Область техники
Настоящее изобретение относится к устройству для подачи изделий, в частности нарезанных ломтиками мясных изделий или других относительно плоских и гибких изделий, в желаемую позицию на носителе изделия, например, лотке для упаковки.
Уровень техники
Задача подачи изделий от транспортера к, например, лотку для упаковки с обеспечением требования, что изделия будут располагаться аккуратно, например, со ступенчатой укладкой, часто в особенности актуальна для относительно плоских и гибких изделий, таких как, например, нарезанные ломтиками или филетированные изделия из мяса животных, птицы или рыбы, например, бифштексы, свиные отбивные, стейки из грудки индейки и т.д.
Типично эта задача решается посредством подачи изделий на транспортере с подвижным концом. Посредством втягивания конца одновременно с подачей изделий на лоток, расположенный непосредственно под транспортером, изделия размещаются на лотке аккуратно со ступенчатой укладкой. Этот обычный способ, однако, является относительно медленным и может быть бесполезен, если изделия не располагаются на транспортере правильно с правильными интервалами, или, например, когда изделия уже располагаются аккуратно со ступенчатой укладкой на транспортере, т.е. уже полностью или частично собраны в группу на транспортере.
В качестве альтернативы приведенному выше подходу была разработана концепция машины с подачей посредством падения, в которой изделия или готовые группы сбрасываются в лотки для упаковки посредством лишения их опоры, когда они располагаются непосредственно над лотком.
Например, в патенте США номер 3848725 раскрывается устройство для манипулирования мясными изделиями, в котором изделия подаются к своего рода двери люка, образованной двумя горизонтальными группами валков, расположенных параллельно таким образом, что мясные изделия, поданные на них, поддерживаются частично обеими группами валков. Когда мясные изделия располагаются над требуемой позицией, группы валков шарнирно поворачиваются на 90 градусов вниз вокруг осей, соответствующих наружным краям групп валков, параллельных направлению транспортировки, т.е. подобно двери люка. Мясные изделия, которые поддерживаются одинаково обеими группами валков, тем самым теряют поддержку и сбрасываются вниз в требуемую позицию, например, на устройство для взвешивания, транспортер, устройство для упаковки и т.д. Однако проблемой использования подхода на основе двери люка является то, что мясные изделия могут не всегда падать вертикально и аккуратно, в частности, если двери не открываются строго равномерно, если мясные изделия не поддерживаются строго одинаково обеими группами валков или если мясные изделия не прилегают одинаково к обеим группам валков.
Например, в заявке на европейский патент номер 0359339 Al раскрывается устройство для изменения формы объектов, таких как заполненные пакеты, и подачи их в коробки. Изменение формы, транспортировка и размещение выполняются парой сходящихся вертикальных направляющих лент, которые охватывают вдоль заполненный пакет, расположенный на паре выполненных с возможностью шарнирного поворота створок, т.е. на системе в виде двери люка, до тех пор, пока он не будет помещен в соответствующую коробку. Размещение включает как размещение в боковом направлении, так и в продольном направлении. Створки шарнирно поворачиваются в направлении вниз, чтобы пакет упал вертикально в коробку, при этом пакет остается зацепленным с направляющими лентами для сохранения его положения. Проблема этого устройства заключается в том, что оно способно манипулировать только относительно высокими, выполненными с возможностью их сжатия объектами, такими как заполненные пакеты. Невозможно выполнять размещение, например, плоских, гибких, липких кусков мяса с помощью вертикальных направляющих лент, и направляющие ленты также не способны удерживать мясо в правильном положении при открытии двери люка.
Например, в заявке на европейский патент номер 0605740 А1 раскрывается устройство для передачи пакетов изделий от транспортера к коробке. В одном варианте выполнения пакеты подаются к паре транспортеров, расположенных параллельно, образуя систему в виде двери люка. Когда пакеты располагаются в требуемой позиции, присасывающий блок опускается до контакта с пакетами и использует присасывание для удержания пакетов на месте, когда дверь люка, образованная транспортерами, открывается. Присасывающий блок, удерживающий пакеты, далее опускается через проем в двери люка и в коробку, расположенную под ним. Когда пакеты достигают дна коробки, присасывание прекращается, присасывающий блок поднимается в его начальное положение, дверь люка закрывается и готова для работы со следующей партией пакетов. В другом варианте выполнения описывается, что два параллельных транспортера перемещаются друг от друга в горизонтальном направлении, тем самым образуя проем под пакетами. В этом варианте выполнения также используется присасывающий блок для удержания пакетов и опускания их управляемым образом через проем в коробку под ним. Но хотя оба эти варианты выполнения и используют присасывающий блок для обеспечения того, что пакеты будут располагаться в коробке таким же образом, как они располагались на транспортере, присасывающий блок также вводит большой недостаток с точки зрения затрат времени и сложности. Кроме того, хотя способы присасывания и могут легко использоваться для манипулирования пластиковыми пакетами, сложность и требования к присасывающему блоку значительно увеличиваются, когда решаемая задача требует манипулировать и аккуратно позиционировать такие изделия, как плоские, гибкие куски мяса.
Целью настоящего изобретения является создание устройства, обеспечивающего подачу изделий, включая завершенные или частичные группы изделий, быструю, аккуратную и простым образом, например, в лотки.
Сущность изобретения
Изобретение относится к устройству для подачи одного или более изделий в заданную позицию на носитель изделия, содержащему сбрасывающий транспортер, содержащий две секции транспортера, выполненные с возможностью бокового смещения и управления, для обеспечения возможности падения одного или более изделий в требуемую позицию вдоль длины сбрасывающего транспортера, отличающегося тем, что сбрасывающий транспортер содержит направляющие средства, расположенные над указанными двумя секциями транспортера, причем направляющие средства выполнены с возможностью бокового смещения и управления.
Настоящее изобретение в частности может использоваться для манипулирования плоскими и гибкими изделиями, такими как, например, нарезанные на ломтики или филетированные изделия из мяса животных, птицы или рыбы, например, бифштексы, свиные отбивные, стейки из грудки индейки и т.д., но любой вид изделия также находится в пределах объема настоящего изобретения.
С помощью настоящего изобретения изделия можно позиционировать в продольном направлении на сбрасывающем транспортере, используя секции транспортера, посредством простой остановки привода секций транспортера, когда изделия располагаются в желаемой позиции вдоль длины сбрасывающего транспортера.
Варианты выполнения настоящего изобретения не требуют какого-либо специального источника изделий или предварительной обработки изделий, и изделия могут быть поданы к устройству по изобретению любым удобным образом при условии, что они подаются или одно за другим, или завершенными, или частичными группами в соответствии с требованиями последующего манипулирования, например, упаковывания.
В контексте настоящего изобретения термин «группа» используется для обозначения некоторого количества отдельных изделий, которыми должны будут манипулировать совместно. Количество может быть определено в категориях, например, числа изделий, суммарного веса или объема, и т.д., или их сочетаний. Типично, группа в контексте настоящего изобретения относится к наименьшему количеству изделий, которыми будут манипулировать совместно в течение доставки к конечному пользователю, например, упаковка из двух бифштексов, или четырех отбивных из молодой баранины, или трех кусков куриной грудки. Отметим, что единичное изделие также может образовать группу, если потребуется, например, если упаковки должны содержать около 500 грамм, а для некоторых изделий около 500 грамм весит одно изделие.
Отметим, что даже хотя настоящее изобретение в частности может использоваться для подачи изделий, например, в лотки, коробки или т.п., оно также может, в пределах объема изобретения, отлично использоваться для подачи изделий к транспортеру для дальнейшей обработки, или на плоский упаковочный материал, например, фольгу. Преимуществом использования устройства по изобретению для подачи изделий от одного транспортера к другому является возможность формирования завершенных групп из отдельных изделий или частичных групп изделий, вместе с возможностью отбраковки определенных изделий, например, концевых кусков, или частичных или завершенных групп, например, посредством перемещения изделий до конца сбрасывающего транспортера и далее, где они предпочтительно будут приниматься дополнительным транспортером, пакетом или коробкой, и т.д.
Согласно настоящему изобретению предусмотрены направляющие средства, чтобы способствовать обеспечению желаемого эффекта с изделиями перед и/или во время падения. Применяя различные управляющие алгоритмы, боковые направляющие могут использоваться, чтобы обеспечивать немного различающиеся эффекты, с различными преимуществами в различных ситуациях. Отметим, что часто основное назначение устройства известно во время установки, и тем самым возможность изменения обеспечиваемого направляющими средствами эффекта может не быть очень важна. Поэтому, в простом предпочтительном варианте выполнения настоящего изобретения механизм управления в большей или меньшей степени блокируется для обеспечения определенного эффекта посредством направляющих средств. В более сложном варианте выполнения механизм управления вручную или автоматически регулируется в соответствии с тем, как необходимо или желательно изменить обеспечиваемый эффект.
Различные эффекты, которые могут обеспечиваться при правильном управлении направляющими средствами в отдельности или в сочетании с секциями транспортера и другими признаками устройства, согласно варианту выполнения настоящего изобретения содержат, но не ограничиваются:
регулировку позиции и/или протяженности изделий на сбрасывающем транспортере, предпочтительно перед падением,
удержание изделий в желаемой позиции во время горизонтального смещения секций транспортера, т.е. во время начальной фазы падения, и
исключение прилипания изделий к направляющим средствам во время падения.
В результате, сбрасывающий транспортер с направляющими средствами по изобретению обеспечивает подачу изделий, включая завершенные или частичные группы изделий, быструю, аккуратную и простым образом, например, в лотки.
Согласно предпочтительному варианту выполнения настоящего изобретения направляющие средства выполняют функцию удержания изделий в желаемой позиции во время смещения секций транспортера. Из-за возможного значительного и неравномерного прилипания изделий к лентам секций транспортера, по меньшей мере для стандартных видов изделий, например стейков из мяса животных или птицы, и стандартных типов транспортерных лент, имеется высокий риск, что перемещающиеся в боковом направлении ленты будут тянуть изделия за собой в обе стороны. Так как это значительно увеличивает риск того, что изделия на подносе будут размещены неправильно, или на них будут образованы сгибы или складки, предусмотрены направляющие средства, чтобы гарантировать, что такое смещение изделий не произойдет.
Согласно варианту выполнения изобретения направляющие средства выполнены с возможностью перемещения друг к другу, чтобы вступить в контакт с указанными одним или более изделиями перед тем, как две секции транспортера будут смещаться в боковом направлении. Тем самым может быть получен эффект регулировки позиции и/или протяженности изделий на сбрасывающем транспортере, и/или направляющие средства будут готовы удерживать изделия.
Согласно предпочтительному варианту выполнения изобретения направляющие средства выполнены с возможностью перемещения в направлении друг от друга, согласно заданному соответствию со смещением секций транспортера, тем самым, среди прочего, возможно обеспечить эффект исключения прилипания изделий к направляющим средствам во время падения.
Согласно предпочтительному варианту выполнения изобретения устройство содержит буферное средство, расположенное под опрокидывающимся вниз транспортером таким образом, чтобы принимать падающие изделия, причем буферное средство содержит две пластины буферного средства, выполненные с возможностью бокового смещения и управления, чтобы обеспечить возможность падения изделий с указанного буферного средства.
За счет обеспечения буферного средства между сбрасывающим транспортером и носителями изделия обеспечиваются несколько преимуществ, среди которых наиболее важным является то, что группа изделий может быть собрана из частичных групп на буферном средстве и подана посредством падения в носитель изделия только тогда, когда группа будет завершена. Тем самым носители изделия нет необходимости размещать под сбрасывающим транспортером тогда, когда группа формируется, но они могут быть размещены непосредственно перед открытием пластин буферного средства и сбрасыванием завершенной группы. В системе с несколькими технологическими линиями, оканчивающимися сбрасывающими транспортерами, но которая имеет только одну или немного линий упаковывания, чтобы подавать и убирать носители изделия, например, система, в которой один транспортер для лотков подает и убирает лотки от нескольких сбрасывающих транспортеров, вся система будет останавливаться каждый раз, когда на одном из сбрасывающих транспортеров необходимо будет выполнить две или более операций падения для формирования завершенной группы в лотке. Однако, при наличии буферного средства, пустой лоток может быть сразу перемещен мимо сбрасывающего транспортера с неполной группы к следующему сбрасывающему транспортеру, так как неполная группа располагается на буферном средстве.
