Изобретение касается способа и устройства для изготовления длинных тестовых заготовок лапши, причем тестовые заготовки формуют в виде полотен или полос, высушивают, разрезают в твердом виде на упаковочную длину и подготавливают к упаковке на упаковочном транспортере.
Для всех заготовок длинных макаронных изделий, прежде всего для лапши, особые требования предъявляются к стабильности формы, продольному разрезу и манипуляции с изделием вплоть до упаковки. Основная трудность заключается в том, чтобы доставить отдельное изделие от тестоформующего устройства в потребительскую упаковку в неповрежденном виде, заранее заданной длины и в необходимом количестве.
Лапша является длинными, тонкими, высушенными листами из теста и вследствие этой формы подвержена большой опасности ломки. Так называемые специальные формы до настоящего времени в большинстве случаев укладываются порциями в потребительскую упаковку еще вручную. При этом преимущество заключается в бережном обращении благодаря рукам человека при одновременном визуальном контроле возможных повреждений или качественных недостатком изделия. Однако заполнение упаковок вручную ограничивает производительность установки и удорожает конечную продукцию. В зависимости от способа изготовления, отчасти уже до упаковки, появляются многие повреждения, которые затем мешают упаковке или потребителям, особенно при плоских формах.
Предлагалось уже много решений для автоматической упаковки специальных форм. Так, например, макаронные изделия в виде полых форм упаковываются по аналогии со спагетти. Однако для этого производственное оборудование при каждой смене продукции вновь должно приспосабливаться с относительно большими затратами.
Известна единственная работоспособная автоматическая упаковочная установка лапши [1] Лапша партиями в соответствии с количеством штук, которая висит на сушильном стержне, разрезается за один проход на лапшережущей машине на два куска одинаковой длины и направляется к концу соответствующего секционного ленточного транспортера резальной машины, транспортируется с верхней ветви на нижнюю ветвь и оттуда в промежуточный накопитель. Таким образом промежуточный накопитель имеет по меньшей мере столько же порционных секций, что и количество полос из теста, которые висят на сушильном стержне. Если в порционных секциях накоплено желательное для потребительской упаковки количество штук, вся партия порций выпускается на упаковочный ленточный транспортер. Во время фазы накопления промежуточного накопителя получается таким образом достаточно большой промежуток времени, чтобы упаковочный ленточный транспортер постепенно перемещался вперед и в зависимости от порционной секции, для отдельной упаковки порций от места передачи к концу упаковочного ленточного транспортера. Обычные длины полос теста на сушильных стержнях позволяют при разрезании изготавливать соответственно две полосы лапши параллельно, так что в соответствии с предложенным решением [1] параллельно имеется промежуточный накопитель и двойной упаковочный транспортер.
Основной недостаток этого решения заключается в плохой контролируемости изделия, а также в концепции отдельной упаковки. Несмотря на то, что промежуточный накопитель обеспечивает якобы непрерывную работу разрезающего устройства, однако индивидуальная упаковка ограничивает общую производительность всей технологической линии. Возможно только четное количество штук тестовых форм каждой порции. Проблема разрушения изделия на выходе неизбежна.
В основу изобретения была положена задача разработать новую концепцию, которая при уменьшении повреждения тестовых заготовок допускает автоматическое манипулирование с изделием при значительно более высокой производительности переработки.
Решение в соответствии с изобретением отличается тем, что при подготовке и упаковке расположенные парами листы лапши после разрезания перемещают удерживающим устройством транспортера, сопряженного с разрезающим устройством, на переводной транспортер, имеющий более высокую скорость движения, причем при перемещении расположенные парами листы лапши переворачивают и одновременно отсортировывают бой лапши, затем листы линейно транспортируют и штабелируют.
В соответствии с предпочтительным вариантом выполнения с целью стабилизации тестовые заготовки прессуют из теста с содержанием влаги около 28 35 нагревают до более высокой температуры и высушивают, причем в конечной зоне сушки, еще в теплом состоянии изделия, содержание влаги в наружном слое, отнесенное ко всему изделию, повышается путем поверхностного давления воды по меньшей мере на 0,1 1,2 а температура изделия непосредственно после добавления воды понижается ниже 60oC, предпочтительно ниже 30oC, и понижается температура окружающей изделие среды с целью создания увлаженной атмосферы.
