Изобретение относится к прокатному устройству, предназначенному для прокатки прокатного материала, и к способу эксплуатации прокатного устройства.
При прокатке прокатного материала на прокатном стане прокатного цеха прокатный материал, как правило, подвергают деформации за один или несколько проходов. В частности, при холодной прокатке прокатного материала в конце технологического маршрута часто расположено прокатное устройство, имеющее две прокатных клети, которое может эксплуатироваться в двух различных режимах.
В первом режиме толщину прокатного материала в первой прокатной клети прокатного устройства существенно уменьшают, например, более чем на три процента относительно толщины прокатного материала, поступающего в первую прокатную клеть. Во второй прокатной клети прокатный материал, напротив, главным образом, подвергаю т дрессировке, то есть, создают заданную шероховатость поверхности прокатного материала, при этом, толщину прокатного материала уменьшают незначительно, например, менее, чем на три процента относительно толщины прокатного материала, поступающего во вторую прокатную клеть.
Первый режим, обычно, применяют при производстве относительно жесткой и тонкой жести, например, при производстве белой жести толщиной менее 0,5 мм, которую используют для производства консервных банок для пищевых продуктов. При этом, прокатный материал в прокатном стане сначала прокатывают до толщины, которая приблизительно соответствует диапазону заданной конечной толщины прокатного материала. Поскольку для этого, как правило, требуется соответствующее большое число шагов прокатки или соответствующее сильное обжатие за один проход, прокатный материал после этих шагов прокатки или проходов относительно хрупкий и ломкий, поэтому вслед за этим его подвергают тепловой обработке, например, в печи для отжига, чтобы снова повысить вязкость материала. Из-за имеющей при этом место перекристаллизации уменьшается жесткость материала, и поэтому в заключение прокатный материал может быть подан в прокатное устройство.
Во втором режиме прокатный материал в обеих прокатных клетях прокатного устройства, напротив, главным образом, дрессируют без существенного уменьшения толщины. Второй режим может быть применен, например, при прокатке прокатного материала, который после этого будет оцинкован и, как правило, немного толще, чем упомянутая выше белая жесть.
Поскольку в первом режиме в первой прокатной клети толщину прокатного материала существенно уменьшают, в первом режиме требуется достаточное смазывание прокатного материала при прохождении через первую прокатную клеть и охлаждение прокатного материала и рабочих валков первой прокатной клети после прохождения первой прокатной клети. Обычно, для этого в первом режиме на прокатный материал перед его прохождением через первую прокатную клеть наносят смазочную эмульсию, которая характеризуется относительно высоким содержанием смазочного средства, составляющим от 5% до 30%. При этом, в качестве смазочной эмульсии, как правило, используют эмульсию, содержащую смазочное средство, представляющее собой воду и масло для валков. Для охлаждения прокатного материала после прохождения первой прокатной клети на рабочие валки первой прокатной клети и/или на прокатный материал, как правило, наносят охлаждающую эмульсию, которая, как правило, содержит воду и масло для валков с относительно небольшим содержанием масла для валков.
В документе DE 10 2009 054 205 А1 раскрывается способ охлаждения и очистки литейных установок, прокатных установок или других конвейерных установок, при этом, литейный продукт, прокатный материал или составные элементы установок одновременно охлаждают и очищают, а также, если нужно, смазывают и герметизируют, при помощи газо-жидкостной смеси.
В WO 2012/079785 А1 раскрывается способ и устройство для нанесения смазочного средства при прокатке металлического прокатного материала, При этом, в распылительном устройстве готовят смесь, состоящую из смазочного средства и газа-носителя, и при помощи системы распылителей наносят ее, по меньшей мере, на рабочий валок и/или прокатный материал.
Задачей изобретения является обеспечение прокатного устройства и способа его эксплуатации, усовершенствованных, в частности, в отношении расхода и стоимости смазочного средства и охлаждающего средства и эффективности смазывания.
