Изобретение относится к способу и прокатной клети для холодной прокатки металлического материала, в частности полосы, с форсунками для газообразных или жидких обрабатывающих сред, при котором материал при температуре обработки пропускают для пластического формоизменения через межвалковый зазор валковой пары из верхнего и нижнего рабочих валков.
Из документа ЕР 1230045 В1/DE 19953230 С2 известен способ холодной прокатки металлического материала, при котором раскат при комнатной температуре пропускают для пластического формоизменения через зазор между приводимыми во встречное вращение валками. При этом в зону межвалкового зазора для снижения теплоты трения подают инертный газ, имеющий более низкую температуру, чем температура материала в межвалковом зазоре. Инертный газ (N2) подают глубоко охлажденным и с температурой ниже температуры его ожижения. Преимущество этого способа состоит в улучшении качества поверхности полосы. Первоначально ожидаемого смазывающего действия, однако, не возникает, как показали обширные исследования на основе математической модели процесса. В результате за счет подачи глубоко охлажденного инертного газа достигается лишь охлаждение раската и/или валков в межвалковом зазоре, причем износ валков и кинематика процесса прокатки остаются неучтенными.
В основе изобретения лежит задача обеспечения помимо улучшения качества поверхности раската при подаче глубоко охлажденных сред, также смазки и защиты поверхности раската и валков за счет снижения усилий прокатки.
Поставленная задача решается при описанных выше мерах согласно изобретению за счет того, что к боковым поверхностям рабочих валков, и/или к межвалковому зазору, и/или к раскату группами струй из соответственно отдельных рядов форсунок для смазки, охлаждения, очистки и инертизации к межвалковому зазору и/или к прокатываемому материалу подают соответственно глубоко охлажденный инертный газ, инертный газ при комнатной температуре, эмульсию смазочного средства, из примешанного прокатного масла или из не содержащих масла, без остатка испаряющихся углеводородов. За счет этого не только улучшается поверхность прокатываемого материала, но и гарантируется требуемая смазка для процесса прокатки и для нормального режима истирания валков, причем в то же время учтены меры по получению качественной катаной поверхности и поверхности валков. Так, дополнительно к водно-масляной смеси можно использовать, например, жидкий азот.
В одном варианте осуществления изобретения предложено, что форсуночные ряды подают струи среды из эмульсии смазочного средства, из прокатного масла или из не содержащих масла, без остатка испаряющихся углеводородов, будучи расположенными рядом с рядами форсунок для подачи глубоко охлажденного инертного газа. При этом согласовать между собой следует только температуры соответствующего смазочного средства и инертного газа.
Другой вариант осуществления изобретения предлагает, что вводят минимальное количество эмульсии смазочного средства, прокатного масла или не содержащих масла, без остатка испаряющихся углеводородов с толщиной слоя в соответствии с шероховатостью поверхности прокатываемого материала в качестве так называемого аддитивного покрытия. Такая смазка в минимальном количестве может осуществляться при охватывании струи смазочного средства инертным газом с согласованной температурой. Коэффициент трения в межвалковом зазоре может быть изменен в зависимости от продукта и схемы проходов за счет варьирования наносимых количеств смазочного средства. Смазка в минимальном количестве возможна со сравнительно малыми затратами также при использовании различных видов смазочных средств.
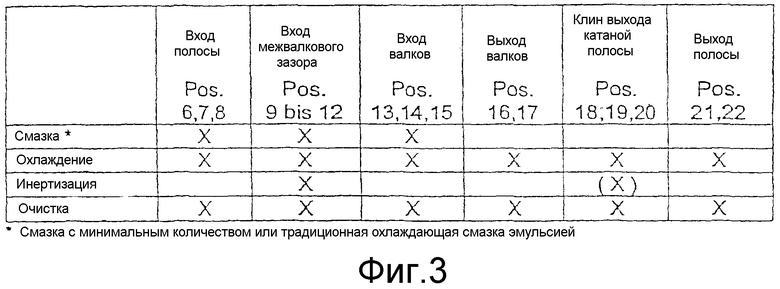
Подгонка под различные участки области прокатки может осуществляться согласно другим признакам за счет того, что для участков сторона входа прокатываемого материала, входа межвалкового зазора, входа валков, выходной стороны валков, клинообразного выхода прокатываемого материала из валков и стороны выхода между собой согласуют соответственно смазку, охлаждение, инертизацию и очистку. Здесь следует сослаться на изображенную на фиг.3 матрицу в качестве примера выполнения.