Тестовые заготовки менее, чем в течение часа, нагревают до температуры выше 80oC и высушивают при высокой температуре в течение 2 6 ч, причем добавление воды осуществляется предпочтительно при температуре изделия выше 75oC.
Предпочтительным образом боковой промежуток между двумя заготовками в первый раз изменяется после разрезания и затем во время передачи на транспортер для дальнейшей передачи на упаковку.
В наиболее предпочтительном варианте выполнения с целью манипулирования с длинными тестовыми заготовками и их порционирования, в частности, с лапшой, тестовые заготовки изготавливают с помощью тестоформующего устройства в виде параллельных полотен или полос, высушивают, разрезают в твердом виде на упаковочную длину и подготавливают к упаковке. Этот процесс отличается тем, что тестовые заготовки после разрезания, предпочтительно полосами, переводят прямо на транспортер, укладывают слоями и собирают в порции с заранее выбранным количеством штук.
Тестовые заготовки в подвешенном на стержнях состоянии высушивают, укладывают штабелями с помощью направляющих точно позиционированно в разгрузочном элементе и непрерывно разрезают. Тестовые заготовки могут переводится парами, однако предпочтительно по отдельности, с выгрузочного элемента на транспортер, выполненный предпочтительно в виде кольцевого транспортера.
Кроме того, предусмотрено, что одна или несколько полос заготовок промежуточно накапливают и подают с помощью управляющего устройства на транспортер с целью составления порций. Это позволяет при коротких повреждениях, на сторонах упаковки, до их устранения, продвигать все части закладки до резального устройства.
Кроме того, имеется возможность того, что на кольцевом транспортере подготавливаются пустые потребительские упаковки и тестовые заготовки по отдельности или парами направляются непосредственно в упаковку до получения заранее определенного количества порций.
Кроме того лапша, которая попарно расположена на транспортере и прошла через резальное устройство, может передаваться в переходном устройстве на другой транспортер. Этот второй транспортер имеет несколько более высокую скорость движения, чтобы добиться согласования с вышеупомянутыми упаковочными процессами. Благодаря этой передаче лапши на второй транспортер осуществляется одновременно поворот лапши, так что внутренний слой становится наружным слоем. Это вновь позволяет отсортировать возможно поврежденную лапшу в обоих слоях. В заключении лапша линейно транспортируется дальше на второй транспортер и штабелируется.
Другое особенно интересное выполнение заключается в том, что тестовые заготовки после разрезания направляются, скользя по наклонному лотку, на транспортер. Тестовые заготовки разрезают полосами и предпочтительно с помощью бесконечного ленточного транспортера посредством удерживающего устройства направляются с верхней ветви на нижнюю ветвь и на опускаемое опорное устройство и в виде отдельной заготовки или попарно направляются с помощью наклонного лотка на упаковочный транспортер. Наклонный лоток наклонен в загрузочной зоне так, что тестовые заготовки после регулируемого освобождения отводят свободно вниз через опорное устройство под воздействием силы тяжести и от выходной части поворачивают для горизонтального перемещения. Над опорным устройством в соответствии с количеством заготовок в ряду имеются всасывающие устройства, с помощью которых ритмично можно задерживать по одной из отдельных заготовок и с замедлением по времени также по отдельности можно подавать по наклонному лотку к транспортеру.
Изобретение, кроме того, касается установки для изготовления длинных тестовых заготовок лапши, предпочтительно для проведения описанного выше способа, включающей удлиненный макаронный пресс для формования заготовок в виде полотен или полос, устройство для позиционированного подвешивания заготовок на стержни, конвейерную сушилку со стабилизатором, устройство для разрезания заготовок на упаковочную длину, средства подготовки к упаковке и упаковочный транспортер. Установка отличается тем, что средства подготовки заготовок к упаковке включает сопряженный с разрезающим устройством транспортер, расположенный под ним и параллельно ему приводной транспортер и опрокидываемое опорное устройство.
Конвейерная сушилка при предпочтительном выполнении имеет большое количество элементов с управлением климатом по зонам и для стабилизации заготовки в процессе конечной сушки, предпочтительно в конце сушки, содержит элемент добавления воды, причем элемент для добавления воды имеет средство для поддержания климата с высокой температурой и за элементом для добавления воды непосредственно следует охлаждающий элемент, отделенный, предпочтительно, тамбуром.