Эта задача согласно изобретению решена посредством прокатного устройства с отличительными особенностями по пункту 1 формулы изобретения и способа с отличительными особенностями по пункту 10 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Соответствующее изобретению прокатное устройство, предназначенное для прокатки прокатного материала, включает первую прокатную клеть, вторую прокатную клеть, отстоящую от первой прокатной клети, устройство нанесения смазочной смеси, устройство нанесения охлаждающего средства и устройство нанесения дрессировочного средства. В каждой прокатной клети имеется два рабочих валка, расположенных с зазором, через который может проходить прокатный материал. Устройство нанесения смазочной смеси предназначено для нанесения смазочной смеси газа-носителя и смазочного средства на обращенную от второй прокатной клети сторону, по меньшей мере, одного рабочего валка первой прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной от второй прокатной клети стороне первой прокатной клети, при этом, смазочное средство представляет собой первое прокатное масло. Надлежащие масла для валков, предназначенные для смазки зазора между валками, известны и имеются в продаже. Устройство нанесения охлаждающего средства предназначено для нанесения охлаждающего средства, например, охлаждающей воды или охлаждающей эмульсии, на обращенную ко второй прокатной клети сторону, по меньшей мере, одного рабочего валка первой прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной ко второй прокатной клети стороне первой прокатной клети. Устройство нанесения дрессировочного средства предназначено для нанесения дрессировочного средства на обращенную от второй прокатной клети сторону, по меньшей мере, одного рабочего валка первой прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной от второй прокатной клети стороне первой прокатной клети, а также на обращенную к первой прокатной клети сторону, по меньшей мере, одного рабочего валка второй прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной к первой прокатной клети стороне второй прокатной клети, при этом, дрессировочное средство представляет собой эмульсию, содержащую второе прокатное масло и воду. Надлежащие дрессировочные средства такого типа известны и имеются в продаже.
При помощи устройства нанесения смазочной смеси на рабочие валки прокатной клети и/или прокатный материал может быть нанесена смазочная смесь газа-носителя и смазочного средства, чтобы уменьшить трение между прокатным материалом и рабочими валками первой прокатной клети в указанном выше первом режиме. По сравнению с применением смазочной эмульсии, применению смазочной смеси, состоящей из газа-носителя и смазочного средства, свойственно несколько преимуществ. С одной стороны, благодаря этому может быть снижен расход смазочного средства, поскольку для создания смазочной смеси, которую разбрызгивают непосредственно на рабочие валки и/или прокатный материал, требуется меньше смазочного средства, чем для создания смазочной эмульсии. С другой стороны, отсутствует трудоемкое изготовление и переработка смазочной эмульсии, которую обычно используют для смазки.
Устройство нанесения охлаждающего средства делает возможным охлаждение рабочих валков первой прокатной клети и прокатного материала охлаждающим средством. Применению в качестве охлаждающего средства охлаждающей воды свойственно несколько преимуществ по сравнению с применением охлаждающей эмульсии. Охлаждающая эмульсия, в принципе, может быть использована только при температуре, превышающей определенную минимальную температуру, например, более, примерно, 40°С, чтобы избежать образования плесени и/или закупорки каналов. Охлаждающая вода, напротив, может быть использована при меньшей температуре, например, около 20°С, что по сравнению со смазочной эмульсией оказывает соответственно больший охлаждающий эффект. С другой стороны, отсутствует трудоемкое изготовление и переработка охлаждающей эмульсии, которую обычно используют для охлаждения.
Устройство нанесения дрессировочного средства делает возможным дрессировку прокатного материала при использовании дрессировочного средства во второй прокатной клети в первом режиме или в обеих прокатных клетях во втором режиме.
В одном из вариантов осуществления изобретения предусматривается, что газ-носитель представляет собой воздух. Применение воздуха в качестве газа-носителя особенно предпочтительно, так как является экономичным и экологичным.
В другом варианте осуществления изобретения предусматривается, что устройство нанесения смазочной смеси включает, по меньшей мере, один распылительное устройство, в которое подают газ-носитель и смазочное средство и которое предназначено для создания смазочной смеси газа-носителя и смазочного средства. Благодаря этому возможно создание смазочной смеси в устройстве нанесения смазочной смеси, то есть, смазочную смесь не нужно готовить заранее.
В другом варианте осуществления изобретения предусматривается, что устройство нанесения смазочной смеси включает множество распылителей, к которым подводят смазочную смесь и которые предназначены для выпуска смазочной смеси. Таким образом, смазочная смесь может быть целенаправленно нанесена и распределена при помощи распылителей.
В другом варианте осуществления изобретения предусматривается, что в прокатных клетях для каждого рабочего валка имеется, по меньшей мере, один опорный валок, и прокатное устройство включает устройство нанесения очищающей текучей среды, предназначенное для нанесения очищающей текучей среды, по меньшей мере, на один опорный валок. В качестве очищающей текучей среды применяют, например, воду или очищающую эмульсию. Устройство нанесения очищающей текучей среды включает, например, множество очищающих сопел для выпуска очищающей текучей среды. Устройство нанесения очищающей текучей среды делает возможны очистку опорных валков от продуктов износа, накапливающихся на поверхностях валков. Такая очистка полезна, так как в процессе дрессировки путем придания шероховатости поверхности прокатного материала образуются частицы продуктов износа, которые в отсутствие очистки слишком загрязняли бы прокатный материал. Как указано выше, прокатное устройство, кроме того, расположено в конце технологического маршрута, где требования к чистоте прокатного материала особенно высоки.
