Перекрестная ссылка на родственные заявки
Эта заявка PCT испрашивает приоритет по предшествующим заявкам, как изложено в форме заявки PCT, регистрируемой с настоящим документом.
Область техники
Данное изобретение имеет отношение к системе создания усовершенствованного газового потока в литейные формы на формовочном столе, использующей проницаемые стенки периметра вокруг выходного отверстия литейной формы в литейных формах для литья метала.
Уровень техники
Металлические слитки, биллеты и другие литые детали можно выполнять способом литья, использующим ориентированную вертикально литейную форму, расположенную над большим литейным проемом ниже уровня пола сооружения для литья металла, хотя данное изобретение можно также использовать для горизонтальных литейных форм. Нижним компонентом вертикальной литейной формы является затравочный блок. Когда начинается процесс литья, затравочные блоки находятся в своей крайней верхней позиции в литейных формах. Когда расплавленный металл заливают в отверстие литейной формы или полость и охлаждают (обычно водой), затравочный блок медленно опускают на заданный уровень гидравлическим цилиндром или другим устройством. Когда затравочный блок опускают, затвердевший металл или алюминий выходит со дна литейной формы и образуются слитки, круглые заготовки или биллеты различных геометрических форм, которые также можно именовать литыми деталями.
Вокруг выходного отверстия литейной формы некоторых из таких литейных форм предусмотрена проницаемая стенка периметра, которая в случае литых деталей с круговым диаметром имеет форму замкнутого кольца. Любую из различных по форме стенок можно использовать в литейной форме, и никакой конкретной формы не требует практическое применение данного изобретения. Хотя проницаемая стенка периметра обычно выполнена из графита, она также может быть выполнена из другого материала. Проницаемость стенки периметра позволяет подавать газ и/или смазку сквозь стену и создавать силу давления газа вокруг литейной формы и отливаемой детали. Газ и смазка улучшают процесс отливки и качество литой детали. Хотя изобретение в целом применяется к литью металлов, включающих в себя не в качестве ограничения алюминий, латунь, свинец, цинк, магний, медь, сталь, и т.п., приведенные примеры и раскрываемый предпочтительный вариант осуществления изобретения направлен на алюминий, и, следовательно, термины алюминий и расплавленный металл использованы повсеместно для единообразия, даже если изобретение применяется к металлам в более общем смысле.
Хотя существуют многочисленные пути получения и выполнения устройства вертикальной отливки, на фиг.1 показан один пример. На фиг.1, вертикальное литье алюминия в общем происходит в литейном проеме под уровнем отметки заводского пола. Прямо под полом литейного проема 101 имеется кессон 103, в котором размещена гильза 102 гидравлического цилиндра.
Как показано на фиг.1, компонентами нижнего участка типичного вертикального устройства литья алюминия, показанного внутри литейного проема 101, и кессона 103 являются гильза 102 гидравлического цилиндра, плунжер 106, кожух 105 установочной опоры основания, опорный стол 107 плунжера и основание 108 затравочного блока (также именуемое затравкой, или нижней плитой), все показано на отметках под полом 104 литейного сооружения.
Кожух 105 установочной опоры установлен на пол 101a литейного проема 101, и под ним находится кессон 103. Кессон 103 ограничен своими боковыми стенками 103b и своим дном 103a.
Типичная сборка 110 формовочного стола также показана на фиг.1, сборку можно отклонять, как показано гидравлическим цилиндром 111, толкающим рычагом 110a отклонения формовочного стола, так что он вращается вокруг точки 112 и тем самым поднимает и поворачивает главную сборку литейной рамы, как показано на фиг.1.
Имеются также тележки для формовочного стола, которые обеспечивают перемещение сборок формовочного стола по направлению к позиции для отливки над литейным проемом.
На фиг.1 дополнительно показан опорный стол 107 плунжера и основание 108 затравочного блока, частично спущенные в литейный проем 101 с частично выполненной литой деталью или биллетом 113. Слиток 113 находится на основании 108 затравочного блока, вводимого в начале процесса, которое может включать в себя затравочную насадку или нижнюю плиту, которая обычно (но не всегда) стоит на основании 108 затравочного блока, все это известно в уровне техники, и нет необходимости по этой причине их показывать или описывать более детально. Хотя термин затравочный блок использован для позиции 108, следует отметить, что термины нижняя плита и затравочная насадка также используются в промышленности для обозначения позиции 108, нижнюю плиту обычно используют, когда отливают слиток и затравочную насадку, когда отливают биллет.
Хотя основание 108 подкладываемого блока на фиг.1 показано только для одного затравочного блока 108 и тумбы 115, как правило, несколько блоков и тумб устанавливают на каждом основании затравочного блока при одновременной отливке биллетов, специальных формы или слитков, когда затравочный блок опускают в процессе литья.
Когда рабочую жидкость вводят в гидравлический цилиндр под достаточным давлением, плунжер 106 и, следовательно, затравочный блок 108 поднимают на уровень начальной отметки, необходимый для процесса литья, при этом затравочные блоки находятся в сборке формовочного стола 110.
Спуск затравочного блока 108 выполняют дозированием выпуска рабочей жидкости из цилиндра с заданным расходом, при этом происходит опускание плунжера 106 и, следовательно, затравочного блока на заданный и регулируемый уровень. Литейная форма регулируемо охлаждается во время процесса, чтобы облегчить затвердевание выходящих слитков или биллетов, обычно с использованием средств водяного охлаждения.
Имеется множество технологий литья и разливки, которые подходят к формовочным столам, какая-либо конкретная из них не требуется для практического осуществления различных вариантов осуществления данного изобретения, поскольку они известны средним специалистам в данной области техники.
Верхняя сторона типичного формовочного стола функционально соединена или взаимодействует с системой распределения металла. Типичный формовочный стол также функционально соединен с литейными формами, которые он вмещает.
Когда металл отливают с использованием формы для непрерывной вертикальной разливки, расплавленный металл охлаждается в литейной форме и непрерывно выходит с нижнего конца литейной формы при опускании затравочного блока 108. Выходящий биллет, слиток или другая конфигурация должна достаточно затвердеть, чтобы поддерживать необходимую форму. Существует воздушный промежуток между выходящим затвердевшим металлом и проницаемой окружной стенкой. Под ней существует также воздушная полость литейной формы между выходящим затвердевшим металлом, и нижним участком, и проницаемой окружной стенкой.
После завершения конкретной отливки, как описано выше, формовочный стол, как правило, наклоняется вверх и в сторону от верха литейной ямы, как показано на фиг.1. Когда формовочный стол наклоняют или поворачивают, и без системы контроля смазки, смазочный материал стремится вытекать из желоба, просачивается либо в литейную яму или на пол литейного сооружения.
Использование проницаемой или пористой стенки периметра доказало, что является действенным как эффективным путем для распределения смазки и газа для внутренней поверхности литейной формы для непрерывной разливки, один пример которой описан в патенте США US 4598763, выдан Wagstaff, который включен в данный документ путем данной ссылки, как полностью изложенный в данном документе.
В обычном использовании проницаемой стенки периметра смазка и газ подаются к внешней стенке под давлением через канавки или каналы подачи в стенке периметра, обычно используя канал питания (если канавки используют для подачи смазки) и один или два канала питания (канавок) для подачи газа. Предпочтительно смазкой являются синтетические масла, в то время как предпочтительным газом в настоящее время является воздух. Смазка и газ затем проникают через стенку периметра и подаются к внутреннему объему литейной формы как часть процесса литья.
Стенки периметра на существующих формовочных столах имеют каналы подачи для подачи смазки и/или газа, при этом каналы подачи могут быть кольцеобразными каналами подачи в форме канавок с одинаковой глубиной и шириной, или они могут быть отверстиями, частично просверленными в стенках периметра, или любым другим средством подачи данного предназначения. Стандартная стенка периметра имеет отдельные канал подачи смазки и канал подачи газа.
Хотя варианты осуществления и аспекты данного изобретения направлены на графитовые кольца, варианты не ограничиваются графитом. Графит оказался предпочтительным проницаемым материалом для использования как материал или вещество для внешней стенки.
В некоторых вариантах осуществления изобретения необходимо иметь одинаковый массовый расход потока газа через каждое проницаемое кольцо на конкретном формовочном столе. В обычной литейной форме существующего уровня техники давление, при котором газ подают на каждое кольцо, является, как правило, одинаковым, хотя давление повышается и/или понижается на всех проницаемых стенках периметра до, во время и после пуска.
Не бывает двух одинаковых проницаемых колец, и каждое обеспечивает проход газа или потока газа по-разному. Дополнительно к этому при прохождении срока службы конкретного проницаемого кольца его проницаемость уменьшается вследствие нескольких различных факторов (закупоривания, нагара или просто характеристик отдельного проницаемого кольца и подобного).
Системы по предшествующему уровню техники на основе продавливания газа под давлением через проницаемые кольца, как правило, предусматривают подачу газа под одним давлением во все проницаемые кольца. Хотя желательно получение одинаковой же величины массового расхода газа через каждое проницаемое кольцо на формовочном столе, реальные отличия каждого проницаемого кольца и скорость уменьшения их проницаемости вызывают ситуацию, при которой массовые расходы газа через разные проницаемые кольца отличаются или изменяются. Это особенно наглядно, если расход газа, подаваемого на все проницаемые кольца на формовочном столе, одинаков. Попытки затем достижения приблизительно равного потока обычно требуют настройки оператором давления для каждой литейной форме, что требует от операторов проводить больше времени у литейного проема, чем необходимо.
Так как входное давление для стола создает одно давление для потока газа, если клапан давления вручную повернут вверх для увеличения потока к проницаемым кольцам, которые закупориваются первыми, также имеет нежелательный эффект возрастания давления и, следовательно, потока к другим проницаемым кольцам, которые пропускают больший поток.
В существующем уровне техники, обычно при запуске или до запуска литья на данном формовочном столе, регулятор давления может быть вручную установлен на конкретную величину давления, такую как 60 фунт/дюйм2 для всего стола. При запуске давление будет повышено, например, до 100 фунт/дюйм2, и затем, после фазы запуска, давление может быть понижено до 70 или 80 фунт/дюйм2 для рабочего давления. Это обычная работа, основанная на давлении для получения потока газа к отдельным литейным формам на формовочном столе, с использованием проницаемых стенок периметра. Она обычно требует нахождения персонала около литейного проема.