Переводное устройство может быть предпочтительно усовершенствовано таким образом, что лапша после разрезания передается от первого бесконечного секционного ленточного транспортера, сопряженного с разрезающим устройством, на второй переводной цепной транспортер, который имеет несколько более высокую скорость движения. Переводной цепной транспортер расположен параллельно под первым транспортером.
Под переводным транспортером расположен линейный узел со сдвигаемым передаточным столом для дальнейшей передачи лапши для упаковки. Линейно перемещаемые вакуумные захваты направляют лапшу для штабелирования. Чувствительные элементы между передаточным столом и норией для штабелирования позволяют постоянно контролировать наличие лапши.
В особенно предпочтительном варианте выполнения между разрезающим устройством и транспортером расположен передаточный наклонный лоток для серийного перевода заготовок с помощью силы тяжести. Вопреки первоначальным опасениям наклонный лоток обеспечивает не только мягкий перевод изделия на секционный упаковочный транспортер, но и одновременно вкладывание без помех с высокой точностью независимо от длины лапши. В зоне выше передаточного наклонного лотка может быть расположено вакуумное захватное устройство для серийного задерживания отдельных полотен лапши. Разрезающее устройство располагается предпочтительно в зоне изменения направления движения бесконечного транспортера и имеет переключающее устройство для смены дисковых ножей. Разрезающее устройство имеет несколько, предпочтительно три режущих головки, которые расположены в зоне поворота на определенном расстоянии друг от друга, причем разрезающее устройство выполнено в виде сменной головки с механизмами для ее подвода к бесконечному транспортеру и ее отвода от него, а также для поворота, предпочтительно, на 180o вокруг горизонтальной оси. Режущие головки оснащены соответственно отдельным приводом каждая, причем предпочтительно можно управлять всеми функциями с помощью общей систему управления. Таким образом, режущие диски разрезающего устройства могут заменяться без опасности несчастного случая во время нормальной работы всей установки.
В частности, для автоматического изготовления нечетного количества порций предлагается располагать в зоне транспортера, который предпочтительно выполнен в виде кольцевого транспортера, промежуточный накопитель для серийного промежуточного накопления отдельных заготовок. Помимо этого, с кольцевым транспортером может быть сопряжено боковое выталкивающее устройство для серийной передачи всех порций на упаковочный транспортер.
В соответствии с другим предпочтительным вариантом выполнения в зоне передаточного наклонного лотка с каждым отдельным наклонным лотком соответственно сопряжен чувствительный элемент, который с помощью вычислительного устройства образует счетный механизм для получения или управления количеством порций. Чувствительный элемент может быть выполнен, например, в виде фотоячейки, так что благодаря соответствующей оценке сигналов каждая отдельная форма может контролироваться на предмет повреждения или разрушения.
На фиг. 1 схематично показан перевод форм с приемного стола на транспортер; на фиг. 2 наклонный лоток между разрезающим устройством, а также транспортером; на фиг. 3 иллюстрация решения в соответствии с фиг. 2, но с пневматическими задерживающими устройствами, а также с промежуточным накопителем; на фиг. 4 горизонтальная проекция в соответствии со стрелкой IV на фиг. 3; на фиг. 5 вид технологической ступени в зоне приема высушенных форм со стержней; на фиг. 6 горизонтальная проекция на фиг. 5; на фиг. 7 - схематически вся линия изготовления макаронных изделий; на фиг. 8 элемент для добавления воды; на фиг. 9 воздуховод в соответствии с турбосистемой; на фиг. 10 режущее сменное устройство фиг. 1 в увеличенном масштабе; на фиг. 11 режущая головка с отдельным приводом; на фиг. 12 схематически расположение четырех режущих головок на бесконечном транспортере; на фиг. 13 передаточное устройство в другом варианте выполнения; на фиг. 14 то же, вид сбоку.