В другом варианте осуществления изобретения предусматривается наличие циркуляционного контура охлаждающего средства, к которому подключено устройство нанесения охлаждающего средства и который для каждой прокатной клети включает улавливающее устройство для сбора охлаждающего средства, стекающего с прокатной клети, и устройство подготовки охлаждающего средства для очистки собранного улавливающим устройством охлаждающего средства. В этом варианте осуществления изобретения возможно повторное использование охлаждающего средства и, таким образом, выгодное сокращение расхода охлаждающего средства.
В соответствующем изобретению способе эксплуатации соответствующего изобретению прокатного устройства в первом режиме смазочную смесь наносят на обращенную от второй прокатной клети сторону, по меньшей мере, одного рабочего валка первой прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной от второй прокатной клети стороне первой прокатной клети и наносят охлаждающее средство на обращенную ко второй прокатной клети сторону, по меньшей мере, одного рабочего валка первой прокатной клети и/или, по меньшей мере, на одну поверхность прокатного материала на обращенной ко второй прокатной клети стороне первой прокатной клети. Во втором режиме дрессировочное средство наносят на обращенную от второй прокатной клети сторону, по меньшей мере, одного рабочего валка первой прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной от второй прокатной клети стороне первой прокатной клети, а также на обращенную к первой прокатной клети сторону, по меньшей мере, одного рабочего валка второй прокатной клети и/или, по меньшей мере, на одну поверхность прокатного материала на обращенной к первой прокатной клети стороне второй прокатной клети. Преимущества соответствующего изобретению способа проистекают из указанных выше преимуществ соответствующего изобретению прокатного устройства.