Задачей некоторых вариантов осуществления изобретения является создание системы для потока газа, которая обеспечивает более равномерный массовый расход газа или расход газа через проницаемые стенки периметра в литейных формах на конкретном формовочном столе.
Также задачей некоторых вариантов осуществления изобретения является создание системы регулирования массового расхода газа, регулирующей поток газа на каждую отдельную литейную форму более строго и в более автоматизированном режиме, таким образом требуя меньшего присутствия оператора около литейного проема.
Некоторые варианты осуществления или аспекты данного изобретения предусматривают массовый расходомер, который, если необходимо, можно устанавливать за пределами литейной ямы. Варианты осуществления данного изобретения основаны на измерении массового расхода газа, что приводит к более однородному массовому расходу газа через каждое проницаемое кольцо и более равномерному расходу на каждой из множества проницаемых стенок периметра на конкретном формовочном столе.
Так же средним специалистам в данной области техники должно быть ясно, что применение в данном изобретении системы SCADA, которая регистрирует и записывает важные и второстепенные параметры работы литейной формы, можно использовать в общем контроле процесса литья и предусмотреть установление заданных значений для одного или нескольких параметров для лучшего контроля процесса и предотвращения отказов. Запись и мониторинг расходов газа для литья и «противодавления» литейной формы, например, дает возможность усовершенствования технологического процесса и оценки состояния литейной формы. Такой вид сбора данных можно использовать для подачи оператору тревожных сигналов для любого одного или нескольких плановых мероприятий, таких как подача тревожного сигнала, когда литейная форма готова к снятию с формовочного стола и замене.
Другие задачи, признаки и преимущества данного изобретения станут ясными из подробного описания изобретения, формулы изобретения и прилагаемых чертежей, которые составляют его часть. При выполнении задач данного изобретения необходимо понимать, что его существенные признаки подвержены изменениям в образце и конструкции устройства, поскольку только один практичный и предпочтительный вариант осуществления изобретения показан на прилагаемых чертежах, как это и требуется.
Краткое описание чертежей
Предпочтительные варианты осуществления изобретения описаны ниже со ссылкой на прилагаемые чертежи.
На фиг.1 показан вид сбоку вертикального литейного проема, кессона и устройства литья металла по существующему уровню техники.
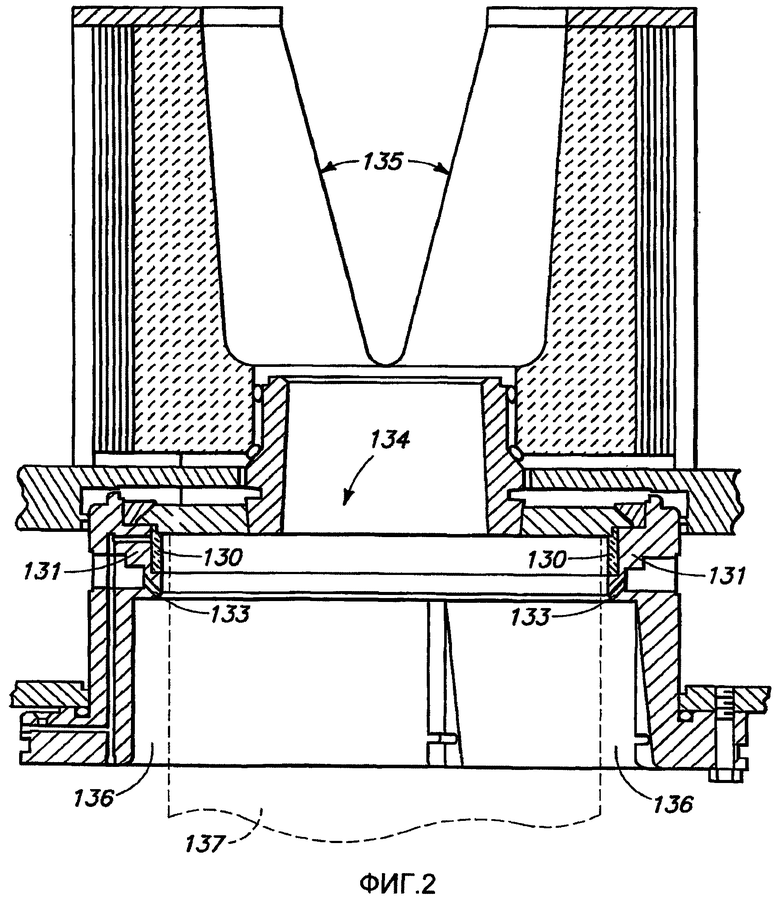
На фиг.2 показан вид сбоку сечения типичной литейной сборки по существующему уровню техники, показывающий стенку периметра в рабочем положении.
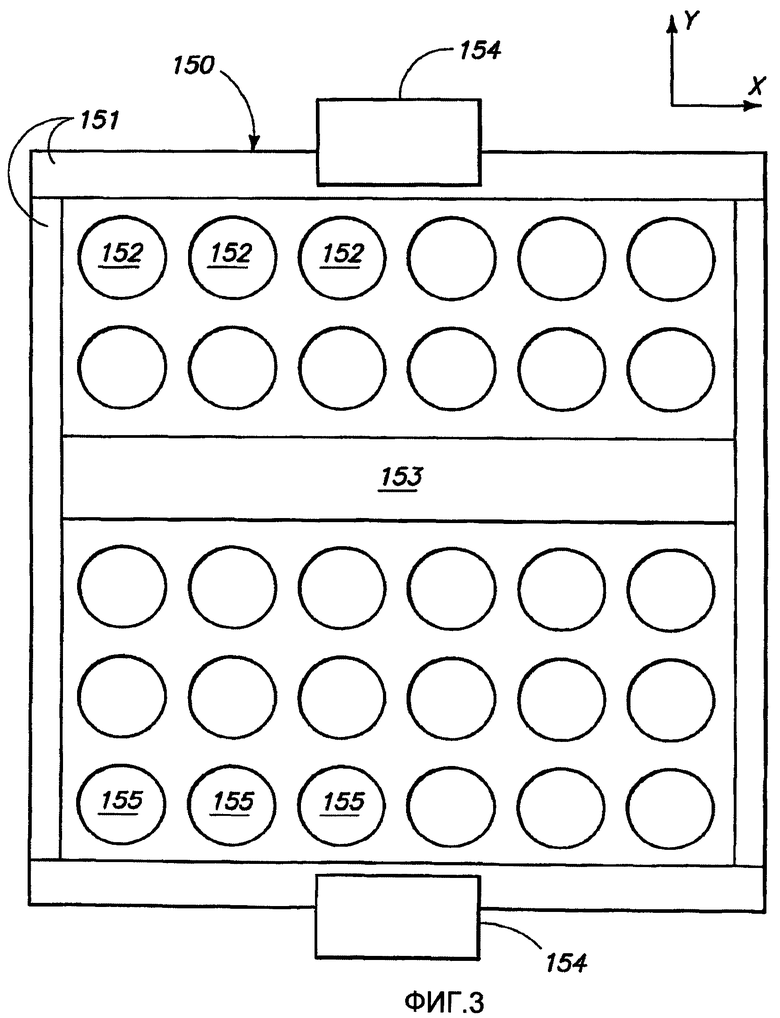
На фиг.3 показан схематичный вид сверху примера конструкции формовочного стола с многочисленными литейными формами.
На фиг.4 показан вид сечения проницаемой стенки периметра, которая может представлять собой графитовое кольцо, посаженное в литейный корпус, на котором показано прохождение смазки и/или газа через корпус.
На фиг.5 показан изометрический вид формовочного стола, на котором можно использовать варианты осуществления данного изобретения.
На фиг.6 показан изометрический вид одного примера проницаемой стенки периметра, которую можно использовать в вариантах осуществления данного изобретения.
На фиг.7 показан вид сверху проницаемой стенки периметра, изображенной на фиг.6.
На фиг.8 показана схема системы по предшествующему уровню техники, изображающая клапан ручного управления и возникновение противодавления от проницаемого кольца периметра.
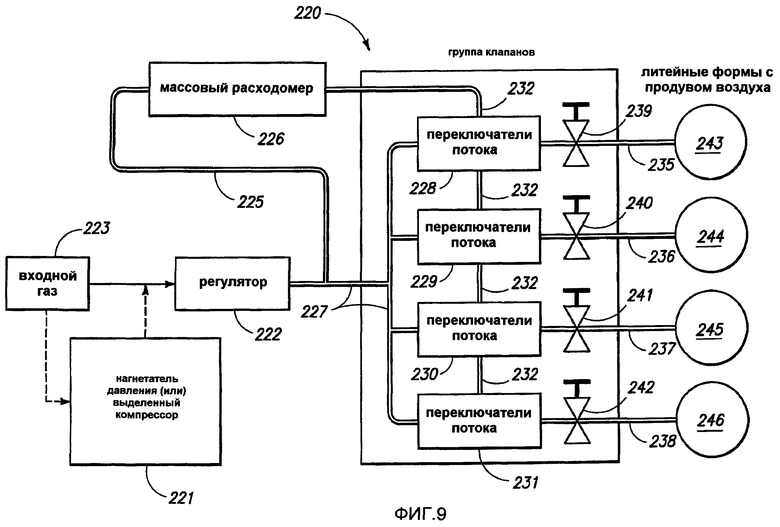
На фиг.9 схематично представлена конфигурация системы потока газа с ручным управлением для разнообразных литейных форм на формовочном столе.
На фиг.10 схематично представлена конфигурация, которая может быть использована в некоторых вариантах осуществления изобретения для многочисленных литейных форм.
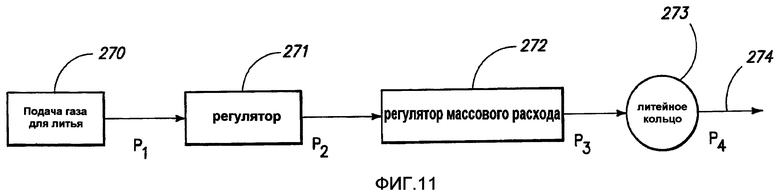
На фиг.11 схематично представлен один вариант осуществления изобретения, в котором регулятор массового расхода может использовать данные измеряемого давления для установления равного массового расхода для множества литейных форм на формовочном столе.
На фиг.12 показано изображение настольного персонального компьютера, который можно использовать в вариантах осуществления данного изобретения.
