Перекрестная ссылка на связанные заявки
Данная заявка не имеет приоритета по каким-либо другим заявкам.
Область техники изобретения
Настоящее изобретение относится к форме для непрерывного литья расплавленного металла и системам литья, включающим в себя систему распределения тепла или управления температурой литейной формы или формы для биллетов, систему расширения для форм для непрерывного литья и систему регулируемой длины рабочей поверхности литейной формы.
Предпосылки изобретения
Металлические слитки, биллеты и другие литые детали можно получать способом литья, использующим ориентированную вертикально литейную форму, расположенную над большим литейным проемом ниже уровня пола сооружения для литья металла, хотя данное изобретение можно также использовать для горизонтальных литейных форм. Нижним компонентом вертикальной литейной формы является затравочный блок. Когда начинается процесс литья, затравочные блоки находятся в своей крайней верхней позиции в литейных формах. Когда расплавленный металл заливают в отверстие литейной формы или полость и охлаждают (обычно водой), затравочный блок медленно опускают на заданный уровень гидравлическим цилиндром или другим устройством. Когда затравочный блок опускают, затвердевший металл или алюминий выходит через дно литейной формы, и образуются слитки, круглые заготовки или биллеты различных геометрических форм, которые также можно именовать литыми деталями.
Хотя изобретение, в целом, применяется к отливке металлов, включающих в себя не в качестве ограничения алюминий, латунь, свинец, цинк, магний, медь, сталь и подобное, приведенные примеры и раскрываемый предпочтительный вариант осуществления изобретения может быть направлен на алюминий, и следовательно, термины алюминий и расплавленный металл можно использовать повсеместно для единообразия, даже если изобретение применяется к металлам в более общем смысле.
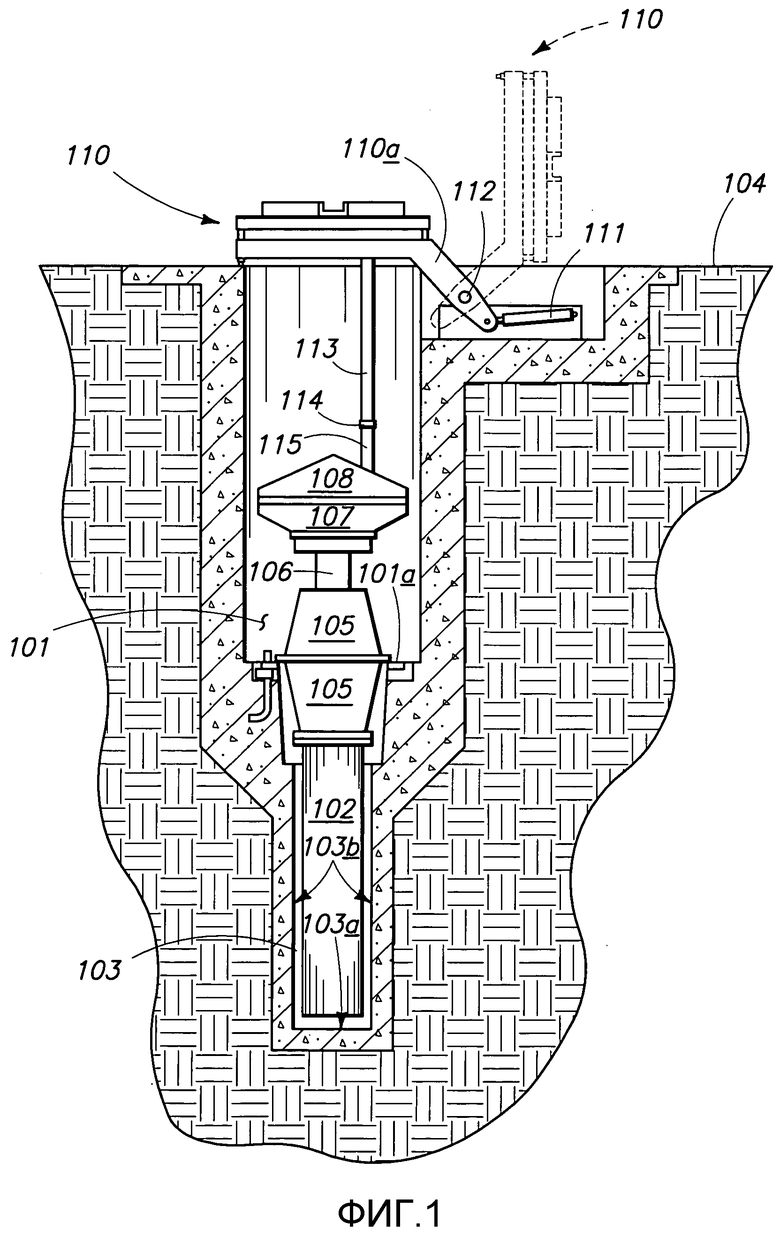
Хотя существуют многочисленные пути получения и выполнения устройства вертикальной отливки, на Фиг. 1 показан один пример. На Фиг. 1 вертикальное литье алюминия, в общем, происходит в литейном проеме под уровнем отметки заводского пола. Прямо под полом литейного проема 101 имеется кессон 103, в котором размещена гильза 102 гидравлического цилиндра.
Как показано на Фиг.1, компонентами нижнего участка типичного вертикального устройства литья алюминия, показанного внутри литейного проема 101, и кессона 103 являются гильза 102 гидравлического цилиндра, плунжер 106, кожух 105 установочной опоры основания, опорный стол 107 плунжера и основание 108 затравочного блока (также именуемое затравкой или нижней плитой), все показано на отметках под полом 104 литейного сооружения.
Кожух 105 установочной опоры установлен на пол 101a литейного проема 101, и под ним находится кессон 103. Кессон 103 ограничен своими боковыми стенками 103b и своим дном 103a.
Типичная сборка 110 формовочного стола также показана на Фиг.1, сборку можно смещать, как показано гидравлическим цилиндром 111, толкающим рычаг 110a смещения формовочного стола, так что он вращается вокруг точки 112 и тем самым поднимает и поворачивает главную сборку литейной рамы, как показано на Фиг.1. Имеются также тележки для формовочного стола, которые обеспечивают перемещение сборок формовочного стола по направлению к позиции для литья над литейным проемом и от нее.
На Фиг.1 дополнительно показан опорный стол 107 плунжера и основание 108 затравочного блока, частично опущенные в литейный проем 101 с частично выполненной литой деталью 113 (которая может являться слитком или биллетом). Литая деталь 113 находится на основании 108 затравочного блока, вводимого в начале процесса, которое может включать в себя затравочную насадку или нижнюю плиту, которая обычно (но не всегда) стоит на основании 108 затравочного блока, все это известно в уровне техники, и нет необходимости по этой причине их показывать или описывать более детально. Хотя термин затравочный блок использован для позиции 108, следует отметить, что термины нижняя плита и затравочная насадка также используются в промышленности для обозначения позиции 108, нижнюю плиту, обычно, используют, когда отливают слиток, и затравочную насадку - когда отливают биллет.
Хотя основание затравочного блока 108 на фиг.1 показано только для одного затравочного блока 108 и тумбы, как правило, несколько блоков и тумб устанавливают на каждом основании затравочного блока, при одновременной отливке биллетов, специальных конических форм или конфигураций, когда затравочный блок опускают в процессе литья.
Когда рабочую жидкость вводят в гидравлический цилиндр под достаточным давлением, плунжер 106 и, следовательно, затравочный блок 108 поднимают на уровень начальной отметки, необходимый для процесса литья, при этом затравочные блоки находятся в сборке формовочного стола 110.
Спуск затравочного блока 108 выполняют дозированием выпуска рабочей жидкости из цилиндра с заданным расходом, при этом происходит опускание плунжера 106 и, следовательно, затравочного блока на заданный и регулируемый уровень. Литейная форма регулируемо охлаждается во время процесса, чтобы облегчить затвердевание выходящих слитков или биллетов, обычно с использованием средств водяного охлаждения. Хотя в данном документе описано использование гидравлического цилиндра, специалистам в данной области техники должно быть ясно, что возможно использование других механизмов и способов опускания стола.
Имеется множество форм и технологий литья, которые подходят к формовочным столам, и какая-либо специальная из них не требуется для практической реализации различных вариантов осуществления данного изобретения, поскольку они известны специалистам в данной области техники.
Верхняя сторона типичного формовочного стола функционально соединена или взаимодействует с системой распределения металла. Типичный формовочный стол также функционально соединен с литейными формами, которые он вмещает.
Когда металл отливают с использованием формы для непрерывной вертикальной разливки, расплавленный металл охлаждается в литейной форме и непрерывно выходит с нижнего конца литейной формы при опускании затравочного блока. Выходящий биллет, слиток или другая конфигурация должны достаточно затвердеть, чтобы поддерживать необходимую форму. В некоторых технологиях литья может существовать воздушный промежуток между выходящим затвердевшим металлом и проницаемой кольцевой стенкой, а в других может иметь место прямой контакт. Ниже существует также воздушная полость литейной формы между выходящим затвердевшим металлом и нижним участком формы и связанным с ней оборудованием.