В одном из вариантов осуществления способа предусматривается, что в первом режиме дрессировочное средство наносят на обращенную к первой прокатной клети сторону, по меньшей мере, одного рабочего валка второй прокатной клети и/или, по меньшей мере, одну поверхность прокатного материала на обращенной к первой прокатной клети стороне второй прокатной клети. В таком варианте осуществления возможна дрессировка прокатного материала дрессировочным материалом в первом режиме.
Описанные выше характеристики, отличительные особенности и преимущества данного изобретения, а также то, каким образом они достигаются, станут более понятны по рассмотрении нижеследующего описания примерных вариантов осуществления, которые более подробно пояснены на чертежах. При этом, на чертежах:
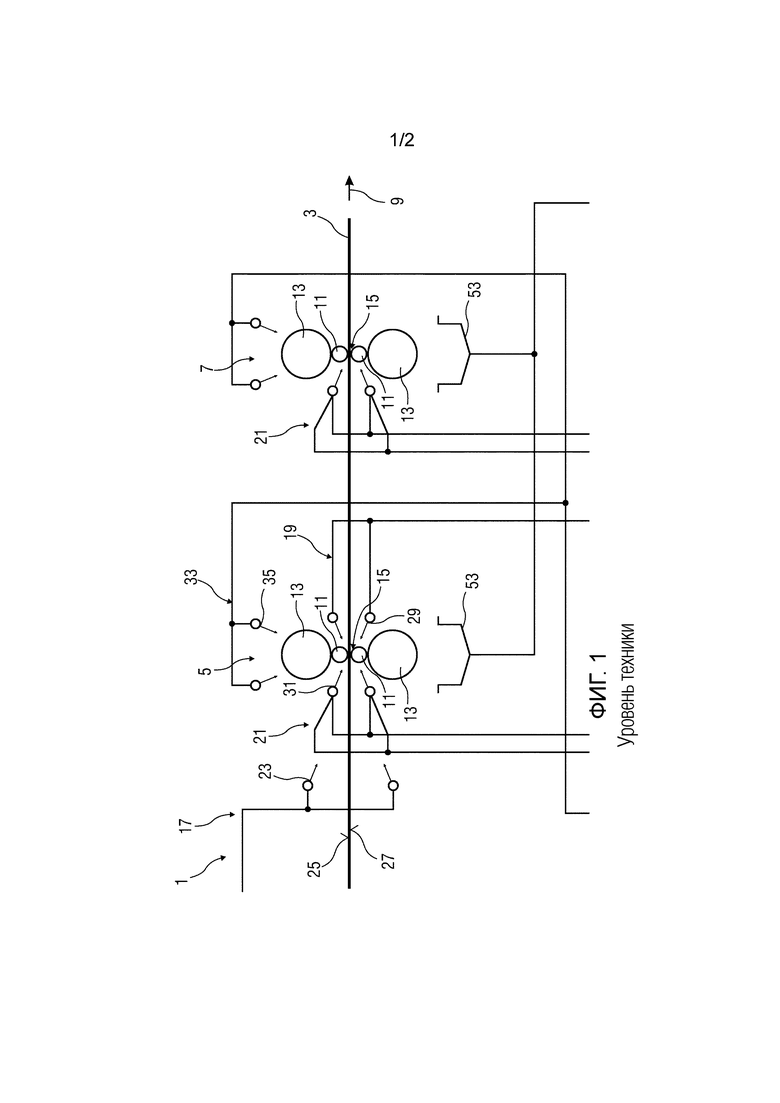
Фиг. 1 представляет собой схему прокатного устройства известного уровня техники,
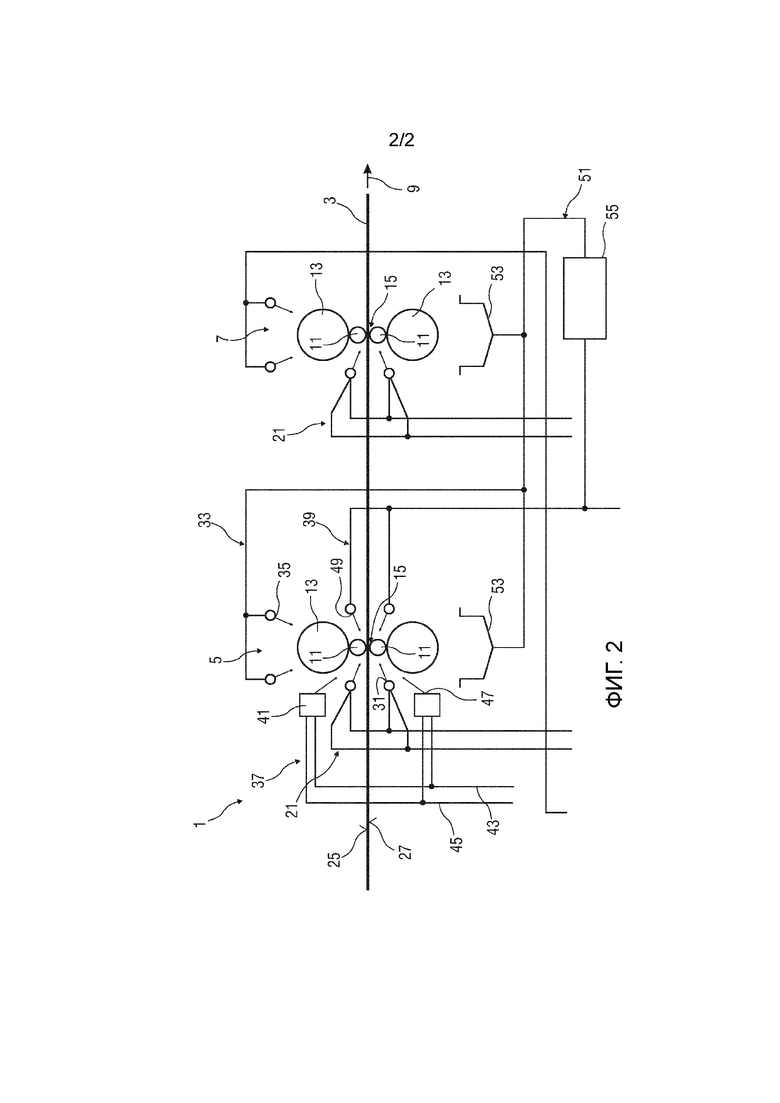
Фиг. 2 представляет собой схему прокатного устройства, соответствующего изобретению.
Соответствующие части обозначены на фигурах одинаковыми номерами позиций.
На фиг. 1 представлена схема прокатного устройства 1, предназначенного для прокатки прокатного материала 3 в соответствии с известным уровнем техники. Прокатное устройство 1 включает два прокатных клети 5, 7, расположенные друг за другом в направлении 9 прокатки. Каждая прокатная клеть 5, 7 включает два рабочих валка 11 и по одному опорному валку 13 для каждого рабочего валка 11. Рабочие валки 11 прокатной клети 5, 7 отстоят друг от друга на зазор 15, через который пропускают прокатный материал 3. Опорный валок 13 рабочего валка 11 расположен на обращенной от зазора 15 стороне рабочего валка 11.