На фиг.13 показан вид сверху примера блока управления текучей средой на формовочном столе с блоком управления массового расхода, установленным относительно него.
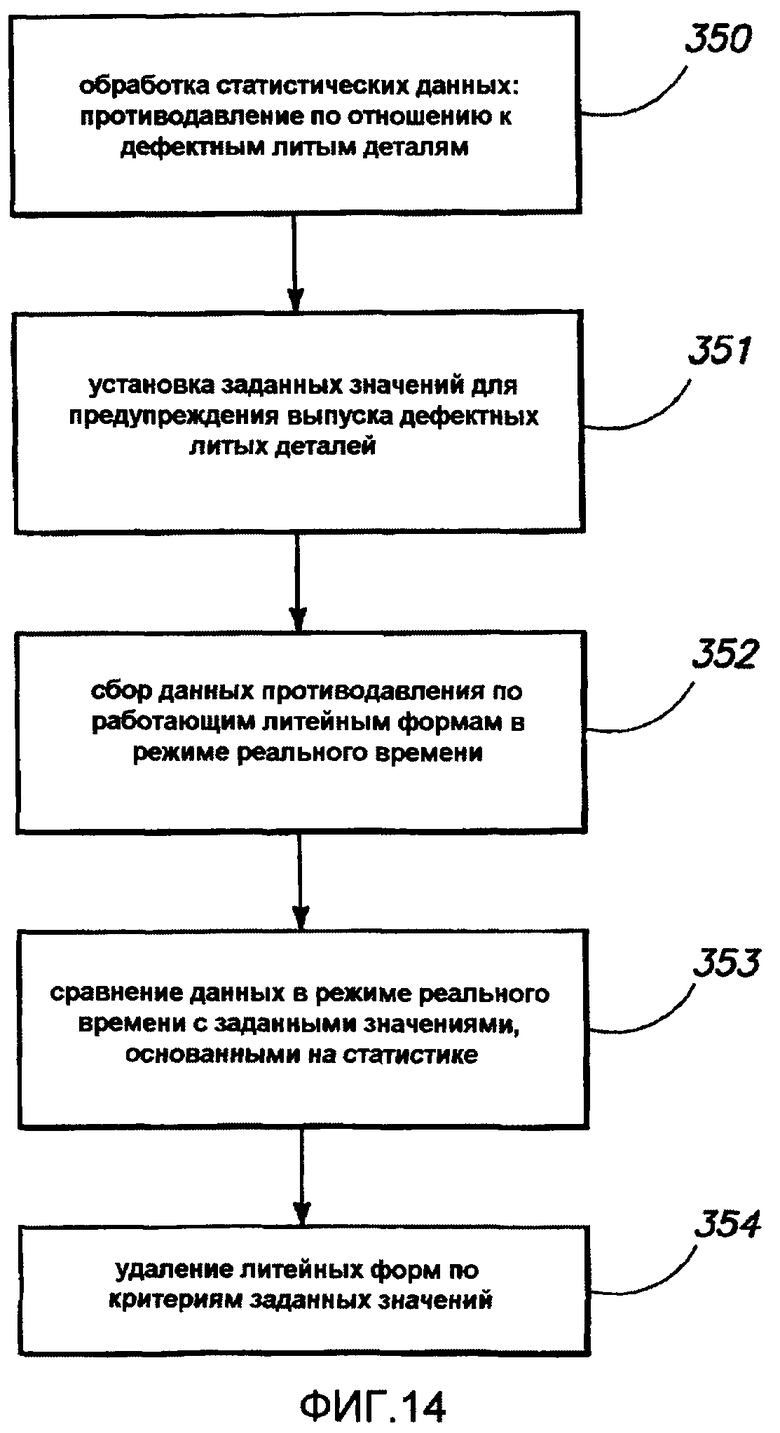
На фиг.14 показана общая блок-схема технологического процесса предложенного в вариантах осуществления изобретения для использования параметров статистических данных для прогнозирования и исключения производства дефектных биллетов.
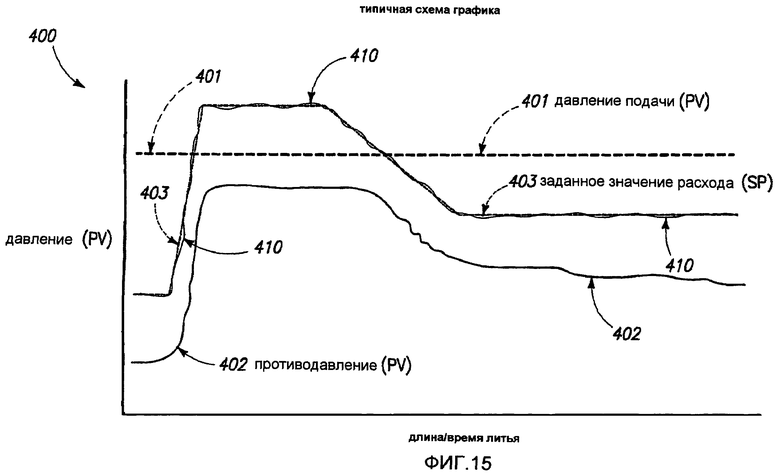
На фиг.15 показана схема типичного графика для анализа тренда статистических данных.
На фиг.16 показана схема типичного графика, такого, как показан на фиг.15, при тревожном сигнале по низкому расходу.
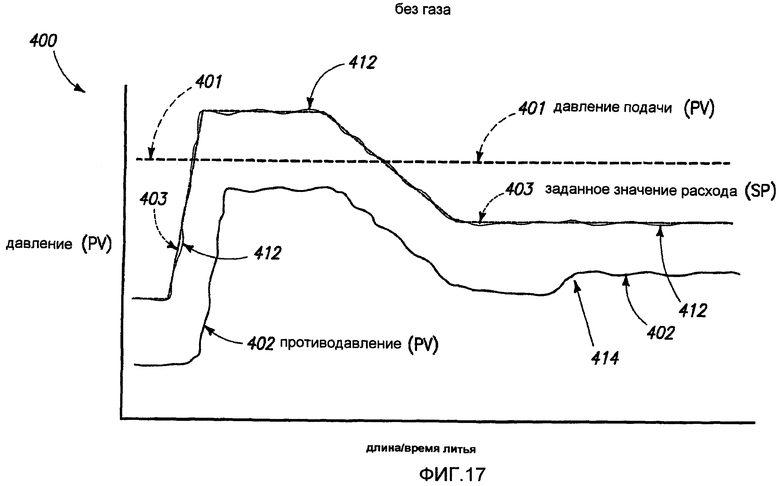
На фиг.17 показана схема типичного графика, такого, как показан на фиг.15, при условии отсутствия прохождения газа.
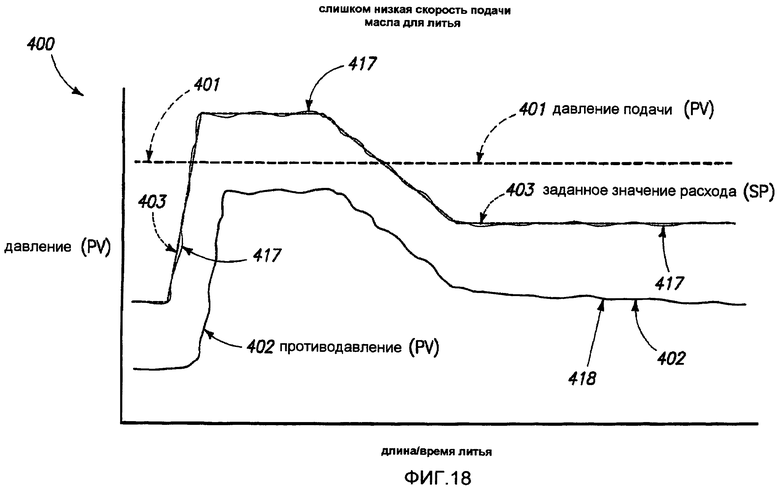
На фиг.18 показана схема типичного графика, такого, как показан на фиг.15, при слишком низким расходе подачи смазки для изложницы.
На фиг.19 показана схема типичного графика, такого, как показан на фиг.15, при слишком высоком расходе подачи смазки для изложницы.
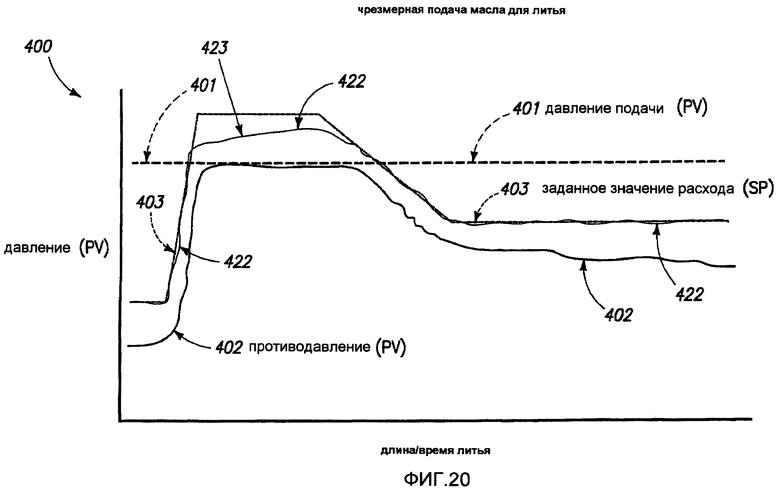
На фиг.20 показана схема типичного графика, такого, как показан на фиг.15, при уровне чрезмерной подачи смазки для изложницы.
Подробное описание вариантов осуществления изобретения
Многие из крепящих, соединяющих, изготовляющих и других средств и компонентов, используемых в области описанного изобретения, являются широко известными и используемыми в области техники описываемого изобретения, и указание на их точную суть или тип не обязательны для понимания и использования данного изобретения специалистами в данной области техники или науки; поэтому они не будут рассматриваться подробно. Кроме того, различные компоненты, показанные или описанные в данном документе, для любого конкретного применения данного изобретения можно изменять или менять как предлагает данное изобретение и практическое конкретное применение или вариант осуществления любого элемента может уже быть широко известным или используемым в технике или специалистами в данной области техники или науки; поэтому каждый из них не должен обсуждаться с существенными деталями.
Артикли «a», «an» и «the» при использовании в формуле изобретения в данном документе используются согласованно со сложившейся практикой сокращения формулы изобретения и не для ограничения. Если иное специально не установлено в данном документе, артикли «a», «an» и «the» не дают ограничения одним таким элементом, но вместо этого означают «по меньшей мере».