При этом одна эффективная мера состоит в том, что на входе раската на поверхность последнего наносят смазку в минимальном количестве, а в межвалковый зазор с входной стороны подают инертный газ (например, N2). Температура этой инертной среды может быть выбрана совместимой с выбранным смазочным средством. На выходной стороне в межвалковый зазор должна подаваться при этом холодная среда, например жидкий азот или другой холодный инертный газ.
В качестве другого предпочтительного варианта предложено, что нанесенную в минимальном количестве в межвалковый зазор с входной стороны смазку из эмульсии смазочного средства, или прокатного масла, или не содержащих масла без остатка испаряющихся углеводородов подают окруженной глубоко охлажденным инертным газом. В качестве инертной среды и в этой альтернативе применяют азот в совместимом со смазочным веществом температурном диапазоне.
Охлаждение, очистка и инертизация могут быть осуществлены таким образом, что на участке клинообразного выхода прокатываемого материала из валков подают глубоко охлажденный инертный газ.
Одна альтернатива возникает за счет применения описанного выше способа в одной из последних прокатных клетей непрерывного прокатного стана с обжатиями по толщине менее примерно 10%. Поскольку такие чистовые клети, будучи широко распространены в непрерывных прокатных станах, эксплуатируются только с небольшими обжатиями по толщине, уменьшение натяжения материала, например натяжения полосы на уровне моталки, однородность поверхности рабочих валков и сухость полосы согласно настоящему изобретению еще более улучшаются.
Независимая обычно в непрерывных прокатных станах эмульсионная установка с сильно разбавленной эмульсией для последней прокатной клети может полностью исключаться. Срок службы рабочих валков повышается, а желаемая шероховатость сохраняется дольше. Улучшаются качество поверхности и определенная, однородно распределенная шероховатость по ширине выходящей полосы. Отпадают прежние проблемы с остатками эмульсии на полосе и в зоне обдува полосы за последней прокатной клетью непрерывного прокатного стана.
На этом непрерывном прокатном стане оказывается предпочтительным, если раскат за последней прокатной клетью охлаждают охлаждающим средством и эмульсией смазочного средства, или прокатным маслом, или не содержащими масла без остатка испаряющимися углеводородами.
Другие признаки относятся к подготовке к дальнейшей обработке катаной полосы, причем после охлаждения прокатываемого материала охлаждающее средство и эмульсию смазочного средства или прокатное масло удаляют посредством отжима и/или обдува.
Защиту подвергнутого чистовой прокатке материала или катаной полосы получают за счет того, что эмульсию смазочного средства, или прокатное масло, или не содержащие масло, без остатка испаряющиеся углеводороды снова наносят в небольшом количестве на прокатываемый материал или рабочие валки, при необходимости, после отжима и/или обдува. При этом средний коэффициент трения в межвалковом зазоре понижают с возможностью достижения желаемого обжатия по толщине при не слишком высоком усилии прокатки, причем не возникает проскальзывания из-за сильного уменьшения натяжения полосы.
Предпочтительно, кроме того, что охлаждающее средство подают в межвалковый зазор перед последней прокатной клетью в виде глубоко охлажденного инертного газа.
В качестве усовершенствования можно действовать также таким образом, что в качестве альтернативы эмульсию смазочного средства, или прокатное масло, или не содержащие масло без остатка испаряющиеся углеводороды подают в межвалковый зазор перед последней прокатной клетью с распылением внутри завесы из глубоко охлажденного инертного газа или будучи окруженной этой завесой.