Кроме этого, прокатное устройство 1 включает устройство 17 нанесения смазочной эмульсии, устройство 19 нанесения охлаждающей эмульсии и устройство 21 нанесения дрессировочного средства.
Прокатное устройство 1 эксплуатируют в двух различных режимах. В первом режиме в первой прокатной клети 5, которая расположена перед второй прокатной клетью 7 в направлении 9 прокатки, толщину прокатного материала 3 существенно уменьшают, например, более, чем на три процента относительно толщины прокатного материала 3 перед первой прокатной клетью 5. Во второй прокатной клети 7 прокатный материал 7, напротив, главным образом, дрессируют, то есть, создают заданную шероховатость поверхности прокатного материала 3, при этом, немного уменьшают толщину прокатного материала 3, например, менее, чем на три процента относительно толщины прокатного материала 3 перед второй прокатной клетью 7. Во втором режиме прокатный материал 3 дрессируют в обеих прокатных клетях 5, 7 без существенного уменьшения толщины.
При помощи устройства 17 нанесения смазочной эмульсии в первом режиме наносят смазочную эмульсию на прокатный материал 3 перед первой прокатной клетью 5. Смазочную эмульсию наносят при помощи смазочных сопел 23 устройства 17 нанесения смазочной эмульсии на верхнюю поверхность 25 прокатного материала и нижнюю поверхность 27 прокатного материала. Смазочная эмульсия содержит воду и прокатное масло при относительно высоком содержании прокатного масла, например, от 5% до 30%.
При помощи устройства 19 нанесения охлаждающей эмульсии в первом режиме наносят охлаждающую эмульсию на рабочие валки 11 первой прокатной клети 5 и/или на прокатный материал 3. Охлаждающую эмульсию наносят при помощи охлаждающих сопел 29 устройства 19 нанесения охлаждающей эмульсии на обращенные ко второй прокатной клети 7 стороны рабочих валков 11 первой прокатной клети 5 и/или на верхнюю поверхность 25 и нижнюю поверхность 27 прокатного материала 3 на обращенной ко второй прокатной клети 7 стороне первой прокатной клети 5.
При помощи устройства 21 нанесения дрессировочного средства в обоих режимах наносят дрессировочное средство на рабочие валки 11 второй прокатной клети 7 и/или в области зазора 15 между валками второй прокатной клети 7 на прокатный материал 3. Дрессировочное средство наносят при помощи дрессировочных сопел 31 устройства 21 нанесения дрессировочного средства на обращенную к первой прокатной клети 5 сторону рабочих валков 11 второй прокатной клети 7 и/или на верхнюю поверхность 25 и нижнюю поверхность 27 прокатного материала 3 на обращенной к первой прокатной клети 5 стороне второй прокатной клети 7. Дрессировочное средство представляет собой дрессировочную эмульсию, содержащую воду и прокатное масло, при этом, дрессировочная эмульсия содержит небольшую долю прокатного масла и другое прокатное масло, нежели в смазочной эмульсии.
Кроме того, при помощи устройства 21 нанесения дрессировочного средства во втором режиме наносят дрессировочное средство на рабочие валки 11 первой прокатной клети 5 и/или в области зазора 15 между валками первой прокатной клети 5 на прокатный материал 3. Дрессировочное средство наносят при помощи дополнительных дрессировочных сопел 31 устройства 21 нанесения дрессировочного средства на обращенную от второй прокатной клети 7 сторону рабочих валков 11 первой прокатной клети 5 и/или на верхнюю поверхность 25 и нижнюю поверхность 27 прокатного материала 3 на обращенной от второй прокатной клети 7 стороне первой прокатной клети 5.
Кроме этого, прокатное устройство 1 включает устройство 33 нанесения очищающей текучей среды для нанесения на опорные валки 13 прокатный клетей 5, 7 очищающей текучей среды с целью очистки опорных валков 13 от продуктов износа, накапливающихся на поверхностях опорных валков 13. Очищающую текучую среду выпускают на опорные валки 13 при помощи очищающих сопел 35 устройства 33 нанесения очищающей текучей среды. На фиг. 2 показаны очищающие сопла 35 для опорных валков 13, расположенных над рабочими валками 11. Однако, устройство 33 нанесения очищающей текучей среды может включать дополнительные очищающие сопла 35 для опорных валков 13, расположенных под рабочими валками 11. В качестве очищающей текучей среды используют, например, воду или очищающую эмульсию.