Литейная форма должна иметь возможность приема расплавленного металла от источника расплавленного металла, каким бы конкретным типом источника он не был. Полости литейной формы в литейной форме должны поэтому быть ориентированы на позиции приема жидкого или расплавленного металла относительно источника расплавленного металла.
Следует понимать, что данное изобретение применимо и может использоваться в соединении с различными типами литья металлов и технологий и конфигураций разливки, включающих в себя, но этим не ограниченных, как технологию с прибыльной надставкой, так и обычную технологию разливки. Дополнительно понятно, что данное изобретение может использоваться на устройствах горизонтального или вертикального литья.
Термин вокруг не ограничивает значение непрерывностью вокруг всего предмета, такого как полость литейной формы, но вместо этого означает по существу вокруг него. Термин окружной при использовании в данном документе в отношении каналов подачи во внешней стенке не ограничивается каналом подачи или позицией, продолжающейся вокруг полной окружности, но вместо этого также включает в себя каналы, продолжающиеся вокруг части, а не полной окружности. Каналы подачи могут, таким образом, продолжаться вокруг полной окружности стенки периметра.
Когда в данном документе используют термин проницаемый для проницаемого корпуса стенки периметра, весь корпус стенки периметра не обязательно должен быть проницаемым, но вместо этого таким может быть только участок, сквозь который необходим проход смазки и/или потока газа. Термин литая деталь или металлическая литая деталь при использовании в данном документе означает любую литую деталь, затвердевшую во время процесса литья, а не какую-либо одну конкретную, требуемую для практического осуществления, включающую в себя, без ограничения, круглые заготовки, биллеты, слитки и любое из числа различных других форм, известных на рынке.
Предпочтительные стенки периметра, предложенные данным изобретением, в общем, являются жесткими или сплошными, но это не обязательно, поскольку они могут являться полужесткими и не совсем сплошными в рамках предложения данного изобретения. Специалистам в области техники должно быть также ясно, что стенка периметра, предложенная данным изобретением, может практически применяться как моноблочная деталь стенки периметра или множество секций, помещенных вместе для образования стенки периметра. Это должно быть, в частности, применимо для литейных форм специальной формы.
Термин расход при использовании в данном документе и в формуле изобретения может включать в себя не только фактический или измеренный расход, но также рассчитанный расход.
Когда есть ссылка на то, что стенки периметра расположены вокруг каждой полости литейной формы, это означает, что стенка периметра расположена вокруг той части полости литейной формы, в которой она может быть использована, как описано в патенте США US 4598763, который ранее включен в данный документ путем ссылки, или в других местах, понятных специалистам в области техники. Это место обычно может быть промежуточным местом или местом на выходе из полости литейной формы, как дополнительно показано на фиг.2.
Проницаемость стенки периметра или проницаемой стенки является в общем функцией от: типа и качества материала, где обычным материалом является графит; неравномерности пористости проницаемого материала; вязкость масла насыщенности смазочным маслом литейного кольца; и отложений в ней, при этом отложения могут являться, например, нагаром, полимерами, остатками или тому подобным). Для каждой отдельной литейной формы проницаемый материал (графит) и неравномерности пористости являются в общем постоянными и со временем не меняются. Вязкость масла и насыщенность им стенки периметра являются переменными и могут меняться во время каждой операции литья. Вязкость масла уменьшается с увеличением температуры, связанной с введением жидкого металла, и уровни насыщенности маслом зависят от скорости подачи масла и других факторов. Эти краткопериодические переменные могут увеличивать или уменьшать проницаемость литого кольца. Действие отложений вследствие расщепления смазочного масла являются долгосрочным фактором, который постепенно в целом уменьшает проницаемость стенки периметра. Эти отложения являются причиной выхода из строя стенок периметра и их замены во время восстановления литейной формы.
Как должно быть ясно, когда проницаемость литого кольца уменьшается, давление подачи газа для литья должно увеличиваться с целью поддержания одинакового массового расхода газа.
Необходимым признаком вариантов осуществления данного изобретения является автоматическая настройка системой давления газа на каждой отдельной литейной форме для уравновешивания как кратковременных, так и долговременных изменений проницаемости литейного кольца для поддержания необходимого массового расхода газа для литья.
Если расход более чем двухмерный, он должен иметь тенденцию следования закону Дарси более точно, или применение закона Дарси к нему будет проще. Однако, так как поток обязательно трехмерный, прогнозы можно выполнять по закону Дарси, но поток будет, в общем, труднее прогнозировать. К тому же в некоторых случаях применения смазка и газ могут смешиваться при подаче в материал, в данном случае расход может дополнительно меняться от прогнозируемого, или становится менее прогнозируемым по закону Дарси. Чем больше имеется отклонений от закона Дарси, тем больше требуется опытных данных, на которые необходимо опираться.
Прежде чем перейти к конкретным чертежам, показывающим один или несколько вариантов осуществления изобретения, должно быть дано описание общих компонентов. В нескольких предпочтительных вариантах осуществления изобретения должен быть установлен регулятор массового расхода на формовочном столе или вблизи него и контролируемых литейных форм, и варианты осуществления блока управления массовым расходом могут включать в себя: полевой программируемый логический контроллер (PLC), устройства управления ввода/вывода I(O) и связи. В системе может быть ненужным использование протоколов связи, стандартов связи локальных сетей для связи между программируемым логическим контроллером и входом/выходом регуляторов массового расхода. Регулятор давления можно аналогично размещать на установке или на формовочном столе, и блок может быть установлен на формовочный стол для минимизирования трубок, проходящих от регуляторов расхода к формам, что уменьшает перепад давления в трубка.
Варианты осуществления блока управления массового расхода можно легко интегрировать в существующие сооружения или устанавливать на некоторых существующих формовочных столах, и предпочтительно, чтобы сжатый газ для литья и сети питания с постоянным током напряжением 24 B и кабеля связи CAT5 были в наличии или созданы для обеспечения изобретения, для переоборудования или первичной установки. Система подачи газа должна также использовать элементы, общие для зон литейных проемов, такие как источник сжатого газа (который может, например, подаваться при 135 фунтов/дюйм2), предпочтительно фильтрованного (до, например, пяти микрон) и сухого (например, с точкой росы при минус 40°С), и электропитание переменным током напряжением 120 В при минимум 15 А. Источник сжатого газа должен иметь давление выше заданного давления регулируемого газа, которое составляет предпочтительно 120 фунтов/дюйм2.
Блок управления массовым расходом может также включать в себя сплошной защитный кожух для защиты компонентов от случайных всплесков металла или других нежелательных помех окружающей среды вместе с обеспечением внутреннего охлаждения блока, если его создают в данном способе применения изобретения.
Другим желательным признаком вариантов осуществления блока управления массовым расходом, предлагаемого данным изобретением, является то, что его можно использовать на других формовочных столах или его взаимозаменяемость с их блоками. Так, блок управления массовым расходом можно убрать с формовочного стола, на котором он работает, и можно легко использовать на других формовочных столах или убрать по другим причинам.
Это изобретение дополнительно использует регулятор массового расхода вместо только главного регулятора давления для изменения подачи газа к каждому выходному отверстию полости литейной формы. Средним специалистам в данной области техники должно быть ясно, что это должно уменьшить или устранить ошибку, связанную с воздействиями, испытываемыми в существующем уровне техники при простом изменении давлений газа. Считают и должно быть ясным, что это должно увеличивать срок службы проницаемых стенок периметра, которые могут представлять собой графитовые литейные кольца, обеспечивая работу системы под более высоким давлением, чем в системах существующего уровня техники. Это также должно обеспечивать данной системе управления более эффективную подачу газа через менее пористые или менее проницаемые стенки периметра на любом этапе технологического процесса, включая в себя этап после снижения проницаемости во время заливки. Средние специалисты в области техники должны распознать преимущества в работе и экономике для обеспечения системы поддержания надлежащих однородных потоков газа для литья (массовых расходов) при закупоривании проницаемых стенок и уменьшения стоимости расходных материалов литья с проницаемыми стенками, такими как графитовые кольца.
Средним специалистам в области техники также должно быть ясно, как варианты осуществления данной системы по существу исключают необходимость в настройке расхода газа оператором литейной формы, поскольку система автоматически настраивает расход газа для литья для каждой литейной формы на правильные параметры настройки, что повышает равномерность потока газа для литья от литейной формы к литейной форме, от отливки к отливке.
С возможностями сбора и хранения данных согласно изобретению система может устанавливать оптимальные или предпочтительные параметры настройки или расходы газа, основанные на конкретных характеристиках данной литейной формы. Например, если во время первой отливки определено, что конкретная литейная форма работает более предпочтительно при конкретном расходе газа, с целью оптимизации, например, поверхности биллета, данная вариация в параметрах потока может сохраняться в электронном запоминающем устройстве и в программируемом логическом контроллере и данные аналогичные параметры могут использоваться при последующем литье. Данные параметры настройки могут также переустанавливаться, если конкретную целевую литейную форму снимают со стола и заменяют новой литейной формой.
Варианты осуществления данного изобретения также дают возможность настройки расхода с пульта управления оператора формовочного стола или с использованием беспроводных переносных устройств, которые можно переносить на разные места вокруг литейного проема для прямого наблюдения биллетов в процессе отливки, таких как планшетный интерфейс. Планшетный интерфейс должен создавать дополнительный путь сообщения необходимых команд и изменений системы на программируемый логический контроллер для включения в состав системы управления потоком газа.
Из описания изобретения специалистам в данной области техники должно быть ясно, что изменение расхода газа можно выполнять глобально для совокупности литейных форм на формовочном столе или независимо для конкретных форм. С возможностью управления потоком газа к каждой отдельной литейной форме данное изобретение создает дополнительную конфигурацию, обеспечивающую сохранение и поддержание заданных значений расходов газа для каждой литейной формы, независимо обеспечивающую автоматическое внесение поправок для изменяющихся условий в проницаемой стенке от отливки к отливке.