По завершении литья литые детали, биллеты в данном примере, убирают с нижней плиты.
В данном процессе, в общем, необходимо стремиться к более равномерному распределению температуры расплавленного металла, подаваемого в форму из системы распределения расплавленного металла. Задачей некоторых вариантов осуществления данного изобретения является создание усовершенстванного механизма, способа и/или средства подачи расплавленного металла из системы распределения расплавленного металла в полость формы.
Также необходимым в процессах литья расплавленного металла, и это является задачей вариантов осуществления данного изобретения, таких как с формами для биллетов большого диаметра, является получение усовершенствованного способа центрирования переходного кольца. Дополнительно необходимо, и также является задачей изобретения, создание такого способа центрирования переходного кольца, при котором кольцо сохраняется центрированным во время расширения и сокращения, происходящего от привнесения и удаления значительного количества тепла, возникающего в результате процессов литья.
В литье расплавленного металла дополнительно является необходимым движение к оптимизации параметра, именуемого "длиной канала" сборки формы, и дополнительно задачей некоторых вариантов осуществления данного изобретения является создание системы изменения длины канала сборки формы, обеспечивающей относительно простое изменение длины канала формы.
Другие задачи, признаки и преимущества данного изобретения станут ясными из подробного описания изобретения, формулы изобретения и прилагаемых чертежей, которые составляют его часть. При решении задач данного изобретения необходимо понимать, что его существенные признаки подвержены изменениям в образце и конструкции устройства, поскольку только один практически применимый и предпочтительный вариант осуществления изобретения показан на прилагаемых чертежах, как это и требуется.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты осуществления изобретения описаны ниже со ссылкой на прилагаемые чертежи.
На Фиг.1 показан вид сбоку вертикального литейного проема, кессона и устройства литья металла по существующему уровню техники.
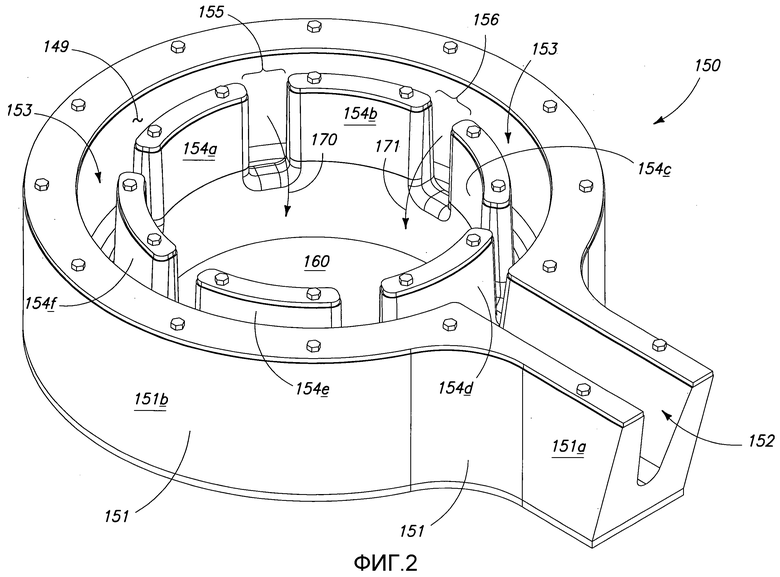
На Фиг.2 показан изометрический вид одного примера сборки насадка, которую можно использовать в вариантах осуществления данного изобретения.
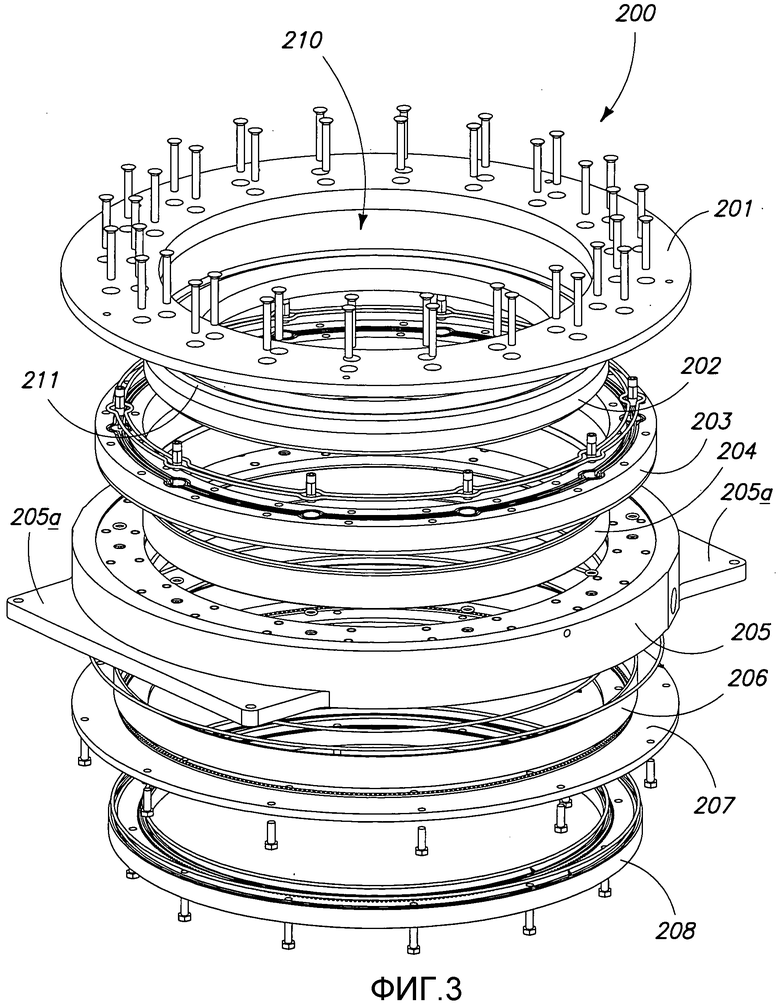
На Фиг.3 показан изометрический вид одного примера разобранной сборки формы, которую можно использовать в вариантах осуществления данного изобретения.
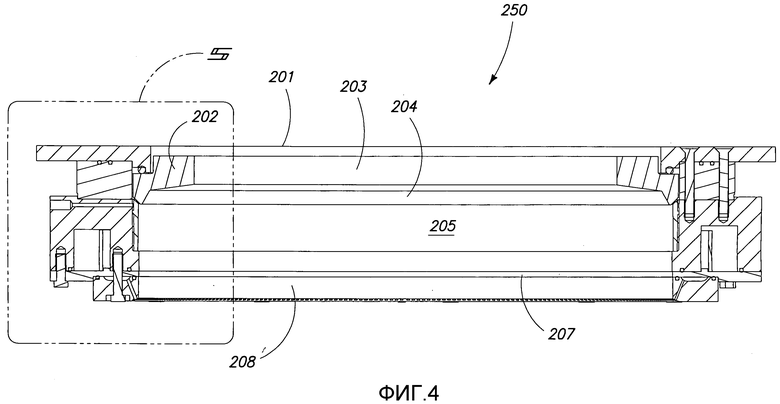
На Фиг.4 показан вид сечения примера конфигурации сборки формы Фиг. 3 в сборе.
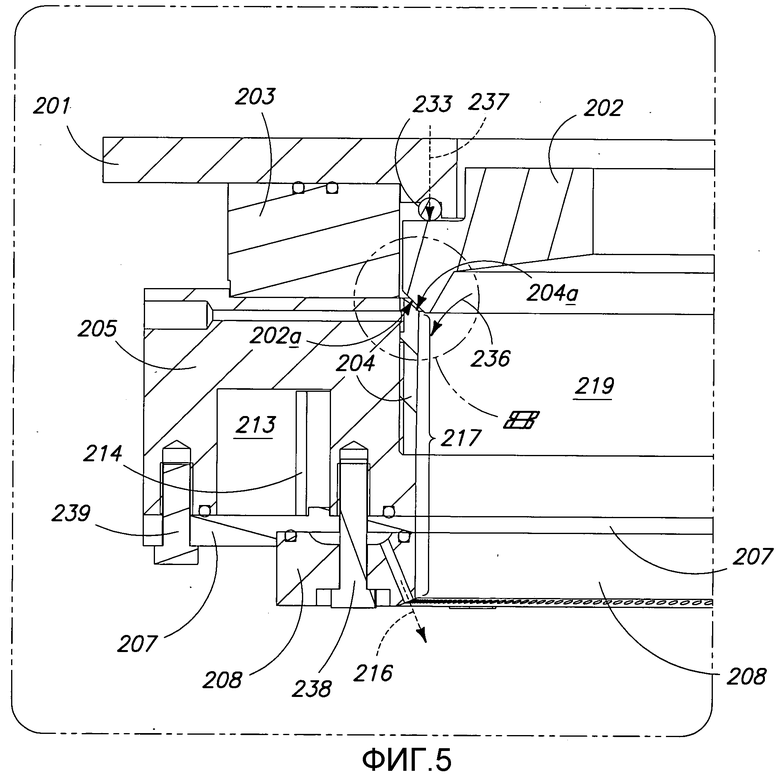
На Фиг.5 показана деталь 5 по Фиг. 4.