В дальнейшем ссылка делается на фиг. 1. С приемного стола 1 лапша 3 по направляющим 2 укладывается с неизменным расстоянием на бесконечный секционный ленточный транспортер 4, спряженный с разрезающим устройством, причем одновременно все количество отдельной не показанной заготовки укладывается как весь ряд. Листы лапши обрезаются с помощью разрезающего устройства 5 на упаковочную длину в непрерывном режиме. Разрезанная лапша удерживается направляющей лентой 6, переводится с верхней ветви 7 на нижнюю ветвь 8 бесконечного секционного ленточного транспортера 4, сопряженного с разрезающим устройством, и затем кратковременно удерживается опрокидываемой опорной поверхностью 9 в снятом положении, пока весь ряд форм сушильного стержня не будет расположен в готовом виде над расположенными под ним наклонными лотками 10.
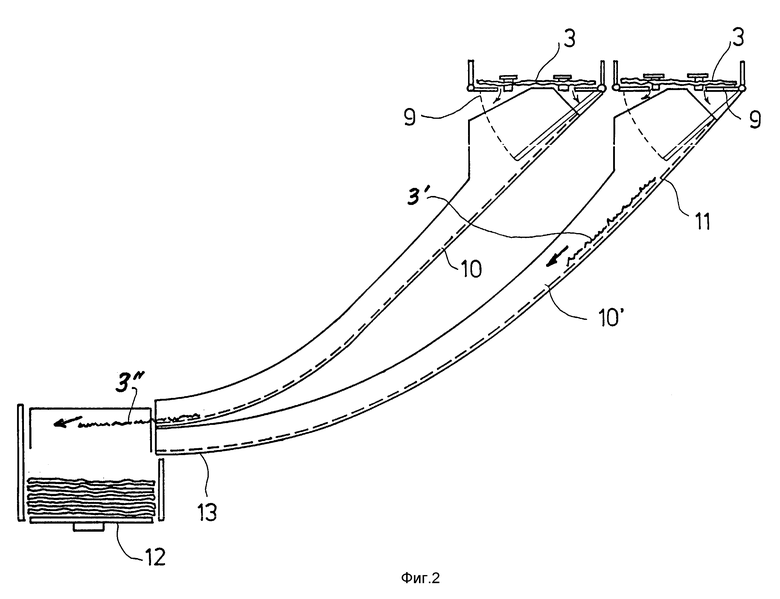
На фиг. 2 представлен принцип действия наклонных лотков 10 или 10'. Разрезанная лапша 3 находится до тех пор на опорной поверхности 9, пока она после опрокидывания опорной поверхности 9 не будет уложена на наклонный лоток 10 и под действием силы тяжести будет скользить наклонно вниз (лапша 3'). Каждый наклонный лоток 10, 10' выполнен в виде U-образного лотка с боковой направляющей. Лапша 3' скользит от верхней наклонной загрузочной зоны 11 вниз через в основном горизонтально расположенный разгрузочный конец 13 на секционной упаковочный транспортер 12 (лапша 3''). В соответствии с решением на фиг. 2 оба наклонных лотка 10 или 10' могут использоваться для приготовления такой же порции, причем наклонный лоток 10 оканчивается несколько выше, чем наклонный лоток 10'. Секционный упаковочный транспортер 12 может быть выполнен в виде секционного транспортера или прямо на нем могут укладываться пустые упаковки и отдельные формы с помощью наклонного лотка непосредственно заполняются в упаковку.
