Настоящее изобретение относится к системе литья расплавленных металлов. В частности, изобретение относится к системе литья, содержащей защитный кожух для передачи расплавленного металла между ковшом и литейной полостью в форме.
Одной из главных проблем, связанных с процессами литья металлов, является предотвращение захвата воздуха и поверхностной оксидной пленки. Эти процессы могут приводить к образованию дефектов, в том числе пузырьков воздуха и двойной оксидной пленки, что приводит к появлению трещин в отливке.
Средние и крупные стальные отливки обычно отливают из ковша для донной разливки, который подает расплавленный металл через разливочный стакан, расположенный в его основании. Разливочный стакан управляется стопорным стержнем или шиберным затвором, установленным на днище ковша. Ковш поднимают с помощью крана над конической литниковой чашей, которая соединена со стояком, подающим металл в форму. Чтобы начать процесс разливки, оператор ковша открывает разливочный стакан, поднимая стопор или открывая шиберный затвор с помощью присоединенного пневматического механизма. Основной недостаток этого способа литья заключается в том, что в литниковой чаше в металл попадают воздушные массы. Захваченный воздух перемещается вместе с расплавленным металлом по литниковой системе в отливку в виде пузырьков, что приводит к образованию двойной оксидной пленки.
Дальнейшее окисление металла может происходить при прохождении расплавленного металла через традиционную литниковую систему, собранную из керамики. При ускорении металла под действием силы тяжести поток металла сужается, что создает эффект вакуума, в результате которого воздух всасывается в металл через негерметичные соединения керамических труб, образующих литниковую систему. Окисление металла также может быть результатом разбрызгивания металла и турбулентности, дополненной атмосферным кислородом внутри формы.
Контакт расплавленного металла с воздухом не только вызывает окисление, но также приводит к растворению газообразного азота и водорода из атмосферной влаги в металле, что оказывает крайне отрицательное влияние на стальную отливку. Установлено, что объем воздуха, захваченного металлом, зависит от процесса разливки и является ключевым источником неметаллических включений, отрицательно влияющих на чистоту, механические свойства и качество поверхности отливок.
В дополнение к проблемам, связанным с захватом воздуха, еще один недостаток традиционного процесса литья заключается в сложности размещения разливочного стакана над центром литниковой чаши, поскольку ковш подвешен с помощью крана, и его центр тяжести изменяется в зависимости от объема металла в ковше. Другой проблемой является разбрызгивание металла во время традиционной разливки, которое представляет существенную опасность для операторов ковша и находящегося поблизости персонала. Ковш, удерживаемый краном, может перемещаться. Разбрызгивание особенно опасно во время открытия разливочного стакана, поскольку сложно удостовериться в том, что разливочный стакан расположен точно над литниковой чашей.
Одним из решений проблемы захвата воздуха в процессе литья металлов, известных в уровне техники, является контактная разливка. Эта технология исключает использование литниковой чаши, и вместо этого разливочный стакан ковша размещают в непосредственном контакте с входом в стояк формы. В связи с этим очень важное значение имеет выравнивание между разливочным стаканом ковша и входом стояка. Недостатком этой технологии также является необходимость перемещения и точного определения положения ковша, подвешенного на кране.
Компания Harrison Steel Castings Company предложила альтернативное решение проблемы вторичного окисления, вызываемого захватом воздуха в разливаемый поток. Процесс Harrison'а включает в себя крепление защитного кожуха из плавленого кварца под разливочным стаканом ковша для донной разливки. Форма обеспечена боковым стояком для приема защитного кожуха. Под боковым стояком обеспечен разливочный сифон, который подает металл в литейную полость. В случае крепления защитного кожуха ковш выравнивают над формой и затем опускают так, чтобы защитный кожух попал в боковой стояк. Затем стопорный стержень перемещают в открытое положение, так что расплавленный металл в ковше попадает через разливочный стакан и защитный кожух в форму. После заполнения формы стопор закрывают. Ковш поднимают до тех пор, пока защитный кожух не высвободится из формы, и затем перемещают к следующей форме для повторения процесса.
Однако, как и в способе контактной разливки, существенным недостатком процесса Harrison'а является сложность управления ковшом на кране для вставки защитного кожуха в боковой стояк. Установка защитного кожуха на разливочный стакан также является сложной и потенциально опасной операцией, поскольку работа выполняется под большим подвешенным ковшом.
Настоящее изобретение разработано с учетом вышеописанных проблем.
В соответствии с первым аспектом изобретения обеспечена система литья расплавленных металлов, причем система содержит:
форму, содержащую литейную полость, имеющую впускное отверстие, и канал между верхней поверхностью формы и впускным отверстием;
защитный кожух, содержащий воронку и полый штырь, причем воронка расположена снаружи формы смежно с верхней поверхностью, а полый штырь расположен в канале и выполнен с возможностью перемещения в нем; и
подъемный механизм, расположенный на верхней поверхности формы, причем подъемный механизм выполнен с возможностью подъема воронки защитного кожуха от верхней поверхности для приведения защитного кожуха в зацепление с разливочным стаканом ковша.
Использование защитного кожуха уменьшает вторичное окисление металла на пути между ковшом и формой, что снижает попадание включений в отливку. Защитный кожух также регулирует и уменьшает турбулентность потока металла, что снижает вероятность захвата воздуха и износа формы, что, в свою очередь, уменьшает количество включений. Уменьшение количества включений и морщин приводит к общему повышению качества поверхности отливки. Однако, хотя защитный кожух в общем хорошо известен, преимущества настоящего изобретения достигаются за счет размещения защитного кожуха в самой форме (т.е. в канале, который продолжается между поверхностью формы и литейной полостью), и обеспечения подъемного механизма на форме, который поднимает защитный кожух для зацепления с ковшом.
Это обеспечивает ряд преимуществ по сравнению с известными в уровне техники системами, в которых защитный кожух прикреплен к разливочному стакану ковша, и весь ковш опускается для приближения защитного кожуха к форме. Во-первых, изобретение исключает необходимость работы операторов под большим подвешенным ковшом для крепления защитного кожуха к ковшу, что является чрезвычайно опасной операцией. Во-вторых, эффективность процесса литья значительно повышается за счет экономии времени на установку защитного кожуха на ковш перед литьем или опускание защитного кожуха в каждую полость формы и подъем после разливки. Подъемный механизм в соответствии с изобретением обеспечивает быстрое и безопасное соединение и отсоединение защитного кожуха с разливочным стаканом ковша. Он также позволяет освобождать ковш от шлака сразу после разливки, что улучшает чистоту ковша. В-третьих, поскольку каждая полость формы содержит свой собственный защитный кожух, который поднимается для зацепления с разливочным стаканом ковша, изобретение исключает необходимость управления ковшом с предварительно прикрепленным защитным кожухом для точного размещения в каждой форме. Это упрощает управление ковшом между разливками, а также снижает вероятность повреждения формы, обусловленного вставкой и удалением защитного кожуха, несъемно прикрепленного к ковшу.
Подъемный механизм установлен на верхней поверхности формы и выполнен с возможностью подъема воронки защитного кожуха для зацепления с разливочным стаканом ковша. Поскольку полый штырь защитного кожуха выполнен с возможностью перемещения в канале формы, весь защитный кожух может подниматься с помощью подъемного механизма.
В некоторых вариантах выполнения система дополнительно содержит механизм вращения для вращения защитного кожуха относительно формы. Механизм вращения может быть объединен с подъемным механизмом. Например, подъем защитного кожуха с помощью подъемного механизма также может приводить к вращению защитного кожуха, или вращение защитного кожуха может приводить к подъему. Таким образом, в некоторых вариантах выполнения подъемный механизм дополнительно выполнен с возможностью вращения защитного кожуха относительно формы. В некоторых вариантах выполнения подъемный механизм выполнен с возможностью вращения защитного кожуха независимо от подъема защитного кожуха.
В некоторых вариантах выполнения подъемный механизм содержит первую часть, которая установлена (непосредственно или опосредованно) на поверхности формы, и вторую часть, которая поддерживает воронку защитного кожуха, причем вторая часть выполнена с возможностью перемещения относительно первой части.
В некоторых вариантах выполнения положение первой части зафиксировано относительно формы, и перемещение второй части приводит к подъему воронки от формы в зацепление с разливочным стаканом ковша. В некоторых вариантах выполнения вторая часть выполнена с возможностью перемещения между первым положением, в котором штырь по существу принят в канале формы, и вторым положением, в котором участок штыря поднят из канала.
В некоторых вариантах выполнения первая часть выполнена с возможностью перемещения относительно формы, причем первая часть выполнена с возможностью перемещения между первым положением, в котором штырь по существу принят в канале формы, и вторым положением, в котором участок штыря поднят из канала. В некоторых вариантах выполнения первая часть выполнена с возможностью перемещения между первым и вторым положениями без перемещения второй части. Перемещение первой части между первым и вторым положениями может приводить к подъему штыря без вращения второй части и/или штыря.
В некоторых вариантах выполнения подъемный механизм дополнительно содержит третью часть, которая расположена между первой частью и поверхностью формы. Третья часть может облегчать перемещение первой части относительно формы.
В некоторых вариантах выполнения первая часть или третья часть (при наличии) подъемного механизма содержит или состоит из основания, которое прикреплено к верхней поверхности формы, тем самым закрепляя подъемный механизм на форме.