На Фиг.6 также показана деталь 5 по Фиг. 4, в которой разделительная плита отличается от показанной на Фиг. 5, при этом показана аналогичная форма с отличающейся длиной канала.
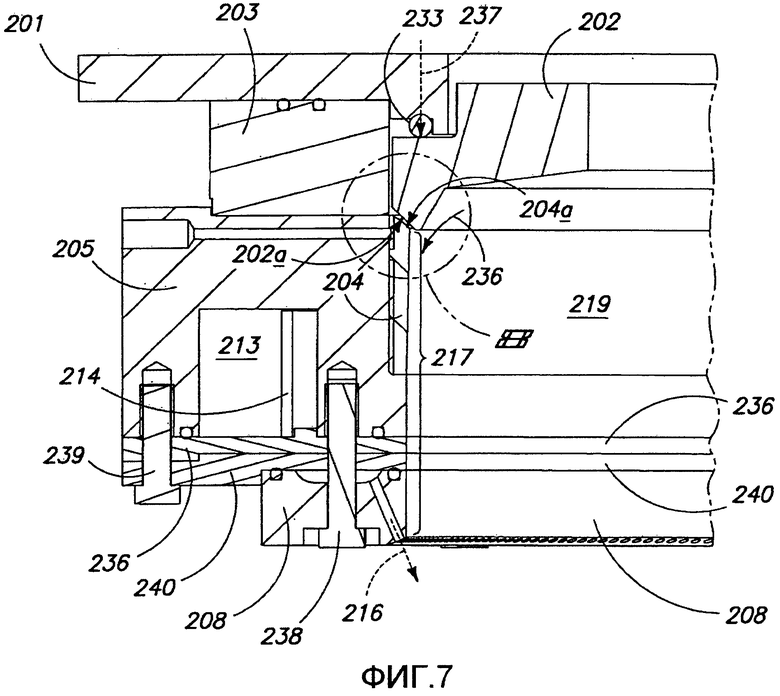
На Фиг.7 также показана деталь 5 по Фиг. 4, в которой имеются две разделительные плиты равной толщины, при этом показана аналогичная форма с отличающейся длиной канала.
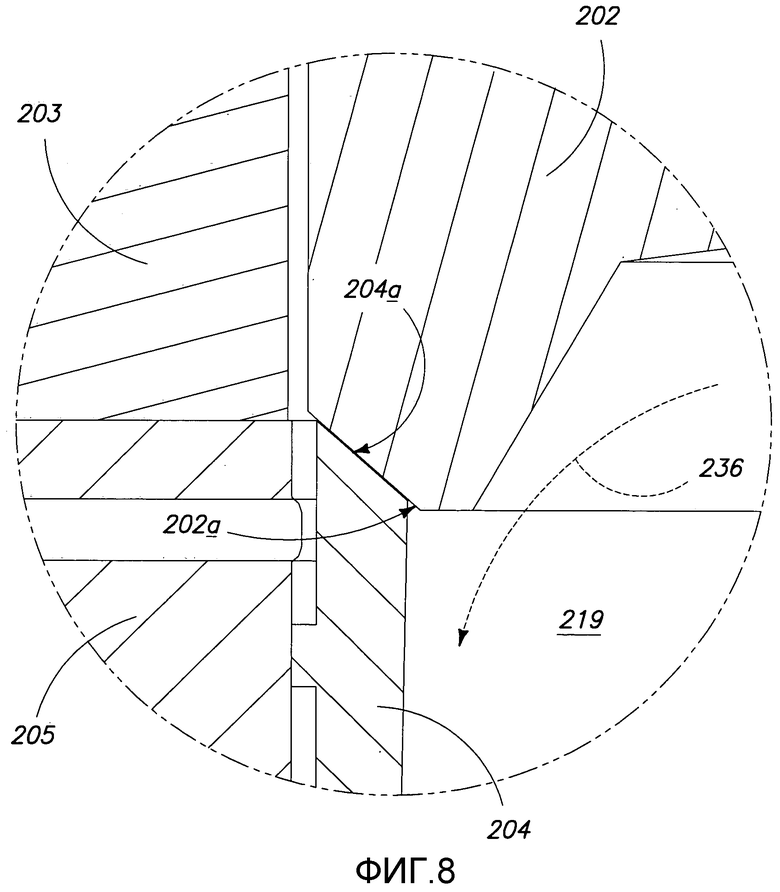
На Фиг.8 показана деталь 8 по Фиг. 5.
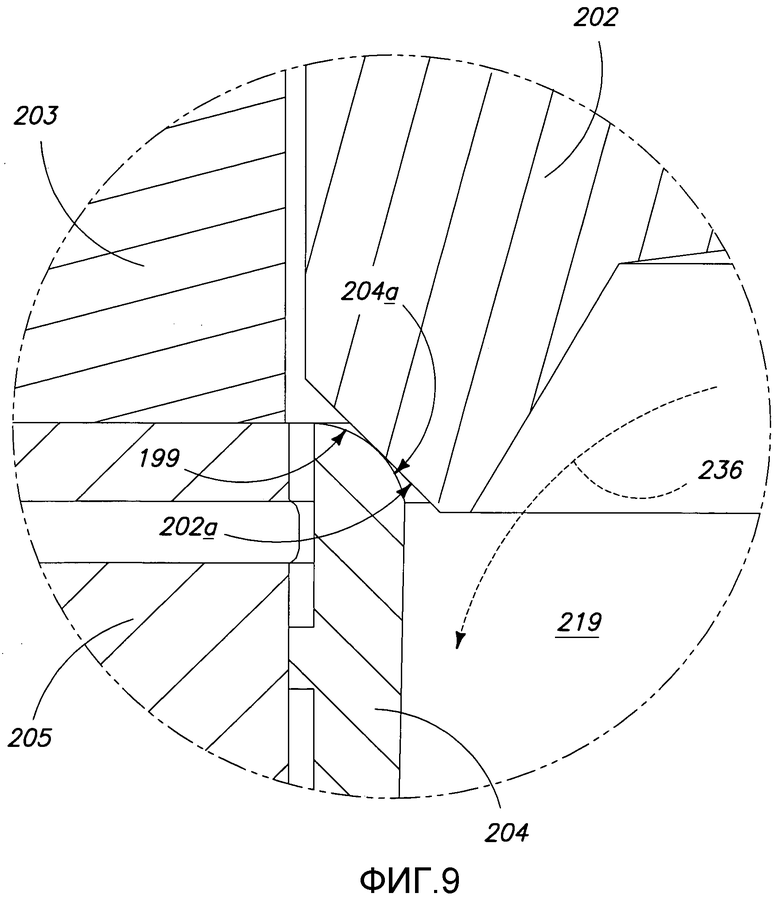
На Фиг.9 также показана деталь 8 по Фиг. 5, в которой показано наружное скругление на наклонной поверхности литейного кольца.
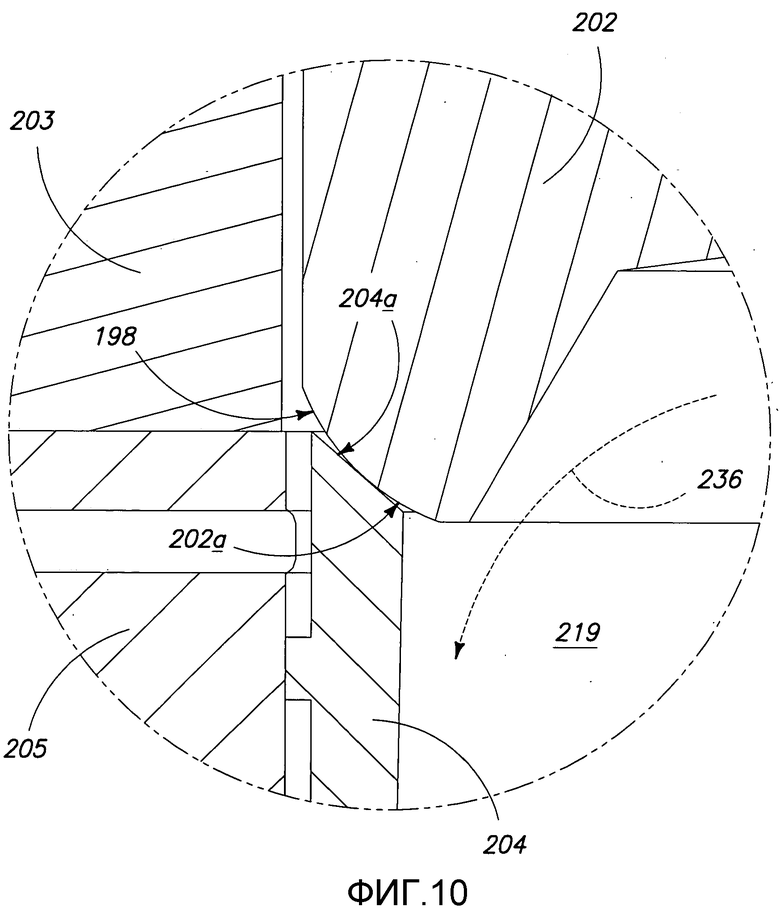
На Фиг.10 также показана деталь 8 по Фиг. 5, в которой наружное скругление показано на наклонной поверхности переходной плиты.