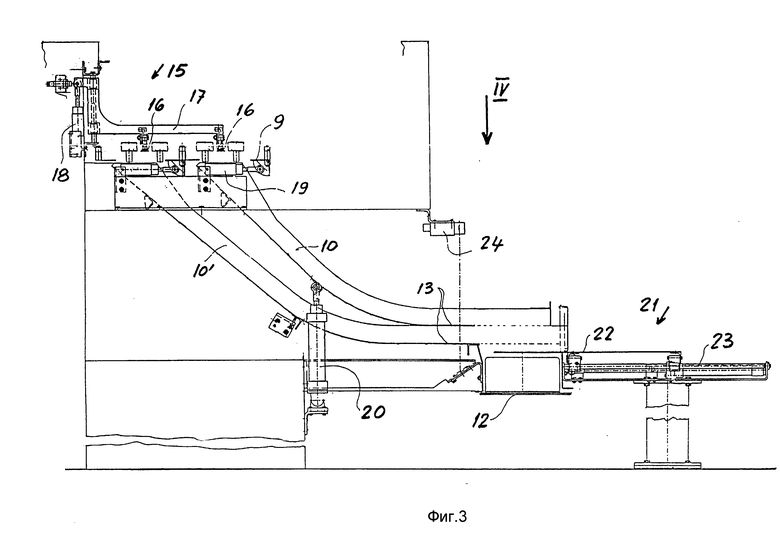
Фиг. 3 показывает другой вариант выполнения фиг. 2. причем на фиг. 3 в зоне выше опорной поверхности 9 дополнительно расположено всасывающее устройство 15. На правой стороне фиг. 3 дополнительно расположен кольцевой транспортер 21. Как на фиг. 2, так и на фиг. 3 все переводное устройство выполнено двойным. Однако в зависимости от желаемой упаковочной длины могло бы быть предусмотрено любое количество переводных устройств, например 1 4. Так как длинные изделия высушиваются на стержнях соответственно с двумя U-образными коленами, изделие проходит в два слоя до разрезающего устройства. Эта двухслойность сохраняется до укладки на опорные поверхности 9, так что, как правило, из одной высушенной формы соответственно получается 4 упаковочных формы, соответственно по паре друг над другом. При минимальных упаковочных формах две расположенных друг над другом формы могут одновременно спускаться по наклонному лотку 10 или 10' на транспортер 12. Кроме того, можно было бы также расположить параллельно друг другу два секционных упаковочных транспортера 12, по одному на наклонный лоток 10 или 10'. Однако в показанном примере оба наклонных лотка 10 и 10' питают один и тот же транспортер 12. Поэтому соответствующие опорные поверхности 9 наклонных лотков 10 и 10' должны приводиться в действие с замедлением по времени, чтобы обе упаковочные формы при входе на транспортеры не мешали друг другу или спускались по времени последовательно друг за другом. Однако при нормальных формах макаронных изделий предпочтительно, если форма спускается вниз отдельно, т. е. не в два слоя. Так как макаронные изделия имеют сбоку многократно волнистую кромку, благодаря этому можно избежать взаимного повреждения. Во всем временном процессе из этого не вытекают никакие недостатки, так как в принципе формы разрезаются на упаковочную длину по отдельности, но рядами, т. е. согласно фиг. 4 одновременно на транспортер секционный упаковочный 12 опускаются, например, 20 30 штук. Для оптимального штабелирования форм они могут также поворачиваться опорными поверхностями.
Из двух расположенных друг над другом листов лапши соответственно верхний может задерживаться с помощью вакуумных захватов 16, которые парами расположены на решетке 17. Для исключения повреждений решетка 17 с вакуумными захватами 16 может подниматься на уровень выше цилиндров 18, при необходимости даже в управляемом тактовом цикле, и опускаться. Опорные поверхности 9 с помощью двух раздельных цилиндров 19 переводятся в положение опоры или в положение опрокидывания. Оказалось достаточно, если соответственно опрокидывается вниз только одна из опорных поверхностей 9. Так как оба наклонных лотка 10 или 10' точно расположены друг над другом, для проведения работ по очистке или в случае неисправности верхний наклонный лоток 10 может приподниматься с помощью подъемного цилиндра 20. Очень предпочтительный способ работы дает промежуточный накопитель 21. Если, например, на стороне упаковки наступает мгновенный перебой в работе, так, что после приготовления всего количества порций на транспортере последний не может быть приведен в движение, то благодаря выдвиганию опорной плиты 22 все находящиеся перед этим устройства полностью остаются в работе. Вместо того, чтобы упаковочные формы штабелировать непосредственно на транспортере секционном упаковочном 12 в количестве порций 1, 2 или несколько слоев могут штабелироваться на опорной плите 22 и после освобождения транспортера 12 спускаться непосредственно в виде целого пакета.
Как следует из фиг. 3 и 4, над каждым наклонным лотком 10, 10' соответственно расположен чувствительный элемент 24 для наблюдения, контроля и подсчета форм.