Такое усовершенствование может быть выполнено также таким образом, что раскат и рабочие валки за счет нанесения глубоко охлажденного инертного газа наносят в клиновый зазор между рабочими валками и прокатываемым материалом или на рабочие валки и/или на прокатываемый материал.
Затем применение способа холодной прокатки металлического материала, при котором его при температуре обработки пропускают для пластического формоизменения через межвалковый зазор пары рабочих валков к боковым поверхностям рабочих валков, и/или к межвалковому зазору, и/или к материалу группами струй из соответственно отдельных рядов форсунок для смазки, охлаждения, очистки и для инертизации к межвалковому зазору и/или к материалу подают соответственно глубоко охлажденный инертный газ, инертный газ при нормальной температуре, эмульсию смазочного средства или из примешанного прокатного масла, или из не содержащих масла без остатка испаряющихся углеводородов, при регулировании плоскостности посредством термического состояния бочек рабочих валков для уменьшения и/или контроля регулируемых значений.
Одно улучшение возникает далее за счет того, что дополнительно за счет нанесения охлажденных эмульсий смазочного средства, или прокатного масла, или не содержащих масла без остатка испаряющихся углеводородов осуществляют регулирование плоскостности.
Возникающие дефекты плоскостности тогда не настолько серьезны, как прежде.
Описанное ниже изобретение касается прокатной клети для холодной прокатки металлического материала, в частности полосы, содержащей приданные рабочим валкам форсунки для твердых, газообразных и/или жидких обрабатывающих сред.
Поставленная задача решается на такой прокатной клети согласно изобретению за счет того, что напротив верхнего и нижнего рабочих валков друг над другом соответственно на боковой периферии расположены форсуночные секции с направленными на рабочий валок и/или на прокатываемый материал рядами форсунок для обрабатывающих сред с целью очистки, охлаждения, смазки и/или инертизации. За счет этого повышается срок службы рабочих валков, а желаемая шероховатость сохраняется дольше. Улучшается качество поверхности выходящей полосы (определенная, однородно распределенная шероховатость по ширине полосы). Отпадают проблемы с остатками эмульсии на полосе и за зоной обдува (за последней прокатной клетью). Коэффициент трения в межвалковом зазоре может быть изменен в зависимости от продукта и схемы проходов за счет варьирования количеств нанесенного смазочного средства. Использование различных видов смазочных средств предпочтительно при смазке в минимальном количестве со сравнительно малыми затратами.
Один вариант предусматривает, что на входной стороне расположены ряды форсунок, направленные радиально к верхнему и нижнему рабочим валкам.
Аналогично этому на выходной стороне зеркально-симметрично расположены ряды форсунок, направленные радиально к верхнему и нижнему рабочим валкам.
Эти ряды форсунок направлены, следовательно, навстречу направлению движения прокатываемого материала и создают встречающиеся в клину межвалкового зазора, заполняющие пространство смеси из струй смазочного средства и газовых струй разной температуры в зависимости от того, следует ли охлаждать, смазывать или защищать от окисления поверхность валков или прокатываемый материал.
Для образования таких заполняющих пространство групп струй далее предпочтительно, что предусмотрены направленные на межвалковый зазор и одновременно на примыкающие боковые поверхности верхнего и нижнего рабочих валков, проходящие примерно под углом 45° к поверхности прокатываемого материала форсуночные блоки, в которых размещены лежащие рядом друг с другом ряды форсунок.
Для подготовки охлаждающих или защитных газов разной температуры, жидкостей, эмульсий смазочного средства или прокатного масла предложено устройство, в котором предусмотрены расположенные соответственно в непосредственной близости от прокатываемого материала сопловые секции с направленными вертикально снизу и сверху к поверхности раската рядами форсунок на входной стороне и форсуночные секции с рядами форсунок на выходной стороне. Форсуночные секции могут представлять собой расположенные симметрично межвалковому зазору на входной и выходной сторонах, образованные посредством штабелирования корпуса, выполненные с возможностью легкого демонтажа и монтажа.