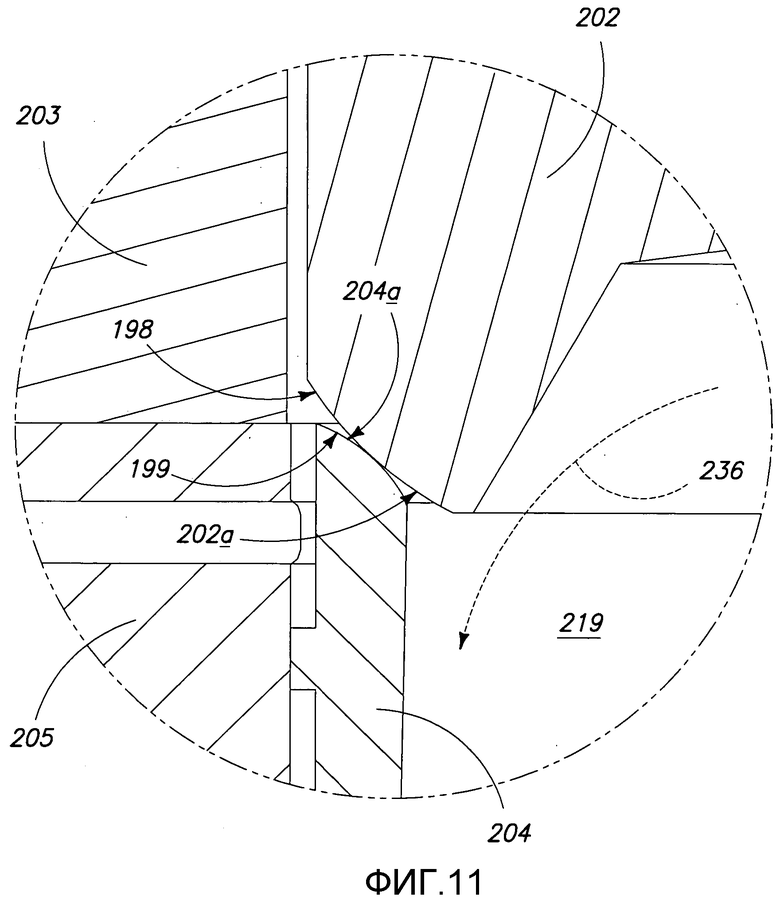
На Фиг.11 также показана деталь 8 по Фиг. 5, в которой наружное скругление показано как на наклонной поверхности литейного кольца, так и на наклонной поверхности переходной плиты.
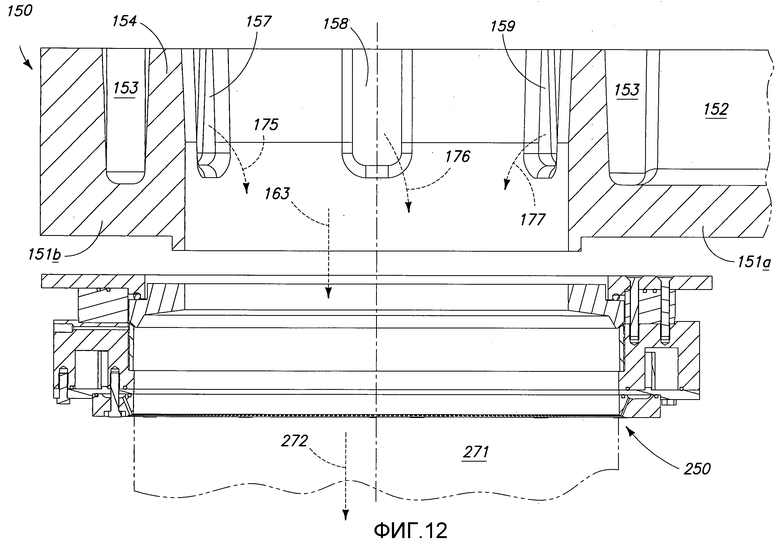
На Фиг.12 показан вид сбоку одного примера сборки насадки, установленной вертикально над сборкой формы, которую можно использовать в вариантах осуществления данного изобретения.
Подробное описание предпочтительных вариантов осуществления
Многие из крепящих, соединяющих, изготовляющих и других средств и компонентов, используемых в области описанного изобретения, являются широко известными и используемыми в области техники описываемого изобретения, и указание на их точную суть или тип необязательно для понимания и использования данного изобретения специалистами в данной области техники или науки, поэтому они не будут рассматриваться подробно. Кроме того, различные компоненты, показанные или описанные в данном документе, для любого конкретного применения данного изобретения можно изменять или менять, как предлагает данное изобретение, и практическое конкретное применение или вариант осуществления любого элемента может быть широко известным или используемым в технике или специалистами в данной области техники или науки; поэтому каждый из них не должен рассматриваться с существенными деталями.
Артикли «a», «an», и «the» при использовании в формуле изобретения в данном документе используются согласовано со сложившейся практикой сокращения формулы изобретения и не для ограничения. Если иное специально не установлено в данном документе, артикли «a», «an», и «the» не дают ограничения одним таким элементом, но вместо этого означают «по меньшей мере».
На Фиг.2 показан изометрический вид одного примера сборки насадки, которую можно использовать в вариантах осуществления данного изобретения. На Фиг. 2 показана система 150 насадки для подачи расплавленного металла, корпус 151 насадки с участком 151a входа расплавленного металла, основной участок 151b корпуса, отверстие 160 насадки, через которое расплавленный металл поступает в сборку формы, внутренний желоб 153 для расплавленного металла и отверстия или литники 155 и 156 для расплавленного металла в участках 154 внутренней стенки, через которые расплавленный металл должен поступать из внутреннего желоба 153 через литники 155, 156 и прочие, и через отверстие 160 насадки в сборку формы. Внешняя стенка 149 насадки (или внешняя ограждающая стенка насадки) ограждает расплавленный металл с внешней стороны, а внутренняя стенка 154 насадки или барьер ограждает расплавленный металл и создает элемент регулирования его расхода с внутренней стороны внутреннего желоба. Поток металла через литники 155 и 156 представлен стрелками 170 и 171 соответственно. Хотя только два литника расплавленного металла или отверстия 155 и 156 обозначены соответствующими позициями, также показаны и другие литники, и конкретное число литников или отверстий, используемых в любой конкретной системе сборки насадки, можно регулировать на основе варианта применения, при этом данное изобретение не содержит конкретных требований к числу литников или отверстий или их размеру и конфигурации для практической реализации изобретения. Сливные носки или нижние концы площади литников могут также претерпевать изменения для получения необходимых характеристик потока расплавленного металла, или может изменяться высота сливного носка литника, влияющая на поток расплавленного металла в данном варианте применения, все это заключено в рамках объема изобретения.
Расплавленный металл вводится в сборку 150 насадки через впускной желоб 152 и затем проходит по внутреннему желобу 153 и далее через литники или отверстия (позиции 155 и 156, например) в отверстие 160 насадки. Таково описание процесса во время запуска. Во время запуска расплавленный металл вначале подают на нижнюю плиту, установленную в полости формы, и уровень расплавленного металла поднимается, и с течением времени должны достигаться условия установившегося режима. В условиях установившегося режима потока уровень расплавленного металла должен, в общем, оставаться над нижним участком литников для расплавленного металла и металл должен поступать непрерывным потоком от входного желоба 152 во внутренний желоб 153 и через литники с уровнем металла, частично поднявшимся к верху литников. В одном примере уровень расплавленного металла можно поддерживать приблизительно на середине высоты литников или отверстий.