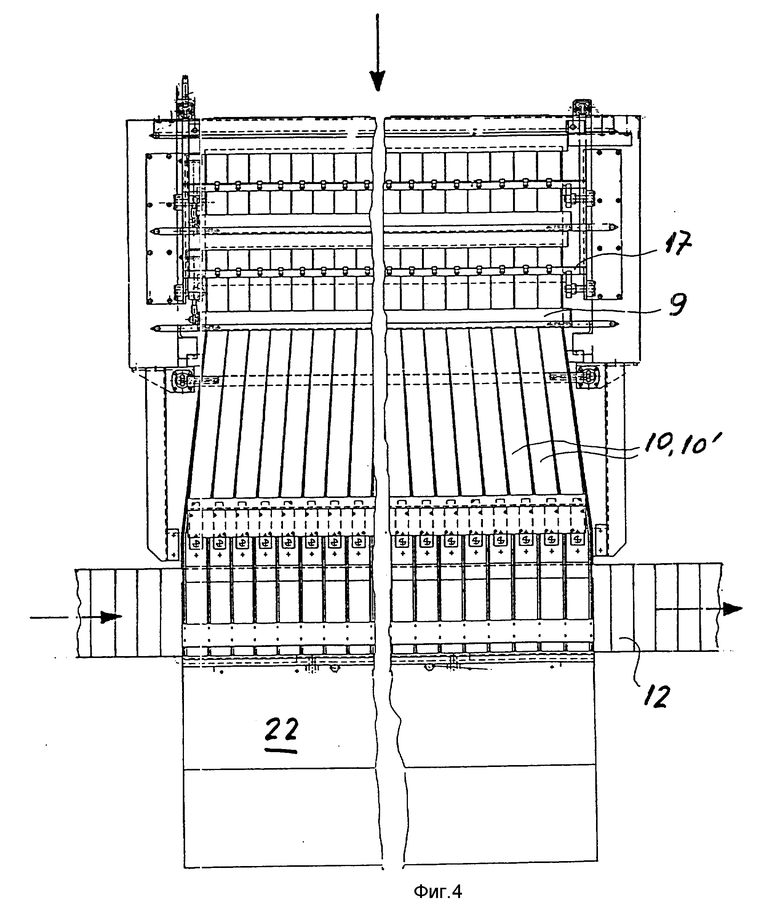
Как показано на фиг. 4, для соответствующего количества высушиваемых форм, которые висят на сушильном стержне, имеется соответственно по одному наклонному лотку 10 или 10'. Тем самым формы после разрезания рядами могут переводиться на транспортер. Так как при упаковке, как правило, требуется большее расстояние между отдельными порциями, это изменение расстояния создается благодаря соответствующему направлению всех наклонных лотков 10, 10'. Макаронные изделия соответствующим перемещением помещаются от необходимого для сушки промежутка к необходимому для упаковки промежутку, что, таким образом, может осуществляться с очень высокой точностью, дополнительно это помогает избежать повреждений при упаковке без дополнительного силового воздействия или без механических средств манипуляции.
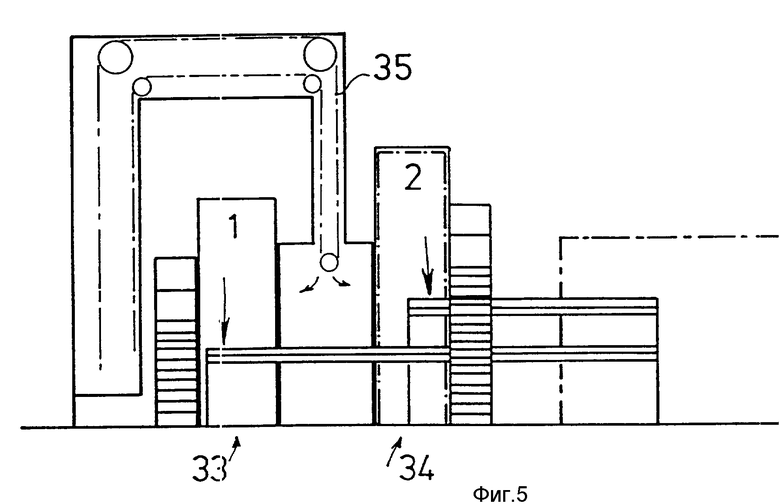
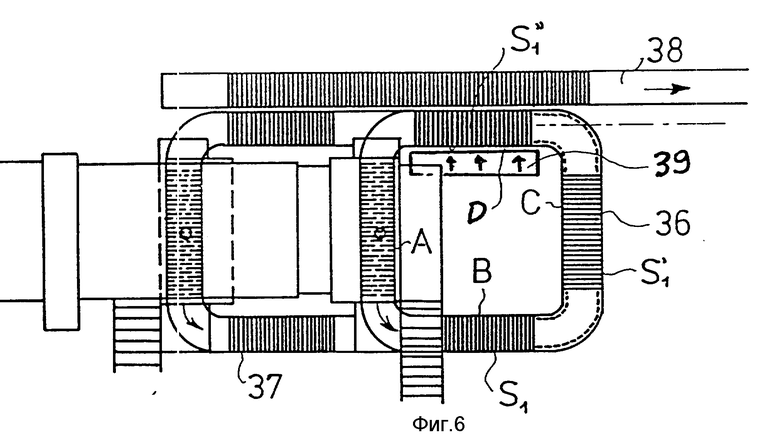
Фиг. 5 и 6 показывают ступень от разгрузки стержней до дальнейшей транспортировки к упаковочному узлу. Отдельные, не показанные на чертеже сушильные стержни с висящим на них изделием подводятся цепным транспортером 35 и попеременно подаются на позицию 33 разгрузки стержней. В данном случае транспортеры выполнены в виде цепных транспортеров 36 и 37, при этом на соответствующих четырех прямых участках транспортеров могут осуществляться различные технологические процессы. Приготовленные порции с помощью упаковочного ленточного транспортера 38 подаются каждая рядами в соответствии с количеством заранее подготовленных порций (S1 S