На фиг. 2 показано прокатное устройство 1, соответствующее изобретению. Это прокатное устройство 1 отличается от прокатного устройства 1, показанного на фиг. 1, тем, что вместо устройства 17 нанесения смазочной эмульсии оно включает устройство 37 нанесения смазочной смеси. Кроме этого, прокатное устройство 1 включает устройство 39 нанесения охлаждающего средства, через которое может быть подано охлаждающее средство, представляющее собой охлаждающую воду или охлаждающую эмульсию.
Показанное на фиг. 2 прокатное устройство 1 также работает в двух режимах. В первом режиме в первой прокатной клети 5 толщину прокатного материала 3 также существенно уменьшают, например, более, чем на три процента относительно толщины прокатного материала 3 перед первой прокатной клетью 5, а во второй прокатной клети 7 прокатный материал 3, главным образом, дрессируют, при этом, немного уменьшают толщину прокатного материала 3, например, менее, чем на три процента относительно толщины прокатного материала 3 перед второй прокатной клетью 7. Во втором режиме прокатный материал 3 дрессируют в обеих прокатных клетях 5, 7 без существенного уменьшения толщины.
При помощи устройства 37 нанесения смазочной смеси в первом режиме наносят смазочную смесь на обращенные от второй прокатной клети 7 стороны рабочих валков 11 первой прокатной клети 5 и/или на верхнюю поверхность 25 и нижнюю поверхность 27 прокатного материала 3 на обращенной от второй прокатной клети 7 стороне первой прокатной клети 5. Смазочная смесь представляет собой смесь газа-носителя и смазочного средства. В качестве газа-носителя применяют, например, воздух. В качестве смазочного средства применяют, например, прокатное масло. Для каждой поверхности 25, 27 прокатного материала в устройстве 37 нанесения смазочной смеси имеется распылительное устройство 41, в которое подают газ-носитель по каналу 43 газа-носителя и смазочное средство по каналу 45 смазочного средства и которое предназначено для создания смазочной смеси из газа-носителя и смазочного средства. Кроме этого, устройство 37 нанесения смазочной смеси включает множество распылителей 47, к каждому из которых может быть подведена смазочная смесь из распылительного устройства 41. Снабжаемые смазочной смесью из распылительного устройства 41 распылители 47 распределены по ширине прокатного материала 3 и обеспечивают распыление смазочной смеси на прокатный материал 3 равномерно по всей ширине на соответствующую поверхность 25, 27 прокатного материала.
При помощи устройства 39 нанесения охлаждающего средства в первом режиме после прохождения первой прокатной клети наносят охлаждающее средство (охлаждающую воду или охлаждающую эмульсию) на рабочие валки 11 первой прокатной клети 5 и/или на прокатный материал 3. Охлаждающее средство наносят при помощи охлаждающих сопел 49 устройства 39 нанесения охлаждающего средства на обращенные ко второй прокатной клети 7 стороны рабочих валков 11 первой прокатной клети 5 и/или на верхнюю поверхность 25 и нижнюю поверхность 27 прокатного материала 3 на обращенной ко второй прокатной клети 7 стороне первой прокатной клети 5.
Кроме этого, прокатное устройство 1 включает устройство 21 нанесения дрессировочного средства и устройство 33 нанесения очищающей текучей среды, которые выполнены и используются так же, как в прокатном устройстве 1, показанном на фиг. 1, и поэтому еще раз не описываются.
Кроме этого, в прокатном устройстве 1 имеется циркуляционный контур 51 охлаждающего средства, к которому подключено устройство 39 нанесения охлаждающего средства. Циркуляционный контур 51 охлаждающего средства для каждой прокатной клети 5, 7 включает улавливающее устройство 53 для сбора охлаждающего средства, стекающего с прокатной клети 5, 7, и устройство 55 подготовки охлаждающего средства для очистки собранного улавливающим устройством 53 охлаждающего средства. При очистке охлаждающего средства в устройстве 55 подготовки охлаждающего средства из охлаждающего средства удаляют, например, прокатное масло смазочной смеси и/или другие материалы, например, продукты истирания прокатного материала 3, рабочих валков 11 и/или опорных валков 13.
Хотя изобретение подробно пояснено и описано на предпочтительном примере его осуществления, оно не ограничивается раскрытым примером, специалисты в данной области могут на основании этого создать другие модификации, не выходящие за рамки объема охраны изобретения.