Согласно предпочтительному варианту выполнения изобретения пластины буферного средства содержат транспортерные ленты буферного средства, направления движения которых направлены друг к другу, тем самым способствуя незатрудненному падению изделий за счет уменьшения прилипания изделий к пластинам буферного средства.
Согласно предпочтительному варианту выполнения изобретения указанное выше незатрудненное падение обеспечивается за счет транспортерных лент буферного средства, взаимодействующих с пластинами буферного средства и/или неподвижной конструкцией устройства, чтобы исключить горизонтальное смещение верхней поверхности транспортерных лент буферного средства во время смещения пластин буферного средства.
В варианте выполнения настоящего изобретения буферное средство содержит направляющие средства буферного средства, расположенные над двумя пластинами буферного средства, причем направляющие средства буферного средства выполнены с возможностью бокового смещения.
Согласно предпочтительному варианту выполнения настоящего изобретения две секции транспортера и направляющие средства связаны непосредственно или опосредованно с блоком управления для приема управляющих сигналов. Управление секцией транспортера и направляющими средствами включает несколько аспектов. Во-первых, сбрасывающий транспортер должен открываться и закрываться в правильное время для обеспечения аккуратного падения при наличии на месте как изделий, так и носителя изделия. Для этого блок управления должен предпочтительно обеспечиваться информацией о расположении изделий на сбрасывающем транспортере и о том, имеется или отсутствует, например, лоток в готовности под сбрасывающим транспортером. В варианте выполнения, содержащем буферное средство, блок управления должен знать расположение изделий уже на буферном средстве. Информация может быть, например, получена от датчиков сканирующих устройств или других устройств для обнаружения изделий, например, датчик, который обнаруживает вход изделия на сбрасывающий транспортер, эту информацию блок управления может использовать совместно с информацией о скорости перемещения в продольном направлении изделия сбрасывающим транспортером. Информация о готовом лотке может не учитываться в системе, в которой используется жесткая привязка по времени, так что просто ожидается, что новый лоток будет в правильной позиции, например, каждые 10 секунд, или управление транспортером для лотков может осуществляться на основе информации от блока управления, так что лоток всегда обеспечивается непосредственно перед падением.
Далее, направляющими средствами необходимо управлять таким образом, чтобы они обеспечивали описанные выше эффекты. Это включает в себя, например, смещение направляющих средств в направлении внутрь после размещения изделий в продольном направлении и смещение направляющих средств наружу в правильное время и с правильной скоростью во время открытия сбрасывающего транспортера. Как было указано выше, управление направляющими средствами должно осуществляться предпочтительно в соответствии с управлением секциями транспортера согласно желаемому алгоритму.
Дополнительные аспекты управления включают в себя, например, управление формированием групп, например, на основе информации от расположенного по ходу до технологического блока, например, режущего устройства, который обеспечивает информацию о последовательности и числе нормальных изделий в частичных группах (которые могут быть разными для каждого куска, например, мяса животного), числе концевых кусков и других отходов, располагающихся на транспортере между годными для использования изделиями и т.д.
Для этой цели в предпочтительном варианте выполнения изобретения блок управления связан с по меньшей мере одним устройством для обнаружения изделия, чтобы способствовать падению изделий в желаемую позицию вдоль длины сбрасывающего транспортера и/или для приема информации, способствующей формированию групп согласно заданным параметрам.
Дополнительно, блок управления предпочтительно связан с по меньшей мере одним технологическим блоком, например, режущим устройством, расположенным по ходу до устройства, для приема информации, которая способствует падению изделий в желаемую позицию вдоль длины сбрасывающего транспортера, и/или информации, способствующей формированию групп согласно заданным параметрам
Согласно предпочтительному варианту выполнения изобретения носитель изделия является лотком для упаковки.
Согласно предпочтительному варианту выполнения изобретения изделия содержат нарезанные ломтиками или рубленые пищевые продукты, например нарезанные ломтиками изделия из мяса животных, птицы или рыбы.
Согласно варианту выполнения изобретения по меньшей мере два из изделий располагаются на носителе изделия со ступенчатой укладкой.
Настоящее изобретение дополнительно относится к способу подачи одного или более изделий в желаемую позицию на носителе изделия, включающему стадии:
размещение носителя изделия под сбрасывающим транспортером,
передача одного или более изделий на сбрасывающий транспортер,
размещение изделий на сбрасывающем транспортере,
регулировка боковых направляющих для введения в контакт с изделиями, и
открытие сбрасывающего транспортера таким образом, что изделия сбрасываются.
Согласно настоящему изобретению предлагается эффективный способ подачи изделий, например, к лотку для упаковки аккуратным, простым и быстрым образом. Отметим, что стадия размещения носителя изделия под сбрасывающим транспортером не обязательно должна выполняться перед остальными стадиями, но может в пределах объема настоящего изобретения выполняться в любое время до времени падения изделий, т.е. предпочтительно одновременно с другими выполняемыми стадиями.
С помощью настоящего изобретения изделия можно позиционировать в продольном направлении на сбрасывающем транспортере, используя секции транспортера, посредством простой остановки привода секций транспортера, когда изделия располагаются в желаемой позиции вдоль длины сбрасывающего транспортера. Предпочтительно движение изделий должно останавливаться перед тем, как боковые направляющие вступят в контакт с изделиями и сбрасывающий транспортер будет открыт. В альтернативном варианте выполнения характеристики изделий и доступное время могут обеспечить возможность выполнения стадий регулировки боковых направляющих и открытия сбрасывающего транспортера в то время, когда секции транспортера еще находятся в движении. Это может улучшить эффективность и обеспечить более плавное, менее резкое воздействие на механизмы.
Дополнительно отметим, что способ типично, в пределах объема изобретения, выполняется многократно с завершенными или частичными группами изделий, и в этом случае сбрасывающий транспортер должен быть закрыт и боковые направляющие смещены наружу перед тем, как следующие одно или более изделий будут переданы на сбрасывающий транспортер.
За счет регулировки боковых направляющих обеспечиваются один или более эффектов, приведенных выше, например небольшие регулировки позиции и протяженности изделий, и уменьшение перемещения изделий за счет сцепления во время открытия сбрасывающего транспортера.
Настоящее изобретение в частности может использоваться тогда, когда, например, требования к процессу упаковывания изделия включают объединение разделенных групп в завершенные группы, возможно с сопутствующей сортировкой пригодных для использования изделий и отходов. Поэтому, согласно варианту выполнения настоящего изобретения способ дополнительно включает стадию оценки того, собрана ли завершенная группа изделий на носителе изделия, и если нет, то включает стадии перемещения боковых направляющих наружу, закрытия сбрасывающего транспортера и повторение способа с дополнительными одним или более изделиями. Отметим, что единичное изделие может также образовать завершенную или частичную группу в объеме изобретения, например, в ситуации, когда только одно изделие должно быть упаковано в каждом лотке, и/или когда вес изделий изменяется, и упаковывание выполняется в соответствии с весом.
Согласно предпочтительному варианту выполнения настоящего изобретения способ дополнительно включает стадию открытия буферного средства, расположенного под сбрасывающим транспортером и имеющего принятые изделия, упавшие с указанного сбрасывающего транспортера, так что изделия сбрасываются с буферного средства.
Как было описано выше, добавление буферных средств между сбрасывающим транспортером и носителем изделия обеспечивает несколько преимуществ.
В варианте выполнения, в котором используются буферные средства, способ согласно варианту выполнения настоящего изобретения может предпочтительно, чтобы способствовать его повторению, включать стадию оценки, собрана ли завершенная группа изделий на буферном средстве, и, если нет, выполнение следующих стадий перед стадией открытия буферного средства:
перемещение боковых направляющих наружу,
закрытие сбрасывающего транспортера, и
повторение способа с дополнительными одним или более изделиями.
Чтобы способствовать обеспечению преимуществ настоящего изобретения, вариант выполнения настоящего изобретения может предпочтительно включать в себя, что по меньшей мере одно устройство для обнаружения изделия и/или информация от расположенных по ходу до технологических блоков используются, чтобы способствовать размещению изделий на сбрасывающем транспортере и/или оценке того, собрана ли завершенная группа изделий.
Чтобы способствовать обеспечению боковыми направляющими приведенных выше эффектов, вариант выполнения настоящего изобретения может предпочтительно включать в себя, что регулировка боковых направляющих для введения в контакт с изделиями и открытие сбрасывающего транспортера таким образом, что изделия сбрасываются, выполняются согласно заданному соответствию, чтобы исключить боковое перемещение за счет сцепления изделий относительно сбрасывающего транспортера и прилипания изделий к боковым направляющим.
Чертежи
Изобретение далее описано со ссылкой на чертежи, на которых:
Фиг. 1А-4В - виды варианта выполнения изобретения.
Фиг. 5 - блок-схема алгоритма, иллюстрирующая способ согласно изобретению.
Фиг. 6А-10В - виды варианта выполнения с буферным средством.
Фиг. 11 - блок-схема алгоритма, иллюстрирующая способ согласно изобретению, с буферным средством.
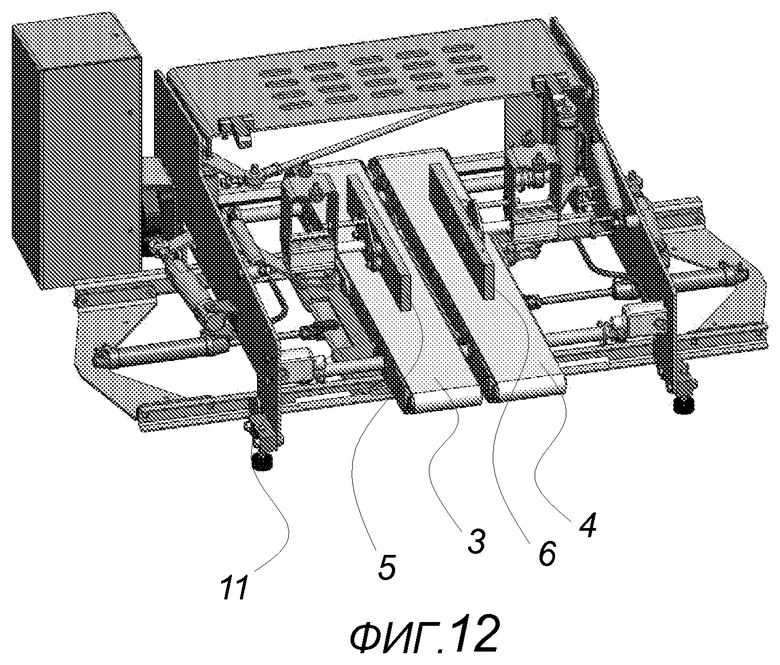
Фиг. 12 - вариант выполнения устройства согласно изобретению, и
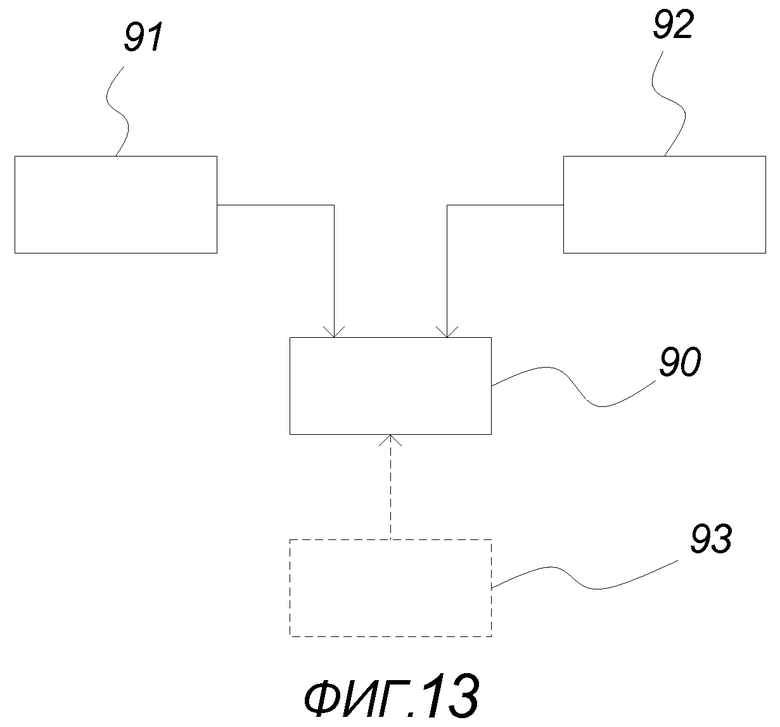
Фиг. 13 - блок-схема, иллюстрирующая управление устройством согласно варианту выполнения изобретения.