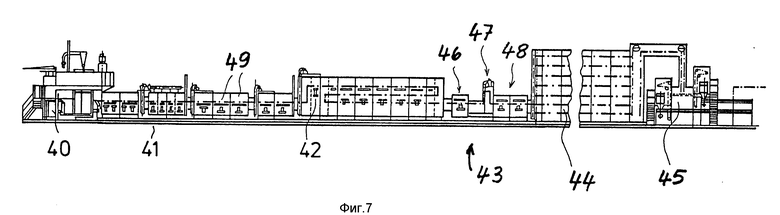
На фиг. 7 представлена вся линия для производства макаронных изделий с прессом 40, предварительной сушилкой 41, основной сушилкой 42, а также стабилизатором 43 и штабелеукладчиком 44. На конце линии в двойном исполнении представлено упаковочное устройство 45. Стабилизатор имеет элемент 46 для добавления воды, шлюзовой затвор 47, а также холодильник 48. Предварительная сушилка 41 разделена на несколько отдельных элементов 49, в которых существует соответственно управляемый климат. К еще горячему изделию в конце сушки или климатической зоны в элементе 46 для добавления воды на поверхность добавляется небольшое количество воды, например 0,4 1,2 так что изделие непосредственно после этого может охлаждаться в холодильнике 48. Затем макаронные изделия традиционным способом укладываются в штабелеукладчике 44, если это необходимо для последующего упаковочного процесса. Даже при совершенно экстремальном климате во время сушки и при непродолжительном времени сушки таким образом могут быть снижены возникающие при сушке напряжения и можно избежать образования разрушений.
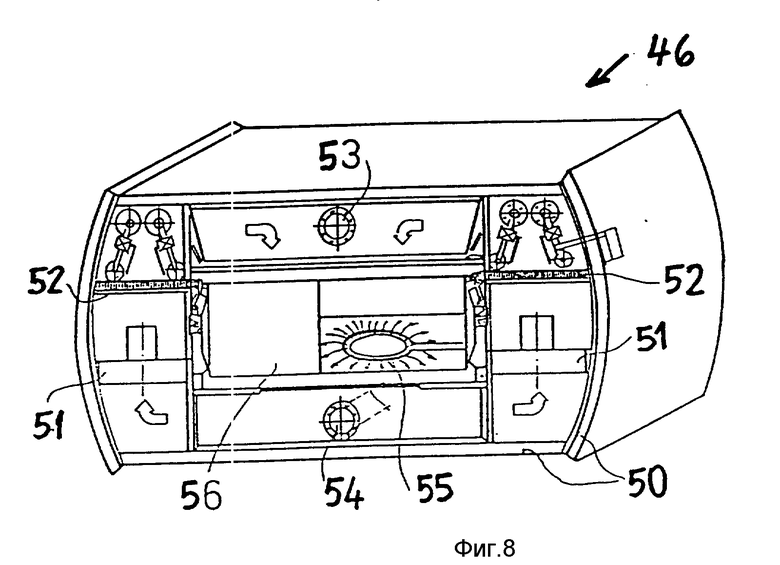
На фиг. 8 представлен элемент 46 для добавления воды. В изолированном с помощью пластин 50 корпусе находятся необходимые для создания соответствующего климата элементы, как, например, вентиляторы 51, нагревательные элементы 52, трубопроводы приточного воздуха и вытяжные трубопроводы 53 и 54, а также кольцевой трубопровод 55 для подачи необходимой для увлажнения воздуха воды или пара в рабочей камере 56.