Следует понимать, что существует множество путей реализации подъемного механизма для обеспечения перемещения второй части относительно первой части или перемещения первой части относительно формы и опционально второй и/или третей частей. Например, подъемный механизм может содержать механический исполнительный механизм, например, винтовой или кулачковый механизм, подъемник (например, ножничный подъемник) или телескопический линейный исполнительный механизм. Альтернативно подъемный механизм может содержать гидравлический или пневматический исполнительный механизм или поршень. В некоторых вариантах выполнения подъемный механизм содержит двигатель.
В некоторых вариантах выполнения между основанием и верхней поверхностью формы обеспечено уплотнение.
В некоторых вариантах выполнения уплотнение обеспечено между второй частью подъемного механизма и воронкой защитного кожуха.
В некоторых вариантах выполнения между первой частью и второй и/или третьей частями подъемного механизма отсутствует зазор.
За счет уплотнения между разливочным стаканом ковша и воронкой защитного кожуха, между подъемным механизмом и формой, между подъемным механизмом и воронкой защитного кожуха, а также за счет отсутствия зазора или очень малого зазора между первой частью и второй и/или третьей частями подъемного механизма, можно обеспечить по существу закрытую систему, по которой металл может попадать из ковша через защитный кожух в литейную полость формы. Это уменьшает вторичное окисление и образование включений в отливке. Однако следует понимать, что система не может быть полностью герметичной.
В некоторых вариантах выполнения подъемный механизм содержит цилиндрический кулачок. Как известно в уровне техники, цилиндрический кулачок представляет собой кулачок, в котором толкатель движется по поверхности цилиндра. Поверхность наклонена, образуя спираль. Поверхность может быть выполнена в виде канавки, образованной в криволинейной стенке или поверхности цилиндра, или она может образовывать торец цилиндра. Толкатель выполняет поступательное перемещение параллельно продольной оси цилиндра при движении по поверхности, тем самым преобразуя вращательное перемещение в линейное перемещение.
В некоторых вариантах выполнения подъемный механизм содержит концентрические внешнюю и внутреннюю втулки, причем одна из внутренней и внешней втулок поддерживает воронку защитного кожуха и имеет толкатель, который опирается на наклонную или спиральную поверхность (т.е. кулачок) другой из внутренней и внешней втулок, которая установлена (непосредственно или опосредованно) на верхней поверхности формы, так что относительное вращение внутренней и внешней втулок приводит к линейному перемещению защитного кожуха.
В некоторых вариантах выполнения наклонная поверхность образована в верхнем торце внутренней или внешней втулки.
В некоторых вариантах выполнения защитный кожух установлен во внутренней втулке, причем внутренняя втулка имеет толкатель, который опирается на наклонную поверхность внешней втулки, установленной (непосредственно или опосредованно) на верхней поверхности формы. В таких вариантах выполнения внешняя втулка может рассматриваться как соответствующая первой части, а внутренняя втулка может рассматриваться как соответствующая второй части подъемного механизма.
В некоторых вариантах выполнения положение внешней втулки зафиксировано относительно формы, и вращение внутренней втулки относительно внешней втулки приводит к линейному перемещению защитного кожуха. Следует понимать, что в таких вариантах выполнения сам защитный кожух также вращается при подъеме.
В некоторых альтернативных вариантах выполнения внешняя втулка выполнена с возможностью перемещения относительно формы и внутренней втулки. Этому может способствовать обеспечение третьей части между первой частью и поверхностью формы. В таких вариантах выполнения вращение внешней втулки приводит к линейному перемещению защитного кожуха без вращения внутренней втулки и защитного кожуха, удерживаемого в ней. Таким образом, вращение внутренней и внешней втулок вместе (так что между ними отсутствует относительное перемещение) приводит к вращению защитного кожуха без линейного перемещения. Такая конструкция может быть использована для обеспечения большего контроля над потоком металла. Например, подъем защитного кожуха путем вращения внешней втулки позволяет прохождение металла через защитный кожух, тогда как последующее вращение защитного кожуха может использоваться для открытия дополнительных выпускных отверстий и увеличения потока металла.
В некоторых вариантах выполнения обеспечено множество наклонных поверхностей. Каждая наклонная поверхность может продолжаться по участку втулки в окружном направлении. В некоторых вариантах выполнения обеспечены две, три или четыре наклонные поверхности. Например, могут быть обеспечены три наклонные поверхности, каждая из которых продолжается приблизительно на 120° в окружном направлении.
В некоторых вариантах выполнения подъемный механизм дополнительно содержит ручку для осуществления относительного вращения внутренней и/или внешней втулок. В некоторых вариантах выполнения ручка прикреплена к толкателю или образует его.
Подъемный механизм может быть выполнен из любого подходящего материала. В некоторых вариантах выполнения по меньшей мере часть подъемного механизма выполнена из металла, например, из стали.
Воронка защитного кожуха может иметь внутреннюю поверхность частично сферической формы (вогнутую). Такая поверхность обеспечивает шаровое шарнирное зацепление с разливочным стаканом ковша. Это обеспечивает надежное соединение с разливочным стаканом ковша, даже если разливочный стакан ковша и защитный кожух и/или защитный кожух и форма не идеально выровнены.
В некоторых вариантах выполнения система дополнительно содержит прокладку, расположенную в воронке защитного кожуха. Прокладка способствует обеспечению герметичного соединения между защитным кожухом и разливочным стаканом.
Защитный кожух может быть выполнен из любого огнеупорного материала, способного выдерживать высокие температуры расплавленного металла, например, расплавленного чугуна и стали. Подходящие огнеупорные материалы включают в себя плавленый кварц, заводской бетон и изостатически прессованные связанные углеродом огнеупоры. В некоторых вариантах выполнения защитный кожух выполнен из плавленого кварца.
В дополнение к подходящим термическим и физическим свойствам защитный кожух должен быть выполнен с высокой размерной точностью, это означает, что некоторые способы изготовления (например, шликерное литье, при котором материал, образующий защитный кожух, частично отверждают и вулканизируют в форме перед стрипперованием и обжигом), подходят больше, чем другие.
Канал формы, в котором с возможностью перемещения принят полый штырь защитного кожуха, продолжается между верхней поверхностью формы и впускным отверстием литейной полости. Под выражением «продолжается между» следует понимать, что канал может продолжаться на все расстояние между верхней поверхностью формы и впускным отверстием литейной полости, или канал может продолжаться только на часть расстояния.
Штырь защитного кожуха размещен в канале лишь с небольшим зазором между ними. В некоторых вариантах выполнения полый штырь защитного кожуха продолжается на всю длину канала. Плотная посадка защитного кожуха и полого штыря, продолжающегося по существу на всю длину канала, обеспечивает эффективный контроль над потоком металла, предотвращая разбрызгивание и уменьшая вторичное окисление. Воздух в зазоре между защитным кожухом и каналом не находится в непосредственном контакте с потоком металла, и, следовательно, воздух не захватывается. Этот узкий воздушный зазор также обеспечивает вентиляцию литниковой системы при попадании металла в форму.
В некоторых вариантах выполнения система литья дополнительно содержит фильтр. Фильтр может быть расположен между каналом и впускным отверстием литейной полости. Фильтр выполнен с возможностью удаления любых включений из расплавленного металла. Фильтр также служит в качестве модификатора потока и уменьшает турбулентность расплавленного металла перед его попаданием в литейную полость. Фильтр может быть выполнен из любого подходящего материала, известного специалисту в данной области техники. В некоторых вариантах выполнения фильтр выполнен из циркония.
В некоторых вариантах выполнения фильтр расположен в корпусе. Корпус может быть соединен с каналом (непосредственно или опосредованно). В некоторых вариантах выполнения корпус принимает конец штыря защитного кожуха (т.е. конец, противоположный воронке). В этих вариантах выполнения расплавленный металл проходит через защитный кожух, который принят в канале, в корпус и через фильтр, а затем попадает в литейную полость.
Корпус может иметь квадратное, прямоугольное, треугольное, шестиугольное, восьмиугольное или круглое поперечное сечение. Таким образом, в некоторых вариантах выполнения корпус имеет три, четыре, шесть или восемь боковых стенок. Одна или более боковых стенок могут иметь выпускное отверстие, через которое расплавленный металл попадает в литейную полость. Рядом с каждым выпускным отверстием может быть расположен фильтр. Таким образом, конфигурация корпуса и фильтра может быть выбрана в соответствии с конкретными требованиями литейной полости.
Корпус может быть выполнен из любого подходящего огнеупорного материала, включая плавленый кварц, заводской бетон, огнеупорный и химически связанный песок. В некоторых вариантах выполнения корпус выполнен из плавленого кварца.
В некоторых вариантах выполнения корпус содержит огнеупорную ударную подушку. Она предотвращает разрушение формы расплавленным металлом при выходе из конца защитного кожуха.
Конец защитного кожуха (противоположный воронке) может быть полностью открытым. Альтернативно конец может быть обеспечен торцевой или концевой крышкой, имеющей отверстие для прохождения расплавленного металла. При использовании торцевая или концевая крышка может быть установлена на ударной подушке перед подъемом защитного кожуха.
Ударная подушка может быть выполнена из любого подходящего огнеупорного материала, способного выдерживать тепловое и физическое воздействие расплавленного металла, включая плавленый кварц, заводской бетон, огнеупорный и химически связанный песок. В некоторых вариантах выполнения ударная подушка выполнена из плавленого кварца.
В некоторых вариантах выполнения штырь обеспечен по меньшей мере одним выпускным отверстием рядом с концом защитного кожуха. Могут быть обеспечены по меньшей мере два, три или четыре выпускных отверстия. Выпускные отверстия могут быть равномерно разнесены вокруг штыря защитного кожуха. Эти «горизонтальные» выпускные отверстия обеспечивают дополнительный путь для выхода расплавленного металла из защитного кожуха в дополнение к отверстию на конце защитного кожуха, и, таким образом, обеспечивают больший расход потока при открытых выпускных отверстиях.