На чертеже изображены примеры осуществления изобретения, с помощью которых более подробно ниже поясняются способ и конструкция.
На чертеже:
фиг.1 - вид сбоку пары рабочих валков с сопловыми секциями;
фиг.2 - вид сбоку непрерывного прокатного стана, оборудованного устройством по изобретению и образующего пример применения;
фиг.3 - матрица в качестве примера выполнения для распределения охлаждающих, смазочных, чистящих и инертизирующих сред.
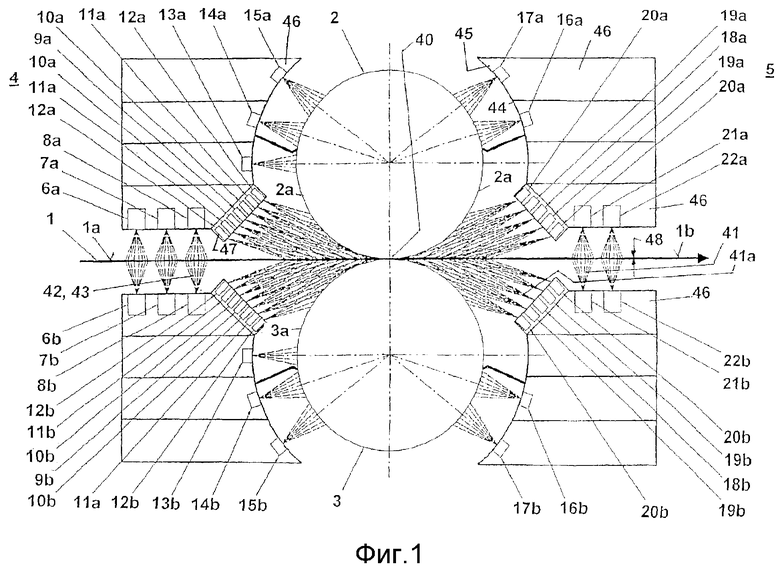
На фиг.1 материал 1 в виде прокатываемой полосы 1b при температуре обработки (в целом, нормальная температура) пропускают для пластического формоизменения через образованный верхним 2 и нижним 3 рабочими валками межвалковый зазор 40 в направлении от входной стороны 4 к выходной стороне 5 и при этом прокатывают. Для смазки (снижение усилий прокатки), охлаждения (отвод образовавшегося в процессе прокатки тепла) и очистки (от остатков и/или окисления) поверхности 1а материала к боковым поверхностям 2а, 3а рабочих валков 2, 3 и/или к материалу 1 направляют группы струй сред из отдельных, расположенных рядом друг с другом рядов форсунок следующим образом:
- ряд 6а форсунок вверху (материал 1, входная сторона 4: очистка);
- ряд 6b форсунок внизу (материал 1, входная сторона 4: очистка);
- ряд 7а форсунок вверху (материал 1, входная сторона 4: охлаждение);
- ряд 7b форсунок внизу (материал 1, входная сторона 4: охлаждение);
- ряд 8а форсунок вверху (материал 1, входная сторона 4: смазка);
- ряд 8b форсунок внизу (материал 1, входная сторона 4: смазка);
- ряд 9а форсунок вверху (межвалковый зазор 40, входная сторона 4: смазка);
- ряд 9b форсунок внизу (межвалковый зазор 40, входная сторона 4: смазка);
- ряд 10а форсунок вверху (межвалковый зазор 40, входная сторона 4: охлаждение);
- ряд 10b форсунок внизу (межвалковый зазор 40, входная сторона 4: охлаждение);
- ряд 11а форсунок вверху (межвалковый зазор 40, входная сторона 4: очистка);
- ряд 11b форсунок внизу (межвалковый зазор 40, входная сторона 4: очистка);
- ряд 12а форсунок вверху (межвалковый зазор 40, входная сторона 4: инертизация);
- ряд 12b форсунок внизу (межвалковый зазор 40, входная сторона 4: инертизация);
- ряд 13а форсунок вверху (рабочий валок 2, входная сторона 4: смазка);
- ряд 13b форсунок внизу (рабочий валок 3, входная сторона 4: смазка);
- ряд 14а форсунок вверху (рабочий валок 2, входная сторона 4: охлаждение);
- ряд 14b форсунок внизу (рабочий валок 3, входная сторона 4: охлаждение);
- ряд 15а форсунок вверху (рабочий валок 2, входная сторона 4: очистка);
- ряд 15b форсунок внизу (рабочий валок 3, входная сторона 4: очистка);