В целом в существующих системах желательно первоначальное использование заданного давления, скажем 45 фунт/дюйм2, при заполнении форм расплавленным металлом, при этом целью является получение одинакового массового расхода через каждую литейную форму. Когда формовочный стол опускают, давление газа поднимают до около 100 фунт/дюйм2 с использованием дополнительного давления, кроме прочего, для уменьшения оксидной пленки металла, которая может мешать легкому движению литой детали. После спуска платформы литой детали на около 8-12 дюймов давление газа обычно предпочтительно уменьшают до около 60 или 70 фунт/дюйм2 до «рабочего давления», необходимого давления, при котором проводят процесс литья. В типичных литейных столах с проницаемыми стенками давление заполнения может поэтому составлять около 45 фунт/дюйм2, начальное давление около 100 фунт/дюйм2 и рабочее давление около 70 фунт/дюйм2. Вместе с тем данные существующие системы не сфокусированы на массовом расходе, как это необходимо, и массовый расход, в общем, включает в себя отдельное или независимое измерение или расчет по данным других измерений.
На фиг.1 показан вид сбоку типичного вертикального литейного проема по существующему уровню техники, с кессоном и устройством металлического литья, описанными более подробно выше.
На фиг.2 показана стенка 130 периметра по существующему уровню техники на месте в литейной форме, упирающаяся в корпус 131 литейной формы. Корпус 131 литейной формы, объединенный с каналами смазки и подачи газа в стенке периметра, образует пути прохода смазки и газа, по которым смазку и газ подают для проникновения сквозь стенку 130 периметра. Хладагент вводят для затвердевания выпускаемого металла через пути 133 прохода хладагента.
На фиг.2 дополнительно показано входное отверстие 134 литейной формы, огнеупорные блоки 135 для направления расплавленного металла во входное отверстие 134 литейной формы. В варианте осуществления на фиг.2 показаны выходящий затвердевший биллет 137 и воздушная полость 136 литейной формы, окружающая биллет 137.
Следует заметить, что воздушная полость 136 отличается от той, которая в промышленности именуется воздушным промежутком или воздушной подушкой. Воздушный промежуток или воздушная подушка являются слоем или областью воздуха, проходящей между стенкой 130 периметра и металлом, проходящим вдоль стенки 130 периметра во время отливки.
На фиг.3 схематично показан вид сверху примера конфигурации формовочного стола 150 с совокупностью литейных форм, где можно использовать данное изобретение. На фиг.3 показана рама 151 формовочного стола, центральный блок 153, разделяющий первую совокупность 152 литейных форм и вторую совокупность 155 литейных форм. Хотя два блока 154 управления расходом газа размещены на двух концах формовочного стола 150, должно быть ясно, что один или несколько блоков 154 управления расходом газа можно использовать и можно разместить в любом количестве мест, никакого конкретного размещения не требуется для практического применения данного изобретения.
На фиг.4 показан вид сечения проницаемой стенки 161 периметра, которая может представлять собой графитовое кольцо, установленное в корпусе 160 литейной формы, показывающей поток смазки и/или газа через корпус. Входной трубопровод 165 газа в корпусе 160 литейной формы и стрелки 164 показывают проникновение газа сквозь стенку 161 периметра в полость литейной формы. На фиг.4 показан пример трубопровода 162 смазки со стрелками 163, показывающими прохождение смазки по трубопроводу через проницаемую стенку 161 периметра и в полость литейной формы.
На фиг.5 показан изометрический вид формовочного стола 140, в котором можно использовать варианты осуществления данного изобретения, показывающий раму 145 формовочного стола, центральный блок 141, множество входных отверстий 143 литейной формы на первой стороне формовочного стола 140 и множество входных отверстий 142 литейной формы на второй стороне формовочного стола 140. Блоки 143, в общем, состоят из огнеупорного материала, включающего в себя верхнюю часть 144, обычно выполненную из металлического материала.
Два блока 146 и 147 управления массовым расходом также показаны на фиг.5, первый блок 146 управления массовым расходом 146 показан на первом конце формовочного стола 140, и второй блок 147 управления массовым расходом показан на второй стороне формовочного стола 140.
На фиг.5 вместе с другими фигурами дополнительно показана модульность блоков 147 управления массовым расходом и способ их стыковки и функционального соединения с формовочным столом посредством соединительного трубопровода и затем относительно простого их снятия и использования на другом формовочном столе.
На фиг.6 показан вид в перспективе одного примера проницаемой стенки 161 периметра, которую можно использовать в вариантах осуществления изобретения, и показана внутренняя поверхность 167, внешняя поверхность 168, канал 169 подачи газа и канал 170 подачи смазки. Два канала 169 подачи газа показаны функционально связанными или соединенными друг с другом.
На фиг.7 показан вид сверху проницаемой стенки 161 периметра, показанной на фиг.6, показывающий внутреннюю поверхность 167, являющуюся частью литейной формы, и внешнюю поверхность 168.
На фиг.8 схематически показана система по существующему уровню техники с клапаном 201 с ручным управлением и показано действие противодавления 204 от проницаемой стенки периметра или кольца 202. На фиг.8 показан входящий газ или подвод 200 газа, функционально соединенный с клапаном 201 с ручным управлением посредством газопровода 205, и клапан, функционально соединенный посредством газопровода 206, с проницаемой стенкой 202. Газ, проходящий через проницаемую стенку 202, входит в литейную форму 203. Противодавление 204 представлено проницаемой стенкой 202 и, в общем, увеличивается по мере использования проницаемой стенки 202, как рассматривалось более подробно выше.
На фиг.9 схематично представлена конфигурация системы потоков газа для многочисленных литейных форм на формовочном столе. На фиг.9 показана группа клапанов 220, включающая в себя множество переключателей 228, 229, 230 и 231 потока, и множество воздушных клапанов 239, 240, 241 и 242. Множество воздушных клапанов 239, 240, 241 и 242 с ручным управлением являются клапанами с ручной настройкой на различные давления для обеспечения изменения давления газового потока на различных этапах процесса литья или в порядке реагирования на отрицательные параметры, которые проявляются на литых деталях, выполненных в данной конкретной литейной форме. На фиг.9 показан источник 223 подачи газа, функционально соединенный с нагнетателем 221 давления, если необходимо, и регулятором 222 давления воздуха, регулирующим входное давление газа для создания необходимого давления потока газа. Давление могут устанавливать, например, около 120 фунт/дюйм2. Массовый расходомер 226 функционально соединен с регулятором давления воздуха трубопроводом 225 и также функционально соединен с переключателями 228, 229, 230 и 231 потока.
На фиг.9 показано множество переключателей 228, 229, 230 и 231 потока, каждый из которых функционально соединен с множеством литейных форм 243, 244, 245 и 246 соответственно линиями связи или каналами 235, 236, 237 и 238 связи соответственно. На фиг.9 также показано, как регулятор давления воздуха может быть функционально соединен посредством газопровода 227 с множеством переключателей 228, 229, 230 и 231 потока. Переключатели 228, 229, 230 и 231 потока могут представлять собой один или несколько двухпозиционных клапанов, таких как трубчатые клапаны, которыми управляют для надлежащего открытия и закрытия потока газа, тогда как пропорциональные клапаны 239, 240, 241 и 242 можно использовать для дополнения дополнительного противодавления в данный трубопровод или литейную форму для приложения равного противодавления в трубопроводах потока газа у каждой литейной формы на формовочном столе.
На фиг.10 схематично представлена конфигурация, которую можно использовать в нескольких вариантах осуществления изобретения для многочисленных литейных форм. На фиг.10 показан источник 223 подачи газа, функционально соединенный с нагнетателем 221 давления, если необходимо, и регулятором 222 давления воздуха, регулирующим входное давление газа для создания необходимого давления потока газа. Давление могут устанавливать, например, около 120 фунт/дюйм2. Регулятор давления воздуха 222 функционально соединен газовыми трубопроводами 227 с контроллерами 251, 252, 253 и 254 массового расхода, подающими газ.
Программируемый логический контроллер 256 (PLC) функционально соединен с регулятором 222 давления воздуха линией 225 и также функционально соединен с регуляторами 251, 252, 253 и 254 массового расхода каналами связи или линиями 257 и 260, при этом канал 260 является каналом с обратной связью. Cпециалистам в данной области техники должно быть ясно, что линии или каналы связи, упоминаемые в данном документе, могут принадлежать к одному из отличающихся типов проводных соединений, оптоволоконных соединений, соединений на основе локальных сетей или даже к беспроводным каналам связи, все это в рамках предложения данного изобретения и без требования применения конкретно какого-либо одного типа в данном изобретении. Вход/выход программируемого логического контроллера PLC I(O) можно использовать в качестве входного/выходного интерфейса между программируемым логическим контроллером и регуляторами массового расхода, среди других компонентов.
Использование одного программируемого логического контроллера 256 для управления множеством регуляторов массового расхода или устройств управления массовым расходом позволяет создать более экономичную систему, поскольку программируемые логические контроллеры или другие устройства не должны использоваться для управления системой потока газа для каждой литейной формы. Указанное выполняется посредством функционального соединения программируемого логического контроллера 256 с каждым из регуляторов 251, 252, 253 и 254 массового расхода, чтобы программируемый логический контроллер мог стробировать или проверить первый регулятор 251 массового расхода по соответствующим параметрам, завершить данную проверку, затем стробировать или соединяться со вторым регулятором 252 массового расхода и так далее. Со скоростью программируемого логического контроллера стробирование или управление множеством регуляторов массового расхода (каждый регулирует поток газа к одной литейной форме) можно выполнять многократно за секунды. Этим создается более экономичная система с точки зрения агрегатного обеспечения, при этом поддерживающая необходимое управление массовым расходом газа отдельно на каждую литейную форму.
На фиг.10 дополнительно показана совокупность регуляторов 251, 252, 253 и 254 массового расхода, каждый из которых функционально соединен соответственно с литейной формой 243, 244, 245 и 246 соответствующими газовыми трубопроводами 235, 236, 237 и 238.
Специалистам в области техники должно быть ясно, что разные виды или типы регуляторов массового расхода можно использовать в рамках предложения этого варианта осуществления изобретения. Например, можно использовать выделенный регулятор массового расхода, специально и точно измеряющий массовый расход газа. Другим регулятором массового расхода газа, который можно использовать в вариантах осуществления этого изобретения, является регулятор, рассчитывающий или определяющий массовый расход на основе таких данных, как противодавление от проницаемой стенки или проницаемого графитового кольца. Вместе с тем, можно использовать другие пути определения массового расхода газа в объеме данного изобретения по инструментам измерения массового расхода.
