе предварительной обработки подложки, который здесь представляет интерес, доходит также, разумеется, до процессов ионного распыления, когда многозарядные ионы хрома ударяются о поверхность подложки. Но вследствие многократного внесения энергии многозарядных ионов одновременно происходят также химические реакции. Но как уже было упомянуто, целью предварительной обработки в данном изобретении является не снятие материала, а стимулирование химической реакции. Если теперь ионы хрома имеют достаточно большую энергию, то в подложке из твердого сплава (неперетачиваемая режущая пластина), которая преимущественно состоит из карбида вольфрама и небольшого количества элементарного вольфрама и углерода и, кроме того, обычно содержит еще кобальт в качестве связующего, может дойти до образования карбидов хрома и/или образования смешанных кристаллов из Сr, Со и W. Чем больше процент содержания ионов хрома, тем вероятнее образование карбидов. Большой вклад вносит процент содержания многозарядных ионов, так как именно они вносят большое количество энергии и, тем самым, могут проникать в подложку и могут вступать в реакцию также с глубоко лежащими составными частями.
Фазовый анализ с помощью Х-ТЕМ выявил существование карбидных фаз с хромом. В то время как эти карбидные фазы проявились уже при незначительном увеличении тока подложки, в случае с титаном было необходимо работать с более высокими ионными токами подложки или же с более высоким смещением подложки для того, чтобы подтвердить образование карбидов.
Следует упомянуть еще другой экспериментальный результат, который затрагивает процессы диффузии, которые стимулируются посредством внесения энергии ионов в поверхность подложки. С помощью резерфордовского обратного рассеивания и вторичной ионной масс-спектроскопии было установлено, что после предварительной обработки подложки произошла значительная диффузия кобальта (связующего вещества) по направлению к поверхности подложки. Улучшение адгезии слоя и лучшие характеристики инструмента имеют также причину и в том, что поверхность из бедного кобальтом твердого сплава снова «вылечивается» посредством этапа мокрой очистки, и посредством диффузии кобальта по направлению к поверхности снова получает достаточную прочность.
Выше уже было упомянуто, что работа источника дугового разряда возможна даже в одном химически активном газе. Но работа в химически активном газе, прежде всего при высоких значениях давления, может привести к тому, что ток подложки снижается. Это объясняется реакциями обмена зарядами между многозарядными ионами металла (источниками) и атомами химически активного газа. Здесь импульсный режим источников дугового разряда помогает в двойном отношении. Во-первых, он повышает ток подложки, так как он создает многозарядные ионы металлов и, во-вторых, он также повышает химическую реакционную способность химически активного газа посредством его более сильной ионизации. Тем самым, это приводит не только к химическим реакциям с металлическими и газовыми ионами и компонентами поверхности подложки, но и также к реакциям между примерно азотом с компонентами поверхности подложки для образования нитридов.
Также предварительная обработка подложки кислородом в качестве химически активного газа показала, в том числе, у неметаллических подложек, таких как, например, оксидных керамик, существенное улучшение в адгезии слоев, прежде всего при нанесении оксидных слоев. Этот процесс может усиливаться еще за счет подачи ВЧ-смещения на подложку.
Наконец, следует еще добавить, что более высокое давление химически активного газа еще более уменьшает брызги, но пульсация источников делает возможным компенсировать потери тока подложки.
Обычные влажные химические предварительные обработки, прежде всего у подложек из твердых сплавов, таких как неперетачиваемая режущая пластина или также у определенных типов быстрорежущей стали, приводят к обеднению поверхности подложки относительно определенных компонентов материала (например, к обеднению связующего вещества в твердом сплаве для которого часто применяют кобальт). Особенно критично это для неперетачиваемых режущих пластин, у которых обычно даже повышают концентрацию кобальта по направлению к поверхности подложки для того, чтобы придать режущей кромке увеличенную прочность для лучшего восприятия наносимого позднее покрытие из высокопрочных соединений (TiC, TiCN, Al2O3) (ссылка US N04497874). Изобретатель смог обнаружить, что описанный способ согласно изобретению способствует тому, что диффузия кобальта может быть инициирована по направлению к поверхности подложки и, тем самым, могут быть почти полностью компенсированы дефекты влажной химической предварительной обработки. До настоящего времени поврежденный слой необходимо было удалять посредством более продолжительного этапа травления в камере нанесения покрытия, тем самым, можно было обеспечить адгезию слоя. Как далее установил изобретатель, этот процесс удаления дефектов является очень эффективным в случае режущих кромок и, прежде всего, у неперетачиваемых режущих пластин посредством увеличенной ионной бомбардировки на режущей кромке подложек. Возможное объяснение заключается в том, что увеличение ионной бомбардировки обуславливается усилением поля при наложении смещения на геометрии с малым радиусом грани. Это было объяснено здесь на примере диффузии кобальта, но также, по существу, относится и к другим типам термически управляемых «оздоровительных процессов» на поверхности подложки.