Для регулировки потока металла через выпускное отверстие (отверстия) в штыре может быть обеспечено средство регулировки потока. Защитный кожух может быть выполнен с возможностью вращения между положением, в котором каждое выпускное отверстие выровнено со средством регулировки потока и закрыто им, что предотвращает прохождение металла через выпускные отверстия, и положением, в котором каждое выпускное отверстие открыто (и больше не выровнено со средством регулировки потока), что позволяет прохождение металла через выпускное отверстие (отверстия). Следует понимать, что между открытым и закрытым положениями может быть обеспечено множество положений (например, бесконечное множество), в которых выпускное отверстие (отверстия) частично открыто. В таких вариантах выполнения вращение защитного кожуха предпочтительно может использоваться для регулировки расхода потока металла в отливку.
В некоторых вариантах выполнения средство регулировки потока обеспечено ударной подушкой.
В некоторых вариантах выполнения ударная подушка может содержать по меньшей мере одну стойку или стенку, имеющую поверхность, прилегающую к штырю защитного кожуха, причем высота и ширина указанной поверхности достаточны для того, чтобы полностью закрывать выпускное отверстие. Следует понимать, что высота стойки (стоек) или стенки (стенок) должна быть выбрана так, чтобы поверхность полностью закрывала выпускное отверстие (отверстия) при подъеме штыря с помощью подъемного механизма.
В некоторых вариантах выполнения защитный кожух выполнен с возможностью вращения между положением, в котором одна (или каждая) стойка выровнена с выпускным отверстием (или соответствующим ей выпускным отверстием), закрывая выпускное отверстие и предотвращая прохождение металла через него, и положением, в котором одно (или каждое) выпускное отверстие по меньшей мере частично открыто. Предпочтительно количество стоек соответствует количеству выпускных отверстий. В некоторых вариантах выполнения штырь содержит четыре выпускных отверстия, а ударная подушка содержит четыре стойки.
В некоторых вариантах выполнения ударная подушка содержит стенку, которая продолжается вокруг штыря защитного кожуха (т.е. образует кольцо). Стенка содержит одно или более отверстий, которые расположены так, что они по меньшей мере частично выровнены с выпускным отверстием (отверстиями) в штыре защитного кожуха. В таких вариантах выполнения защитный кожух выполнен с возможностью вращения между положением, в котором выпускное отверстие (отверстия) закрыто стенкой для закрытия выпускного отверстия и предотвращения прохождения металла через него, и положением, в котором одно (или каждое) выпускное отверстие по меньшей мере частично выровнено с отверстием (или соответствующим ему отверстием) в стенке и, следовательно, по меньшей мере частично открыто, позволяя прохождение метала из защитного кожуха через выпускные отверстия и отверстия.
В некоторых вариантах выполнения поверхность ударной подушки содержит область, которая комплементарна по форме основанию защитного кожуха. Область может иметь такую форму, что сопряжение между основанием защитного кожуха и поверхностью возможно только при определенных ориентациях защитного кожуха относительно ударной подушки. Например, сопряжение между основанием и поверхностью возможно, только когда выпускное отверстие (отверстия) штыря выровнено со средством регулировки потока. Таким образом, комплементарность между основанием и ударной подушкой обеспечивает удобное средство определения закрытия выпускных отверстий в штыре.
Стойки или стенка (стенки) могут продолжаться вверх от поверхности ударной подушки.
В некоторых вариантах выполнения система дополнительно содержит литниковую систему между корпусом и впускным отверстием литейной полости.
В некоторых вариантах выполнения система дополнительно содержит прибыль в сообщении по текучей среде с литейной полостью. Прибыль может представлять собой прибыль из природного песка, содержащую полость, образованную в форме, или она может представлять собой вспомогательную прибыль, обычно называемую питателем или питающей вставкой. Питающие вставки обычно представляют собой формы из химически связанных огнеупоров и могут быть изолирующими и/или экзотермическими. Прибыль может продолжаться между литейной полостью и верхней поверхностью формы. Прибыль или питающая вставка может быть открытой и подверженной воздействию атмосферы, или она может быть закрытой при наличии крыши или крышки. В некоторых вариантах выполнения форма содержит более одной прибыли.
В некоторых вариантах выполнения система содержит боковую прибыль. Боковая прибыль может быть расположена смежно с литейной полостью. Боковая прибыль может быть расположена в нижней части формы, т.е. на удалении от верхней поверхности формы. Конец штыря защитного кожуха может быть расположен в боковой прибыли в сообщении по текучей среде с литейной полостью.
В некоторых вариантах выполнения литейная полость обеспечена нижней подачей. Под «нижней подачей» следует понимать, что литейная полость заполняется расплавленным металлом, подаваемым из литниковой системы в нижнюю часть литейной полости.
В некоторых вариантах выполнения литниковая система содержит один или более трубопроводов или литников в форме, причем каждый трубопровод продолжается между выпускным отверстием корпуса или боковой прибылью и впускным отверстием литейной полости.
Система литья в соответствии с изобретением может быть применена к любому ковшу для донной разливки, оснащенному разливочным стаканом. В некоторых вариантах выполнения разливочный стакан ковша имеет частично сферическую (выпуклую) или куполообразную форму с плоской вершиной.
Кроме того, для любых отливок может использоваться разливочный стакан единого универсального диаметра.
Расход или объем металла, который может разливаться из ковша для донной разливки, ограничен диаметром используемого разливочного стакана. При установке защитного кожуха поток металла может быть дополнительно ограничен в зависимости от внутреннего диаметра или канала штыря защитного кожуха.
В традиционных применениях, где защитный кожух прикреплен к ковшу и, следовательно, используется для литья более чем в одну форму, расход потока металла будет одинаковым для каждой отливки. Если из одного ковша отливаются отливки, существенно отличающихся размеров, расход потока может не подойти для некоторых отливок больших или малых размеров, что приводит к неоптимальному заполнению формы и увеличению дефектов отливок или брака. Это означает, что для каждого ковша металла отливки одинакового размера должны изготавливаться с использованием одинакового необходимого размера разливочного стакана и единого диаметра защитного кожуха.
При использовании системы литья в соответствии с настоящим изобретением для каждой отливки используется новый защитный кожух, что предпочтительно позволяет получать отливки множества разных размеров за один цикл (ковш). Это связано с тем, что каждая форма содержит свой собственный защитный кожух, размер и диаметр канала которого могут быть выбраны в соответствии с размером отливки. Таким образом, тип используемого защитного кожуха оптимизирован для отдельной отливки, а не обусловлен типом ковша или разливочного стакана (диаметром). Например, защитный кожух, имеющий диаметр канала 80 мм, и защитный кожух, имеющий диаметр канала 40 мм, могут иметь одинаковые размеры воронки, что позволяет их установку на один и тот же разливочный стакан, следовательно, они могут использоваться для литья из одного ковша, оснащенного универсальным разливочным стаканом.
Таким образом, система в соответствии с изобретением является гораздо более гибкой и больше подходит для коротких литейных циклов, чем обычные используемые в настоящее время системы. Дополнительное преимущество заключается в использовании для каждой отливки чистого защитного кожуха, что дополнительно сокращает включения.
Таким образом, в некоторых вариантах выполнения система содержит множество форм. Защитный кожух в каждой форме может иметь одинаковую длину и/или диаметр. Альтернативно разные формы могут содержать защитные кожухи разных длин и/или диаметров.
Поэтому следует понимать, что длина и диаметр защитного кожуха выбираются в зависимости от типа отливки. Например, мелкие отливки могут отливаться с использованием защитного кожуха, имеющего диаметр внутреннего канала 30 мм, тогда как для крупных отливок может потребоваться защитный кожух, имеющий диаметр канала 70 мм. Разные защитные кожухи с разными диаметрами каналов могут использоваться с универсальным разливочным стаканом.
В некоторых вариантах выполнения диаметр канала защитного кожуха составляет от 20 мм до 100 мм, от 30 мм до 80 мм или от 40 мм до 70 мм.
За счет нахождения защитного кожуха в самой форме и выбора защитного кожуха в соответствии с отдельной отливкой, отсутствует ограничение длины используемого защитного кожуха. В некоторых вариантах выполнения длина защитного кожуха составляет от 1 до 3 метров или от 1,5 до 2 метров.
Форма может представлять собой обычную песчаную форму, широко используемую при литье металлов. Таким образом, система литья в соответствии с изобретением может быть изготовлена с использованием любого подходящего формовочного песка.
Формовочный песок можно разделить на две основные категории; химически связанный (на основе органических или неорганических связующих) или связанный глиной. Связующие химически связанного формовочного песка обычно представляют собой самоотверждающиеся системы, в которых связующее и химический отвердитель смешиваются с песком, и связующее и отвердитель сразу вступают в реакцию, но достаточно медленно, чтобы песок мог утрамбоваться вокруг модельной плиты и достаточно затвердеть для удаления и литья. Системы формования с глиняным связующим используют глину и воду в качестве связующего и могут использоваться в «сыром» или «невысушенном» состоянии, обычно называемом сырой формовочной смесью. Сырые формовочные смеси не обладают хорошей текучестью или способностью перемещаться просто под действием сил сжатия, и, следовательно, для уплотнения сырой формовочной смеси вокруг модельной плиты и придания форме достаточной прочности применяются различные сочетания встряхивания, вибрации, прессования и трамбовки для получения форм однородной прочности с высокой производительностью.