Подробное описание
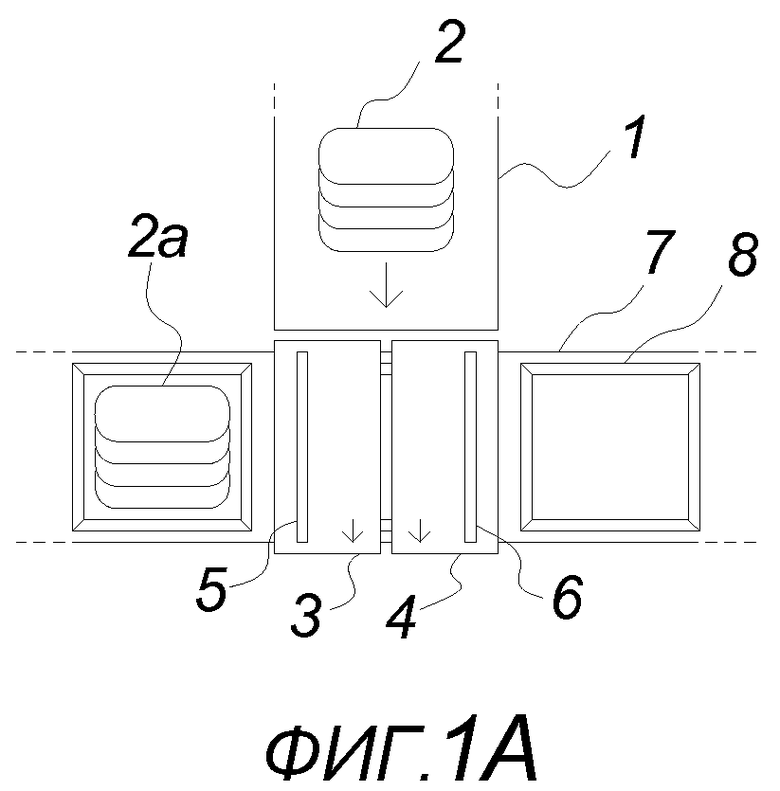
Фиг. 1А-4В показывают устройство и процедуру подачи изделия согласно одному из вариантов выполнения изобретения. Одно или более изделий 2, которые могут располагаться со ступенчатой укладкой, как показано на чертежах, подают посредством подающего транспортера 1 или других средств подачи. Устройство по изобретению содержит сбрасывающий транспортер, включающий две секции 3, 4 транспортера, расположенные рядом друг с другом и взаимодействующие с подающим транспортером 1 или другими средствами подачи таким образом, что изделия 2 после их передачи на сбрасывающий транспортер, поддерживаются по существу одинаково двумя секциями 3, 4 транспортера. В предпочтительном варианте выполнения подающий транспортер 1 просто располагается таким образом, что его направление транспортировки соответствует направлению транспортировки двух секций 3, 4 транспортера, как показано на чертежах. Кроме того, подающий транспортер 1 предпочтительно располагается так близко к сбрасывающему транспортеру, при этом конфигурация конца транспортера соответствует конфигурации секций 3, 4 транспортера, что сбрасывающий транспортер автоматически принимает на себя транспортировку изделий 2, когда они покидают подающий транспортер 1.
На уровне ниже сбрасывающего транспортера располагают лоток 8 или другой подходящий носитель изделия предпочтительно с помощью транспортера 7 для лотков или других средств транспортировки для носителей изделий, выполненного с возможностью доставлять пустые лотки 8 в позицию под сбрасывающим транспортером и убирать их после того, как они приняли одно или более изделий 2а. В предпочтительном варианте выполнения транспортер 7 для лотков имеет направление транспортировки, которое перпендикулярно направлению транспортировки сбрасывающего транспортера. В примере на Фиг. 1А-4В направление транспортировки транспортера для лотков направлено справа налево.
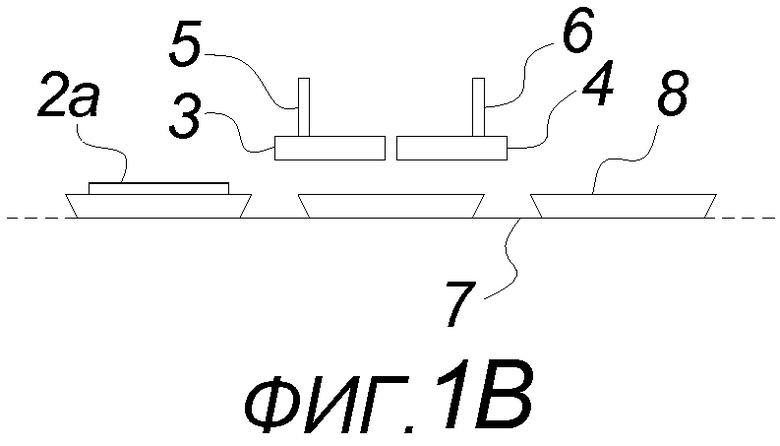
Фиг. 1А показывает ситуацию, если смотреть сверху, в момент времени, когда сбрасывающий транспортер еще пустой, и пустой лоток размещается в состоянии готовности под сбрасывающим транспортером. Предыдущий лоток на транспортере 7 для лотков сейчас содержит множество изделий 2а, расположенных со ступенчатой укладкой. Множество изделий 2 транспортируются к устройству по изобретению на подающем транспортере 1. Фиг. 1В показывает ту же ситуацию, что и Фиг. 1А, но если смотреть с конца сбрасывающего транспортера в направлении, противоположном направлению транспортировки.
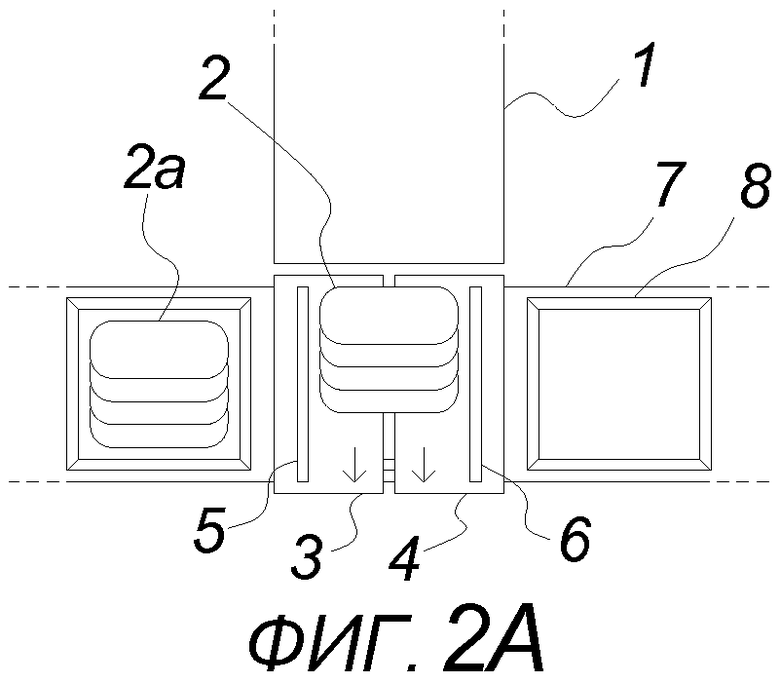
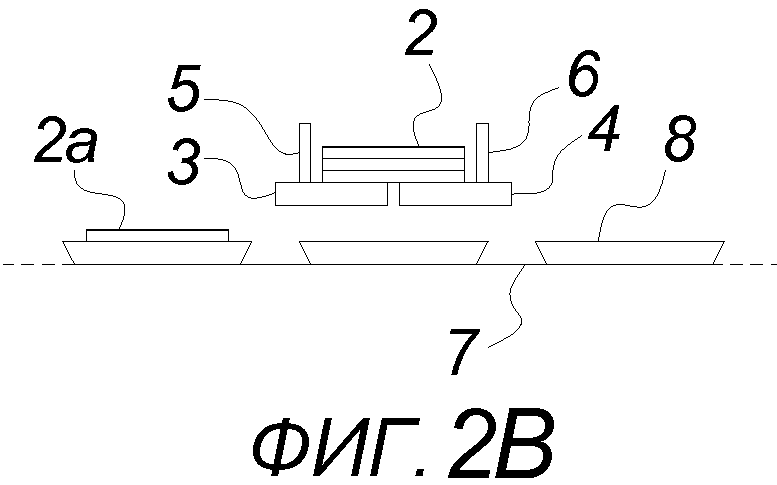
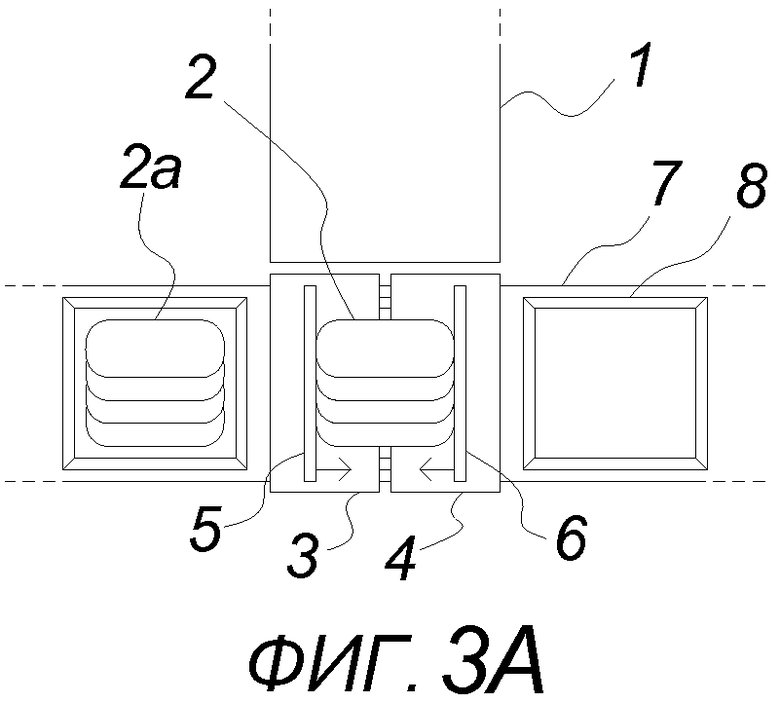
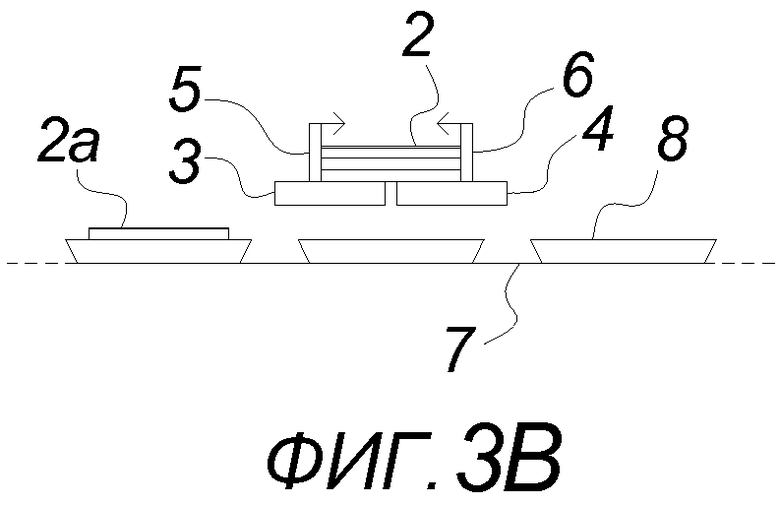
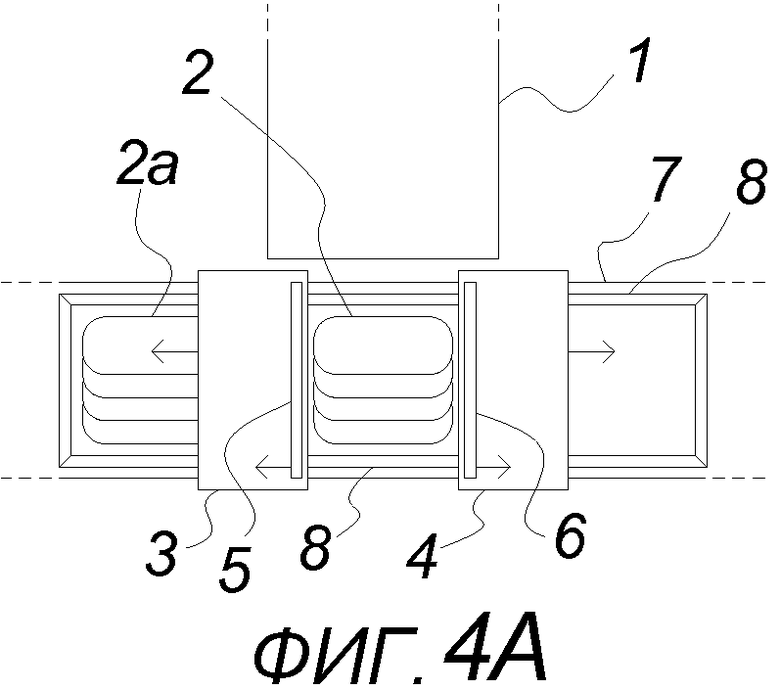
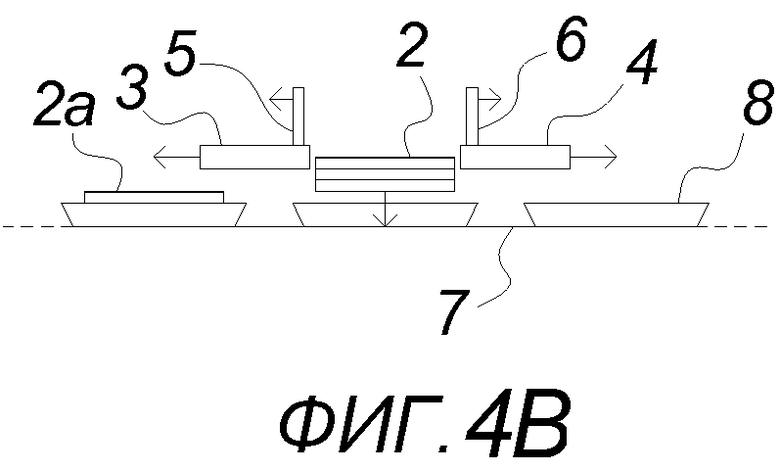
Фиг. 2А, 3А и 4А соответствуют Фиг. 2В, 3В и 4В, соответственно, аналогичным образом, как Фиг. 1А соответствует Фиг. 1В, т.е. они показывают одинаковую ситуацию, если смотреть сверху и с конца, соответственно.
Фиг. 2А и 2В показывают ситуацию, когда изделия 2 были переданы с подающего транспортера 1 на сбрасывающий транспортер. В отношении бокового смещения изделия 2 должны предпочтительно располагаться по существу в середине сбрасывающего транспортера, т.е. иметь по существу одинаковую поддержку от каждой из двух секций 3, 4 транспортера. В отношении продольного смещения изделия 2 могут быть размещены в любой желаемой позиции посредством остановки лент секций транспортера в соответствующее время. Управление этим процессом будет описано более подробно ниже.
Если по каким-либо причинам изделия 2, которые были переданы на сбрасывающий транспортер, не должны быть помещены в лоток, они могут быть выгружены, просто позволив движение лент секций транспортера до тех пор, пока изделия не упадут с конца отрывающегося вниз транспортера возможно в корзину для обрезков или на транспортер для отходов, или любой подходящий носитель, или они могут быть возвращены в технологический процесс.
Фиг. 3А и 3В показывают ситуацию, когда изделия 2 достигли желаемую позицию в продольном направлении, и ленты секций транспортера поэтому были остановлены. Сбрасывающий транспортер дополнительно содержит две боковые направляющие 5, 6, расположенные над секциями 3, 4 транспортера и вдоль их продольных направлений. Во время поступления изделий 2 на сбрасывающий транспортер и их транспортировки в желаемую позицию боковые направляющие 5, 6 удерживаются в относительных наружных положениях, чтобы обеспечить, что ширина между ними будет достаточной для приема изделий 2 без существенного зацепления с боковыми направляющими. В простом варианте выполнения изобретения наружные положения боковых направляющих являются фиксированными в соответствии с ожидаемой шириной носителей изделия и изделий, с которыми будет выполняться манипулирование. Расстояние между боковыми направляющими предпочтительно устанавливается таким образом, чтобы оно было немного больше ширины носителя изделия, или, например, в случае носителей изделия очень большого размера для объединения в группу различных продуктов ширины, соответствующей области носителя изделия. В более сложном варианте выполнения настоящего изобретения боковые направляющие выполнены с возможностью регулировки или вручную на самом устройстве, вручную с помощью программного управления, или автоматически с помощью программного управления. В этих вариантах выполнения устройство может выполнять манипуляции с носителями изделия и/или изделиями различной ширины.