- ряд 16а форсунок вверху (рабочий валок 2, выходная сторона 5: охлаждение);
- ряд 16b форсунок внизу (рабочий валок 3, выходная сторона 5: охлаждение);
- ряд 17а форсунок вверху (рабочий валок 2, выходная сторона 5: очистка);
- ряд 17b форсунок внизу (рабочий валок 3, выходная сторона 5: очистка);
- ряд 18а форсунок вверху (межвалковый зазор 40, выходная сторона 5: инертизация);
- ряд 18b форсунок внизу (межвалковый зазор 40, выходная сторона 5: инертизация);
- ряд 19а форсунок вверху (межвалковый зазор 40, выходная сторона 5: охлаждение);
- ряд 19b форсунок внизу (межвалковый зазор 40, выходная сторона 5: охлаждение);
- ряд 20а форсунок вверху (межвалковый зазор 40, выходная сторона 5: очистка);
- ряд 20b форсунок внизу (межвалковый зазор 40, выходная сторона 5: очистка);
- ряд 21а форсунок вверху (материал 1, выходная сторона 5: охлаждение);
- ряд 21b форсунок внизу (материал 1, выходная сторона 5: охлаждение);
- ряд 22а форсунок вверху (материал 1, выходная сторона 5: очистка);
- ряд 22b форсунок внизу (материал 1, выходная сторона 5: очистка).
Далее из фиг.1 видно, что ряды форсунок 8а, 8b; 9a; 9b; 13a, 13b подают струи эмульсии 42 смазочного средства или прокатного масла 43, лежащие вплотную друг к другу, к рядам 7a,7b; 10a, 10b; 14a, 14b; 16a, 16b; 19a, 19b; 21a, 21b форсунок для подачи глубоко охлажденного инертного газа.
Минимальное количество эмульсии 42 смазочного средства может быть введено с толщиной 48 слоя в соответствии с шероховатостью поверхности 1а материала 1, например прокатываемой полосы 1b, в виде так называемого аддитивного покрытия.
Различные участки дуги периферии рабочих валков 2, 3 разделены на отрезки 44. Вследствие этого разделения для этих отрезков 44 входной стороны 4 прокатываемого материала, входа межвалкового зазора, входа валков, выхода валков, клинообразного выхода материала из валков и выходной стороны 5 прокатываемого материала можно согласовать между собой соответственно смазку, охлаждение, инертизацию и очистку.
При этом действуют таким образом, что на входе материала на его поверхность 1а наносят смазку в минимальном количестве, а с входной стороны в межвалковый зазор 40 подают инертный газ, например глубоко охлажденный азот.
Плотное расположение форсунок в форсуночных блоках 47 обеспечивает нанесение в межвалковый зазор 40 с входной стороны смазки в минимальном количестве из эмульсии 42 смазочного средства, или прокатного масла 43, или не содержащих масла без остатка испаряющихся углеводородов с окружением глубоко охлажденным инертным газом 41.
Точно также в отрезок 44 клинообразного выхода материала из валков подают глубоко охлажденный инертный газ 41.