Химически связанный формовочный песок наиболее подходит для изготовления чугунных и стальных отливок в малом объеме и/или средних и крупных размеров и обычно имеет более высокую прочность по сравнению с сырой формовочной смесью.
Методы формования хорошо известные и описаны, например, в 12 и 13 главах Foseco Ferrous Foundryman's Handbook (ISBN 075064284 X). Типичный процесс, известный как процесс холодного отверждения, заключается в смешивании песка с жидкой смолой или силикатным связующим и с соответствующим катализатором, как правило, в смесителе непрерывного действия. Затем смешанный песок уплотняют вокруг модельной плиты путем сочетания вибрации и трамбовки и оставляют на время, в течение которого катализатор вступает в реакцию со связующим, что приводит к затвердеванию песчаной смеси. После достижения необходимой прочности форму снимают с модельной плиты, и она продолжает затвердевать до завершения химической реакции. Если используются питающие вставки, они могут быть размещены на модельной плите, а вокруг них находится смешанный песок, или они могут быть вставлены в полости формы после снятия с модельной плиты. Подобным образом корпусы фильтров и фильтры могут быть отформованы на месте или вставлены впоследствии.
Формы, как правило, производят в виде двух полуформ и затем собирают перед литьем, хотя для более крупных и сложных отливок формы могут содержать три или более частей, собираемых вместе. Формы обычно выполнены с горизонтальным разъемом, но для некоторых конфигураций отливок могут иметь вертикальный разъем.
Песчаная форма может быть изготовлена в металлическом каркасе. Это обеспечивает опору формы. Каркас может быть обеспечен ручками. Ручки могу использоваться для подъема двух полуформ, а также для сборки и манипуляций с готовой формой.
Хотя система литья в соответствии с настоящим изобретением особенно подходит для изготовления стальных отливок, она также может использоваться для литья других металлов, например, серого чугуна, бронзы, меди, цинка, магния, алюминия и алюминиевых сплавов.
В некоторых вариантах выполнения форма может представлять собой многократно используемую форму или матрицу. Многократно используемая форма или матрица может быть выполнена из чугуна, стали или любых других подходящих материалов, известных специалисту в данной области техники. Эти варианты выполнения подходят для изготовления отливок из алюминия и алюминиевых сплавов.
В соответствии с дополнительным аспектом настоящего изобретения обеспечен способ литья с использованием системы в соответствии с первым аспектом.
Способ может содержать этапы, на которых:
обеспечивают систему в соответствии с первым аспектом изобретения;
размещают ковш для донной разливки, содержащий расплавленный металл, над формой таким образом, чтобы разливочный стакан в основании ковша был расположен по существу вертикально над воронкой защитного кожуха;
приводят в действие подъемный механизм для подъема воронки защитного кожуха от верхней поверхности формы для приведения защитного кожуха в зацепление с разливочным стаканом;
открывают разливочный стакан, что обеспечивает поток расплавленного металла из ковша в защитный кожух;
закрывают разливочный стакан для прекращения потока расплавленного металла; и
приводят в действие подъемный механизм для опускания воронки защитного кожуха в направлении верхней поверхности формы для отсоединения защитного кожуха от разливочного стакана.