Когда изделия 2 достигли желаемую позицию, как показано на Фиг. 3А и 3В, боковые направляющие 5, 6 смещаются в направлении внутрь в относительное внутреннее положение, в котором изделия 2 предпочтительно зацепляются боковыми направляющими 5, 6. В варианте выполнения изобретения это выполняется для обеспечения того, что изделия 2 гарантированно войдут в носитель 8 изделия, посредством небольшого сжатия любых слишком широких изделий и/или смещения любых изделий, которые неточно центрированы в боковом направлении на сбрасывающем транспортере. Из-за толщины типичных ломтиков мяса и шероховатости типичных транспортерных лент, как правило невозможно значительно смещать изделия в боковом направлении, но это неважно, если изделия располагаются по существу в центре в боковом направлении сбрасывающего транспортера в хорошо спроектированных вариантах выполнения. Поэтому боковая регулировка изделий, осуществляемая боковыми направляющими 5, 6, должна включать предпочтительно только небольшую регулировку, если она необходима. В варианте выполнения, в котором ожидаются значительные отклонения положения в боковом направлении между изделиями на сбрасывающем транспортере, секции 3, 4 транспортера предпочтительно должны быть изготовлены из материала, который способствует легкому смещению липких изделий.
Фиг. 4А и 4В показывают ситуацию, когда изделия 2 сбрасываются в носитель 8 изделия. Сбрасывающий транспортер открывается посредством смещения двух секций 3, 4 транспортера наружу, т.е. друг от друга в боковом направлении, до тех пор, пока проем между ними не станет достаточно широким, чтобы изделия 2 проскользнули между ними, и, за счет силы тяжести, упали вертикально в лоток 8 под ними. В предпочтительном варианте выполнения секции 3, 4 транспортера должны смещаться таким образом, чтобы очень быстро образовать проем более широкий, чем изделия, чтобы изделия 2 падали аккуратно. Чем гибче изделия, тем больше риск, что изделия изогнутся в их середине или утратят сцепление с одной из секций транспортера и начнут падать слишком рано, или возможно на них образуются сгибы или складки, когда они достигнут лоток, и тем более важно требование обеспечения быстрого смещения.
В предпочтительном варианте выполнения проем должен быть образован, например, за менее чем 400 миллисекунд, и предпочтительно за менее чем 200 миллисекунд. Продолжительность периода, в течение которого сбрасывающий транспортер открыт, предпочтительно может регулироваться и должна предпочтительно зависеть от того, какой материал будет падать, т.е. вида изделий. В предпочтительном варианте выполнения изобретения секции 3, 4 транспортера смещаются синхронно, т.е. приблизительно в одно время и с аналогичной, но направленной в противоположные стороны скоростью, так что боковые усилия, действующие на изделия 2 в противоположных направлениях, могут суммироваться для взаимного уничтожения и, тем самым, уменьшения до минимума риска бокового смещения изделий 2. Когда изделия 2 упали в лоток 8, сбрасывающий транспортер закрывается посредством смещения секций 3, 4 транспортера обратно в их начальные, смежные положения, и транспортер 7 для лотков транспортирует только что заполненный лоток 8 от сбрасывающего транспортера, и, возможно, новый пустой лоток в позицию под ним, в состояние готовности для приема следующей группы изделий.
В варианте выполнения изобретения боковые направляющие 5, 6 выполняют функцию удержания изделий 2 в желаемой позиции во время смещения секций 3, 4 транспортера. Из-за возможно значительной и неравномерной толщины изделий 2 на лентах секций транспортера, по меньшей мере для стандартных видов изделий, например стейков из мяса животных или птицы, и стандартных типов транспортерных лент, имеется высокий риск того, что перемещающиеся в боковом направлении ленты будут тянуть изделия за собой в обе стороны, даже в варианте выполнения с синхронным смещением обоих секций транспортера, приведенном выше. Так как это значительно увеличивает риск неправильного размещения или образования сгибов или складок для изделий в лотке, предусмотрены боковые направляющие 5, 6 для обеспечения того, что это смещение изделий 2 не произойдет. В предпочтительном варианте выполнения, в котором боковые направляющие 5, 6 смещаются в относительные внутренние положения, как было описано выше для Фиг.3А и 3В, боковые направляющие 5, 6 предпочтительно сохраняют эти положения для большей части бокового смещения секций транспортера, но смещаются наружу в их относительные наружные положения на последней части смещения секций транспортера, так что они расцепляются с изделиями приблизительно в то же время, когда проем в сбрасывающем транспортере станет достаточно широким для падения через него изделий. Если боковые направляющие 5, 6 сохраняют их относительные внутренние положения, когда изделия 2 сбрасываются, существует риск того, что изделия прилипнут к боковым направляющим неровно и тем самым будут падать неравномерно. Однако, в альтернативном варианте выполнения, используемом для изделий, для которых этот риск полагается незначительным, может быть предпочтительно на практике удерживать боковые направляющие в относительных внутренних положениях, когда они сжимают изделия в достаточной степени, чтобы обеспечить небольшую задержку падения, тем самым возможно гарантировать, что изделия не станут падать до того, как сбрасывающий транспортер откроется полностью.
Отметим, что в предпочтительном варианте выполнения смещение боковых направляющих 5, 6 может выполняться полностью независимо от смещения секций 3, 4 транспортера в отношении как времени, так и скорости и положения. Тем самым одна и та же машина может быть настроена для любого из описанных выше вариантов выполнения в любое время или вручную, или автоматически, например, в соответствии с изменением видов изделий, различными носителями изделий или любым другим изменением требований, или она может быть запрограммирована с точно настроенным расписанием по времени для смещения боковых направляющих и секций транспортера, которое конкретно учитывает особенности для каждого из различных видов изделий, групп, лотков и т.д. Эти программы могут включать любой из описанных выше вариантов выполнения или их комбинации. В предпочтительном варианте выполнения изобретения боковые направляющие 4,5 смещаются синхронно, т.е. приблизительно в одно время и с аналогичной, но направленной в противоположные стороны скоростью.