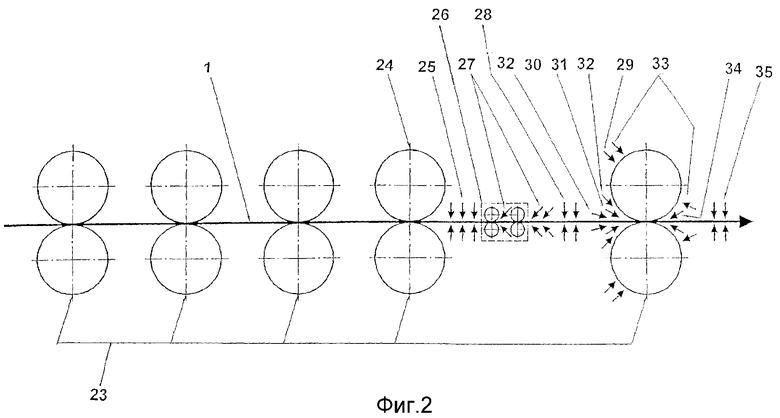
На фиг.2, по меньшей мере, в одной из последних прокатных клетей непрерывного прокатного стана 23 с обжатиями по толщине материала 1 менее примерно 10% применен описанный выше способ холодной прокатки металлического материала 1, при котором раскат 1 при температуре обработки пропускают для пластического формоизменения через межвалковый зазор 40 валковой пары из верхнего 2 и нижнего 3 рабочих валков и к боковым поверхностям 2а, 3а рабочих валков 2, 3, и/или межвалковому зазору 40, и/или к раскату 1 группами струй из соответственно отдельных рядов 6а-22b форсунок для смазки, охлаждения, очистки и для инертизации к межвалковому зазору 40 и/или к материалу 1 подают соответственно глубоко охлажденный инертный газ 41, инертный газ 41а при нормальной температуре, эмульсию 42 смазочного средства или из примешанного прокатного масла 43, или из не содержащих масла без остатка испаряющихся углеводородов. За счет этого материал 1 может быть получен в непрерывных прокатных станах с особенно чистой и гладкой поверхностью 1а.
Прокатываемый материал 1 охлаждают за предпоследней прокатной клетью 24 охлаждающим средством и эмульсией 42 смазочного средства, или прокатным маслом 43, или не содержащими масла без остатка испаряющимися углеводородами. После охлаждения материала 1 охлаждающее средство и эмульсия 42 смазочного средства или прокатное масло 43 могут быть удалены в отжимном агрегате 26 посредством отжима и/или обдува.
При этом прокатываемый материал 1 может быть охлажден за предпоследней прокатной клетью 24 охлаждающим средством и эмульсией 42 смазочного средства, или прокатным маслом 43, или не содержащими масла без остатка испаряющимися углеводородами.
В непрерывном прокатном стане 23 (или на конце любого другого прокатного стана) за охлаждающим устройством 25 для полосы с выходной стороны, то есть после охлаждения материала 1, охлаждающее средство и эмульсию 42 смазочного средства или прокатное масло 43 удаляют посредством отжима в отжимном агрегате 26 и/или посредством обдува в обдувном устройстве 27.
Для защиты подвергнутого чистовой прокатке материала 1 на него или на рабочие валки 2, 3 снова наносят эмульсию 42 смазочного средства, или прокатное масло 43, или не содержащие масла без остатка испаряющиеся углеводороды в устройстве 28 для нанесения смазки в минимальном количестве за отжимным агрегатом 26 для отжима и/или устройством 27 для обдува.
Кроме того, в непрерывном прокатном стане 23 за устройством 28 следуют устройство 32 для подачи инертизирующей среды и устройство 30 для подачи инертизирующей среды, устройство 31 для нанесения смазочного средства и направленные в направлении межвалкового зазора 40 устройства 32 для подачи инертизирующей среды. Последней валковой паре 2, 3 непрерывного прокатного стана 23 придано устройство 29 для нанесения смазки в минимальном количестве. На входной 4 и выходной 5 сторонах находятся устройства 34 для охлаждения/очистки посредством нанесения глубоко охлажденной среды. На конце на прокатываемый материал 1 устройством 35 для охлаждения/очистки наносят глубоко охлажденную среду.
