Предлагаемое изобретение относится к устройству для очистки и сушки прокатных клетей, в частности прокатных клетей прокатного стана, при этом для смены валков предусмотрено перевалочное устройство для опорных валков, которое перемещается на рельсах поперек линии прокатки в прокатной клети.
В прокатных станах, в частности станах двойной холодной прокатки (double cold reduction, DCR) и реверсивных клетях с функцией дрессировки, режим прокатки часто перенастраивают с прокатки со смазкой на прокатку на сухих валках или на различные эмульсии или на чисто жидкую смазку. При этом прокатная клеть должна быть чистой и сухой, чтобы обеспечить высокое качество прокатываемого продукта.
Как правило, клети прокатного стана промывают вручную и с высокими издержками посредством аппаратов для очистки под давлением и затем просушивают их. Такая очистка требует много времени и трудозатрат. Чтобы по возможности максимально устранить эти недостатки были предложены автоматические очистительные устройства.
Известные очистительные устройства предусматривают жестко установленные трубопроводы с жестко установленными очистными соплами для очищающего средства, например горячей воды, а также с жестко установленными трубопроводами сухого воздуха для последующей сушки прокатной клети.
Недостатками при этом являются многочисленные мешающие кромки и помехи, которые образованы самой установкой. Было установлено, что по этой причине образуются мертвые пространства и застойные зоны. Практически невозможно получить очищающее средство или сухой воздушный поток более или менее без негативных последствий. В мертвых пространствах и застойных зонах вновь накапливаются уже собственно удаленные с прокатной клети загрязнения. Следовательно, чтобы избежать появления вторичных загрязнений валков для предусмотренной технологической операции, требуется дополнительная ручная очистка. Так как время для очистки непосредственно снижает время на производственные цели, то это негативно воздействует, в свою очередь, на эффективную себестоимость всего производства.
Поэтому задача предлагаемого изобретения состоит в том, чтобы создать устройство, которое обеспечивает очистку клети в кратчайшее время и с наилучшим результатом очистки, так что позволяет отказаться от дополнительной чистки вручную.
Ни устройство для смены валков, ни рельсовый путь не являются частью устройства согласно изобретению.
Эта задача решается за счет признаков, приведенных в п.1 формулы изобретения. Предпочтительные формы осуществления изобретения составляют предмет дополнительных пунктов формулы изобретения.
Заявляемое устройство предусматривает, что очистительное устройство по аналогии с устройствами для смены валков может перемещаться на его рельсовом пути и содержит множество направленных на прокатную клеть струйных сопел для жидкого очищающего средства и дутьевых сопел для сушильного средства.
Благодаря этим мерам создается устройство, при помощи которого обеспечивается быстрая автоматическая очистка прокатной клети. Результат очистки и результат сушки улучшен в сравнении с обычными устройствами, так как за счет отмены жесткого соединения трубопроводов в прокатной клети не образуются грязные или капельные кромки. Кроме того, исключение жесткого соединения трубопроводов обеспечивает существенно лучшую возможность доступа к клети. Также во встроенных в установки производства полосы прокатных станах можно осуществлять очистку в текущем режиме производства с полосой, находящейся в установке.
В предпочтительной форме осуществления устройства согласно изобретению струйные сопла выполнены с возможностью вращения.
Согласно особенно предпочтительной форме осуществления заявляемого устройства струйные сопла расположены во вращающейся или поворотной сопловой головке.
В предпочтительной форме осуществления устройства согласно изобретению струйные сопла рассчитаны на разбрызгивание горячей воды. Горячая вода может содержать или не содержать очищающую добавку. Это зависит от того, в каком режиме (с использованием эмульсий или жидких масел) работает подлежащая очистке прокатная клеть.
В другой предпочтительной форме осуществления устройства согласно изобретению дутьевые сопла выполнены как щелевые сопла. Сушильным средством, по мере надобности, может быть теплый или горячий воздух под давлением. При этом щелевые сопла могут быть укомплектованы в нескольких вращающихся или поворотных группах дутьевых сопел. При этом предусмотрено, что струя воздуха осушает прокатную клеть и гонит перед собой воду, пока она не стекает в ванну клети и накапливается там. Группы дутьевых сопел представляют собой выполненные, по существу цилиндрически, пустотелые корпуса.