Рассматривая продольное размещение изделий на сбрасывающем транспортере, в примере, в котором изделия 2 образуют завершенную группу, желаемая позиция типично достигается, когда центр группы располагается непосредственно над центром лотка для упаковки. В альтернативном варианте выполнения может быть желательно, чтобы завершенные группы располагались ближе к концу или боковой стороне лотка или другого носителя изделия вместо расположения в центре, например когда дополнительные, типично другие, продукты размещаются или будут размещаться в том же носителе, для совместной продажи. В дополнительном альтернативном варианте выполнения изделия 2, подаваемые от подающего транспортера 1, располагаются не в виде завершенных групп, а индивидуально или по несколько изделий вместе. В этом случае продольное размещение должно обеспечивать, что текущие изделия размещаются аккуратно в носителе изделия в правильной позиции, с учетом любых изделий, уже размещенных в носителе, и числа оставшихся изделий, которые будут размещаться в носителе. В альтернативном варианте выполнения изделия 2 всегда транспортируются в центре или другой четко определенной позиции сбрасывающего транспортера, и носитель изделия под сбрасывающим транспортером смещается относительно фиксированной позиции изделий, чтобы обеспечить правильное размещение изделий в носителе.
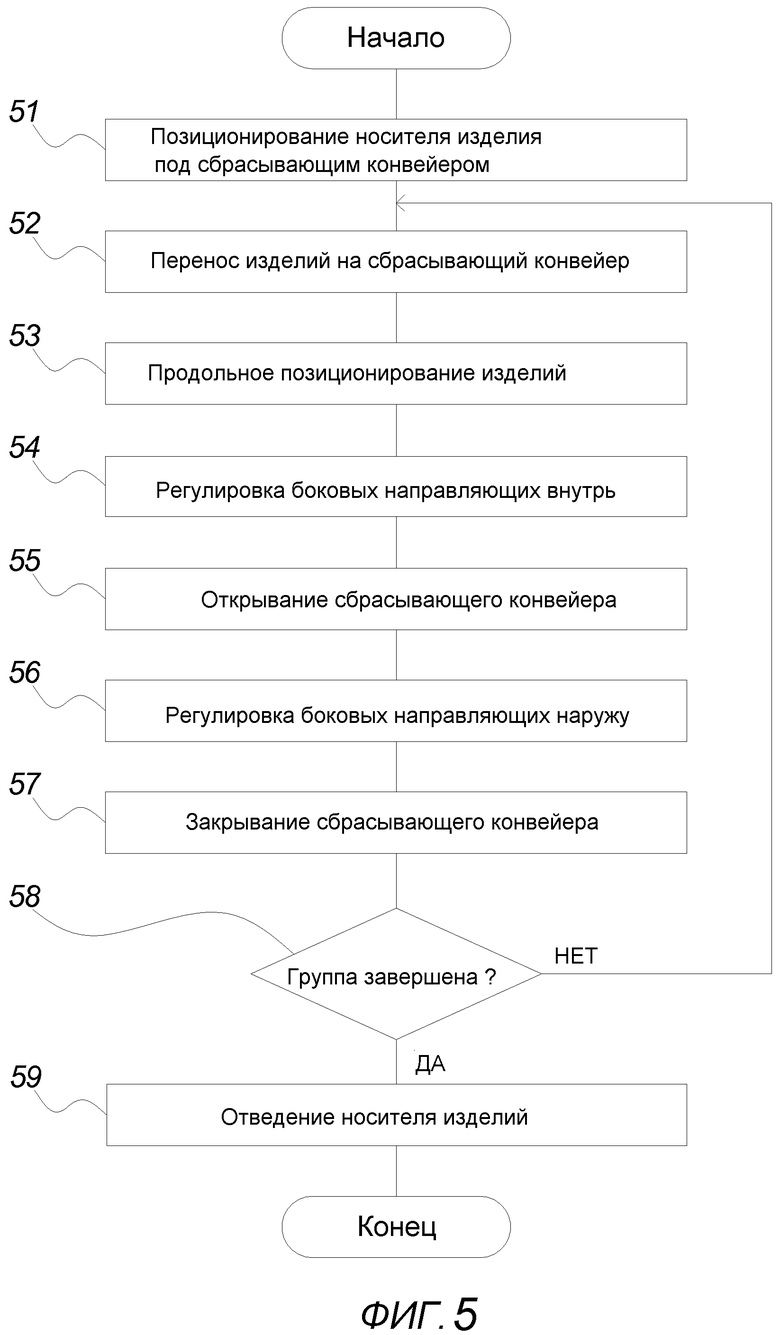
Фиг.5 показывает, с помощью блок-схемы алгоритма, вариант выполнения способа подачи изделий по изобретению. На первой стадии 51 носитель 8 изделия, например лоток, размещается под сбрасывающим транспортером в состоянии готовности для приема одного или более изделий. На следующей стадии 52 одно или более изделий 2 передаются на сбрасывающий транспортер. Как было описано ниже, изделия должны располагаться по существу в центре в боковом направлении сбрасывающего транспортера, что типично не составляет проблемы. Отметим, что порядок и привязка по времени выполнения стадий 51 и 52 не являются существенными, так как они могут выполняться независимо друг от друга. Поэтому, в предпочтительном варианте выполнения изделия на практике передаются на сбрасывающий транспортер одновременно с размещением нового лотка под ним. На практике, носитель изделия не обязательно должен располагаться в конечной позиции перед выполнением стадии 55, и часто такие варианты выполнения также находятся в пределах объема настоящего изобретения.
На стадии 53 изделия позиционируются в желаемой позиции в продольном направлении. Это предпочтительно выполняется посредством привода в движение лент секций транспортера до достижения желаемой позиции и затем их остановки. Пояснения в отношении желаемой позиции приведены выше. Коротко, желаемая позиция типично находится непосредственно над позицией, в которой предусматривается размещение изделий в лотке. Для завершенных групп это типично центр лотка. Управление размещением описывается более подробно ниже.
На стадии 54 боковые направляющие 5, 6 смещаются в направлении внутрь в относительные внутренние положения, как было описано выше со ссылкой на Фиг.3А и 3В. В предпочтительном варианте выполнения это означает, что боковые направляющие зацепляются с изделиями 2, и движение изделий поэтому должно быть остановлено перед зацеплением с боковыми направляющими.
На стадии 55 сбрасывающий транспортер открывается, как было описано выше со ссылкой на Фиг.4А и 4В, и изделия в результате за счет силы тяжести перемещаются в расположенный под ними лоток. Как было описано более подробно выше, открытие сбрасывающего транспортера должно быть достаточно быстрым. На стадии 56 боковые направляющие смещаются наружу в их относительные наружные положения. Как было описано более подробно выше со ссылкой на Фиг.4А и 4В, время смещения наружу боковых направляющих должно предпочтительно зависеть или быть синхронизировано со временем смещения секции транспортера таким образом, что боковые направляющие расцепляются с изделием, когда сбрасывающий транспортер открывается достаточно, чтобы позволить изделиям падать через него. Как также было описано выше, в других вариантах выполнения может потребоваться другая привязка по времени смещений боковых направляющих относительно смещения секций транспортера. Поэтому, порядок и привязка по времени выполнения стадий 55 и 56 могут изменяться согласно соответствующему варианту выполнения и предпочтительно выполняться одновременно, однако с различным временем их начала.
Когда изделия упали, сбрасывающий транспортер закрывается, на что указывает стадия 57. Согласно приведенным выше пояснениям в отношении привязки по времени смещения боковых направляющих и секций транспортера, отметим, что в некоторых вариантах выполнения боковые направляющие только смещаются в их начальные наружные положения, когда изделия упали и сбрасывающий транспортер закрывается. Поэтому, стадии 56 и 57 могут накладываться друг на друга в некоторых вариантах выполнения изобретения.
Стадия 58 относится только к вариантам выполнения, в которых возможна обработка частичных групп. В случае одиночных завершенных групп группа всегда является завершенной, и «да» может быть отвечено каждый раз, и эта стадия поэтому пропускается. На стадии 58 осуществляется оценка, завершена группа или нет, т.е. размещено или нет желаемое число изделий в носителе изделия. Если группа является незавершенной, т.е. на стадии 58 отвечают «нет», процедура возвращается на стадию 52, на которой следующие изделия передаются на сбрасывающий транспортер, и процедура повторяется до тех пор, пока группа не будет завершена, т.е. типично до тех пор, пока лоток не будет заполнен. Если группа завершена, т.е. на стадии 58 отвечают «да», выполняется стадия 59, на которой убирается носитель изделия, например с помощью транспортера для лотков. Если необходима обработка дополнительных групп, процедура может быть повторена посредством возврата в НАЧАЛО, и размещения нового носителя изделия в соответствии со стадией 51 и т.д.
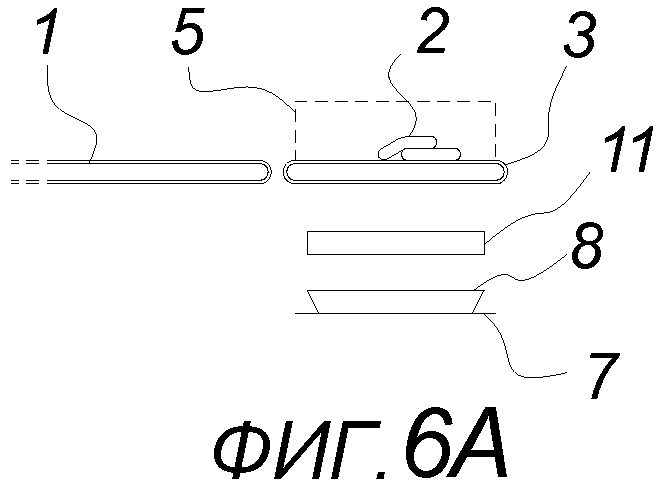
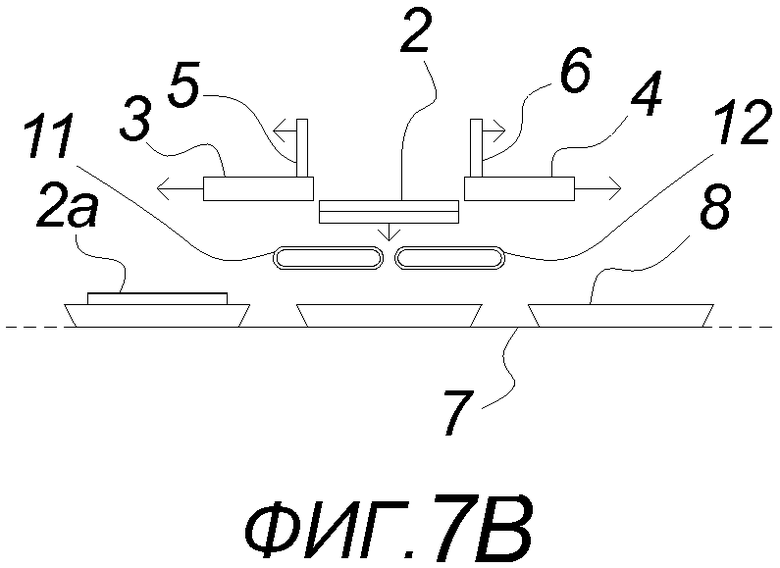
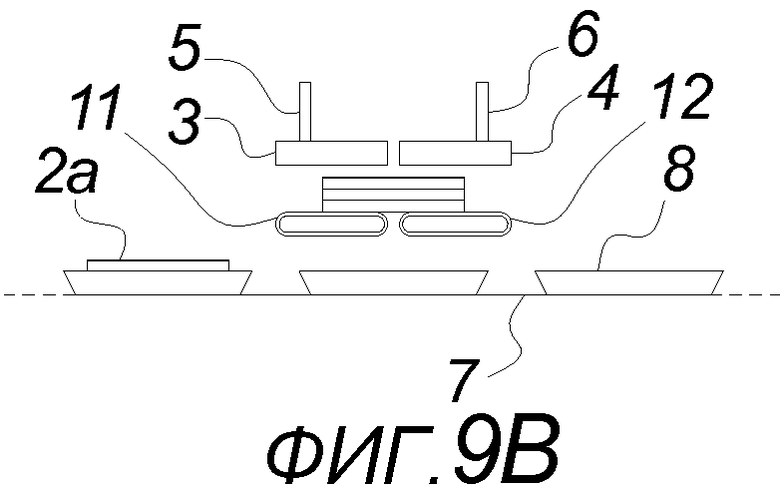
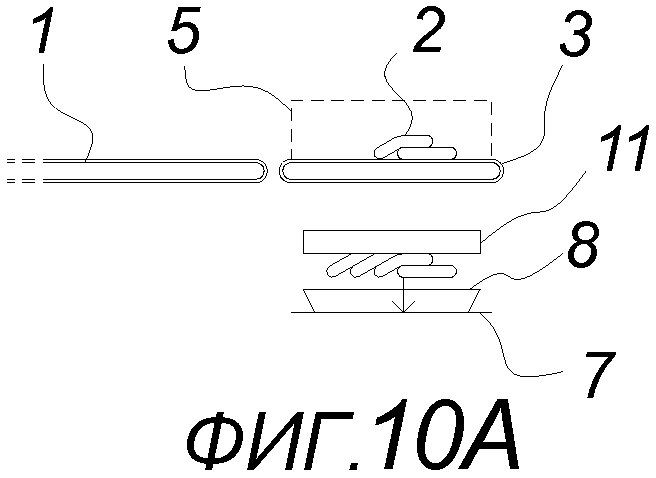
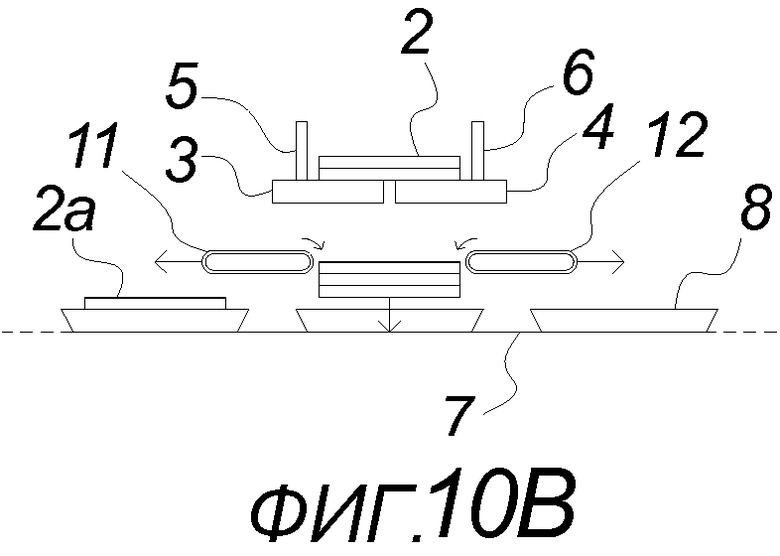
Фиг. 6А-10В показывает устройство и процедуру подачи изделия согласно варианту выполнения изделия, в котором используется буферное средство для обеспечения дополнительных преимуществ. В том, что касается подающего транспортера 1 или других средств подачи, сбрасывающего транспортера с двумя секциями 3, 4 транспортера и боковыми направляющими 5, 6 и транспортера 7 для лотков, настоящий вариант выполнения повторяет вариант выполнения, описанный выше со ссылкой на Фиг. 1А-4В, и альтернативы и предпочтения, указанные выше, также применимы с соответствующими изменениями для настоящего варианта выполнения.