На фиг.3 изображена предпочтительная матрица для использования и расположения струй сред для смазки, охлаждения, очистки и инертизации. Может использоваться множество таких различных матриц.
Перечень ссылочных позиций
1 - прокатываемый материал
1а - поверхность прокатываемого материала
1b - прокатываемая полоса
2 - верхний рабочий валок
2а - поверхность
3 - нижний рабочий валок
3а - поверхность
4 - входная сторона
5 - выходная сторона
6а - ряд форсунок (материал - входная сторона: очистка)
6b - ряд форсунок (материал - входная сторона: очистка)
7а - ряд форсунок (материал - входная сторона: охлаждение)
7b - ряд форсунок (материал - входная сторона: охлаждение)
8а - ряд форсунок (материал - входная сторона: смазка)
8b - ряд форсунок (материал - входная сторона: смазка)
9а - ряд форсунок (межвалковый зазор - входная сторона: смазка)
9b - ряд форсунок (межвалковый зазор - входная сторона: смазка)
10а - ряд форсунок (межвалковый зазор - входная сторона: охлаждение)
10b - ряд форсунок (межвалковый зазор - входная сторона: охлаждение)
11а - ряд форсунок (межвалковый зазор - входная сторона: очистка)
11b - ряд форсунок (межвалковый зазор - входная сторона: очистка)
12а - ряд форсунок (межвалковый зазор - входная сторона: инертизация)
12b - ряд форсунок (межвалковый зазор - входная сторона: инертизация)
13а - ряд форсунок (валок - входная сторона: смазка)
13b - ряд форсунок (валок - входная сторона: смазка)
14а - ряд форсунок (валок - входная сторона: охлаждение)
14b - ряд форсунок (валок - входная сторона: охлаждение)
15а - ряд форсунок (валок - входная сторона: очистка)
15b - ряд форсунок (валок - входная сторона: очистка)
16а - ряд форсунок (валок - выходная сторона: охлаждение)
16b - ряд форсунок (валок - выходная сторона: охлаждение)
17а - ряд форсунок (валок - выходная сторона: очистка)
17b - ряд форсунок (валок - выходная сторона: очистка)
18а - ряд форсунок (межвалковый зазор - выходная сторона: инертизация)
18b - ряд форсунок (межвалковый зазор - выходная сторона: инертизация)
19а - ряд форсунок (межвалковый зазор - выходная сторона: охлаждение)
19b - ряд форсунок (межвалковый зазор - выходная сторона: охлаждение)
20а - ряд форсунок (межвалковый зазор - выходная сторона: очистка)
20b - ряд форсунок (межвалковый зазор - выходная сторона: очистка)
21а - ряд форсунок (материал - выходная сторона: охлаждение)
21b - ряд форсунок (материал - выходная сторона: охлаждение)
22а - ряд форсунок (материал - выходная сторона: очистка)
22b - ряд форсунок (материал - выходная сторона: очистка)
23 - непрерывный прокатный стан
24 - предпоследняя прокатная клеть
25 - устройство охлаждения полосы с выходной стороны
26 - отжимной агрегат
27 - обдувное устройство
28 - устройство для нанесения смазки в минимальном количестве
29 - устройство для нанесения смазки в минимальном количестве
30 - устройство для подачи инертизирующей среды
31 - устройство для подачи смазочного средства
32 - устройство для подачи инертизирующей среды
33 - устройство для охлаждения/очистки посредством нанесения глубоко охлажденной среды
34 - устройство для охлаждения/очистки посредством нанесения глубоко охлажденной среды
35 - устройство для охлаждения/очистки посредством нанесения глубоко охлажденной среды
40 - межвалковый зазор
41 - глубоко охлажденный инертный газ
41а - инертный газ нормальной температуры
42 - эмульсия смазочного средства
43 - прокатное масло
44 - отрезок
45 - боковая периферия
46 - форсуночная секция
47 - форсуночный блок
48 - толщина слоя