На Фиг. 2 дополнительно показаны участки 154a, 154b, 154c, 154d, 154e и 154f внутренней стенки, создающие с внутренней стороны барьер для внутреннего желоба 153 и также образующие соответствующие литники для расплавленного металла или отверстия. Специалистам в данной области техники должно быть ясно, что данное изобретение должно включать в себя различные конфигурации, размеры и места расположения литников для расплавленного металла во внутренней стенке 154 (комбинацию участков 154a, 154b, 154c, 154d, 154e и 154f внутренней стенки) сборки 150 насадки. В некоторых вариантах осуществления изобретения может являться необходимым выполнение литников на различных высотах относительно внутреннего желоба 153. Также может являться необходимым в некоторых вариантах осуществления изобретения изменение ширины литников или других параметров для регулирования характеристик потока и, в свою очередь, регулирования распределения температуры расплавленного металла при его подаче через отверстие 160 насадки и в форму. В некоторых вариантах осуществления должно быть необходимо, например, выполнение литников несимметричной конфигурации, а именно большего числа литников на одной стороне или площади желоба, противоположной впускному желобу 152, или данные литники могут быть установлены выше или ниже, или создание большего расхода на литник изменением размеров (высоты носка, ширины или других параметров литника, относящихся к площади литника), все это допустимо в рамках объема данного изобретения.
В некоторых вариантах применения или вариантах осуществления данного изобретения возникает необходимость выполнения внутреннего лотка 153 определенного размера относительно литников для получения более равномерной подачи через литники. В некоторых вариантах осуществления изобретения получение более ровного потока по окружности системы насадки должно приводить к достижению лучшего распределения температуры и регулированию теплообмена в области формы, в которую подают расплавленный металл. В некоторых вариантах осуществления изобретения может являться необходимым получение более высокой скорости подачи расплавленного металла через литники и получение более оптимального теплораспределения или распределения температуры в расплавленном металле, подаваемом в область сборки формы, все это возможно в рамках объема изобретения. В общем, является необходимым получение в форме более равномерного теплораспределения и распределения температур расплавленного металла при его подаче в форму и при его затвердевании, дающее в результате более высокое качество или более предпочтительную литую деталь.
Варианты осуществления и конфигурация данной сборки насадки конкретно подходят для применения в формах для литых деталей большого диаметра, таких как формы для биллетов. Хотя термины «круглый» и «диаметр» используют в данном документе применительно к литым деталям и отверстиям в сборке формы, также специалистам в данной области техники должно быть ясно, что данное изобретение не ограничено круглыми сечениями форм или изготовлением литых деталей круглого сечения, но вместо этого должно быть применимо к эллиптическим литым деталям и деталям другой геометрии и конфигурации, все это допускается в рамках объема настоящего изобретения.
На Фиг. 3 показан изометрический вид разобранной сборки формы одного примера, которую можно использовать в вариантах осуществления изобретения. На Фиг. 3 и последующих фигурах в качестве примера показана конфигурация переходной плиты с автоматическим центрированием, имеющая механизм регулирования расширения формы. На Фиг. 3 показана система 200 формы для расплавленного металла, включающая в себя упорное кольцо 201, переходную плиту 202, литейное кольцо 204, корпус 205 формы с крепежными деталями 205a корпуса формы для скрепления корпуса формы с другими компонентами, подпор 206 корпуса формы, разделительную плиту 207 и кольцо 208 водяных форсунок.
Расплавленный металл должен быть принят из устройства распределения расплавленного металла, такого как система насадки, показанная на Фиг. 2, через отверстие 210 формы, и во время процесса охлаждения должен быть затвердевшим при выходе через дно или нижний участок сборки формы, показанный на Фиг. 3. Во время запуска затравочный блок или головка установлена в полости формы для создания нижней поверхности, на которой литая деталь должна затвердевать. После заполнения расплавленным металлом полости формы и его затвердевания затравочный блок опускают и затвердевшая или частично затвердевшая литая деталь выходит снизу полости формы. Процесс продолжается до получения литой детали необходимой длины.
В аспекте или варианте осуществления данного изобретения создают или прикладывают смещающую силу на некоторые компоненты сборки формы для осуществления автоматического центрирования переходной плиты 202. В данном примере варианта осуществления используют кольца круглого сечения (такие как позиция 233 на Фиг. 5) между переходной плитой 202 и упорным кольцом 201 для приложения смещающей или центрирующей силы на переходную плиту 202, поджимающей ее к литейному кольцу 204. Необходимо поддерживать установку или центрирование переходной плиты 202 относительно литейного кольца 204 для исключения каких-либо выступов или неровных областей, где расплавленный металл может вызывать износ компонентов или их повреждение гораздо быстрее, чем в ином случае. Смещающая сила (показано позицией 237 на Фиг. 5) на переходной плите 202 создает действие или эффект автоматического центрирования и может обеспечивать плавающую или нежестко закрепленную переходную плиту 202 во время расширения и сокращения в результате добавления и удаления тепла.
Хотя в примере варианта осуществления на Фиг. 3 показана конкретная комбинация и способ сборки, а также некоторые крепежные и соединительные устройства, специалистам в данной области техники должно быть ясно, что в данном изобретении можно использовать любое число различных способов сборки или скрепления описанных компонентов для его практической реализации.
На Фиг. 4 показан вид вертикального сечения являющейся примером конфигурации формы или сборки 250 формы, также показанной на Фиг. 3. На Фиг. 4 показана в сборе сборка 250 формы, показанная в разобранном виде на Фиг. 3. На Фиг. 4 в примере сборки 250 формы, которую можно использовать в вариантах осуществления изобретения, показано упорное кольцо 201, литейное кольцо 204, корпус 205 формы, переходная плита 202, разделительная плита 207 и кольцо 208 водяных форсунок. Компоненты детали 5 более подробно показаны на Фиг. 5 и описаны ниже.
На Фиг. 5 показана деталь 5 по Фиг. 4. На Фиг. 5 на виде детали сечения по Фиг. 4 показано упорное кольцо 201, литейное кольцо 204, переходная плита 202, полость 219 формы, корпус 205 формы, разделительная плита 207, кольцо 208 водяных форсунок, подвод 213 воды с перемычкой 214, выбрасывающие воду 216, выходящую из кольца 208 водяных форсунок, для создания водяного охлаждения литой детали, перемещающейся через форму.
На Фиг. 5 дополнительно показано, как кольцо 233 круглого сечения установлено под давлением между упорным кольцом 201 и переходной плитой 202, которая в свою очередь передает направленное вниз давление от наклонной поверхности 202a переходной плиты 202 на наклонную поверхность 204a на литейном кольце 204, как показано на угловом профиле между ними. Хотя наклонная поверхность 204a на литейном кольце является наклонной, наружное скругление можно также использовать для получения лучшей центровки поверхности для взаимодействия с наклонной поверхностью 202a переходной плиты. Когда упорное кольцо 201 сжато и форма собрана, устанавливается давление между наклонной поверхностью 202a переходной плиты 202 и наклонной поверхностью 204a литейного кольца 204.
В вариантах осуществления данного изобретения сборка переходной плиты 202 относительно литейного кольца 204, особенно на формах для биллетов большого диаметра, должна быть относительно точной для создания необходимой установки. Вместе с тем на данную точность влияет тепловое расширение и сокращение, происходящее при вводе горячего расплавленного металла и затем удалении металла. Данная система расширения также имеет признак автоматического центрирования, которым, когда переходную плиту 202 устанавливают, она автоматически центрируется вследствие взаимодействия наклонной поверхности 202a на переходной плите 202, объединенной с наклонной поверхностью 204a на литейном кольце 204 для надлежащей установки плиты на место. Когда упорное кольцо 201 скрепляют с кольцом 233 круглого сечения между ним и переходной плитой 202, это дает относительно точную и центрированную сборку переходной плиты 202 относительно литейного кольца 204, и использование кольца 233 круглого сечения создает в данном соединении давление, или взаимодействие с предварительным смещением, непрерывно обеспечивая необходимую установку переходной плиты 202 на место относительно литейного кольца 204, включающую в себя установку во время теплового расширения и сокращения.
Специалистам в данной области техники должно быть ясно, что хотя кольцо 233 круглого сечения использовано в данном примере варианта осуществления, другие механизмы можно использовать для смещения переходной плиты 202 вниз на литейном кольце, такие как пластинчатая или другие пружины, при этом данное изобретение не содержит конкретных требований к механизму для осуществления данного изобретения.
На Фиг. 5 также показано позицией 217 то, что в данной области техники именуют длиной канала данной формы. Длину канала, в общем, определяют или идентифицируют от переходного участка, где металл встречает литейное кольцо 204 в данном варианте применения, до места, где происходит выброс воды, указанный на нижней точке скобки 217, представляющей длину канала. Хладагент или вода 216, выходящая из кольца 208 водяных форсунок, создает вторую точку привязки для измерения длины 217 канала, то есть точку, где происходит выброс воды.