Регулятор массового расхода, определяющий массовый расход и управляющий им на основании данных противодавления, может представлять собой регулятор газового потока, включающий в себя компоненты производства Proportionair.
В таком способе практического применения или варианте осуществления регуляторы 251, 252, 253 и 254 массового расхода могут каждый включать в себя массовый расходомер, пропорциональный клапан, предусматривающий изменяемую настройку давления, один или несколько трубчатых клапанов (двухпозиционные клапаны) и манометр давления или противодавления. Регуляторы 251, 252, 253 и 254 массового расхода можно функционально соединять с программируемым логическим контроллером 256 с помощью локальной сети или другими соединительными перспективными устройствами, относящимися к электронному оборудованию. Регуляторы 251, 252, 253 и 254 массового расхода можно функционально соединять по перспективному соответствию потокам газа или подаче газа к регулятору 222, подающему газ от источника газа или воздух с заданным давлением.
В одном из аспектов вариантов изобретения противодавление каждой проницаемой стенки в литейных формах может быть определено в любое данное время в течение срока эксплуатации. Опять же, противодавление, создаваемое конкретной проницаемой стенкой, будет меняться в течение срока службы проницаемой стенки, что нужно принимать во внимание и осуществлять корректировку для поддержания необходимого равного массового расхода газа к каждой литейной форме на формовочном столе.
До распределения металла для литья или охлаждения система потока газа на формовочном столе может быть запущена с заданным потоком газа, таким как 15 фут3/час, например. Во время этого тестирования системы входное давление газа от регулятора давления газа известно (предпочтительно около 120 фунт/дюйм2), и основным или единственным источником противодавления в системе потока газа является проницаемая стенка или графитовое кольцо в данном варианте применения. Давление газа или противодавление может быть измерено выше по потоку от проницаемой стенки с разницей, являющейся перепадом давления или противодавлением, созданным сопротивлением потоку, создаваемым при прохождении газа через проницаемую стенку. Этот тип испытания или тестирования совокупности трубопроводов газа может легче и надежнее обеспечивать необходимую информацию для выхода на более равномерные расходы газа по множеству литейных форм на данном формовочном столе.
В одном способе применения данного варианта осуществления изобретения, в котором измеряют противодавление для поддержания равного потока через все литейные формы, регулятор массового расхода может также включать в себя или использовать пропорциональный клапан для введения сопротивления или противодавления в дополнение к сопротивлению отдельных проницаемых стенок для достижения и/или создания однородного или равного массового расхода газа через проницаемые стенки или графитовые кольца на каждой литейной форме. Например, если противодавление проницаемой стенки, созданное графитовым кольцом проницаемой стенки литейной формы, меньше, чем у других форм, регулятор массового расхода может настроить клапан переменного давления в трубопроводе для добавления давления, чтобы итоговое противодавление (от комбинации объединения проницаемой стенки и пропорционального клапана) равнялось заданной сумме и приблизительно равнялось противодавлению в других трубопроводах газа других литейных форм на формовочном столе. Графитовое кольцо на первой литейной форме, например, может давать меньшее противодавление, чем графитовое кольцо на второй литейной форме, и клапан переменного давления или пропорциональный клапан может затем автоматически устанавливать параметры работы для устранения разницы, чтобы противодавление через этот газовый трубопровод сделать одинаковым или приблизительно одинаковым для каждой из первых или вторых литейных форм на этом столе. Это можно использовать по всему формовочному столу, и каждым из регуляторов массового расхода можно управлять посредством одного программируемого логического контроллера.
В варианте осуществления изобретения, описанном в предыдущем абзаце, регулятор массового расхода для отдельного газового трубопровода к литейной форме на формовочном столе может использовать различные компоненты, такие как пропорциональный клапан, манометр или измерительное устройство противодавления и двухпозиционные клапаны (которые могут быть трубчатыми клапанами). Данная комбинация при управлении единым программируемым логическим контроллером должна обеспечить систему потока газа с возможностью дистанционного управления и обеспечения приблизительно равного массового расхода потока газа к каждой литейной форме на формовочном столе.
Другой из альтернатив для регулятора массового расхода для потока газа может быть достаточно точный массовый расходомер, фактически измеряющий число молекул или массу газа, проходящую через него, давая значение, которое можно использовать в комбинации со значениями массового расхода в трубопроводах, соединенных с другими литейными формами, чтобы устройство массового расхода могли использовать для приблизительного уравнивания величин массового расхода потока к каждой литейной форме на формовочном столе.
Выполнение системы, такое, как показано на фиг.10, например, минимизирует падение давления по каналам потока газа или газовым трубопроводам в целом и рабочие диапазоны противодавления. Предпочтительным аспектом вариантов осуществления данного изобретения является возможность размещения большинства компонентов системы на формовочном столе, примером являются фиг.5-10, где все компоненты, кроме программируемого логического контроллера, предпочтительно размещены на формовочном столе.
На фиг.11 схематично представлен вариант осуществления изобретения, в котором регулятор массового расхода может использовать измеряемые данные давления для установления равного массового потока через множество литейных форм на формовочном столе. Пример процесса управления массовым потоком также описан выше со ссылкой на фиг.10. На фиг.11 показан источник 270 газа или газоснабжения для литья, регулятор 271 газа, регулятор 272 массового расхода, литейное кольцо или проницаемая стенка 273 периметра и поток газа по направлению к внутренней части полости литейной формы, показанный стрелкой 274. P1 является давлением газоснабжения, составляющим предпочтительно более 120 фунт/дюйм2, для возможности регулирования P2 около 120 фунт/дюйм2; P2 является регулируемым или управляемым давлением газа, в общем подлежащим поддержанию на уровне приблизительно 120 фунт/дюйм2; P3 является давлением, необходимым для поддержания данного расхода газа или массового расхода через проницаемую стенку периметра, которое можно именовать противодавлением; и P4 является выходным давлением газа при входе в полость литейной формы и взаимодействии с затвердевающим металлом во время отливки. P3 измеряют выше по потоку от проницаемой стенки периметра.
Перепад давления на литейном кольце равен P3 минус P4. Формула закона Дарси дает представление о потоке через проницаемую стенку периметра: q=[kA(P3-P4)]/uL; где q - расход, k - проницаемость пористого материала, A - площадь сечения пористого материала, u - вязкость текучей среды (в данном случае это газ), L - длина или толщина пористого материала, P3 - давление на входном отверстии или входе в стенку периметра и P4 - давление газа на выходе, после прохождения через стенку периметра или литейное кольцо в этом примере.
Необходим сбор данных противодавления или P3, которое должно, в общем, увеличиваться со временем, по мере того как проницаемая стенка постепенно начинает забиваться, начинает развиваться нагар или любой из многих различных факторов уменьшает проницаемость стенки периметра. На современном уровне технологии первым признаком проблемы со стенкой периметра или кольцом литейной формы является производство литой детали низкого качества или нарастание проблем с качеством, что требует незапланированного ремонта и списания произведенных литых деталей. Варианты осуществления данного изобретения должны обеспечивать сбор и анализ данных, таких как противодавления (P3), что должно, в свою очередь, предоставлять операторам данной системы управления возможность упреждающего планирования вывода из эксплуатации конкретных литейных форм вследствие увеличения их противодавления, до выпуска дефектных литых деталей, требующих списания.
На фиг.12 показан интерфейс 300 планшетного компьютера, который можно использовать в вариантах осуществления данного изобретения. Интерфейсы 300 планшетного компьютера, такие, как показанный для иллюстрации, хорошо известны в уровне техники, свободно продаются различными поставщиками и поэтому не будут описаны подробно. На фиг.12 показан пользователь 301, идентифицирующий литейную форму на мониторе, редактированием или заменой, со столбцами и рядами литейных форм, представленных или занесенных в алфавитном порядке. На фиг.12, например, показан столбец J с литейными формами от J2 до J6, представляющими литейные формы, и сенсорный экран, позволяющий выбирать конкретную литейную форму. На фиг.12 показаны клавишные ячейки или сенсорные ячейки 302 столбца J на экране 302, сенсорные ячейки 303 столбца H и сенсорные ячейки 304 столбца G. Отображение интерфейса 300 настольного компьютера может создаваться пользователем для каждого формовочного стола по желанию оператора. Планшет можно использовать разными способами, например, для вмешательства в работу, например, создавая инструкции для программируемого логического контроллера для выполнения надлежащих изменений в управлении работой литейной формы или в потоке газа к литейной форме.
В некоторых вариантах осуществления изобретения планшет можно использовать для мобильной настройки расхода газа для литья. В одном аспекте интеграции данного изобретения с формовочными столами можно создать автономную автоматизированную систему управления массового расхода, и она может включать в себя собственный отдельный программируемый логический контроллер с управляющей программой и может также включать в себя компоненты системы диспетчерского контроля и сбора данных. Другие варианты осуществления данного изобретения можно дополнительно функционально соединять с существующими системами управления литьем для взаимного обмена параметрами между системой регулирования расхода газа и другими ключевыми системами литья. Варианты осуществления, такие как данный, могут также включать в себя отдельный блок программируемого логического контроллера с электропитанием, беспроводным маршрутизатором и установочной станцией планшетного персонального компьютера.
В другом аспекте данного изобретения варианты осуществления или способы применения данного изобретения могут использовать существующий программируемый логический контроллер и систему управления литьем для литейной формы, отредактированные существующие программы литья, включающие в себя признаки регулирования массового расхода. Новые экраны визуального отображения для регулирования массового расхода можно добавить, используя беспроводной интерфейс, как один из примеров (который будет, вероятно, включать в себя систему диспетчерского контроля и сбора данных). Экраны управления оператора, уже используемые в управлении литейной формой и процессом литья, можно модернизировать для включения в их состав панелей управления и отображения массового расхода. Возможные беспроводной маршрутизатор и установочную станцию планшетного компьютера, если они используются, можно встраивать в существующие пульты управления литьем, что обеспечит блок управления массового расхода уменьшенного размера, если необходимо.
Варианты осуществления данного изобретения также предусматривают настройку литейных форм на точный массовый расход газа для литья; и массовый расход является истинным количественным значением расхода, на который не действуют изменения давления в системе, чем бы они ни обуславливались. Специалистам в данной области техники должно быть ясно, как варианты осуществления данного изобретения также создают усовершенствованное единообразие потоков газа ко всем литейным формам, когда на замеры не воздействует состояние или проницаемость литейного кольца.