В другой особенно предпочтительной форме осуществления заявляемого устройства дутьевые сопла выполнены как вращающиеся щелевые сопла. Таким образом, вращающиеся щелевые сопла могут одновременно гнать перед собой из клети влагу пока она не стекает, например, в ванну клети.
В другой предпочтительной форме осуществления устройства согласно изобретению струйные сопла и дутьевые сопла ориентированы по направлению своего действия сверху вниз или снизу вверх относительно линии прокатки. За счет этого струйные сопла и дутьевые сопла могут быть позиционированы очень точно, чтобы в зоне выше или ниже прокатываемого изделия обеспечить очень хороший результат очистки и сушки. Предпочтительно, при этом расположить сопла с возможностью перемещения и передвижения, чтобы проникнуть во все потенциально загрязненные места. При очистке струей с очищающим средством или при обдуве сжатым воздухом, генерируемом предпочтительно компрессором, обеспечивается возможность уверенного проникновения также в труднодоступные зоны. Сушка завершается в кратчайшее время.
Согласно особенно предпочтительной форме осуществления заявляемого устройства подводное подсоединение струйных и дутьевых сопел к соответствующим источникам снабжения осуществляется автоматически при въезде перевалочного устройства для опорных валков в прокатную клеть.
В предпочтительной форме осуществления устройства согласно изобретению струйные сопла и дутьевые сопла выполнены с возможностью установки по положению относительно друг друга и регулировки в зависимости от положения применительно к оказываемому ими действию, расходу на выходе очищающего и сушильного средства, скорости вращения, а также по взаимному расстоянию между ними. Таким образом, например, труднодоступные для очистки или обдува места они могут быть достигнуты автоматически медленнее или также многократно.
В другой особенно предпочтительной форме осуществления устройства согласно изобретению струйные сопла и дутьевые сопла представляют собой часть модуля, который может вставляться в прокатную клеть модуля, так что очистка и сушка осуществляются друг за другом путем соответствующего перемещения модуля поперек линии прокатки. Отдельные функции очистки и сушки могут выполняться также двумя устройствами.
Согласно другой особенно предпочтительной форме осуществления заявляемого устройства предусмотрено, что модуль временно монтируется на перевалочном устройстве для опорных валков.
В другой предпочтительной форме осуществления устройства согласно изобретению модуль временно устанавливают в прокатное устройство с использованием устройства для смены валков.
Согласно другой особенно предпочтительной форме осуществления заявляемого устройства предусмотрено, что устройство выполнено по функции как отдельные устройства для очистки и сушки.
Устройству могут быть приданы дополнительные устройства, такие как компрессор с подводящими каналами и теплообменник, а также бак горячей воды.
Ниже изобретение поясняется более детально на основе примерной формы осуществления со ссылкой на прилагаемые чертежи. При этом показаны:
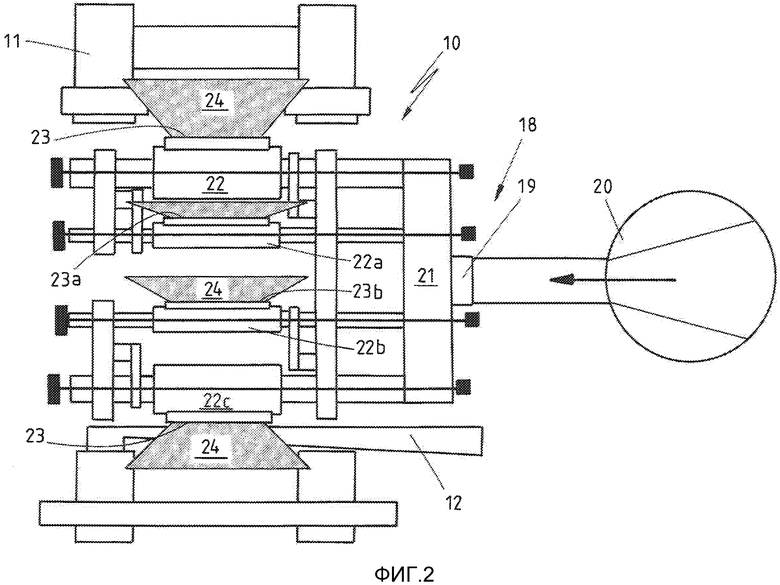
фиг.1 - схематичный вид спереди устройства согласно изобретению поперек линии прокатки со множеством направленных на прокатную клеть струйных и дутьевых сопел во время процесса очистки,
фиг.2 - схематичный вид спереди устройства согласно изобретению поперек линии прокатки во время процесса сушки.