В некоторых вариантах выполнения приведение в действие подъемного механизма для подъема воронки защитного кожуха также приводит к вращению защитного кожуха относительно формы.
В альтернативных вариантах выполнения приведение в действие подъемного механизма приводит к подъему воронки защитного кожуха без вращения защитного кожуха относительно формы. В таких вариантах выполнения способ может дополнительно содержать этап, на котором после открытия разливочного стакана вращают защитный кожух.
В некоторых вариантах выполнения способ дополнительно содержит этап, на котором продувают форму инертным газом, например, аргоном. Для удержания инертного газа форма должна быть закрыта для предотвращения вентиляции перед разливкой. Например, в некоторых вариантах выполнения может быть необходимо закрыть все открытые прибыли или вентиляционные отверстия путем размещения листа бумаги или картона над вентиляционным отверстием. Аргон тяжелее воздуха, поэтому после закрытия формы аргон не будет улетучиваться до разливки.
Следует понимать, что при необходимости любой из вариантов выполнения, описанных в настоящем документе, может быть объединен с любым другим вариантом выполнения, если не указано иное.
Далее будут описаны варианты выполнения изобретения со ссылкой на сопровождающие чертежи, на которых:
Фигура 1 представляет собой вид в перспективе системы литья в соответствии с первым аспектом изобретения, причем воронка защитного кожуха не находится в зацеплении с разливочным стаканом ковша;
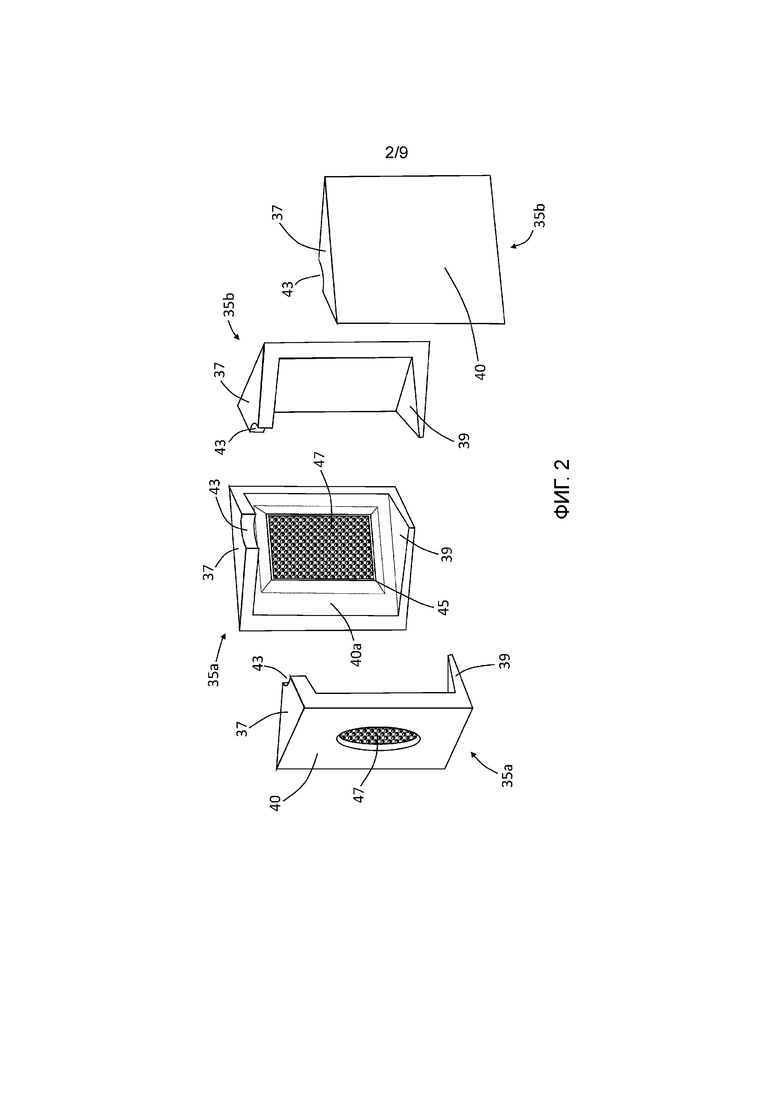
Фигура 2 представляет собой разобранный вид в перспективе корпуса, показанного на Фигуре 1, иллюстрирующий отдельные компоненты;
Фигура 3A и Фигура 3B представляют собой виды в перспективе двух компонентов, образующих подъемный механизм, показанный на Фигуре 1;
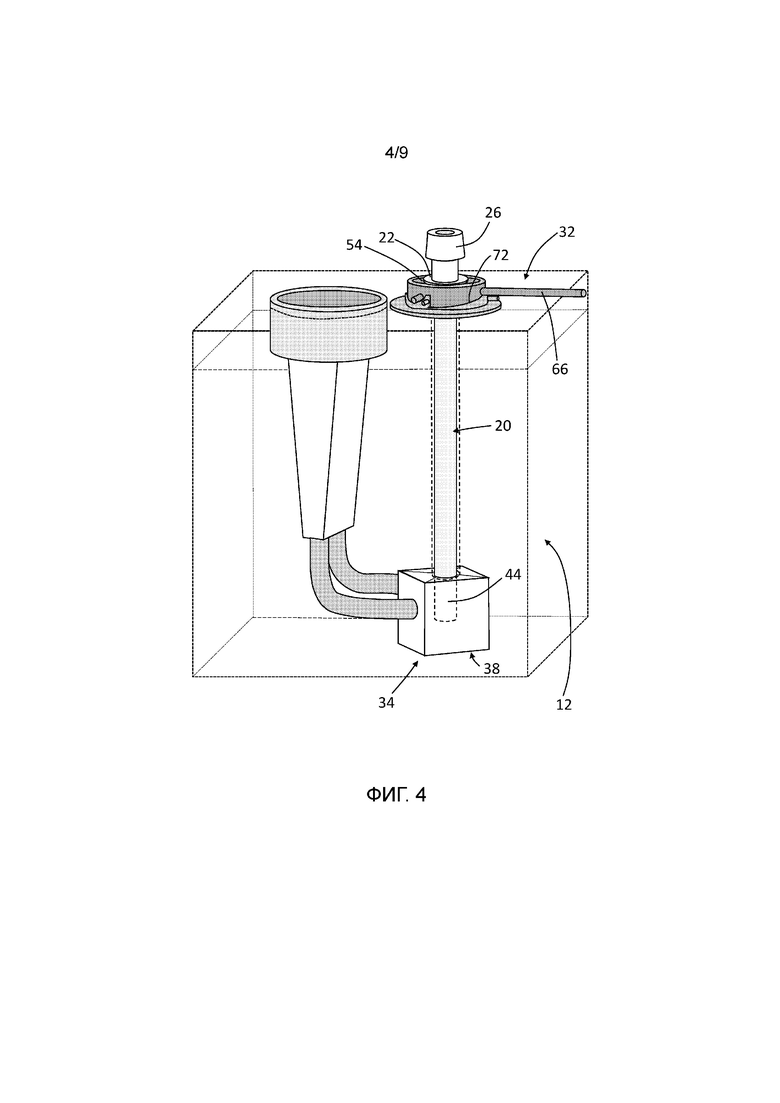
Фигура 4 представляет собой вид в перспективе системы литья, показанной на Фигуре 1, причем воронка защитного кожуха находится в зацеплении с разливочным стаканом ковша;
Фигура 5A и Фигура 5B представляют собой виды в разрезе, иллюстрирующие соединение между разливочным стаканом ковша и защитным кожухом, показанными на Фигуре 1, в случае смещения между формой и ковшом;
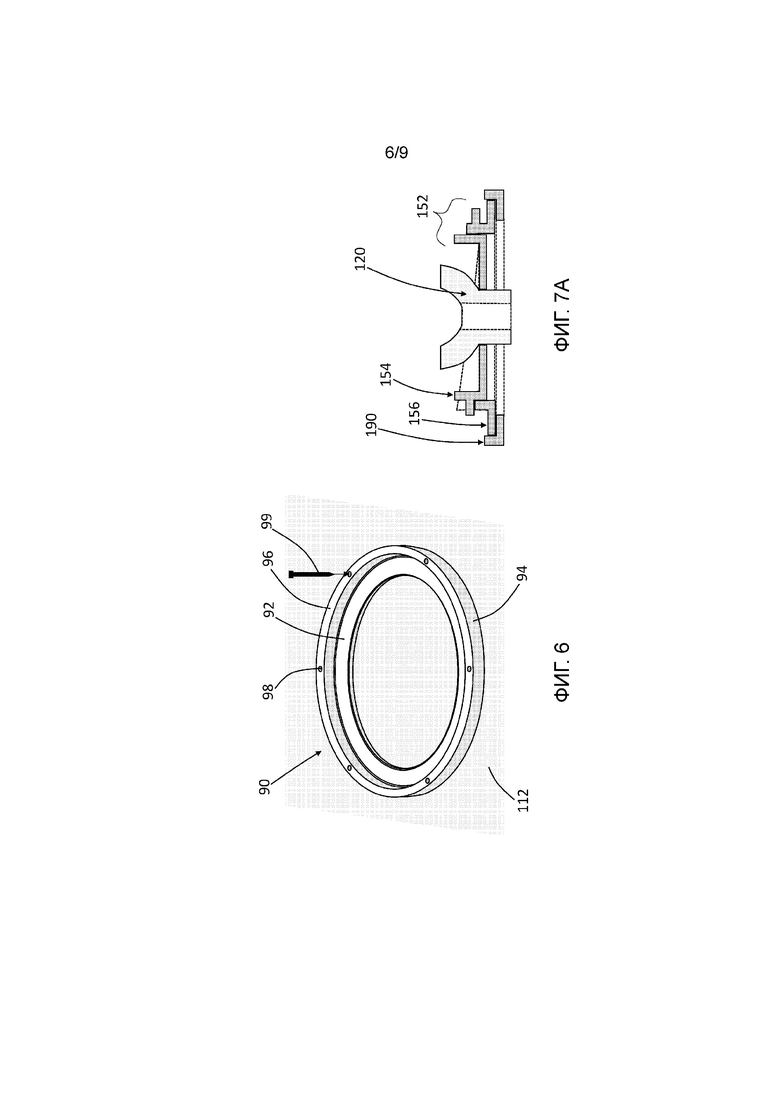
Фигура 6 представляет собой вид в перспективе третьего компонента трехкомпонентного подъемного механизма в альтернативном варианте выполнения изобретения;
Фигура 7A представляет собой вид в разрезе трехкомпонентного подъемного механизма и поддерживаемой им воронки защитного кожуха в альтернативном варианте выполнения изобретения;
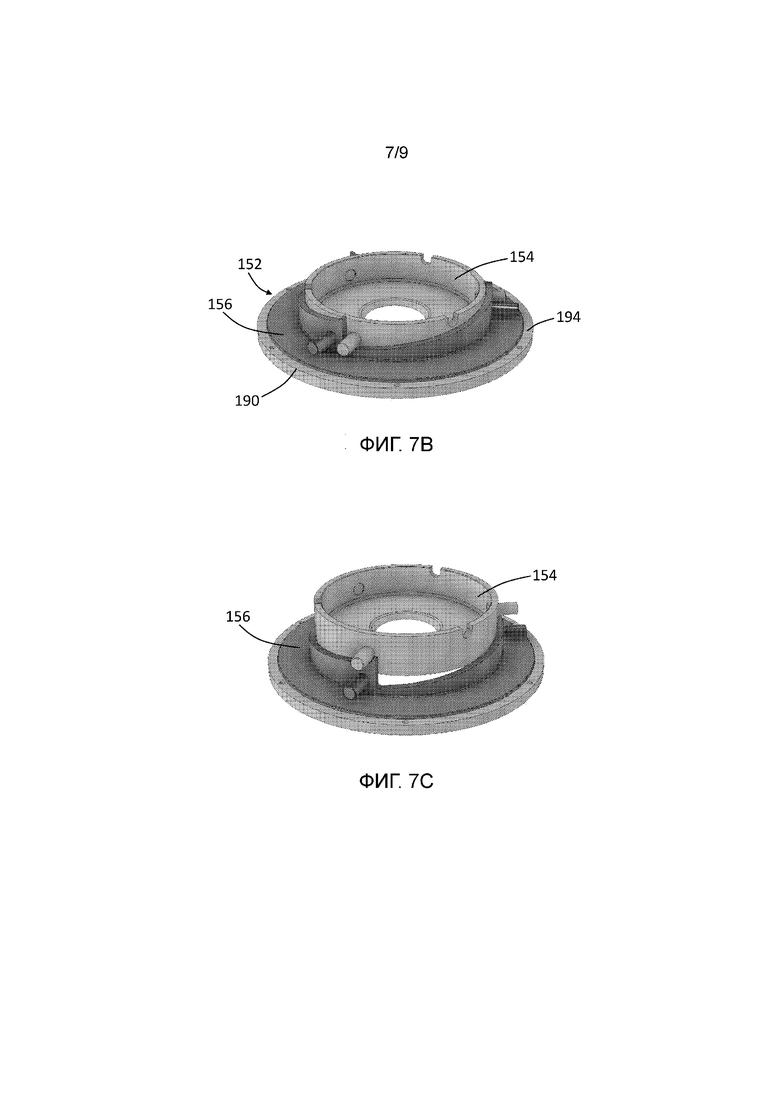
Фигура 7B и Фигура 7C представляют собой виды в перспективе подъемного механизма, показанного на Фигуре 7A, на разных этапах вращения. Фигура 7B иллюстрирует механизм до вращения, тогда как Фигура 7C иллюстрирует механизм после вращения;
Фигура 8A представляет собой вид в перспективе конца защитного кожуха в соответствии с вариантом выполнения изобретения;
Фигура 8B представляет собой вид в перспективе ударной подушки для использования с защитным кожухом, показанным на Фигуре 8A; и
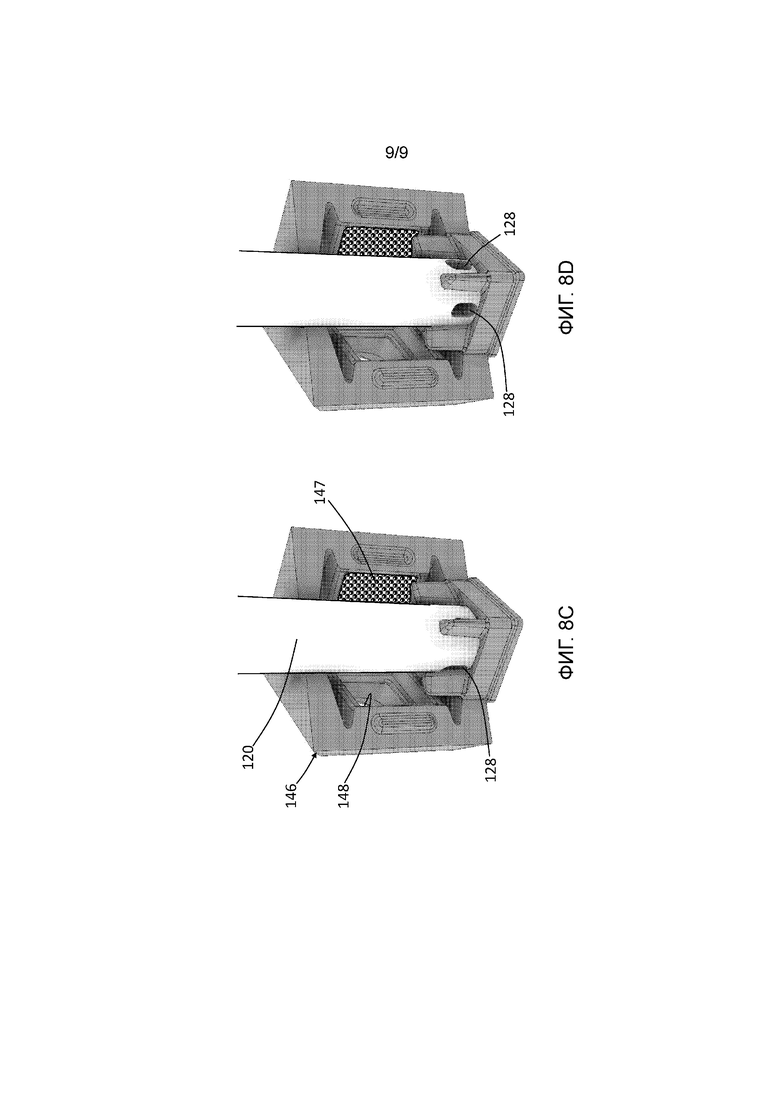
Фигура 8C и Фигура 8D представляют собой виды в перспективе защитного кожуха, показанного на Фигуре 8A, собранного с корпусом и ударной подушкой, показанной на Фигуре 8B, иллюстрирующие переход между частично открытым (Фигура 8C) и полностью открытым (Фигура 8D) положениями.