Следующее предпочтительное применение касается карбидных фаз вольфрама. Относительно этого из технологии химического осаждения из паровой фазы известно, что такие карбидные фазы вольфрама (так называемая ЭТА фаза, ссылка US N04830886) являются хрупкими и ответственными за плохую адгезию наносимого в последствие покрытия из высокопрочных соединений. Изобретатель установил, что с помощью способа согласно изобретению удается осуществить конверсию нестабильных углеродных соединений и несвязанных углеродов посредством применяемых в способе высокоэнергетических ионов металла в стабильные карбиды или смешанные кристаллы.
Высокие температуры на поверхности подложки, обусловленные ионной бомбардировкой, прежде всего также и многозарядных ионов, особенно вновь на режущей кромке инструмента, способствуют, наряду с вышеуказанными химическими реакциями, также процессам диффузии, как применяемого материала мишени, так и материала подложки. Изобретатель установил, что диффузия, например, титана в самые наружные слои поверхности подложки предпочтительно сказывается на адгезии покрытия из высокопрочных соединений, таких как, например, TiN, TiCN или TiAlN. Особо предпочтительной эта прямая диффузия атомов мишени в подложку является тогда, когда должны быть осуществлены переходы с хорошей адгезией в покрытия из высокопрочных соединений с очень разными физическими и механическими свойствами, такие как, например, при прямом осаждении оксида алюминия или хром оксида алюминия, или нитрида бора, или нитрида кремния на твердом сплаве. Тем самым, в распоряжение имеется очень хороший и изобретательский способ для нанесения покрытия твердого сплава с этими слоями.
Далее изобретатель установил, что этот метод прямой диффузии может быть применен также при переходах в многослойные системы. При этом большое преимущество состоит в том, что энергию падающих ионов можно удерживать ограниченно, прежде всего, в области поверхности подложки, и что обычный этап предварительной обработки обычно длится несколько минут, что, однако, не приводит на поверхности подложки и, при необходимости, снова на режущей кромке к чрезмерной тепловой нагрузке всей подложки.
Так как вышеуказанные процессы диффузии обусловлены локальным увеличением температуры во время ионной бомбардировки, после обработки область перехода подложка/слой является термически стабильной также при последующих применениях резания и связанных с этим увеличенных температур подложки и уменьшает нежелательные процессы диффузии во время использования инструмента.
На основании вышеприведенных фактов следующее преимущество способа состоит в том, что могут применяться мишени материалов, которые затем используют также для синтеза покрытия из высокопрочных соединений, то есть процессы диффузии и химические реакции проводят уже с материалами, которые позднее возвращаются в слой. Также при этом методе могут применяться мишени из сплавов и разные химически активные газы для того, чтобы целенаправленно инициировать химические реакции и процессы диффузии.
Этап предварительно обработки можно также применять для того, чтобы преобразовывать, например, металлические составные части на поверхности подложки при использовании химически активного газа в соединения, которые являются стабильными при высоких температурах и которые оказывает целенаправленное влияние на нуклеационный характер осаждаемого позднее слоя. В качестве примеров можно назвать образование корундовых фаз на алюминии или хроме.