На фиг.1 и соответственно фиг.2, показана форма осуществления устройства 10 согласно изобретению внутри прокатной клети 11, которая составляет часть прокатного стана (не показан). Предусмотрено, что устройство 10 выполнено сходным с устройством для смены валков (не показано), с возможностью перемещения на его рельсовом пути 12. Рельсы 12, по которым устройство 10 может въезжать в прокатную клеть 11, расположены поперек линии прокатки прокатного стана.
Устройству 10 приданы напорные трубопроводы 13, 13а, 13b и 13с. Напорные трубопроводы 13, 13а, 13b и 13с на своем соответствующем свободном конце 14 имеют струйные сопла 15, 15а, 15b и 15с. По напорным трубопроводам 13, 13а, 13b и 13с подается под высоким давлением очищающее средство 16, например вода, разбавленная с поверхностно-активными веществами. Очищающее средство 16 выходит из струйных сопел 15, 15а, 15b и 15с. Струйные сопла 15, 15а, 15b и 15с выполнены предпочтительно с самовращающимися и приводятся в действие реактивной силой очищающего средства 16 при выходе из струйных сопел 15, 15а, 15b и 15с.
Устройство 10 может перемещаться в прокатную клеть 11 поперек линии прокатки, как это обозначено стрелками (← →). Чтобы точно регулировать и контролировать положение устройства 10 в прокатной клети 11, оно связано с устройством позиционирования (не показано). Устройство позиционирования может регулироваться таким образом, что струйные сопла 15, 15а, 15b и 15с могут работать более интенсивно и/или на продолжительный промежуток времени удерживаться в определенном положении. За счет этого труднодоступные или сильно загрязненные места прокатной клети 11 снабжаются более интенсивно очищающим средством 16, так что достигается очень хороший результат очистки.
Напорные трубопроводы 13, 13а, 13b и 13с посредством соединительных средств 17, 17а, 17b и 17с связаны на стороне 18 подключений устройства 10 с (непоказанным) источником снабжения, мобильным или стационарным модулем снабжения. Подключение осуществляется полностью автоматически, когда устройство 10, например, по рельсовому пути 12 перевалочного устройства для опорных валков въезжает в прокатную клеть 11.
В другой форме осуществления предусмотрена замена соединительных средств 17, 17а, 17b и 17с на единственное соединительное средство, в котором собраны все напорные трубопроводы 13, 13а, 13b и 13с для совместного снабжения очищающим средством 16 посредством единого соединительного средства. Это соединительное средство также связано на стороне 18 подключения с источником снабжения, мобильным или стационарным модулем снабжения (не показан).
Устройству 11 придано на стороне 18 подключения, по меньшей мере, одно дополнительное соединительное средство 19, посредством чего устройство 11 может быть соединено с другим источником снабжения 20, мобильным или стационарным модулем снабжения. Устройство 11 содержит другую систему напорных трубопроводов 21.
Системе напорных трубопроводов 21 приданы выполненные по существу цилиндрическими дутьевые сопла 22, 22а и 22b, 22c. Дутьевые сопла 22, 22а и 22b, 22c выполнены с возможностью вращения вокруг своей продольной оси. В этой форме осуществления дутьевые сопла 22, 22а и 22b, 22c выполнены как вращающиеся и поворотные щелевые сопла. Благодаря возможности вращения все зоны прокатной клети 11 могут быть равномерно просушены дутьем подаваемого через модуль снабжения и соединение 19 в систему напорных трубопроводов 21 сушильного средства 24. Сушильное средство 24 может представлять собой холодный, подогретый или высокотемпературный сжатый воздух. Предпочтительно он производится компрессором.