Различие между предыдущим и настоящим вариантами выполнения состоит в том, что между сбрасывающим транспортером и носителем изделия располагается буферное средство, содержащее две пластины 11, 12 буферного средства.
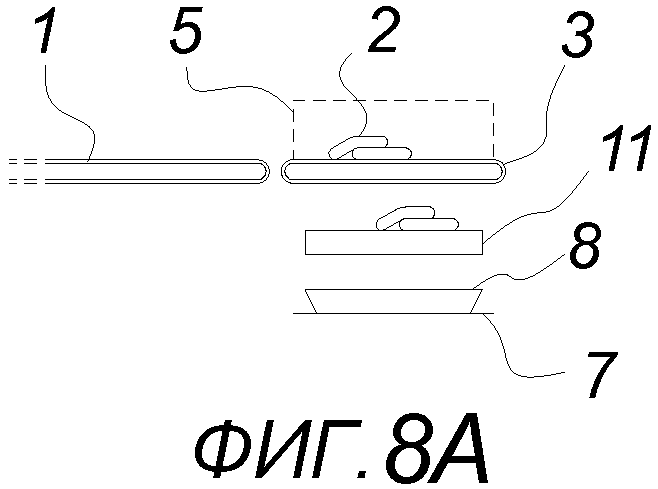
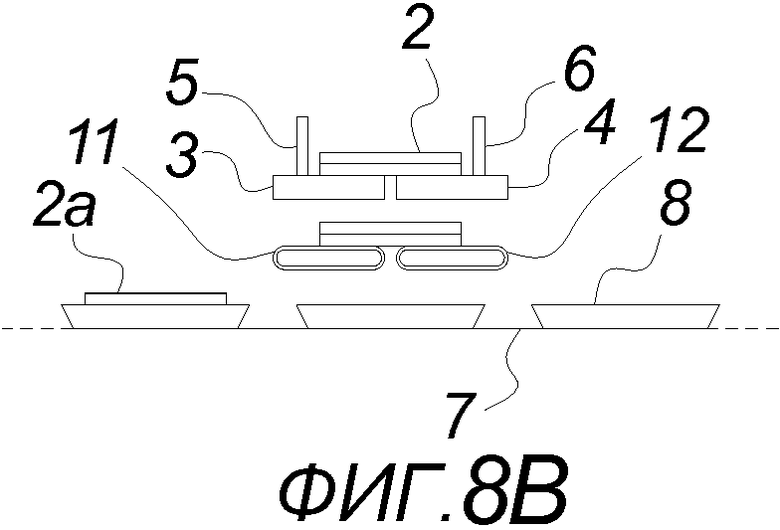
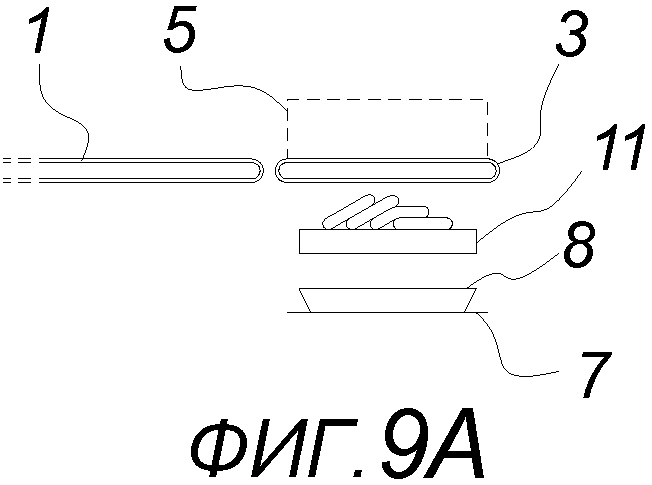
Фиг. 6А, 7А, 8А, 9А и 10А показывают вариант выполнения, если смотреть с конца транспортера 7 для лотков в направлении, противоположном направлению транспортировки, т.е. таким образом, что подающий и сбрасывающий транспортеры видны с боковой стороны, при этом изделия транспортируются в направлении слева направо на чертеже. Типично непрозрачная боковая направляющая изображена, однако, на чертежах в виде контура с помощью штриховых линий, чтобы показать изделия на секциях 3, 4 транспортера.
Фиг. 6А показывает ситуацию, когда несколько изделий 2 были переданы на сбрасывающий транспортер. На основании того, что изделия не образуют завершенную группу из-за их ограниченного числа, но что они образуют первую часть изделий новой группы, они позиционируются таким образом, что наружный край изделий выровнен с краем лотка 8, в результате чего остается достаточное пространство для остальных изделий группы. Продольному размещению изделий на сбрасывающем транспортере способствуют секции 3, 4 транспортера, которые образуют сбрасывающий транспортер и обеспечивают возможность перемещения изделий в направлении вперед и даже назад, если необходимо. Датчики, или датчики вместе с дополнительной информацией от сканирующих устройств или расположенных по ходу до технологических блоков, обеспечивают информацию, требуемую для управления размещением.
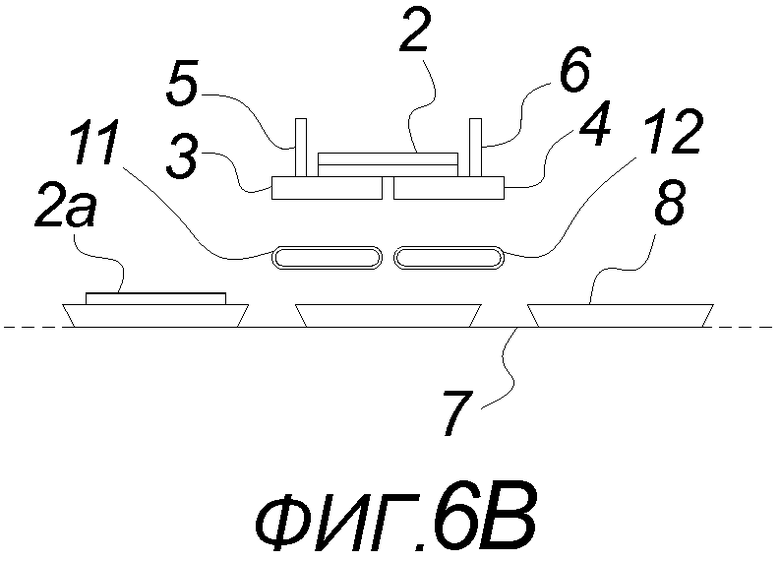
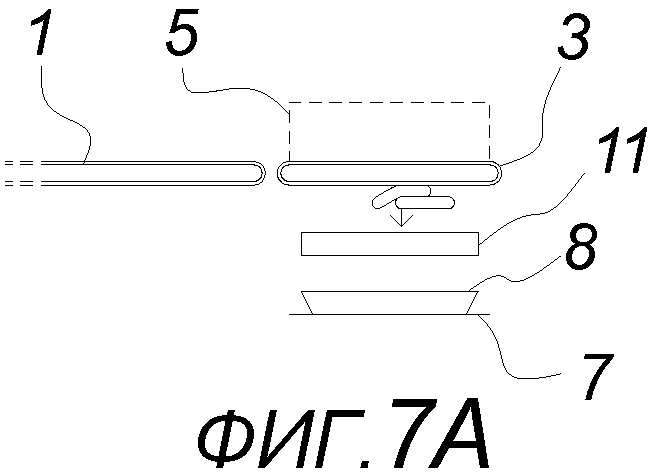
Фиг. 6В показывает ту же ситуацию, что и на Фиг. 6А, но если смотреть с конца сбрасывающего транспортера в направлении, противоположном направлению транспортировки. Фиг. 7А, 8А, 9А и 10А соответствуют Фиг. 7В, 8В, 9В и 10В, соответственно, таким же образом, как и Фиг. 6А соответствует Фиг. 6В, т.е. они показывают одинаковую ситуацию сбоку и с конца, соответственно.
Как можно увидеть на Фиг. 6В, пластины 11, 12 буферного средства предпочтительно содержат транспортерные ленты с направлением транспортировки, перпендикулярным секциям 3, 4 транспортера сбрасывающего транспортера.
Фиг. 7А и 7В показывают ситуацию, когда изделия, образующие первую часть группы, сбрасываются с сбрасывающего транспортера в буферное средство, используя описанное выше боковое смещение секций 3, 4 транспортера. Пластины 11, 12 буферного средства удерживаются в закрытом положении для приема изделий.
Фиг. 8А и 8В показывают ситуацию, когда следующие несколько изделий переданы на сбрасывающий транспортер. В настоящем примере эти изделия также образуют завершающую часть группы. С помощью продольного размещения, которое может выполнять сбрасывающий транспортер, изделия позиционируются таким образом, что они аккуратно дополняют первую часть группы после их падения.