Варианты осуществления данного изобретения также имеют дополнительные признаки, а именно возможность последовательного стробирования или связи с каждым отдельным модулем регулирования расхода, для отправки сигналов команд и приема данных обратной связи. Это означает, что вместо отдельных блоков управления типа программируемого логического контроллера для каждой литейной формы главный контроллер или программируемый логический контроллер постоянно или периодически отправляет сигнал к каждому из модулей, принимает данные и затем перемещается к следующему по порядку. Это обеспечивает индивидуальное управление регуляторами массового расхода с использования только одного программируемого логического контроллера. Программируемый логический контроллер может отдельно устанавливать контакт с каждым регулятором массового расхода каждую четверть секунды - две секунды, например, для постоянного выполнения обновлений и корректировок. Это минимизирует требования к блоку входа/выхода программируемого логического контроллера, что обеспечивает некоторую экономию пространства и стоимости. Варианты осуществления данного изобретения также обеспечивают больше устанавливаемых пользователем программ, составленных для стандартных технологических процессов, таких как стандартные программы для перегрузок, отклонений расхода газа, калибровки расхода газа для литейной формы и/или автоматического генерирования конфигураций составления программ.
На фиг.13 показан вид сверху примера блока обработки данных по текучей среде на формовочном столе с установленным на нем блоком управления массовым расходом. На фиг.13 показан формовочный стол 145, блок 147 управления массовым расходом, взаимосвязанный или функционально соединенный с формовочным столом 145 через трубопровод или стыковочное устройство 322. Газопроводы 321 и 323 прикреплены к трубопроводу 320 для размещения и соединения с корпусом блока 147 управления массовым расходом через стыковочное устройство 322. Один такой блок можно разместить, как показано позицией 138 на фиг.5. Фиг.13 иллюстрирует возможное размещение в вариантах осуществления данного изобретения индивидуальных модулей управления расходом или блоков с трубопроводом или групповой установкой для минимизирования количества трубных соединений, требуемых для данного стола, как показано на фиг.13. Другим концом трубки соединяются с литейными формами. Данная конфигурация на каждом формовочном столе может служить уменьшению возможности систематических утечек и уменьшает общие габариты всей сборки.
На фиг.14 показана блок-схема, в целом иллюстрирующая способ, предложенный вариантами осуществления данного изобретения для использования статистических данных параметров для прогнозирования и исключения производства дефектных биллетов. На этапе 350 собирают статистические данные, относящиеся к конкретным параметрам, которыми являются противодавление, давление подачи и длина/время литья в показанном варианте осуществления. Эти данные можно подвергать корреляционному анализу для установления в общем, в каких точках производятся неприемлемые литые детали. По этим данным на этапе 351 задействуют установку заданных значений для предотвращения выпуска дефектных литых деталей с подачей тревожного сигнала до достижения точки, в которой производятся дефектные литые детали, которые должны отбраковывать и списывать.
На этапе 352 на фиг.14 система управления массовым потоком или система управления потоком газа собирает данные по необходимым параметрам в режиме реального времени, которыми для данного варианта осуществления, как изложено выше, могут являться противодавление, давление подачи и длина/время литья. Отсюда на этапе 353 задействуют сравнение данных в режиме реального времени с заданными значениями, основанными на статистике, и этап 354 завершает процесс итоговым выводом из эксплуатации литейных форм, соответствующих критериям заданных значений. Считается, что в результате должны получать значительную экономию. Данную общую последовательность операций способа можно также использовать для постоянного профилирования и внесения поправок в систему, как в примерах, показанных на фиг.15-20 и описанных ниже.
На фиг.15 показан график корреляции противодавления газа выше по потоку от проницаемой стенки в зависимости от длины/времени литья. На фиг.15 показан расход газа (PV), «противодавление» газа (PV), давление подачи газа (PV) и заданное значение расхода (SP).
Записываемые выходные данные для такого управления данными и технологическим процессом могут включать в себя: заданное значение давления подачи газа для литья (SP); текущее значение давления подачи газа для литья (PV); заданное значение расхода газа на столе (SP); заданное значение расхода газа для отдельной литейной формы (с отклонением)("SP"); текущее значение расхода газа для отдельной литейной формы (PV); и текущее значение «противодавления» для отдельной литейной формы (PV). Необходимые тревожные сигналы могут включать в себя сигнал низкого и высокого давления подачи газа для литья и/или низкого и высокого значения расхода на отдельной литейной форме, возможно с отклонением или допуском около 5%.
Данные, генерируемые системой управления массовым потоком, можно использовать как для усовершенствования технологического процесса, так и для целей техобслуживания литейной формы, при этом анализ статистических данных можно использовать для: определения времени замены литейной формы до выпуска брака; показа воздействий на литейное кольцо или проницаемую стенку при отливке без достаточного массового потока газа; оптимизирования скорости подачи смазки и выявления и устранения других неисправностей в процессе литья.
В целом набор параметров для газа для литья должен основываться на расходе газа в стандартных кубических футах в час (ст.фут3/час), который должен зависеть от размера и сплава литейной формы, потока разогрева (например, 6 ст.фут3/час), пускового потока (например, 30 фут3/час), рабочего потока (например, 10 ст.фут3/час) и стандартных линейных изменений профиля расхода газа, основанных на длине отливки.
На фиг.15 показано, как профиль 410 расхода газа, в общем, следует заданному значению 403 в данном отображении типичных статистических данных.
На фиг.15-20 - стандартный профиль 403 линейного изменения расхода газа (SP), является таким, как показанный, и основанным на длине/времени литья; показано давление подачи (PV) 401; и показано прогнозируемое противодавление 402 (такое, как P3 на фиг.11). Хотя на фиг.15 показана основа, созданная для фиг.16-20, и показано типичное графическое отображение для анализа тенденций статистических данных, конкретного графика или конфигурации для практического применения данного изобретения не требуется.
На фиг.16 показана типичная схема графика, аналогичная показанной на фиг.15, с помещенным на нем профилем расхода. Позиции, общие с фиг.15, описаны для фиг.15 и не будут повторены в данном документе. На фиг.16 показано, что когда текущее значение расхода более чем на 5% ниже заданного значения смещения расхода; текущее значение противодавления вблизи текущего значения давления подачи; и литейная форма не допускает прохождение газа и ее следует снять с формовочного стола. На фиг.16, профиль 411 расхода газа, в общем, следует профилю 403 заданного значения расхода газа, за исключением того, что он изменяется на более чем 5% вблизи вершины показанной кривой, как указывают стрелки 413.
На фиг.17 показана типичная схема графика, аналогичная показанной на фиг.15, при отсутствии прохождения газа. Позиции, общие с фиг.15, описаны для фиг.15 и не будут повторены в данном документе.
На фиг.17 профиль 412 расхода газа, в общем, следует профилю 403 заданного значения расхода газа, вместе с тем профиль 402 противодавления находится нежелательно ниже давления подачи, как показано на графике стрелкой 414. Пик или увеличение в противодавлении газа может быть характерным для выпадения и прямого прохождения в полость литейной формы, потенциального образования нагара на проницаемой стенке литейного кольца.
На фиг.18 показана типичная схема графика, аналогичная показанной на фиг.15, при слишком низкой скорости подачи смазки. Позиции, общие с фиг.15, описаны для фиг.15 и не будут повторены в данном документе.
На фиг.18 профиль 417 расхода газа, в общем, следует профилю 403 заданного значения расхода газа, вместе с тем незначительное уменьшение противодавления 402 газа за время рабочего периода/установившегося режима условий отливки показано стрелкой 418. Это может быть характерным для израсходования смазки в литейном кольце с проницаемой стенкой во время отливки и увеличения проницаемости графита. В данной ситуации следует позаботиться об увеличении скорости подачи смазки для получения линии тренда противодавления с установившимся режимом.
На фиг.19 показана типичная схема графика, аналогичная показанной на фиг.15, при слишком высокой скорости подачи смазки. Позиции, общие с фиг.15, описаны для фиг.15 и не будут повторены в данном документе.
На фиг.19 профиль 420 расхода газа, в общем, следует профилю 403 заданного значения расхода газа, вместе с тем незначительное увеличение противодавления 402 газа за время рабочего периода/установившегося режима условий литья показано стрелкой 421. Это может быть характерным для увеличения насыщения смазкой литейного кольца с проницаемой стенкой во время литья и уменьшения проницаемости графита. Следует уменьшить скорость подачи смазки для получения профиля противодавления установившегося режима или линии тренда.
На фиг.20 показана типичная схема графика, аналогичная показанной на фиг.15, для чрезмерного насыщения смазкой литейной формы. Позиции, общие с фиг.15, описаны для фиг.15 и не будут повторены в данном документе. На фиг.20 профиль 422 расхода газа, как показано стрелкой 423, был не способен достичь заданного значения пускового расхода (тревожный сигнал - низкий поток) и противодавление газа должно достичь максимума. Расход газа может начать увеличиваться во время пусковой фазы, когда излишнее масло выталкивается из литейного кольца. Противодавление газа должно уменьшиться в условиях рабочего/установившегося режима литья, когда излишнее масло продолжает выталкиваться сквозь литейное кольцо с проницаемой стенкой. Примеры, данные на фиг.16-20, являются иллюстративными для использования данных и дополнительного управления, которое можно выполнять способом по изобретению.
При литье заданное значение расхода газа могут «сдвигать». Если положение конкретной литейной формы требует увеличения или уменьшения расхода газа для литья для оптимизирования поверхности биллета, отклонение или «сдвиг» можно сохранять в запоминающем электронном устройстве и применять для каждой последующей отливки, пока отклонение заданного значения не будет удалено или переустановлено. Удаление сдвига может обычно происходить при снятии литейной формы с формовочного стола для обслуживания или замены и установке новой формы на ее место.
Это изобретение может также предусматривать стандартную программу «ускорения» расхода газа для литья, дающую возможность временного ускорения расхода газа для литья литейному оператору для приведения литейной формы к условиям для литья с газом, окружающим выходное отверстие литейной формы. Это можно делать с литейной формой, не способной выходить на данные условия в начале литья или когда случается выпадение литейной формы из данных условий в некоторой точке во время литья, что может быть результатом временного закупоривания или блокирования потока газа.
Как должно быть ясно специалистам в данной области техники, существуют многочисленные варианты осуществления данного изобретения, и все изменения элементов и компонентов, которые можно использовать, находятся в рамках объема данного изобретения.