Как показано, в частности, на фиг. 2, щелевые сопла 22, 22а и 22b, 22c имеют выходные отверстия 23, 23а, 23b и 23c, из которых вытекает и равномерно обдувает прокатную клеть 11 сушильное средство 24. При этом при въезде устройства 10 в прокатную клеть 10 сушильное средство гонит перед собой поперек линии прокатки (не показана) распрыскиваемое из распылительных головок 15, 15а, 15b и 15с очищающее средство 16. Сдуваемое и стекающее с прокатной клети 11 очищающее средство 16 предпочтительно собирается и удаляется из прокатной клети 11 посредством установленной с этой целью ванны.
Перечень позиций к чертежу
10 Устройство
11 Прокатная клеть
12 Рельсовый путь
13, 13а, 13b, 13c Напорные трубопроводы
14 Свободный конец
15, 15а, 15b, 15c Распылительная головка
16 Очищающее средство
17, 17а, 17b, 17c Соединительное средство
18 Сторона подключения
19 Другое соединительное средство
20 Источник снабжения
21 Другая система напорных трубопроводов
22, 22а, 22b, 22c Дутьевые сопла
23, 23а, 23b, 23c Выходное отверстие
24 Сушильное средство
Устройство (10) предназначено для очистки прокатных клетей, в частности прокатных клетей прокатного стана. Для смены валков предусмотрено перевалочное устройство, которое может въезжать в прокатную клеть (11) по рельсам поперек линии прокатки, при этом устройство (10) по аналогии с перевалочным устройством для опорных валков может перемещаться на его рельсовом пути (12) и содержит большое число направленных на прокатную клеть (11) струйных сопел для жидкого очищающего средства (16) и дутьевых сопел (22, 22а, 22b, 22c) для сушильного средства (24). Изобретение обеспечивает очистку клети в кратчайшее время и с наилучшим результатом очистки, так что позволяет отказаться от дополнительной чистки вручную. 11 з.п. ф-лы, 2 ил.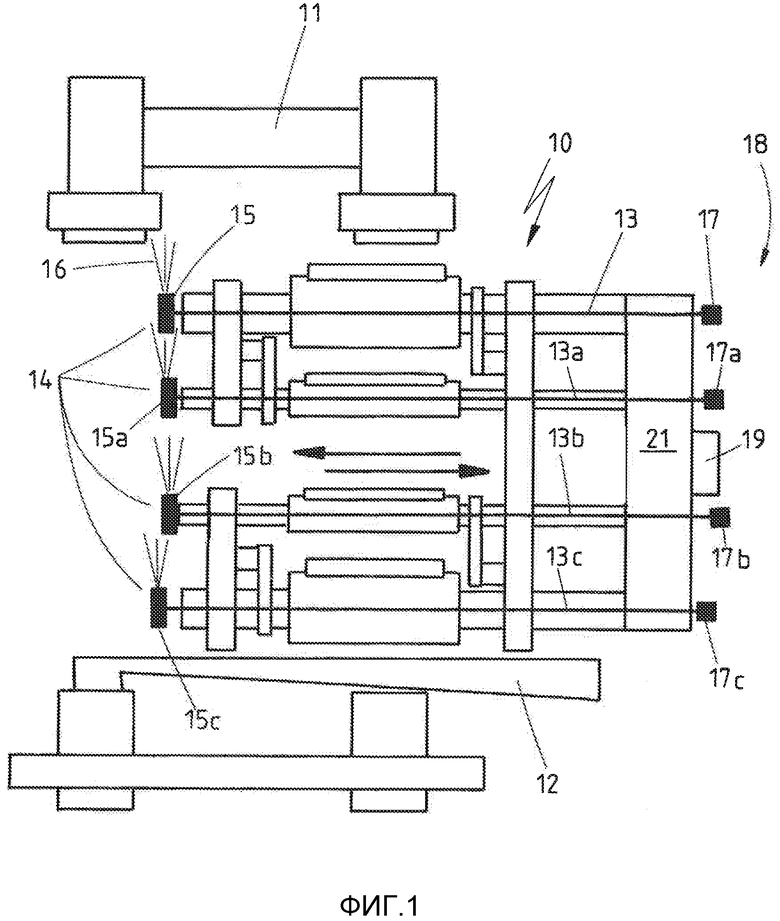
1. Устройство (10) для очистки прокатных клетей, в частности прокатных клетей прокатного стана, при этом для смены валков предусмотрено перевалочное устройство для валков, выполненное с возможностью въезда в прокатную клеть по рельсам поперек линии прокатки, отличающееся тем, что устройство (10) по аналогии с устройством для смены валков выполнено с возможностью перемещения на его рельсовом пути (12) и содержит множество направленных на прокатную клеть (11) струйных сопел для жидкого очищающего средства (16) и дутьевых сопел (22, 22a, 22b, 22c) для сушильного средства (24).