Фиг. 9А и 9В показывают ситуацию, когда изделия, образующие завершающую часть группы, упали на пластины 11, 12 буферного средства. Как показано на чертежах, две части группы образуют аккуратно расположенную завершенную группу на пластинах буферного средства. Отметим, что группа может быть образована любым количеством частичных групп и что из изложенного выше ясно, каким образом должно осуществляться управление размещением. Дополнительно отметим, что одно изделие также образует частичную группу для формирования группы, включающей более одного изделия. Когда изделия подаются на сбрасывающий транспортер частичными группами, содержащими два или более изделий, уже расположенных со ступенчатой укладкой или по другим схемам расположения, которые включают уложенные с перекрытием изделия, частичные группы не должны содержать изделий больше, чем необходимо для группы, и завершающая частичная группа должна содержать точное количество изделий, необходимое для завершения группы. Если частичная группа, содержащая больше изделий, чем необходимо для завершения группы, подается на сбрасывающий транспортер, она может быть предпочтительно транспортирована за пределы конца сбрасывающего транспортера и, предпочтительно, возвращена в технологический процесс. Датчики или датчики совместно с информацией, например, от расположенных по ходу до технологических блоков, например, режущих устройств, используются для управления частичными группами и числом изделий в них.
Фиг. 10А и 10В показывают ситуацию, когда завершенная группа падает с пластин 11, 12 буферного средства в лоток 8 посредством смещения в боковом направлении пластин 11, 12 буферного средства, подобно описанному выше для секций 3, 4 транспортера, с соответствующими изменениями. Используя тот факт, что сбрасывающий транспортер не нужен для обеспечения падения с буферного средства в носитель изделия, новая частичная группа изделий передается на сбрасывающий транспортер в то же время, когда завершенная группа падает в лоток.
Как было указано выше и показано на чертежах, пластины 11, 12 буферного средства предпочтительно содержат транспортерные ленты с направлением транспортировки, перпендикулярным секциям 3, 4 транспортера сбрасывающего транспортера. Направление транспортировки транспортеров пластин буферного средства, кроме того, должно быть направлено друг к другу, как показано дугообразными стрелками на Фиг. 10В. Используя этот предпочтительный вариант выполнения таким образом, что транспортеры пластины буферного средства приводятся в движение со скоростью, соответствующей скорости, с которой пластины буферного средства смещаются в боковом направлении во время падения, обеспечивается эффект, что верхняя поверхность транспортеров пластины буферного средства фактически не перемещается, в сравнении с фиксированными частями, такими как рама, за исключением части, которая обернута вокруг пластины буферного средства. Преимущество этого эффекта состоит в том, что та часть транспортеров пластин буферного средства, которая все еще поддерживает изделия, расположенные на пластинах буферного средства в течение некоторого времени во время смещения, т.е. открытия буферного средства, не перемещается относительно изделий в любую сторону. Другими словами, боковое смещение пластин буферного средства только обеспечивает эффект, сравнимый с обкалыванием по изделиям, и горизонтальное смещение верхней поверхности транспортерных лент буферного средства во время смещения пластин буферного средства исключается. Без указанных транспортеров смещение пластин буферного средства будет вероятно вести к перемещению изделий за счет сцепления из-за прилипания изделий и шероховатости транспортерных лент.
Как было указано выше, приведенный выше эффект может быть получен посредством обычного приведения в движение транспортеров пластин буферного средства, например, с помощью серводвигателей и точной синхронизации по времени их движения со смещением пластин буферного средства. В предпочтительном варианте выполнения транспортеры пластин буферного средства, однако, просто крепятся к раме в месте, достаточно удаленном от центра в боковом направлении сбрасывающего транспортера, чтобы избежать проблемы с обертыванием вокруг конца пластины буферного средства, когда они полностью смещены. Тем самым простым образом обеспечивается, что транспортерные ленты будут фиксированы относительно рамы и изделий, при этом позволяя пластинам буферного средства смещаться и образовать проем, через который изделия сбрасываются в лоток.
В альтернативном варианте выполнения пластины буферного средства являются простым образом закрепленными пластинами любого типа, и пара боковых направляющих могут быть предусмотрены для обеспечения эффекта, описанного выше для боковых направляющих сбрасывающего транспортера.
В альтернативном варианте выполнения пластины буферного средства содержат транспортеры с направлением транспортировки, совпадающим с секциями транспортера сбрасывающего транспортера. Тем самым, пластины буферного средства могут также использоваться для размещения изделий или группы в продольном направлении перед падением.
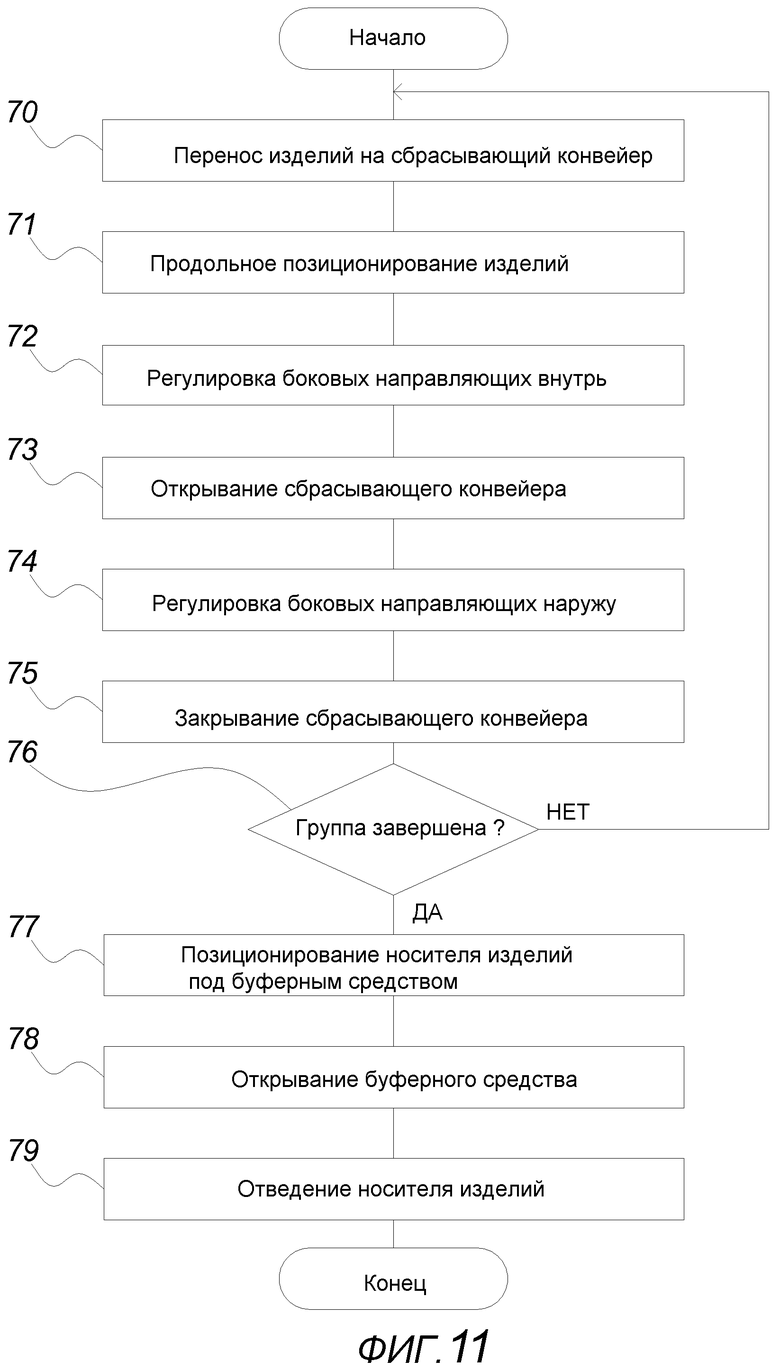
Фиг. 11 показывает с помощью блок-схемы алгоритма вариант выполнения способа подачи изделия, включающий буферное средство, по изобретению. На первой стадии 70 одно или более изделий 2 передаются на сбрасывающий транспортер, например, с подающего транспортера 1. Как было описано выше, изделия должны располагаться по существу в центре в боковом направлении сбрасывающего транспортера, что типично не представляет проблемы.
На стадии 71 одно или более изделий позиционируются в желаемой позиции в продольном направлении, подобным образом, как было описано выше со ссылкой на стадию 53 на Фиг. 5. Подобным образом, регулировка боковых направляющих согласно стадии 72 описывается выше со ссылкой на стадию 54 на Фиг. 5.
На стадии 73 сбрасывающий транспортер открывается, и изделия тем самым за счет силы тяжести перемещаются вниз в расположенное под ним буферное средство. На стадии 74 боковые направляющие смещаются наружу в их относительные наружные положения. Рассуждения, приведенные выше в отношении скорости открытия, привязки по времени смещения боковых направляющих и транспортера и т.д., применимы равным образом к настоящему варианту выполнения на Фиг. 11, в котором изделия сбрасываются на буферное средство вместо того, чтобы непосредственно падать в лоток. Когда изделия упали на буферное средство, сбрасывающий транспортер закрывается, на что указывает стадия 75, и снова отметим, что стадии 74 и 75 могут накладываться друг на друга.
На стадии 76 осуществляется оценка, завершена группа или нет, т.е. размещено или нет желаемое число изделий на буферном средстве. Если группа является незавершенной, т.е. на стадии 76 отвечают «нет», процедура возвращается на стадию 70, на которой следующие изделия передаются на сбрасывающий транспортер, и процедура повторяется до тех пор, пока на буферном средстве не будет готова завершенная группа. Если группа завершена, т.е. на стадии 76 отвечают «да», выполняется стадия 77, на которой носитель изделия позиционируется под буферным средством, после чего выполняется стадия 78, на которой буферное средство открывается, и полная группа падает в носитель, и стадия 79, на которой носитель изделия убирается, например, с помощью транспортера для лотков. Буферное средство закрывается снова после того, как группа сброшена.
Отметим, что настоящий вариант выполнения, в котором используется буферное средство, также способствует тому, что новый цикл процедуры начинается до завершения предыдущего. Поэтому, возможно начать стадию 70 и использовать сбрасывающий транспортер для следующего числа изделий, как только последние изделия упали на буферное средство и завершили формирование группы на нем. Обычно следующий цикл должен ожидать между стадиями 72 и 73 до тех пор, пока буферное средство не будет освобождено и снова закрыто, но (в любом случае) возможно выполнение стадий 70-72 даже во время выполнения стадий 77-79 из предыдущего цикла. Это способствует существенному увеличению эффективности, дополнительно к основным причинам для использования буферных средств, т.е. исключению того, что лотки в больших системах с несколькими сбрасывающими транспортерами должны ожидать, пока неполные группы не будут полностью укомплектованы.
Фиг. 12 показывает вариант выполнения полного устройства для подачи изделия по изобретению. Устройство содержит сбрасывающий транспортер с двумя секциями 3, 4 транспортера, две боковые направляющие 5, 6 и две пластины 11, 12 буферного средства, из которых только одна видна на чертеже. Дополнительно показываются приводные механизмы, используемые в варианте выполнения изобретения для привода секций 3, 4 транспортера и для смещения в боковом направлении секций транспортера, боковых направляющих и пластин буферного средства.
Фиг. 13 показывает вариант выполнения настоящего изобретения, на котором показаны различные блоки управления или блоки обеспечения входной информации. Настоящий вариант выполнения содержит устройство 90 для подачи изделия по изобретению, т.е. содержащее сбрасывающий транспортер и, возможно, буферное средство и выполненное с возможностью взаимодействия с механизмом подачи изделия, например, подающий транспортер, и системой носителей изделия, например, транспортер для лотков с лотками.