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И/ИЛИ СМАЗКИ ВАЛКОВ, И/ИЛИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2005 |
|
RU2330737C1 |
| ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2020 |
|
RU2786557C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| СПОСОБ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2701916C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2012 |
|
RU2605740C2 |
| ХОЛОДНАЯ ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ГРУППЕ ПРОКАТНЫХ КЛЕТЕЙ, ИМЕЮЩЕЙ НЕСКОЛЬКО ПРОКАТНЫХ КЛЕТЕЙ | 2020 |
|
RU2792913C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| СМАЗКА С ПОМОЩЬЮ ФОРСУНОК С ВХОДНЫМИ ОТВЕРСТИЯМИ ДЛЯ МАСЛА | 2014 |
|
RU2675413C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ РЕГУЛИРУЕМОГО РАСПРЕДЕЛЕНИЯ РАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ, В ЧАСТНОСТИ, В КРАЕВЫХ ОБЛАСТЯХ ХОЛОДНОКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2358820C2 |
Изобретение предназначено для улучшения качества поверхности раската подачей глубоко охлажденных сред. Способ для холодной прокатки металлического материала, в частности полосы, форсунками для газообразных или жидких обрабатывающих сред включает пропуск материала при температуре обработки для пластического формоизменения через межвалковый зазор валковой пары из верхнего и нижнего рабочих валков. Улучшение поверхности и защита раската и валков посредством снижения усилий прокатки обеспечивается за счет того, что к боковым поверхностям рабочих валков, и/или к межвалковому зазору, и/или к раскату группами струй из соответственно отдельных рядов форсунок для смазки, охлаждения, очистки и инертизации подают соответственно глубоко охлажденный инертный газ, инертный газ при нормальной температуре, эмульсию смазочного средства из примешанного прокатного масла или из не содержащих масла без остатка испаряющихся углеводородов. 2 з.п. ф-лы, 3 ил.
1. Способ холодной прокатки металлического материала (1), в частности полосы (1b), при котором материал (1) при температуре обработки пропускают для пластического формоизменения через межвалковый зазор (40) пары рабочих валков (2, 3), и в клинообразную зону выхода (18, 19) полосы из валков на поверхность прокатываемого материала и в межвалковый зазор в виде групп струй подают глубоко охлажденный инертный газ для инертизации и охлаждения, отличающийся тем, что инертный газ альтернативно или дополнительно подают также в зоне выхода (21, 22) полосы на поверхность прокатываемого материала, при этом со стороны выхода полосы инертный газ подают также для очистки поверхности прокатываемого материала, при этом в зоне входа (7, 8) полосы и/или входа (11, 9) межвалкового зазора на поверхность прокатываемого материала, и/или в межвалковый зазор подают отдельную среду для смазки в виде группы струй в минимальном количестве с толщиной слоя смазки в соответствии с шероховатостью поверхности раската.
2. Способ по п.1, отличающийся тем, что инертный газ подают на поверхность прокатываемого материала и/или в межвалковый зазор дополнительно также в зоне входа (6, 7) полосы, и/или в зоне входа (10, 11) межвалкового зазора.
3. Способ по любому из пп.1 и 2, отличающийся тем, что среды подают на верхнюю и нижнюю стороны прокатываемого материала, а также в межвалковый зазор на верхней стороне и в межвалковый зазор на нижней стороне прокатываемого материала.
| ИНСИНЕРАТОР | 1995 |
|
RU2087803C1 |
| Способ подачи смазочно-охлаждающей жидкости | 1982 |
|
SU1015941A1 |
| Способ очистки поверхности полосы при холодной прокатке | 1991 |
|
SU1795920A3 |
| ЕР 1230045 В, 14.01.2004. | |||