Один вариант осуществления данного изобретения, например, представляет собой систему литья расплавленного металла, содержащую: формовочный стол, включающий в себя раму формовочного стола, множество литейных форм, каждая с полостью литейной формы, с входным отверстием полости литейной формы и выходным отверстием полости литейной формы, при этом каждое выходное отверстие полости литейной формы включает в себя проницаемую стенку периметра, сквозь которую проходит газ во время литья; множество трубопроводов подачи газа, каждый соответствующий одной из множества полостей литейной формы и каждый выполненный с возможностью подачи газа на проницаемую стенку периметра одной из множества полостей литейной формы, к которой он относится; множество регуляторов массового расхода газа, функционально соединенных с множеством трубопроводов подачи газа, при этом каждый регулятор массового расхода газа выполнен с возможностью подачи газа с приблизительно постоянным массовым расходом на проницаемую стенку периметра одной из множества полостей литейной формы, к которой он относится; и в котором множество регуляторов массового расхода газа поддерживают расход газа сквозь каждую из множества проницаемых стенок периметра приблизительно равным. В дополнительных или более конкретных вариантах осуществления система может быть дополнительно такой, в которой проницаемые стенки периметра являются графитовыми кольцами и/или газ является воздухом.
Дополнительными вариантами осуществления вышеизложенного могут быть такие, при которых: каждый из множества регуляторов массового расхода газа содержит: манометр, установленный выше по потоку от проницаемой стенки периметра; клапан переменного давления, функционально соединенный с одним из множества трубопроводов подачи газа, к которому он относится, клапан переменного давления, выполненный с возможностью введения дополнительного сопротивления в трубопровод подачи газа для получения заданного массового расхода газа по трубопроводу подачи газа. Еще один дополнительный вариант осуществления может содержать программируемый логический контроллер, функционально соединенный с множеством регуляторов массового расхода газа и выполненный с возможностью манипулирования клапаном переменного давления на основании показаний давления манометров. Данный вариант осуществления может еще дополнительно быть таким, в котором и программируемый логический контроллер выполнен с возможностью последовательного и отдельного мониторинга и управления каждым из множества регуляторов массового расхода газа. Программируемый логический контроллер может быть также размещен на удалении от формовочного стола и функционально соединен с множеством регуляторов массового расхода газа линиями связи.
В другом варианте осуществления данное изобретение обеспечивает способ в системе литья расплавленного металла для получения потока газа с приблизительно равным массовым расходом к каждой из множества полостей литейной формы формовочного стола, при этом способ содержит: обеспечение формовочного стола, включающего в себя раму формовочного стола, первую литейную форму с полостью литейной формы, включающей в себя входное отверстие литейной формы и выходное отверстие литейной формы, и проницаемую стенку периметра, выполненную с возможностью обеспечения прохода сквозь нее газа во время литья; и вторую литейную форму с полостью литейной формы, включающей в себя входное отверстие литейной формы и выходное отверстие литейной формы, и проницаемую стенку периметра, выполненную с возможностью обеспечения прохода сквозь нее газа во время литья; первый трубопровод подачи газа, расположенный с возможностью подачи потока газа на проницаемую стенку периметра первой литейной формы, и с первым регулятором массового расхода газа, функционально соединенным с первым трубопроводом подачи газа; второй трубопровод подачи газа, расположенный с возможностью подачи потока газа на проницаемую стенку периметра второй литейной формы, и со вторым регулятором массового расхода газа, функционально соединенным со вторым трубопроводом подачи газа; согласование первого регулятора массового расхода газа со вторым регулятором массового расхода газа для установки массового расхода газа на проницаемый периметр первой литейной формы приблизительно одинаковым массовому расходу газа на проницаемый периметр первой литейной формы.
В еще одном варианте осуществления процесса данное изобретение обеспечивает способ литья расплавленного металла для поддержания массового расхода газа, подаваемого на литейную форму с полостью литейной формы, включающей в себя входное отверстие литейной формы и выходное отверстие литейной формы, и проницаемую стенку периметра, выполненную с возможностью обеспечения прохода сквозь нее газа во время литья, при этом способ содержит: обеспечение трубопровода подачи газа, расположенного с возможностью подачи потока газа к проницаемой стенке периметра первой литейной формы; и регулятора массового расхода газа, функционально соединенного с трубопроводом подачи газа, регулятора массового расхода газа, содержащего манометр выше по потоку от проницаемой стенки периметра и клапан переменного давления, при этом клапан переменного давления выполнен с возможностью переменной подачи давления от проницаемой стенки периметра для поддержания потока газа с приблизительно постоянным массовым расходом сквозь проницаемую стенку периметра литейной формы.
В соответствии с законодательством изобретение описано языком, более или менее специфичным по структурным и методическим признакам. Следует понимать, вместе с тем, что изобретение не ограничено показанными и описанными конкретными признаками, поскольку средства, раскрытые в данном документе, относятся к предпочтительным формам осуществления изобретения. Поэтому изобретение заявлено в любой из своих форм или модификаций в рамках объема, определяемого прилагаемой формулы изобретения, правильно интерпретированной согласно доктрине эквивалентов.









Изобретение относится к металлургии, в частности к литью слитков или биллетов в охлаждаемые литейные формы с проницаемыми стенками. Система регулирования потока газа для литейных форм обеспечивает подачу потока газа с приблизительно постоянным массовым расходом для отдельных литейных форм. Потоки газа с приблизительно постоянным массовым расходом поддерживают для всех литейных форм на одном формовочном столе. Используется программируемый логический контроллер, объединенный с регулятором массового расхода газа для постоянного мониторинга и поддержания потока газа к полостям литейных форм с необходимым массовым расходом. Обеспечивается более равномерный массовый расход газа через проницаемые стенки в литейных формах на конкретном формовочном столе. 3 н. и 6 з.п. ф-лы, 20 ил.
1. Система литья расплавленного металла, содержащая формовочный стол, включающий в себя раму формовочного стола, множество литейных форм, каждая из которых имеет полость литейной формы, входное отверстие полости литейной формы и выходное отверстие полости литейной формы, при этом каждое выходное отверстие полости литейной формы имеет проницаемую стенку периметра, сквозь которую проходит газ во время литья;
множество трубопроводов подачи газа, каждый из которых относится к одной из множества полостей литейной формы и выполнен с возможностью подачи газа к проницаемой стенке периметра соответствующей одной из множества полостей литейной формы,
множество регуляторов массового расхода газа, функционально соединенных с множеством трубопроводов подачи газа, при этом каждый регулятор массового расхода газа выполнен с возможностью обеспечения подачи газа с приблизительно постоянным массовым расходом к проницаемой стенке периметра соответствующей одной из множества полостей литейной формы, и
при этом множество регуляторов массового расхода газа обеспечивают расход газа сквозь каждую из множества упомянутых проницаемых стенок периметра приблизительно равным.
2. Система по п.1, в которой проницаемые стенки периметра являются графитовыми кольцами.
3. Система по п.1, в которой газ является воздухом.
4. Система по п.1, в которой каждый из множества регуляторов массового расхода газа содержит манометр, установленный выше по потоку от проницаемой стенки периметра;
клапан переменного давления, функционально соединенный с одним из множества трубопроводов подачи газа, к которому он относится, причем клапан переменного давления выполнен с возможностью введения дополнительного давления сопротивления в трубопровод подачи газа для получения заданного массового расхода газа по трубопроводу подачи газа.
5. Система по п.4, которая дополнительно содержит программируемый логический контроллер, функционально соединенный с множеством регуляторов массового расхода газа и выполненный с возможностью манипулирования клапаном переменного давления на основании показаний давления манометров.
6. Система по п.5, в которой программируемый логический контроллер выполнен с возможностью последовательного и отдельного мониторинга и управления каждым из множества регуляторов массового расхода газа.
7. Система по п.5, в которой программируемый логический контроллер размещен на удалении от формовочного стола и функционально соединен с множеством регуляторов массового расхода газа линиями связи.
8. Способ литья расплавленного металла для получения потока газа с приблизительно равным массовым расходом для каждой из множества полостей литейной формы формовочного стола, включающий обеспечение формовочного стола, содержащего раму формовочного стола, первую литейную форму с полостью литейной формы, включающей в себя входное отверстие литейной формы и выходное отверстие литейной формы, и проницаемую стенку периметра, выполненную с возможностью обеспечения прохода сквозь нее газа во время литья, и вторую литейную форму с полостью литейной формы, включающей в себя входное отверстие литейной формы и выходное отверстие литейной формы, и проницаемую стенку периметра, выполненную с возможностью обеспечения прохода сквозь нее газа во время литья, обеспечение первого трубопровода подачи газа, расположенного с возможностью подачи потока газа к проницаемой стенке периметра первой литейной формы с первым регулятором массового расхода газа, функционально соединенным с первым трубопроводом подачи газа, и обеспечение второго трубопровода подачи газа, расположенного с возможностью подачи потока газа к проницаемой стенке периметра второй литейной формы, со вторым регулятором массового расхода газа, функционально соединенным со вторым трубопроводом подачи газа, при этом осуществляют согласование первого регулятора массового расхода газа со вторым регулятором массового расхода газа для установки массового расхода газа на проницаемую стенку периметра первой литейной формы приблизительно одинаковым массовому расходу газа на проницаемую стенку периметра второй литейной формы.
9. Устройство литья расплавленного металла, обеспечивающее поддержание равного массового расхода газа, подаваемого к по меньшей мере одной литейной форме с полостью литейной формы, включающее в себя входное отверстие литейной формы и выходное отверстие литейной формы, и проницаемую стенку периметра, выполненную с возможностью обеспечения прохода сквозь нее газа во время литья, при этом устройство содержит трубопровод подачи газа, расположенный с возможностью подачи потока газа к проницаемой стенке периметра первой литейной формы; и регулятор массового расхода газа, функционально соединенный с трубопроводом подачи газа, при этом регулятор массового расхода газа содержит манометр, расположенный выше по потоку от проницаемой стенки периметра, и клапан переменного давления, при этом клапан переменного давления выполнен с возможностью переменного изменения давления, обеспечиваемого проницаемой стенкой периметра, для поддержания потока газа с приблизительно постоянным массовым расходом через проницаемую стенку периметра литейной формы.
| US 5873405 A, 23.02.1999 | |||
| US 4450887 A, 29.05.1984 | |||
| SU 431954 A, 14.11.1974. |