Настоящий вариант выполнения дополнительно содержит блок 91 управления, предпочтительно аппаратную структуру, содержащую средства обработки данных, память и средства связи, в которую загружено подходящее программное обеспечение. Блок управления может содержать центральный общий блок управления, управляющий несколькими обрабатывающими блоками, например, весовыми устройствами, режущими устройствами, сортировочными устройствами, дозирующими устройствами, загрузочными устройствами, упаковочными устройствами и т.д., дополнительно к одному или более устройствам 90 для подачи изделия по изобретению. Альтернативно или дополнительно, блок 91 управления может быть конкретно приспособлен для управления устройством 90 для подачи изделия или одной технологической линией, например, содержащей режущее устройство, транспортер для лотков и устройство 90 для подачи изделия.
Блок 91 управления может обеспечивать устройство 90 для подачи изделия информацией о числе изделий, которые должны быть включены в каждую группу, или блок 91 управления может просто информировать устройство 90 для подачи изделия, когда группа будет завершена.
Настоящий вариант выполнения дополнительно содержит средства 92 обеспечения входной информации, такие как датчики. Датчики должны предпочтительно располагаться на сбрасывающем транспортере, чтобы обнаруживать поступление изделия. Совместно используя знание о скорости транспортера с моментом времени, когда изделие обнаружено датчиками, возможно отслеживать изделие и оценивать его позицию в продольном направлении относительно расположенного внизу лотка, причем позиция лотка обнаруживается датчиками или известна. Для вариантов выполнения, в которых осуществляется манипулирование только завершенными группами, эта информация о размещения является достаточной для обеспечения аккуратного падения групп в лотки.
Настоящий вариант выполнения, возможно, дополнительно содержит управляющую информацию, поступающую от технологического блока 93, расположенного выше по потоку в технологической линии, например дозирующего устройства. В предпочтительном варианте выполнения настоящего изобретения дозирующее устройство обеспечивает информацию о числе изделий, которые располагаются вместе, в диапазоне от одного изделия до завершенной группы изделий, возможно вместе с информацией о начале и конце каждой группы изделий. Эта информация способствует манипулированию неполными группами, так как она обеспечивает возможность устройству 90 для подачи изделия знать, сколько раз необходимо выполнить падение изделий в один лоток, и в каких позициях в продольном направлении должно осуществляться их падение, чтобы они были размещены аккуратно. Кроме того, информация от расположенного по ходу до блока 93, например, дозирующего устройства может использоваться, чтобы указать устройству 90 для подачи изделия, когда необходимо осуществить отбраковку изделий, например, концевых кусков между группами пригодных для использования изделий, просто позволив им перемещаться до конца сбрасывающего транспортера и далее.
Часто несколько других, и намного более сложных, управляющих алгоритмов могут применяться, чтобы использовать информацию от нескольких технологических блоков для оптимизации эффективности и качества на каждом стадии, включая устройство 90 для подачи изделия.
В том, что касается приведения в действие механических частей в различных вариантах выполнения изобретения, например смещения секций транспортера сбрасывающего транспортера и боковых направляющих и пластин буферного средства, а также приведения в действие различных транспортеров, любая подходящая комбинация исполнительных механизмов и технических средств приводов находится в пределах объема настоящего изобретения, включая, но не ограничиваясь этим, электрические двигатели или исполнительные механизмы, гидравлические исполнительные механизмы, пневматические исполнительные механизмы, исполнительные механизмы с вакуумным приводом и т.д. Исполнительные механизмы и контроллеры могут предпочтительно использовать сервомеханизмы, чтобы способствовать точному управлению.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2009 |
|
RU2481258C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ ТЕСТОВЫХ ЗАГОТОВОК ЛАПШИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097986C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ МАТЕРИАЛА В УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2008 |
|
RU2456219C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРАСНОГО ПИЩЕВОГО КРАСИТЕЛЯ | 1993 |
|
RU2041898C1 |
| УСТРОЙСТВО СОРТИРОВКИ ЛИСТОВЫХ НОСИТЕЛЕЙ ИНФОРМАЦИИ | 1999 |
|
RU2222389C2 |
| ПИТАЮЩИЙ УЗЕЛ | 2015 |
|
RU2637070C1 |
| ПРИГОДНЫЙ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОФОРМОВАНИЕМ УПАКОВОЧНЫЙ МАТЕРИАЛ С УСАДОЧНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2405676C2 |
| СИНХРОНИЗАЦИЯ РАБОТЫ МАШИНЫ С ОТДЕЛЬНЫМИ СЕКЦИЯМИ С ПОДАЧЕЙ КАПЕЛЬ В ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКЕ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННОЙ ТАРЫ | 2000 |
|
RU2231500C2 |
| УСТРОЙСТВО ДЛЯ УПОРЯДОЧЕННОЙ ПОДАЧИ ГРУППЫ ЛОТКОВ НА МАШИНУ ДЛЯ ЗАПАЙКИ ДАННЫХ ЛОТКОВ С НАНЕСЕНИЕМ ЗАЩИТНОЙ ПЛЕНКИ | 2013 |
|
RU2616133C2 |
| СЕКЦИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТЕРА | 2003 |
|
RU2286301C2 |
Устройство для подачи одного или более изделий в желаемую позицию на носителе изделия содержит сбрасывающий транспортер, содержащий две секции транспортера, выполненные с возможностью смещения в боковом направлении и управляемые так, чтобы обеспечить падение изделий в желаемую позицию вдоль длины сбрасывающего транспортера. При этом сбрасывающий транспортер содержит направляющие средства, расположенные над двумя секциями транспортера и выполненные смещаемыми в боковом направлении и управляемыми. Способ, осуществляемый устройством, содержит размещение носителя изделия под сбрасывающим транспортером, передачу изделий на сбрасывающий транспортер, размещение изделий на сбрасывающем транспортере, регулировку боковых направляющих для введения в контакт с изделиями и открытие сбрасывающего транспортера так, что изделия сбрасываются. Группа изобретений обеспечивает упрощение конструкции, повышение качества и производительности. 2 н. и 18 з.п. ф-лы, 13 ил.
1. Устройство для подачи одного или более изделий (2) в желаемую позицию на носителе (8) изделия, содержащее сбрасывающий транспортер, содержащий две секции (3, 4) транспортера, выполненные с возможностью смещения в боковом направлении и управляемые так, чтобы обеспечить падение указанных одного или более изделий (2) в желаемую позицию вдоль длины сбрасывающего транспортера, отличающееся тем, что указанный сбрасывающий транспортер содержит направляющие средства (5, 6), расположенные над двумя секциями (3, 4) транспортера, причем указанные направляющие средства (5, 6) являются смещаемыми в боковом направлении и управляемыми.
2. Устройство по п.1, в котором указанные направляющие средства (5, 6) выполнены для удерживания указанных одного или более изделий (2) во время смещения в боковом направлении указанных двух секций (3, 4) транспортера.
3. Устройство по п.1, в котором указанные направляющие средства (5, 6) выполнены с возможностью перемещения друг к другу, чтобы вступить в контакт с указанными одним или более изделиями (2) перед смещением в боковом направлении двух секций (3, 4) транспортера.
4. Устройство по п.1, в котором указанные направляющие средства (5, 6) выполнены с возможностью перемещения в направлении друг от друга согласно заданному соответствию со смещением указанных секций (3, 4) транспортера.
5. Устройство по любому из пп.1-4, содержащее буферное средство, расположенное под указанным сбрасывающим транспортером таким образом, чтобы принимать падающие указанные одно или более изделия (2), причем указанное буферное средство содержит две пластины (11, 12), выполненные с возможностью смещения в боковом направлении и управления так, чтобы позволить падение указанных одного или более изделий (2) с указанного буферного средства.
6. Устройство по п.5, в котором указанное буферное средство содержит транспортерные ленты, транспортируемые в направлениях, направленных друг к другу.
7. Устройство по п.6, в котором указанные транспортерные ленты взаимодействуют с указанными пластинами буферного средства и/или неподвижной конструкцией указанного устройства так, чтобы предотвращать горизонтальное смещение верхней поверхности указанных транспортерных лент буферного средства во время смещения указанных пластин буферного средства.
8. Устройство по п.5, в котором указанное буферное средство содержит направляющие средства, расположенные над двумя пластинами (11, 12) буферного средства, причем указанные направляющие средства буферного средства выполнены с возможностью смещения в боковом направлении.
9. Устройство по любому из пп.1-4, 6-8, в котором указанные две секции (3, 4) транспортера и указанные направляющие средства (5, 6) связаны непосредственно или опосредованно с блоком (91) управления для приема управляющих сигналов.
10. Устройство по п.9, в котором указанный блок (91) управления связан с по меньшей мере одним устройством (92) обнаружения изделия, чтобы способствовать падению указанных одного или более изделий в желаемую позицию вдоль длины сбрасывающего транспортера, и/или приема информации, способствующей формированию групп согласно заданным параметрам.
11. Устройство по п.9, в котором блок (91) управления связан с по меньшей мере одним технологическим блоком (93), например, режущим устройством, расположенным по ходу до указанного устройства, для приема информации, которая способствует падению изделий в желаемую позицию вдоль длины сбрасывающего транспортера, и/или информации, способствующей формированию групп согласно заданным параметрам.
12. Устройство по любому из пп.1-4, 6-8, 10, 11, в котором указанный носитель (8) изделия является лотком для упаковки.
13. Устройство по любому из пп.1-4, 6-8, 10, 11, в котором указанные одно или более изделия (2) содержат нарезанные ломтиками или рубленые пищевые продукты, например, нарезанные ломтиками изделия из мяса животных, птицы или рыбы.
14. Устройство по любому из пп.1-4, 6-8, 10, 11, в котором по меньшей мере два из указанных изделий (2) располагаются на указанном носителе (8) изделия со ступенчатой укладкой.
15. Способ подачи одного или более изделий (2) в желаемую позицию на носителе (8) изделия, включающий стадии:
размещения (51; 77) указанного носителя (8) изделия под сбрасывающим транспортером,
передачи (52; 70) одного или более изделий (2) на указанный сбрасывающий транспортер,
размещения (53; 71) указанных одного или более изделий на указанном сбрасывающем транспортере,
регулировки (54; 72) боковых направляющих (5, 6) для введения в контакт с указанными одним или более изделиями, и
открытия (55; 73) указанного сбрасывающего транспортера так, что указанное одно или более изделий сбрасываются.
16. Способ по п.15, дополнительно включающий стадию оценки (58) того, собрана ли завершенная группа изделий на указанном носителе (8) изделия, и если нет, включающий стадии:
смещения (56; 74) указанных боковых направляющих (5, 6) наружу,
закрытия (57; 75) указанного сбрасывающего транспортера, и
повторения указанного способа с дополнительными одним или более изделиями.
17. Способ по п.15, дополнительно включающий стадию открытия (78) буферного средства, расположенного под указанным сбрасывающим транспортером и принявшего указанное одно или более изделий, сброшенных с указанного сбрасывающего транспортера, так что указанное одно или более изделий сбрасываются с указанного буферного средства.
18. Способ по п.17, дополнительно включающий стадию оценки (76) того, собрана ли завершенная группа изделий на указанном буферном средстве, и, если нет, выполнение следующих стадий перед указанной стадией открытия (78) указанного буферного средства:
перемещения (56; 74) указанных боковых направляющих (5, 6) наружу,
закрытия (57; 75) указанного сбрасывающего транспортера, и
повторения указанного способа с дополнительными одним или более изделиями.
19. Способ по любому из пп.15-18, в котором по меньшей мере одно устройство (92) обнаружения изделия и/или информация от расположенных по ходу до технологических блоков (93) используются, чтобы способствовать указанной стадии размещения (53; 71) указанного одного или более изделий на указанном сбрасывающем транспортере, и/или указанной стадии оценки (58; 76) того, собрана ли завершенная группа изделий.
20. Способ по любому из пп.15-18, в котором указанные стадии:
регулировки (54; 72) указанных боковых направляющих (5, 6) для введения в контакт с указанными одним или более изделиями, и
открытия (55; 73) указанного сбрасывающего транспортера таким образом, что указанные одно или более изделия сбрасываются,
выполняют согласно заданному соответствию так, чтобы избежать бокового перемещения за счет сцепления указанных изделий относительно указанного сбрасывающего транспортера и прилипания указанных изделий к указанным боковым направляющим.