Список позиций на чертежах
1 Прокатное устройство
3 Прокатный материал
5, 7 Прокатная клеть
9 Направление прокатки
11 Рабочий валок
13 Опорный валок
15 Зазор между валками
17 Устройство нанесения смазочной эмульсии
19 Устройство нанесения охлаждающей эмульсии
21 Устройство нанесения дрессировочного средства
23 Смазочное сопло
25, 27 Поверхность прокатного материала
29 Охлаждающее сопло
31 Дрессировочное сопло
33 Устройство нанесения очищающей текучей среды
35 Очищающее сопло
37 Устройство нанесения смазочной смеси
39 Устройство нанесения охлаждающей воды
41 Распылительное устройство
43 Канал газа-носителя
45 Канал смазочного средства
47 Распылитель
49 Охлаждающее сопло
51 Циркуляционный контур
53 Улавливающее устройство
55 Устройство подготовки охлаждающей воды
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2020 |
|
RU2786557C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| ХОЛОДНАЯ ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ГРУППЕ ПРОКАТНЫХ КЛЕТЕЙ, ИМЕЮЩЕЙ НЕСКОЛЬКО ПРОКАТНЫХ КЛЕТЕЙ | 2020 |
|
RU2792913C1 |
| СПОСОБ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2701916C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2012 |
|
RU2605740C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2012 |
|
RU2574550C1 |
| КОМБИНИРОВАННОЕ ПРИМЕНЕНИЕ МАСЛА И ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2292972C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И/ИЛИ СМАЗКИ ВАЛКОВ, И/ИЛИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2005 |
|
RU2330737C1 |
Изобретение относится к прокатному устройству. Прокатное устройство содержит первую прокатную клеть, вторую прокатную клеть, устройство нанесения смазочной смеси, предназначенное для нанесения смазочной смеси из газа-носителя и смазочного средства, устройство нанесения охлаждающего средства, предназначенное для нанесения охлаждающего средства, и устройство нанесения дрессировочного средства. При этом смазочное средство представляет собой первое прокатное масло, а дрессировочное средство представляет собой эмульсию, содержащую второе прокатное масло и воду. В результате уменьшается расход и стоимость смазочного средства и охлаждающего средства и улучшается эффективность смазывания. 2 н. и 9 з.п. ф-лы, 2 ил.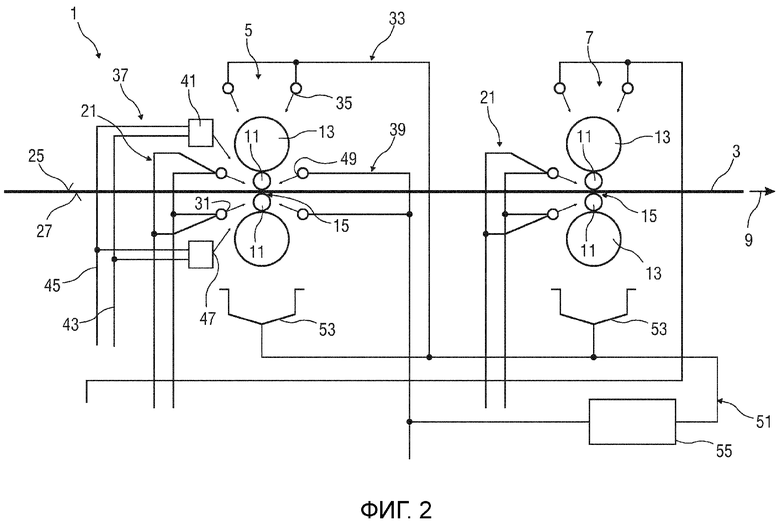
1. Прокатное устройство (1), предназначенное для прокатки прокатного материала (3), при этом прокатное устройство (1) содержит
- первую прокатную клеть (5), вторую прокатную клеть (7), отстоящую от первой прокатной клети (5), при этом в каждой прокатной клети (5, 7) имеется два рабочих валка (11), расположенных на расстоянии с зазором (15), через который может проходить прокатный материал (3),
- устройство (37) нанесения смазочной смеси, предназначенное для нанесения смазочной смеси из газа-носителя и смазочного средства на обращенную от второй прокатной клети (7) сторону по меньшей мере одного рабочего валка (11) первой прокатной клети (5) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной от второй прокатной клети (7) стороне первой прокатной клети (5), при этом смазочное средство представляет собой первое прокатное масло,
- устройство (39) нанесения охлаждающего средства, предназначенное для нанесения охлаждающего средства на обращенную ко второй прокатной клети (7) сторону по меньшей мере одного рабочего валка (11) первой прокатной клети (5) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной ко второй прокатной клети (7) стороне первой прокатной клети (5), и
- устройство (21) нанесения дрессировочного средства, предназначенное для нанесения дрессировочного средства на обращенную от второй прокатной клети (7) сторону по меньшей мере одного рабочего валка (11) первой прокатной клети (5) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной от второй прокатной клети (7) стороне первой прокатной клети (5), а также на обращенную к первой прокатной клети (5) сторону по меньшей мере одного рабочего валка (11) второй прокатной клети (7) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной к первой прокатной клети (5) стороне второй прокатной клети (7), при этом дрессировочное средство представляет собой эмульсию, содержащую второе прокатное масло и воду.