Обратимся к Фигуре 1, вариант выполнения системы 10 литья в соответствии с изобретением содержит форму 12, в которой образована литейная полость 14. Форма состоит из верхней части 12a и нижней части 12b, соединенных горизонтально по линии 13 разъема. Литейная полость 14 заполняется снизу через два впускных отверстия 16. Расплавленный металл подается в литейную полость 14 через защитный кожух 20, который предотвращает вторичное окисление металла, защищая его от воздействия атмосферы. Защитный кожух 20 содержит воронку 22, в которую заливается расплавленный металл, и вытянутый полый штырь 24, по которому металл подается в литейную полость 14. Воронка 22 расположена снаружи формы 12, так что при использовании она может входить в зацепление с разливочным стаканом 26 ковша (не показан). Полый штырь 24 защитного кожуха 20 принят в канале 30, образованном в верхней поверхности 32 формы 12, и продолжается по существу перпендикулярно ей. Канал 30 имеет размеры, позволяющие принимать защитный кожух 20 так, что между ними по существу отсутствует зазор, но в то же время возможно линейное перемещение защитного кожуха 20. В сообщении по текучей среде с литейной полостью 14 обеспечена открытая питающая вставка 15, которая продолжается между литейной полостью 14 и верхней поверхностью 32 формы 12.
Канал 30 продолжается между верхней поверхностью 32 и корпусом 34, расположенным в форме 12. Корпус 34 имеет форму куба, содержащего четыре призматических секции, соединенные друг с другом, и имеющего верхнюю стенку 36, нижнюю стенку 38 и четыре боковые стенки 40. Корпус 34 может быть выполнен из подходящего огнеупорного материала, например, из плавленого кварца. Полый штырь 24 защитного кожуха 20 проходит через отверстие 42 в верхней стенке 36, так что конец 44 защитного кожуха 20, противоположный воронке 22, размещен внутри корпуса 34. Две из четырех боковых стенок 40 имеют выпускное отверстие 46. Рядом с каждым из выпускных отверстий 46 может быть расположен фильтр (не показан), так что при выходе из корпуса 34 расплавленный металл проходит через фильтры.
В сторону от корпуса 34 фильтров продолжается литниковая система 48, содержащая пару трубопроводов 50, по одному трубопроводу 50 из каждого выпускного отверстия 46. Трубопроводы 50 загибаются вверх, соединяясь с впускными отверстиями 16 литейной полости 14, причем каждый трубопровод 50 подает металл в отдельное впускное отверстие 16. Таким образом, путь потока расплавленного металла проходит вниз через воронку 22 и полый штырь 24 защитного кожуха 20, в корпус 34 фильтров, затем через фильтры и из корпуса 34 фильтров через выпускные отверстия 46 по трубопроводам 50 вверх в литейную полость 14.
Как отмечено выше, защитный кожух 20 выполнен с возможностью линейного перемещения в канале 30, так что он может подниматься для зацепления с разливочным стаканом 26 ковша. Защитный кожух 20 поднимается с помощью подъемного механизма 52, расположенного на верхней поверхности 32 формы 12.
Фигура 2 иллюстрирует четыре отдельных сегмента 35a, 35b, соединяемых друг с другом для образования корпуса 34. Два сегмента 35a имеют выпускное отверстие 46 в боковой стенке 40, тогда как два других сегмента 35b не имеют выпускного отверстия. Каждый из сегментов 35a, 35b имеет треугольное основание 39, боковую стенку 40 и треугольную крышу 37, причем крыша имеет вырез 43 в виде четверти круга (т.е. на 90°). При соединении элементов друг с другом четыре сегмента крыши образуют верхнюю стенку 36 корпуса, а вырезы 43 образуют круглое отверстие 42, через которое проходит штырь 24 защитного кожуха 20. Подобным образом четыре треугольных основания 39 соединяются друг с другом, образуя нижнюю стенку 38 корпуса. Два сегмента 35a корпуса имеют встроенную во внутреннюю поверхность 40a боковой стенки 40a выступающую профилированную раму 45, которая удерживает пенокерамический фильтр 47, так что центр фильтра 47 расположен над выпускным отверстием 46 в боковой стенке 40. При использовании сегменты 35a, 3b соединены друг с другом путем закрепления и стягивания металлической ленты (не показана) вокруг четырех боковых стенок 40 корпуса 34.
Обратимся к Фигурам 3A и 3B, подъемный механизм 52 содержит внутреннюю втулку 54, концентрично устанавливаемую внутри внешней втулки 56. Внутренняя втулка 54 содержит кольцевое седло 58, окруженное круговым ободом 60. При использовании воронка 22 защитного кожуха 20 удерживается на кольцевом седле 58, причем штырь 24 защитного кожуха 20 проходит через центральное отверстие 62 в седле 58. На внешней поверхности 63 кругового обода 60 обеспечены два штифта 64 и разнесенная от штифтов 64 ручка 66.
Внешняя втулка 56 содержит цилиндрическую стенку 68, окруженную кольцевым основанием 70. При использовании основание 70 установлено на верхней поверхности формы 12. Во время подготовки формы 12 внешнюю втулку 56 размещают в требуемом положении и удерживают на месте при отверждении и закаливании формовочного песка. Участки верхнего конца 69 цилиндрической стенки 68 вырезаны, обеспечивая три наклонные или спиральные поверхности 72. В показанном варианте выполнения каждая спиральная поверхность 72 продолжается по окружности цилиндрической стенки 68 приблизительно на 120°.
При сборке подъемного механизма 52 штифты 64 и ручка 66 внутренней втулки 54 опираются на спиральную поверхность 72 внешней втулки 56. Можно увидеть, что при вращении внутренней втулки 54 с использованием ручки 66, штифты 64 и ручка 66 будут перемещаться по спиральной поверхности 72, что приводит к подъему внутренней втулки 54 и, следовательно, защитного кожуха 20, поддерживаемого внутренней втулкой 54. Таким образом, внутренняя и внешняя втулки 54, 56 служат в качестве цилиндрического кулачка, причем штифты 64 и ручка 66 образуют толкатели.
На Фигуре 1 внутренняя втулка 54 подъемного механизма 52 находится в первом положении, при этом штифты и ручка находятся в самой нижней точке на спиральных поверхностях 72. В этом положении защитный кожух 20 опущен, так что штырь 24 продолжается почти до нижней поверхности корпуса 34, и воронка 22 не находится в зацеплении с разливочным стаканом 26 ковша. Можно увидеть, что поворот внутренней втулки 54 против часовой стрелки на угол приблизительно 90° вызывает перемещение штифтов и ручки вверх по спиральным поверхностям 72 внешней втулки 56, что приводит к перемещению подъемного механизма 52 во второе положение, показанное на Фигуре 4. Во втором положении внутренняя втулка 54 и воронка 22, установленная в ней, подняты вверх от верхней поверхности 32 формы 12, и воронка 22 находится в зацеплении с разливочным стаканом 26 ковша. Конец 44 защитного кожуха 20, противоположный воронке 22, поднят от нижней стенки 38 корпуса 34, но остается в корпусе 34. Поэтому следует понимать, что угол, на который должна быть повернута внутренняя втулка 54, зависит от степени вертикального перемещения внутренней втулки 54 и защитного кожуха 20, необходимого для приведения воронки 22 в зацепление с разливочным стаканом 26, которое может варьироваться в зависимости от высоты формы 12 и размещения ковша. Во время разливки подъемный механизм 52 может удерживаться во втором положении вручную оператором, удерживающим ручку 66, для предотвращения перемещения вниз по спиральной поверхности 72. Однако следует понимать, что в некоторых вариантах выполнения для удержания подъемного механизма 52 во втором положении может быть обеспечен фиксатор.
Как видно на Фигурах 5A и 5B, между ковшом и формой 12 не всегда может быть обеспечено идеальное выравнивание, так что происходит вертикальное смещение. В варианте выполнения, показанном на Фигуре 5A, продольная ось L1 разливочного стакана 26 ковша смещена от продольной оси (L2) защитного кожуха 20 на 5°. Как более наглядно показано на Фигуре 5B, свободный конец 74 разливочного стакана 26 ковша имеет частично сферическую или куполообразную форму с плоской вершиной. Воронка 22 защитного кожуха 20 имеет внутреннюю поверхность 76 также частично сферической формы с плоским дном 78 и криволинейной боковой стенкой 80. Внутренняя поверхность 76 воронки 22 облицована прокладкой 82. Частично сферическая форма разливочного стакана 26, воронки 22 и прокладки 82 обеспечивает герметичность соединения даже в случае смещения между ковшом и формой 12.