При различных скоростях разливки необходимо иметь различную длину канала для конкретных отливок. Во многих случаях должны использовать отличающуюся форму с отличающейся длиной канала и отличающаяся форма должна создавать заранее выполненную и заранее определенную длину канала (которую невозможно регулировать с помощью существующих компонентов). Аспекты данного изобретения, вместе с тем, предусматривают использование множества разделительных плит 207 различной толщины, так что разделительную плиту 207 можно заменить более толстой разделительной плитой и изменить длину канала, при этом без замены всей формы для данного необходимого варианта применения. Данная система является системой регулирования длины канала. На Фиг.6 показана описываемая ниже разделительная плита 235 с толщиной, отличающейся от толщины разделительной плиты 207 (показанной на Фиг.5), вставленная в аналогичную сборку формы. Разделительная плита отличающегося размера при этом создает длину 218 канала, отличающуюся или не равную длине 217 канала, показанной на Фиг.5. Все другие позиции на Фиг.6 аналогичны позициям на Фиг.5 и не должны здесь повторяться.
На Фиг.5 также показана стрелка 236, представляющая поток металла через переходную плиту 202 к литейному кольцу 204, в котором созданы трубопроводы для распределения масла по литейному кольцу, проходящие через литейное кольцо к полости 219 формы во время процесса литья. Стрелка 236 показывает поток расплавленного металла к литейному кольцу 204. Болт 238 кольца водяных форсунок и болт 239 разделительной плиты показаны скрепляющими вместе компоненты сборки формы.
На Фиг.6 показана деталь 5 по Фиг.4. На Фиг.6 на виде детали сечения Фиг.4 показано упорное кольцо 201, литейное кольцо 204, переходная плита 202, полость 219 формы, корпус 205 формы, разделительная плита 235, кольцо 208 водяных форсунок, подвод 213 воды с перемычкой 214, отбрасывающей воду 216, выходящую из кольца 208 водяных форсунок для создания водяного охлаждения литой детали, перемещающейся через форму.
На Фиг. 6 дополнительно показано, как кольцо 233 круглого сечения установлено под давлением между упорным кольцом 201 и переходной плитой 202, которая, в свою очередь, передает направленное вниз давление от наклонной поверхности 202a переходной плиты 202 на наклонную поверхность 204a на литейном кольце 204, как показано на угловом профиле между ними.
Если наклонная поверхность 204а литейного кольца наклонена, может использоваться скругление для обеспечения наилучшего центрирования при взаимодействии с наклонной поверхностью 202а переходной плиты. Когда упорное кольцо 201 сжато и форма собрана, устанавливается давление между наклонной поверхностью 202a переходной плиты 202 и наклонной поверхностью 204a литейного кольца 204.
В вариантах осуществления данного изобретения сборка переходной плиты 202 относительно литейного кольца 204, особенно на формах для биллетов большого диаметра, должна быть относительно точной для создания необходимой точности установки. Вместе с тем на данную точность влияет тепловое расширение и сокращение, происходящее при вводе горячего расплавленного металла и последующем удалении металла. Данная система расширения также имеет эффект автоматического центрирования, посредством которого, когда переходную плиту 202 устанавливают, она автоматически центрируется, вследствие взаимодействия наклонной поверхности 202a на переходной плите 202 с наклонной поверхностью 204a на литейном кольце 204 для надлежащей установки переходной плиты на место. Затем, когда упорное кольцо 201 скрепляют с кольцом 233 круглого сечения между ним и переходной плитой 202, это дает относительно точную и центрированную установку переходной плиты 202 относительно литейного кольца 204, а использование кольца 233 круглого сечения создает в данном соединении давление, или взаимодействие с предварительным смещением, обеспечивая непрерывное удержание на нужном месте переходной плиты 202 относительно литейного кольца 204, таким образом, обеспечивается работа формы при тепловом расширении и сокращении.
Специалистам в данной области техники должно быть ясно, что хотя кольцо 233 круглого сечения использовано в данном примере варианта осуществления, можно использовать другие механизмы для смещения переходной плиты вниз на литейном кольце, такие как пластинчатая или другие пружины, при этом, данное изобретение не содержит требований использования конкретного механизма для практической реализации данного изобретения.
На Фиг. 6 также показано позицией 218 то, что в данной области техники именуют длиной канала формы. Длину канала, в общем, устанавливают от переходного участка, где металл встречает литейное кольцо 204 в данном варианте применения, до места, где происходит выброс воды, указанного на нижней точке скобки 218 (представляющей длину канала). Вода 216, выходящая из кольца 208 водяных форсунок, создает вторую точку привязки.
При различных скоростях разливки необходимо иметь различную длину канала для конкретного литья. Во многих случаях должны использовать отличающиеся формы с заранее выполненной и заранее определенной длиной канала, которую, в общем, невозможно регулировать. Аспекты данного изобретения, вместе с тем, предусматривают использование множества разделительных плит (таких как позиции 207 и 235) различной толщины, так что разделительную плиту, такую как 207, можно заменить более толстой разделительной плитой, такой как разделительная плита 235, при этом изменяется длина канала без изменения всей формы, необходимой для данного варианта применения. На Фиг. 6 показана разделительная плита 235, отличающаяся толщиной от разделительной плиты 207 и вставленная в аналогичную сборку формы, при этом создается длина 218 канала, отличающаяся или не равная длине 217 канала, показанного на Фиг. 5. Все другие позиции на Фиг. 6 аналогичны позициям на Фиг. 5 и не должны здесь повторяться.
Изменение длины канала в данном варианте осуществления данного изобретения можно также выполнять одним или несколькими из ряда различных способов, включающих в себя: создание сборки формы без разделительных плит и затем добавление одной или нескольких разделительных плит для изменения длины канала формы; или создание множества разделительных плит равной толщины, которые можно использовать для получения различных длин канала в той же форме (либо вначале без разделительных плит и с добавлением одной или нескольких, или вначале с одной или несколькими разделительными плитами затем с их добавлением или удалением при необходимости); все это допустимо в рамках объема различных вариантов осуществления настоящего изобретения.
На Фиг.6 также показана стрелка 236, представляющая поток расплавленного металла через переходную плиту 202 к литейному кольцу 204, в котором созданы трубопроводы распределения масла по литейному кольцу, проходящего через литейное кольцо к полости 219 формы во время процесса литья. Стрелка 236 показывает поток расплавленного металла к литейному кольцу 204.
На Фиг.7 показана аналогичная деталь 5 по Фиг.4, показанная на Фиг.5, в которой имеются две разделительные плиты равной толщины, то есть показана аналогичная форма с отличающейся длиной канала. Позиции на Фиг.7 являются аналогичными позициям на Фиг.6, с добавлением первой разделительной плиты 236 и второй разделительной плиты 240, показанными одинаковой толщины, но которые могут также иметь разную толщину.
На Фиг.8 показан детальный вид сечения 8 по Фиг.5 и показаны поток 236 металла и полость 219 формы, проходящая от переходной плиты 202 к литейному кольцу 204. Специалистам в данной области техники должно быть ясно, что масло пропускают через литейное кольцо 204, создавая смазку на внутренней поверхности литейного кольца 204, контактирующую с расплавленным металлом 236, проходящим вниз.
На Фиг.8 показан стык между переходной плитой 202 и литейным кольцом 204 по наклонной поверхности 202а переходной плиты 202 и наклонной поверхности 204а литейного кольца 204, которые в данном примере варианта осуществления обе показаны приблизительно или относительно плоскими.
На Фиг.9 также показана деталь 8 по Фиг.5, но в которой скругление 199 показано на наклонной поверхности 204a литейного кольца 204. Специалистам в данной области техники должно быть ясно, что как наклонная поверхность 204a литейного кольца 204, так и наклонная поверхность 202a переходной плиты 202 могут иметь наружное скругление (как показано на Фиг. 11), или обе могут являться плоскими наклонными поверхностями (как показано на Фиг. 8), или также, что наклонная поверхность 202a переходной плиты 202 может включать в себя наружное скругление (показано на Фиг. 10), такое как показано позицией 198, объединенное с наклонной поверхностью 204a литейного кольца 204, являющейся приблизительно плоской. Также следует понимать, что скругление 199 на Фиг. 9 и скругление 198 на Фиг. 10 могут иметь любой радиус из ряда различных величин в зависимости от варианта применения или варианта осуществления, при этом данное изобретение не содержит конкретных требований к данным величинам для реализации данного изобретения. Показанное наружное скругление преувеличено для наглядности, при этом необходимое скругление для любого конкретного варианта применения изменяется на основе нескольких факторов (таких как диаметр формы, конфигурация литейного кольца и конфигурация переходных плит). Все другие позиции являются одинаковыми с показанными на Фиг. 8 и не должны здесь повторяться.
На Фиг. 10 также показана деталь 8 по Фиг. 5, в которой скругление 198 показано на наклонной поверхности 202a переходной плиты 202. Все другие позиции являются одинаковыми с показанными на Фиг. 8 и не должны здесь повторяться.
На Фиг. 11 также показана деталь 8 по Фиг. 5, в которой скругление 199 показано на наклонной поверхности литейного кольца 204 и скругление 198 также показано на наклонной поверхности 202a переходной плиты 202. Все другие позиции являются одинаковыми с показанными на Фиг. 8 и не должны здесь повторяться.