2. Прокатное устройство (1) по п. 1, отличающееся тем, что газ-носитель является воздухом.
3. Прокатное устройство (1) по п.1 или 2, отличающееся тем, что охлаждающее средство представляет собой охлаждающую воду или охлаждающую эмульсию.
4. Прокатное устройство (1) по любому из пп. 1-3, отличающееся тем, что устройство (37) нанесения смазочной смеси включает по меньшей мере одно распылительное устройство (41), в которое подают газ-носитель и смазочное средство и которое предназначено для создания смазочной смеси из газа-носителя и смазочного средства.
5. Прокатное устройство (1) по любому из пп. 1-4, отличающееся тем, что устройство (37) нанесения смазочной смеси включает множество распылителей (47), к которым может быть подведена смазочная смесь и которые предназначены для выпуска смазочной смеси.
6. Прокатное устройство (1) по любому из пп. 1-5, отличающееся тем, что в прокатных клетях (5, 7) для каждого рабочего валка (11) имеется по меньшей мере один опорный валок (13) и прокатное устройство (1) включает устройство (33) нанесения очищающей текучей среды, предназначенное для нанесения очищающей текучей среды по меньшей мере на один опорный валок (13).
7. Прокатное устройство (1) по п. 6, отличающееся тем, что очищающая текучая среда представляет собой воду или очищающую эмульсию.
8. Прокатное устройство (1) по п. 6 или 7, отличающееся тем, что устройство (33) нанесения очищающей текучей среды включает множество очищающих сопел (35) для выпуска очищающей текучей среды.
9. Прокатное устройство (1) по любому из пп. 1-8, отличающееся тем, что включает циркуляционный контур (51) охлаждающего средства, к которому подключено устройство (39) нанесения охлаждающего средства, и для каждой прокатной клети (5, 7) включает улавливающее устройство (53) для сбора охлаждающего средства, стекающего с прокатной клети (5, 7), и устройство (55) подготовки охлаждающего средства для очистки собранного улавливающим устройством (53) охлаждающего средства.
10. Способ прокатки прокатываемого материала с использованием прокатного устройства (1) по любому из пп. 1-9, при этом
- в первом режиме смазочную смесь наносят на обращенную от второй прокатной клети (7) сторону по меньшей мере одного рабочего валка (11) первой прокатной клети (5) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной от второй прокатной клети (7) стороне первой прокатной клети (5), и наносят охлаждающее средство на обращенную ко второй прокатной клети (7) сторону по меньшей мере одного рабочего валка (11) первой прокатной клети (5) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной ко второй прокатной клети (7) стороне первой прокатной клети (5), или
- во втором режиме дрессировочное средство наносят на обращенную от второй прокатной клети (7) сторону по меньшей мере одного рабочего валка (11) первой прокатной клети (5) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной от второй прокатной клети (7) стороне первой прокатной клети (5), а также на обращенную к первой прокатной клети (5) сторону по меньшей мере одного рабочего валка (11) второй прокатной клети (7) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной к первой прокатной клети (5) стороне второй прокатной клети (7).
11. Способ по п. 10, отличающийся тем, что в первом режиме дрессировочное средство наносят на обращенную к первой прокатной клети (5) сторону по меньшей мере одного рабочего валка (11) второй прокатной клети (7) и/или на по меньшей мере одну поверхность (25, 27) прокатного материала (3) на обращенной к первой прокатной клети (5) стороне второй прокатной клети (7).
| DE 102009054205 A1, 26.05.2011 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ДРЕССИРОВКЕ | 2004 |
|
RU2278755C1 |
| КОМБИНИРОВАННОЕ ПРИМЕНЕНИЕ МАСЛА И ЭМУЛЬСИИ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС | 2002 |
|
RU2292972C2 |
| WO 2012079785 A1, 21.06.2012. | |||