В вышеописанных вариантах выполнения изобретения вращение внутренней втулки 54 подъемного механизма 52 относительно внешней втулки 56 (которая остается неподвижной относительно формы 12) приводит к подъему защитного кожуха 20 для зацепления с разливочным стаканом 26 ковша при одновременном вращении защитного кожуха 20. Однако в альтернативных вариантах выполнения защитный кожух может подниматься путем вращения внешней втулки, так что внутренняя втулка и защитный кожух не вращаются во время подъема. Для облегчения этого процесса может быть обеспечен третий компонент, образующий трехкомпонентный подъемный механизм. Фигура 6 иллюстрирует третий компонент или установочное кольцо 90, которое содержит кольцевое основание 92, окруженное круговым ободом 94. В показанном варианте выполнения верхняя поверхность 96 кругового обода 94 имеет ряд отверстий 98, продолжающихся вниз на всю высоту обода 94. Отверстия 98 принимают гвозди или металлические штифты 99 для крепления монтажного кольца 90 к поверхности 112 формы. При использовании внутренняя и внешняя втулки подъемного механизма концентрично установлены сверху установочного кольца 90.
Обратимся к Фигуре 7A, трехкомпонентный подъемный механизм 152 содержит внутреннюю втулку 154, концентрично установленную во внешней втулке 156. В свою очередь, внешняя втулка концентрично установлена в круговом ободе 194 установочного кольца 190, которое прикреплено к верхней поверхности формы (не показано). Таким образом, в отличие от варианта выполнения, показанного на Фигуре 3, внешняя втулка 156 не прикреплена к верхней поверхности формы, а выполнена с возможностью вращения относительно нее, а также относительно установочного кольца 190.
Фигура 7B иллюстрирует подъемный механизм 152 до вращения. Вращение по часовой стрелке внешней втулки 156 приводит к вертикальному перемещению внутренней втулки 154 без вращения внутренней втулки 154 в положение, показанное на Фигуре 7C. Таким образом, защитный кожух, поддерживаемый внутренней втулкой 154, легко поднимается без вращения защитного кожуха. Последующее вращение внутренней и внешней втулок 154, 156 вместе приведет к вращению защитного кожуха. Также следует понимать, что трехкомпонентный подъемный механизм может работать так же, как двухкомпонентный подъемный механизм, показанный на Фигуре 3, т.е. вращение внутренней втулки 154 против часовой стрелки с одновременным подъемом внутренней втулки 154 и поддерживаемого ей защитного кожуха.
Фигура 8A иллюстрирует нижний конец 144 (т.е. противоположный разливочному стакану) защитного кожуха 120, который может быть использован в сочетании с подъемным механизмом 152, показанным на Фигуре 7. Канал защитного кожуха 120 закрыт основанием 122, имеющим центральное отверстие 126. В штыре 124 защитного кожуха 120 рядом с основанием 122 обеспечены четыре горизонтальных выпускных отверстия 128. Основание 122 имеет форму с четырьмя углублениями 130 в виде лепестков, которые продолжаются в радиальном направлении от центрального отверстия 126 до периферии, где основание 122 стыкуется со штырем 124.
Фигура 8B иллюстрирует ударную подушку 132 для использования с защитным кожухом 120, показанным на Фигуре 8A. Ударная подушка 132 содержит по существу квадратный блок 134, имеющий верхнюю поверхность 136. Верхняя поверхность 136 имеет центральную область 138, которая комплементарна по форме основанию 122 защитного кожуха 120. От верхней поверхности 136 вертикально вверх продолжаются четыре стойки 140, по одной стойке 140 в каждом углу ударной подушки 132. Стойки 140 имеют по существу треугольное поперечное сечение, причем вершина каждого треугольника приблизительно выровнена с углами квадратного блока 134. Обращенная внутрь поверхность 142 каждой стойки слегка изогнута, причем степень кривизны выбрана в соответствии со степенью кривизны штыря 124 защитного кожуха 120. Высота и расстояние между стойками 140, а также ширина обращенной внутрь поверхности 142 выбраны так, чтобы стойки 140 могли полностью закрывать горизонтальные выпускные отверстия 128 защитного кожуха 120 в собранной системе. Форма основания 122 защитного кожуха 120 и центральной области 138 верхней поверхности 136 ударной подушки 132 позволяет корректировать выравнивание между горизонтальными выпускными отверстиями 128 и стойками 140. Следует понимать, что посадка между защитным кожухом 120 и ударной подушкой 132 должна быть такой, чтобы стойки 140 могли предотвращать прохождение металла через горизонтальные выпускные отверстия 128, когда стойки 140 и выпускные отверстия 128 выровнены друг с другом (когда защитный кожух опущен и поднят), но чтобы защитный кожух 120 все же мог вращаться относительно ударной подушки 132.
Фигура 8C и Фигура 8D иллюстрируют нижний конец защитного кожуха 120, собранного с ударной подушкой 132, и два сегмента корпуса 146 фильтров (для простоты иллюстрации два других сегмента не показаны). Один сегмент показан с фильтром 147; а другой показан без фильтра, так что можно увидеть выпускное отверстие 148 корпуса, хотя следует понимать, что при использовании фильтр может быть обеспечен. На Фигурах проиллюстрирован переход из промежуточного частично открытого положения (Фигура 8C) в полностью открытое положение (Фигура 8D) при работе подъемного механизма (не показан).
Как показано на Фигурах 7 и 8, при использовании до подъема защитного кожуха 120 подъемным механизмом 152 основание 122 защитного кожуха 120 соединено с комплементарной центральной областью 138 верхней поверхности 136 ударной подушки 132, так что центральное отверстие 126 в основании 122 закрыто. Горизонтальные выпускные отверстия 128 в штыре 124 также выровнены со стойками 140 и закрыты ими, что предотвращает выход металла из защитного кожуха 120.
При вращении внешней втулки 156 подъемного механизма 152 внутренняя втулка 154 и поддерживаемый ей защитный кожух 120 поднимаются. Соответственно, основание 122 защитного кожуха 120 больше не контактирует с верхней поверхностью 136 ударной подушки 132, что позволяет металлу выходить через центральное отверстие 126. Однако, поскольку вращение защитного кожуха 120 не произошло, горизонтальные выпускные отверстия 128 остаются закрытыми стойками 140. При литье стопор ковша для донной разливки открывается, и металл попадает через разливочный стакан в защитный кожух 120. Металл выходит из защитного кожуха 120 через центральное выпускное отверстие 126 в основании 122, проходит через зазор между защитным кожухом 120 и ударной подушкой 132, проходит через фильтры (не показаны) в корпусе фильтров и затем попадает в литниковую систему (не показана).
Затем внутренняя и внешняя втулки 154, 156 поворачиваются вместе относительно установочного кольца 190 и формы. Это приводит к вращению защитного кожуха 120 без изменения его вертикального положения относительно формы (или разливочного стакана ковша). До вращения защитный кожух 120 находится в закрытом положении, в котором горизонтальные выпускные отверстия 128 закрыты стойками 140 ударной подушки. При вращении защитного кожуха 120 горизонтальные выпускные отверстия 128 смещаются из положения выравнивания со стойками 140 и открываются частично (Фигура 8C), а затем полностью (Фигура 8D), что постоянно увеличивает поток металла в корпус 146 фильтров, литниковую систему и литейную полость формы.
Использование подъемного механизма, в котором вращение защитного кожуха может быть реализовано независимо от подъема, наряду с обеспечением горизонтальных выпускных отверстий в защитном кожухе, которые могут открываться и закрываться путем вращения защитного кожуха относительно ударной подушки, обеспечивает преимущество большего контроля над потоком металла. Первоначально, когда полость формы пуста, и отсутствует обратное давление, можно использовать низкий расход потока, открывая только центральное выпускное отверстие в основании защитного кожуха. Затем расход потока можно увеличивать по мере увеличения уровня металла в полости формы путем открытия горизонтальных выпускных отверстий. Это позволяет поддерживать и регулировать давление металла во всей системе во время разливки. В дополнение, регулировка потока при первом попадании металла в корпус фильтров уменьшает удар и давление металла на фильтры и, следовательно, снижает вероятность повреждения фильтров и турбулентности после фильтров. Настоящее изобретение обеспечивает эти преимущества при сохранении давления в защитном кожухе, что обычно достигается при полностью открытом разливочном стакане ковша.
Примеры
Испытание проводилось на европейском сталелитейном заводе по изготовлению крупных стальных отливок для строительства промышленных транспортных средств.