На Фиг. 12 показан вид сечения одного примера сборки насадки вертикально над сборкой формы, которую можно использовать в вариантах осуществления данного изобретения. На Фиг. 12 показана система 150 насадки для расплавленного металла, такая как показанная на Фиг. 2 и более полно описанная выше, вертикально над сборкой 250 формы, описанной более полно выше и показанной на Фиг. 4, с потоком расплавленного металла, представленным стрелкой 163 между системой 150 насадки для расплавленного металла и сборкой 250 формы. Литая деталь 271 видна выходящей снизу сборки 250 формы и стрелка 272 показывает, что литая деталь постепенно опускается при затвердевании расплавленного металла, подаваемого в форму, при этом создается литая деталь 271, которую можно также именовать биллетом.
На Фиг. 12 показан корпус 151 насадки с впускным участком 151а корпуса насадки и основным участком 151b корпуса насадки. Литники насадки или отверстия 157, 158 и 159 показаны на Фиг. 12 с потоком расплавленного металла, указанным через соответствующие литники 157, 158 и 159 стрелками 175, 176 и 177, соответственно. Внутренний желоб 153 показан в корпусе 151b насадки и стенка 154 насадки показана находящейся между внутренним желобом 153 и отверстием 160 в системе 150 насадки для расплавленного металла (показано на других фигурах). Впускной желоб 152 показан во впускном участке 151a корпуса насадки. Специалистам в данной области техники должно быть ясны выгоды или потенциальные преимущества использования легко модифицируемой длины канала в системе взаимозаменяемых разделительных плит для данной формы. Например, выгода может заключаться в том, что требуется меньше форм в литейном цехе или оптимизируется длина канала, качество получающихся в результате литых деталей должно быть улучшено более просто и экономически эффективно.
Хотя в отраслевых стандартах может существовать различное определение длины канала, в общем, длина определяется как расстояние между точкой, где расплавленный металл контактирует с литейной поверхностью, до нижнего носка, где происходит выброс воды на литую деталь. Данное расстояние, в общем, имеет различную величину в процессе формования, и получаемая в результате литая деталь, и в некоторых вариантах осуществления расстояние выброса воды определяет, насколько далеко вверх в направлении к литейному кольцу происходит затвердевание расплавленного металла. Обычно задачей процесса литья является оптимизация данной длины канала для заданной скорости разливки и сборки формы. Данным обеспечивают предоставление одной системы сборки формы с многочисленными разделительными плитами, создавая возможности гибкости и оптимизации для заказчика.
В вариантах осуществления системы расширения формы переходная плита или "T-плита", как ее иногда называют в отрасли, становится плавающей, поскольку не закреплена в одном положении и поскольку имеет наклонную поверхность, взаимодействующую с противоположной наклонной поверхностью на литейном кольце, и оттянута вниз или предварительно смещена пружиной над Т-плитой (в вариантах осуществления, показанных в данном описании, является кольцом круглого сечения). В конфигурации для круглой литой детали, где переходная плита является в общем круглой, и литейное кольцо является в общем круглым, комбинация смещения вниз и противоположных наклонных поверхностей создает эффект или преимущество автоматического центрирования. Отказ в надлежащем центрировании переходной плиты оставляет или может оставлять открытым участок переходной плиты, который должен разрушаться быстрее, чем если имеет лучшее центрирование, и разрушение переходной плиты должно влиять на качество поверхности получаемой в результате литой детали или биллета. Данная система расширения не только создает лучший механизм автоматического центрирования, но также, поскольку переходная плита находится под действием постоянной смещающей силы или силы от кольца круглого сечения, это создает такое центрирование, которое можно, в общем, поддерживать во время расширения и сокращения сборки формы от нагрева, привнесенного расплавленным металлом. Аспекты данного изобретения могут помогать уменьшению или предотвращению разрушения, которое должно происходить в системах известного уровня техники. Также, специалистам в данной области техники должно быть ясно, что другие механизмы приложения смещающей силы, такие как пружина или пластинчатая пружина, можно использовать вместо кольца круглого сечения, при этом данное изобретение не содержит конкретных требований к механизму для практической реализации данного изобретения.
Хотя аспекты и варианты осуществления настоящего изобретения имеют хорошую применимость для форм большого диаметра, данное изобретение или различные аспекты данного изобретения таким применением не ограничены. Когда используют термин форма большого диаметра, в общем, имеют в виду формы диаметром 20 или 21 дюйм или больше.
Специалисту в данной области техники должно быть ясно, что имеются многочисленные варианты осуществления данного изобретения, и изменения элементов и компонентов, которые можно использовать, и все они находятся в рамках объема настоящего изобретения.
В одном варианте осуществления создана, например, система подачи расплавленного металла для непрерывного литья деталей в форме биллетов, содержащая: корпус насадки для распределения расплавленного металла, состоящий из внешней ограждающей стенки насадки и внутренней стенки насадки, концентрически установленной во внешней ограждающей стенке насадки; внутренней стенки насадки, окружающей и образующей отверстие подачи расплавленного металла в форме биллета и включающей в себя множество литников расплавленного металла на внутренней стенке насадки и выполненной с возможностью создания канала потока из внутреннего желоба в отверстие подачи; и впускного желоба, функционально соединенного с внутренним желобом и расположенного с возможностью приема расплавленного металла и подачи его во внутренний желоб в корпусе насадки.
В другом варианте осуществления изобретения предложена сборка формы для непрерывного литья расплавленного металла, включающая в себя систему автоматического центрирования переходной плиты смещающей силой, содержащую: литейное кольцо с верхней наклонной поверхностью, наклоненной внутрь к центру литейного кольца; переходную плиту с нижней наклонной поверхностью, наклоненной радиально наружу и выполненной с возможностью стыковки с верхней наклонной поверхностью литейного кольца; смещающую силу, прикладываемую вниз на переходную плиту; и при этом взаимодействие нижней наклонной поверхности литейного кольца с нижней наклонной поверхностью переходной плиты, объединенное со смещающей силой, создает автоматическое центрирование переходной плиты относительно литейного кольца. В данном варианте осуществления переходная плита может быть снабжена плавающим или нефиксированным стыком с литейным кольцом.
В другом варианте осуществления изобретения создана система формы для непрерывного литья расплавленного металла, имеющая заданную длину канала, содержащая: сборку формы с некоторой длиной канала, сборку формы, включающую в себя по меньшей мере одну разделительную плиту, при этом одна или несколько разделительных плит установлены между переходной точкой и областью выброса с изменением при этом длины канала формы. Таким образом, создают систему формы с изменяемой длиной канала.