2. Устройство по п.1, отличающееся тем, что струйные сопла выполнены как вращающиеся и поворотные сопла.
3. Устройство по п.1, отличающееся тем, что струйные сопла (15, 15a, 15b, 15c) расположены на или в подвижной сопловой головке.
4. Устройство по п.1, отличающееся тем, что струйные сопла (15, 15a, 15b, 15c) рассчитаны на разбрызгивание очищающего средства.
5. Устройство по п.1, отличающееся тем, что дутьевые сопла (22, 22a, 22b, 22c) выполнены как щелевые сопла или в виде множества расположенных в ряд отдельных сопел.
6. Устройство по п.5, отличающееся тем, что дутьевые сопла (22, 22a, 22b, 22c) выполнены как вращающиеся щелевые сопла.
7. Устройство по любому из пп.1-6, отличающееся тем, что струйные сопла (15, 15a, 15b, 15c) и дутьевые сопла (22, 22a, 22b, 22c) по направлению своего действия ориентированы сверху вниз или снизу вверх относительно линии прокатки.
8. Устройство по любому из пп.1-6, отличающееся тем, что подключение системы (21) трубопроводов (13, 13a, 13b, 13c) струйных сопел (15, 15a, 15b, 15c) и дутьевых сопел (22, 22a, 22b, 22c) к соответствующим источникам снабжения (20) осуществляется автоматически или также вручную при въезде перевалочного устройства для опорных валков в прокатную клеть (11).
9. Устройство по любому из пп.1-6, отличающееся тем, что струйные сопла (15, 15a, 15b, 15c) и дутьевые сопла (22, 22a, 22b, 22c) выполнены с возможностью установки относительно друг друга и регулировки по местоположению, применительно к оказываемому ими действию, расходу на выходе очищающего и сушильного средств, скорости вращения, а также по взаимному расстоянию между ними.
10. Устройство по любому из пп.1-6, отличающееся тем, что струйные сопла (15, 15a, 15b, 15c) и дутьевые сопла (22, 22a, 22b, 22c) представляют собой часть модуля, который выполнен с возможностью вставки в прокатную клеть (11) и перемещения модуля поперек линии прокатки.
11. Устройство по п.10, отличающееся тем, что модуль выполнен с возможностью временного монтажа в прокатной клети с использованием перевалочного устройства для валков.
12. Устройство по п.10, отличающееся тем, что оно выполнено с возможностью отдельного выполнения функций очистки и сушки.
| DE 3716902 A1,15.12.1988 | |||
| JP 8215720 A, 27.08.1996 | |||
| EP 0995504 A2, 26.04.2000 | |||
| JPS59130609 A, 27.07.1984 | |||
| Система шламоудаления | 1990 |
|
SU1713699A1 |
| Установка для удаления пыли и пара от клетей прокатных станов | 1979 |
|
SU888364A1 |
| Устройство для мойки | 1974 |
|
SU509305A1 |