Сравнительный пример 1
Традиционно разливаемые стальные отливки, имеющие вес выпуска 750 кг, были получены путем донной подачи металла через три тангенциальных впускных литника одинакового размера, равномерно разнесенных по окружности литейной полости и соединенных тремя желобами с основанием стояка. Три открытые экзотермические прибыли (питателя) были расположены над и в непосредственном сообщении по текучей среде с верхней частью литейной полости. Формы с горизонтальным разъемом были изготовлены из регенерированного хромитового песка с фурановой смолой в качестве связующего и продуты аргоном перед литьем. Отливки разливались из традиционного ковша для донной разливки, расположенного над формой таким образом, чтобы разливочный стакан находился на расстоянии менее 300 мм над поверхностью формы, расположенной над разливочной чашей и стояком формы. Жидкий металл разливался из ковша для донной разливки при температуре разливки 1555°C
Пример 1
Литниковая система из Сравнительного примера 1 была модифицирована для размещения защитного кожуха из плавленого кварца, длина которого составляла 1250 мм, наружный диаметр составлял 80 мм, и внутренний диаметр (канал) составлял 40 мм. Воронка защитного кожуха была расположена внутри подъемного механизма в соответствии с Фигурой 3, установленного на верхней поверхности формы. В основании стояка был обеспечен корпус из плавленого кварца в виде треугольной призмы, имеющей три боковые стенки. Каждая из этих стенок имела выпускное отверстие с пенокерамическим фильтром на основе двуокиси циркония пористостью 10 пор на дюйм (ppi) и размером 100 мм × 100 мм × 25 мм, изготавливаемым и поставляемым компанией Foseco под торговым названием STELEX Zr, расположенным рядом с выпускным отверстием. Выпускные отверстия были соединены с дном литейной полости, аналогично впускным литникам из Сравнительного примера 1. Форма была продута аргоном, а защитный кожух быт поднят с использованием подъемного механизма так, чтобы воронка защитного кожуха вошла в зацепление с разливочным стаканом из изостатически прессованного глиняного графита, поставляемого компанией Foseco под торговым названием VAPEX, прикрепленным к основанию ковша для донной разливки. Воронка защитного кожуха и конец разливочного стакана были уплотнены графитизированной прокладкой. Жидкий металл разливался из ковша для донной разливки при температуре разливки 1555°C. Время разливки составило 28 секунд от открытия стопора в отверстии ковша до его закрытия.
Отливки, полученные с использованием системы из Примера 1, были значительно чище, чем отливки, полученные с использованием системы из Сравнительного примера 1, так что было возможно провести первый магнитный контроль сразу после дробеструйной обработки и перед термообработкой и шлифовкой. Магнитопорошковый контроль (MPI) поверхности отливки из Примера 1 показал, что она значительно чище, чем в Сравнительном примере даже после термообработки и шлифовки. Кроме того, стальные отливки должны пройти серию циклов сварки для удаления любых включений и дефектов поверхности, обнаруженных при магнитном контроле, перед отправкой конечному потребителю. Отливка из Сравнительного примера, полученная путем традиционной разливки, должна пройти по меньшей мере 5 циклов сварки. В отличие от этого, в случае отливки, полученной с использованием системы литья в соответствии с изобретением (Пример 1), необходим лишь один цикл сварки для нескольких точечных дефектов перед закалкой и магнитным контролем DC перед готовностью к отправке, это равносильно сокращению времени сварки более чем на 30 часов (на одну отливку), что обеспечивает заводу значительную экономию на затратах и значительно сокращает время поставки конечному потребителю.




Изобретение относится к системе литья расплавленных металлов, в частности к системе литья, содержащей защитный кожух для передачи расплавленного металла между ковшом и литейной полостью в форме. Система литья расплавленных металлов включает в себя форму, содержащую литейную полость, имеющую впускное отверстие, и канал между верхней поверхностью формы и впускным отверстием. Система дополнительно включает в себя защитный кожух, содержащий воронку и полый штырь, причем воронка расположена снаружи формы смежно с верхней поверхностью, а полый штырь принят в канале и выполнен с возможностью перемещения в нем. На верхней поверхности формы расположен подъемный механизм, причем подъемный механизм выполнен с возможностью подъема воронки защитного кожуха от верхней поверхности для приведения защитного кожуха в зацепление с разливочным стаканом ковша. Технический результат изобретения - предотвращение захвата воздуха и поверхностной оксидной пленки, то есть предотвращение образования дефектов, в том числе пузырьков воздуха и двойной оксидной пленки, что приводит к появлению трещин в отливке. 2 н. и 22 з.п. ф-лы, 8 ил.
1. Система литья расплавленных металлов, содержащая:
форму, содержащую литейную полость, имеющую впускное отверстие, и канал между верхней поверхностью формы и впускным отверстием;
защитный кожух, содержащий воронку и полый штырь, причем воронка расположена снаружи формы и смежно с верхней поверхностью, а полый штырь помещен в упомянутом канале и выполнен с возможностью перемещения в нем; и
подъемный механизм, расположенный на верхней поверхности формы, причем подъемный механизм выполнен с возможностью подъема воронки защитного кожуха от верхней поверхности для приведения защитного кожуха в зацепление с разливочным стаканом ковша.
2. Система по п. 1, дополнительно содержащая механизм вращения для вращения защитного кожуха относительно формы.
3. Система по п. 1 или 2, в которой подъемный механизм дополнительно выполнен с возможностью вращения защитного кожуха относительно формы.
4. Система по п. 3, в которой подъемный механизм позволяет осуществлять вращение защитного кожуха независимо от подъема защитного кожуха.
5. Система по любому из предыдущих пунктов, в которой подъемный механизм содержит первую часть, которая установлена на поверхности формы, и вторую часть, которая поддерживает воронку защитного кожуха, причем вторая часть выполнена с возможностью перемещения относительно первой части.
6. Система по п. 5, в которой положение первой части зафиксировано относительно формы, и в которой вторая часть выполнена с возможностью перемещения между первым положением, при котором упомянутый полый штырь по существу размещен в канале формы, и вторым положением, в котором участок полого штыря поднят из упомянутого канала.
7. Система по п. 5, в которой положение первой части может перемещаться относительно формы, причем первая часть выполнена с возможностью перемещения между первым положением, в котором полый штырь по существу размещен в канале формы, и вторым положением, в котором участок полого штыря поднят из канала.
8. Система по п. 7, в которой перемещение первой части между первым и вторым положениями приводит к подъему полого штыря без его вращения.
9. Система по п. 7 или 8, в которой подъемный механизм содержит третью часть, размещенную между первой частью и поверхностью формы.
10. Система по любому из предыдущих пунктов, в которой подъемный механизм содержит механический, гидравлический или пневматический исполнительный механизм или двигатель.
11. Система по любому из предыдущих пунктов, в которой подъемный механизм содержит цилиндрический кулачок.
12. Система по п. 11, в которой подъемный механизм содержит концентрические внутреннюю и внешнюю втулки, и в которой одна из внутренней и внешней втулок поддерживает воронку защитного кожуха и имеет толкатель, который опирается на наклонную поверхность другой из внутренней и внешней втулок, которая установлена на верхней поверхности формы, так что относительное вращение внутренней и внешней втулок приводит к линейному перемещению защитного кожуха.
13. Система по п. 12, в которой обеспечено множество наклонных поверхностей, причем каждая наклонная поверхность проходит по участку внутренней или внешней втулки в окружном направлении.
14. Система по п. 12 или 13, в которой защитный кожух установлен на внутренней втулке, причем внутренняя втулка имеет толкатель, который опирается на наклонную поверхность внешней втулки.
15. Система по любому из пп. 12-14, в которой подъемный механизм дополнительно содержит ручку для осуществления относительного вращения внутренней и внешней втулок, причем опционально ручка прикреплена к толкателю или образует его.
16. Система по любому из предыдущих пунктов, дополнительно содержащая прокладку, расположенную в воронке защитного кожуха.
17. Система по любому из предыдущих пунктов, дополнительно содержащая один или более фильтров, расположенных между каналом и впускным отверстием литейной полости.
18. Система по п. 17, в которой один или более фильтров расположены в корпусе, который соединен с каналом, и который принимает конец защитного кожуха.
19. Система по п. 18, дополнительно содержащая литниковую систему между корпусом и впускным отверстием литейной полости.
20. Система по п. 18 или 19, в которой корпус содержит ударную подушку.
21. Система по п. 20, в которой в полом штыре рядом с концом защитного кожуха обеспечено по меньшей мере одно выпускное отверстие, и в которой ударная подушка содержит по меньшей мере одну стойку, имеющую поверхность, прилегающую к штырю, так что защитный кожух выполнен с возможностью вращения между положением, в котором стойка выровнена с выпускным отверстием, закрывая выпускное отверстие и предотвращая прохождение металла через него, и положением, в котором выпускное отверстие по меньшей мере частично открыто.
22. Способ литья расплавленных металлов, содержащий этапы, на которых:
обеспечивают систему по любому из пп. 1-21;
размещают ковш для донной разливки, содержащий расплавленный металл, над формой таким образом, чтобы разливочный стакан в основании ковша был расположен по существу вертикально над воронкой защитного кожуха;
приводят в действие подъемный механизм для подъема воронки защитного кожуха от верхней поверхности формы для приведения защитного кожуха в зацепление с разливочным стаканом;
открывают разливочный стакан, что обеспечивает поток расплавленного металла из ковша в защитный кожух;
закрывают разливочный стакан для прекращения потока расплавленного металла; и
приводят в действие подъемный механизм для опускания воронки защитного кожуха в направлении верхней поверхности формы для отсоединения защитного кожуха от разливочного стакана.
23. Способ по п. 22, в котором приведение в действие подъемного механизма для подъема воронки защитного кожуха также приводит к вращению защитного кожуха относительно формы.
24. Способ по п. 22, в котором приведение в действие подъемного механизма приводит к подъему воронки защитного кожуха без вращения защитного кожуха относительно формы, причем способ дополнительно содержит этап, на котором после открытия разливочного стакана вращают защитный кожух.
| СИСТЕМА ПОДАЧИ ПРИ ЛИТЬЕ ПОД ДАВЛЕНИЕМ | 2003 |
|
RU2302922C2 |
| Способ извлечения сульфо-нефтяных или т.п. кислот | 1923 |
|
SU1449A1 |
| Способ непрерывной разливки прямоугольных стальных слитков и устройство для его осуществления | 1990 |
|
SU1811972A1 |
| US 6138742 A, 31.10.2000 | |||
| US 2002124987 A1, 12.09.2002 | |||
| WO 9808636 A1, 05.03.1998. | |||