В еще одном варианте осуществления изобретения создана система непрерывного литья расплавленного металла для литья деталей в форме биллетов, содержащая: корпус насадки для распределения расплавленного металла, состоящий из внешней ограждающей стенки насадки и внутренней стенки насадки, концентрически установленной внутри внешней ограждающей стенки насадки, внутренней стенки насадки, окружающей и образующей отверстие подачи расплавленного металла в форме биллета и включающей в себя множество литников расплавленного металла на внутренней стенке насадки и выполненной с возможностью создания канала потока из внутреннего желоба в отверстие подачи, и впускного желоба, функционально соединенного с внутренним желобом и расположенного с возможностью приема расплавленного металла и подачи его во внутренний желоб в корпусе насадки; литейное кольцо с полостью формы, расположенное с возможностью приема расплавленного металла из отверстия подачи расплавленного металла корпуса насадки и распределения расплавленного металла, литейное кольцо включает в себя верхнюю наклонную поверхность, наклоненную внутрь к центру литейного кольца; переходную плиту с нижней наклонной поверхностью, наклоненной радиально наружу и выполненной с возможностью стыковки с верхней наклонной поверхностью литейного кольца; смещающую силу, прикладываемую вниз на переходную плиту; при этом взаимодействие верхней наклонной поверхности литейного кольца с нижней наклонной поверхностью переходной плиты, объединенное со смещающей силой, создает автоматическое центрирование переходной плиты относительно литейного кольца; дополнительно содержащая кольцо водяных форсунок, выполненных с возможностью создания выброса хладагента в полость формы; и при этом расстояние между переходной плитой и кольцом водяных форсунок образует длину канала формы, и дополнительно при этом по меньшей мере одна разделительная плита установлена между переходной плитой и кольцом водяных форсунок, при этом по меньшей мере одна разделительная плита выполнена с возможностью изменения длины канала формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ СРЕДСТВОМ И ПРОТИРОМ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2012 |
|
RU2559071C2 |
| СИСТЕМА РЕГУЛИРОВАНИЯ РАСХОДА ГАЗА ДЛЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ РАСПЛАВЛЕННОГО МЕТАЛЛА С ПРОНИЦАЕМЫМИ СТЕНКАМИ ПЕРИМЕТРА | 2007 |
|
RU2433882C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2009 |
|
RU2450923C1 |
| СИСТЕМА, УСТРОЙСТВО И СПОСОБ ВЕНТИЛИРОВАНИЯ БЕССЛИТКОВОГО ЛИТЬЯ | 2021 |
|
RU2815203C1 |
| УПРАВЛЯЮЩАЯ СИСТЕМА ИЗ СТЕРЖНЯ И ПИТАЮЩЕЙ ТРУБКИ ДЛЯ НАГРЕВА РАСПРЕДЕЛИТЕЛЬНЫХ ТРУБЧАТЫХ КОНСТРУКЦИЙ, ИСПОЛЬЗУЕМЫХ ПРИ ЛИТЬЕ МЕТАЛЛА | 2009 |
|
RU2549817C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ | 2015 |
|
RU2686163C2 |
| ЗАТРАВОЧНАЯ ГОЛОВКА ДЛЯ ФОРМЫ НЕПРЕРЫВНОГО ЛИТЬЯ И СВЯЗАННЫЙ С НЕЙ СПОСОБ | 2022 |
|
RU2836427C2 |
| КОМПЕНСИРУЮЩИЙ СТЕРЖЕНЬ ДЛЯ ИСПОЛЬЗОВАНИЯ С СИСТЕМОЙ ЛИТЬЯ И СИСТЕМА ЛИТЬЯ, СОДЕРЖАЩАЯ КОМПЕНСИРУЮЩИЙ СТЕРЖЕНЬ | 2008 |
|
RU2422272C1 |
| СИСТЕМА ЛИТЬЯ | 2018 |
|
RU2760016C2 |
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
Изобретение относится к металлургии, в частности к непрерывному литью деталей в форме биллетов. Устройство для непрерывной разливки содержит систему подачи расплавленного металла, сборку формы и кольцо водяных форсунок. Система подачи металла включает насадку с отверстием для подачи расплава, литники, расположенные по окружности внутренней стенки насадки, и впускной желоб, подающий расплав во внутренний желоб в корпусе насадки. Сборка формы содержит литейное кольцо, переходную плиту и упорное кольцо. На литейном кольце и переходной плите выполнены наклонные поверхности, взаимодействующие друг с другом. Упорное кольцо обеспечивает приложение смещающей силы на переходную плиту и автоматическое центрирование переходной плиты относительно литейного кольца при термическом расширении этих элементов. Для изменения длины формы между переходной плитой и кольцом водяных форсунок устанавливают разделительную плиту. 4 н. и 1 з.п. ф-лы, 12 ил.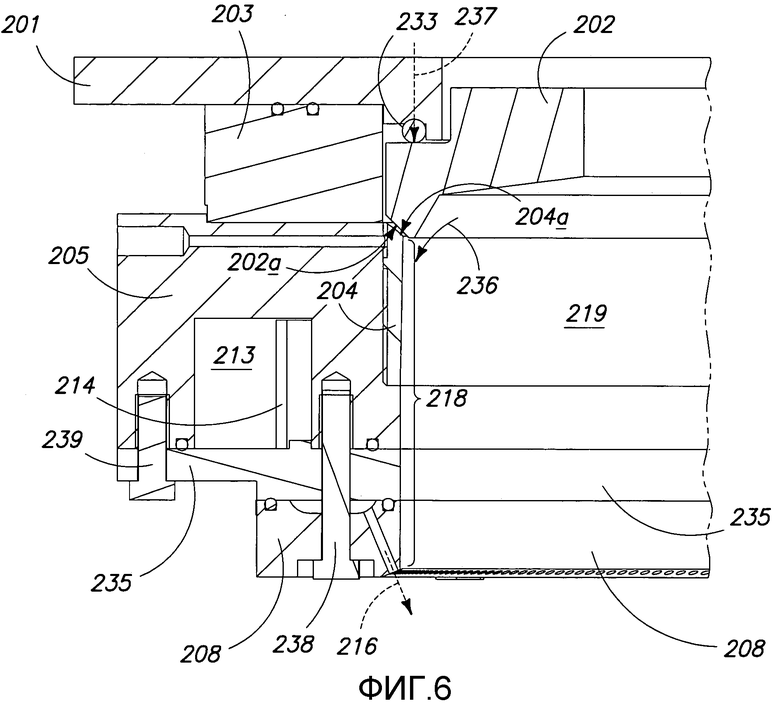
1. Устройство для непрерывной разливки расплавленного металла для литья деталей в форме биллетов, содержащее:
корпус насадки для распределения расплавленного металла, состоящий из внешней ограждающей стенки насадки и внутренней стенки насадки, концентрически установленной внутри внешней ограждающей стенки насадки, при этом внутренняя стенка насадки окружает и образует отверстие подачи расплавленного металла в форме биллета и включает в себя множество литников расплавленного металла по окружности внутренней стенки насадки, а также выполнена с возможностью создания канала для потока металла из внутреннего желоба в отверстие подачи, и впускного желоба, функционально соединенного с внутренним желобом и расположенного с возможностью приема расплавленного металла и подачи его во внутренний желоб в корпусе насадки,
литейное кольцо формы с полостью, расположенное с возможностью приема расплавленного металла из отверстия подачи расплавленного металла корпуса насадки для распределения расплавленного металла, при этом литейное кольцо включает в себя верхнюю наклонную поверхность, наклоненную внутрь к центру литейного кольца,
переходную плиту с нижней наклонной поверхностью, наклоненной радиально наружу и выполненной с возможностью взаимодействия с верхней наклонной поверхностью литейного кольца,
упорное кольцо, обеспечивающее приложение смещающей силы вниз на переходную плиту,
при этом взаимодействие верхней наклонной поверхности литейного кольца с нижней наклонной поверхностью переходной плиты, объединенное со смещающей силой, обеспечивает автоматическое центрирование переходной плиты относительно литейного кольца,
при этом устройство дополнительно содержит кольцо водяных форсунок, выполненных с возможностью создания выброса хладагента в полость формы, и
при этом расстояние между переходной плитой и кольцом водяных форсунок образует длину канала формы, и дополнительно при этом по меньшей мере одна разделительная плита установлена между переходной плитой и кольцом водяных форсунок, причем по меньшей мере одна разделительная плита выполнена с возможностью изменения длины канала формы.
2. Сборка формы для непрерывной разливки расплавленного металла, выполненная с возможностью автоматического центрирования переходной плиты при приложении смещающей силы, содержащая
литейное кольцо с верхней наклонной поверхностью, наклоненной внутрь к центру литейного кольца,
переходную плиту с нижней наклонной поверхностью, наклоненной радиально наружу и выполненной с возможностью взаимодействия с верхней наклонной поверхностью литейного кольца,
упорное кольцо, обеспечивающее приложение смещающей силы вниз на переходную плиту, и
при этом взаимодействие верхней наклонной поверхности литейного кольца с нижней наклонной поверхностью переходной плиты, объединенное со смещающей силой, обеспечивает автоматическое центрирование переходной плиты относительно литейного кольца.
3. Сборка формы по п.2, в которой дополнительно переходная плита нефиксированно стыкуется с литейным кольцом.
4. Сборка формы для непрерывной разливки расплавленного металла, имеющая изменяемую длину канала, содержащая
литейное кольцо с верхней наклонной поверхностью, наклоненной внутрь к центру литейного кольца,
переходную плиту с нижней наклонной поверхностью, наклоненной радиально наружу и выполненной с возможностью взаимодействия с верхней наклонной поверхностью литейного кольца,
упорное кольцо, обеспечивающее приложение смещающей силы вниз на переходную плиту, и при этом взаимодействие верхней наклонной поверхности литейного кольца с нижней наклонной поверхностью переходной плиты, объединенное со смещающей силой, обеспечивает автоматическое центрирование переходной плиты относительно литейного кольца,
и включающая в себя по меньшей мере одну разделительную плиту, при этом одна или несколько разделительных плит могут устанавливаться между переходной плитой и областью выброса хладагента для изменения длины канала формы.
5. Система подачи расплавленного металла устройства непрерывной разливки расплавленного металла для литья деталей в форме биллетов, содержащая
корпус насадки для распределения расплавленного металла, состоящий из внешней ограждающей стенки насадки и внутренней стенки насадки, концентрически расположенной внутри внешней ограждающей стенки насадки, при этом
внутренняя стенка насадки окружает и образует отверстие подачи расплавленного металла в форме биллета и включает в себя множество литников расплавленного металла по окружности внутренней стенки насадки, при этом стенка выполнена с возможностью создания канала для потока металла из внутреннего желоба в отверстие подачи, и
впускной желоб, функционально соединенный с внутренним желобом и расположенный с возможностью приема расплавленного металла и подачи его во внутренний желоб в корпусе насадки.
| US 3375863A, 02.04.1968 | |||
| US 4709744A, 01.12.1987 | |||
| US 4660615A, 28.04.1987 | |||
| US A5873405A, 23.02.1999 |