Изобретение относится к обработке поверхностей заготовок в установке вакуумирования с выполненным в виде мишени первым электродом, являющимся частью источника испарения электрической дугой, и с выполненным в виде держателя заготовок вторым электродом. Через первый электрод подают дуговой разряд с импульсным током дугового разряда, посредством которого с мишени испаряется материал, который, по меньшей мере, частично и периодически осаждается на заготовках. Второй электрод вместе с заготовками образует электрод смещения. На электрод смещения посредством электропитания подают напряжение смещения, при этом напряжение смещения подают в согласовании с током дугового разряда с обеспечением ионной бомбардировки поверхности подложки при достижении равновесного состояния между образованием на поверхности слоя и его удалением. Способ позволяет осуществлять различные виды обработки поверхностей заготовок при обеспечении нулевого прироста слоя на поверхности от испаряющейся мишени. 14 з.п. ф-лы, 10 ил.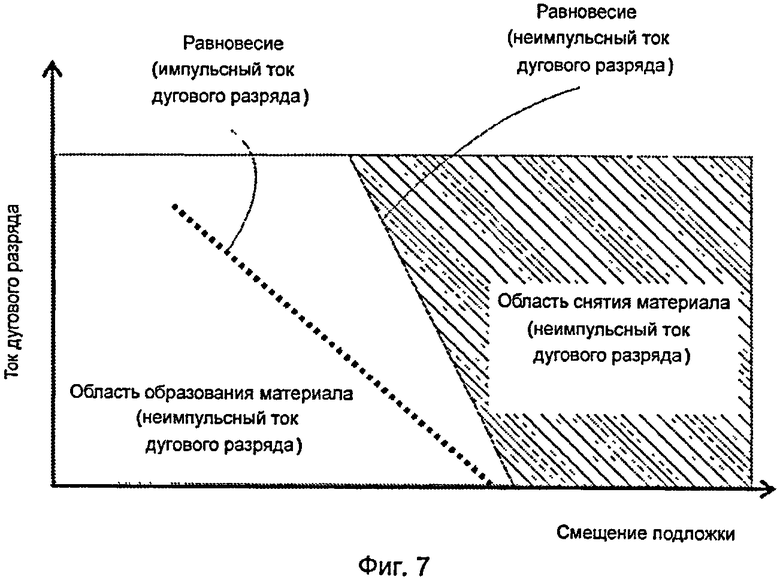
1. Способ обработки поверхности заготовки в установке вакуумирования с выполненным в виде мишени первым электродом, который является частью источника испарения электрической дугой, при этом через первый электрод подают дуговой разряд с током дугового разряда, посредством которого с мишени испаряется материал, который, по меньшей мере, частично и периодически осаждается на заготовках, и со вторым электродом, который выполнен в виде держателя заготовок и вместе с заготовками образует электрод смещения, при этом на электрод смещения посредством источника электропитания подают напряжение смещения в согласовании с током дугового разряда с обеспечением ионной бомбардировки поверхности подложки при достижении равновесного состояния между образованием на поверхности слоя и его удалением, отличающийся тем, что на первый электрод подают импульсный ток.
2. Способ по п.1, отличающийся тем, что напряжение смещения подложки подают в импульсном режиме.
3. Способ по п.2, отличающийся тем, что фактическую частоту импульсов напряжения смещения подложки выбирают как целое кратное частоты импульсов тока дугового разряда.
4. Способ по п.3, отличающийся тем, что пульсация напряжения смещения по отношению к пульсации тока дугового разряда сдвинута по фазе на временной интервал, который соответствует, по существу, средней продолжительности полета ионов от мишени к подложке.
5. Способ по п.2, отличающийся тем, что в качестве материала подложки используют твердый сплав, при этом поверхность подложки является режущей кромкой неперетачиваемой режущей пластины, причем обеспечивают устранение дефектов истощения кобальта на поверхности.
6. Способ по п.4, отличающийся тем, что обеспечивают химическое реагирование материала мишени и/или, при необходимости, химически активного газа с компонентами материала подложки.
7. Способ по п.6, отличающийся тем, что в качестве мишени используют металлическую мишень, подложка содержит углерод, а химическая реакция обеспечивает образование карбидов.
8. Способ по п.1, отличающийся тем, что импульс тока дугового разряда выбирают с обеспечением нарастания тока до по меньшей мере 1000 А/мс, предпочтительно по меньшей мере 10000 А/мс.
9. Способ по п.1, отличающийся тем, что на подложке обеспечивают нулевой прирост слоя.
10. Способ по одному из пп.1-5, отличающийся тем, что обработку поверхности осуществляют с использованием экрана, устанавливаемого перед дуговой мишенью, или без него.
11. Способ по п.8, отличающийся тем, что обеспечивают крутизну импульса предпочтительно более 500 А/мс, предпочтительно 1000 А/мс.
12. Способ по п.3, отличающийся тем, что используют частоту импульсов более 100 Гц, предпочтительно более 1000 Гц.
13. Способ по п.1, отличающийся тем, что обеспечивают образование химических соединений на поверхности подложки между материалом мишени и химически активным газом с одной стороны и материалом подложки - с другой стороны.
14. Способ по п.1, отличающийся тем, что обработку поверхности осуществляют в химически активном газе при нулевом приросте слоя.
15. Способ по любому из пп.1-14, отличающийся тем, что при обработке поверхности осуществляют частичное удаление дефектов, вызванных обеднением поверхности элементами материала заготовки вследствие их диффузии в ее внутренние слои.
| DE 4238784 C1, 20.01.1994 | |||
| WO 2006099760 A, 28.09.2006 | |||
| СПОСОБ ИМПУЛЬСНО-ПЕРИОДИЧЕСКОЙ ИМПЛАНТАЦИИ ИОНОВ И ПЛАЗМЕННОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238999C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ В ВАКУУМНОЙ КАМЕРЕ | 2005 |
|
RU2296180C2 |