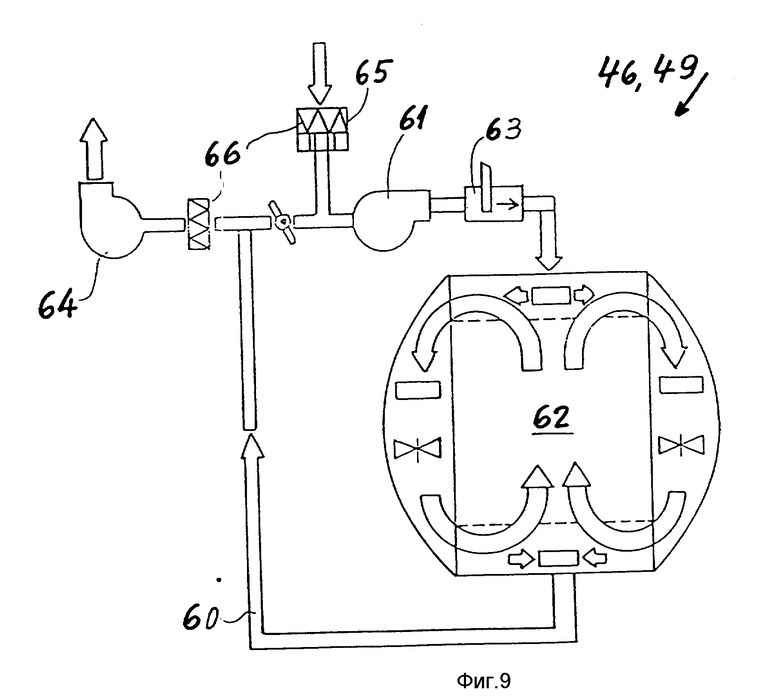
Фиг. 9 схематично показывает отдельный элемент 49 или элемент 46 для добавления воды с дополнительной наружной системой 60 подготовки воздуха, с так называемой турбосистемой. С помощью этой системы благодаря вентилятору 61 определенное количество воздуха направляется вне рабочей камеры 62 и подготавливается на участке увлажнения 63. К соответствующей турбосистеме относятся, кроме того, вытяжной вентилятор 64, а также нагревательный элемент для подогрева свежего воздуха 65 с необходимыми регулировочными клапанами 66.
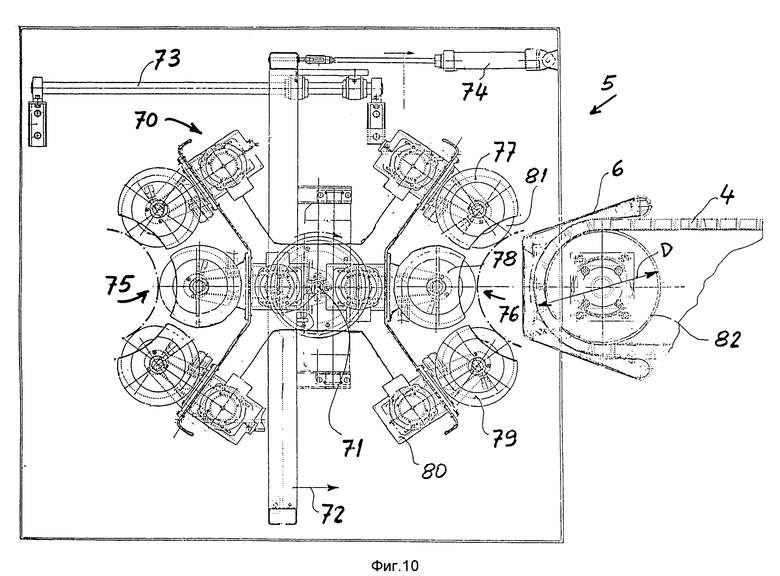
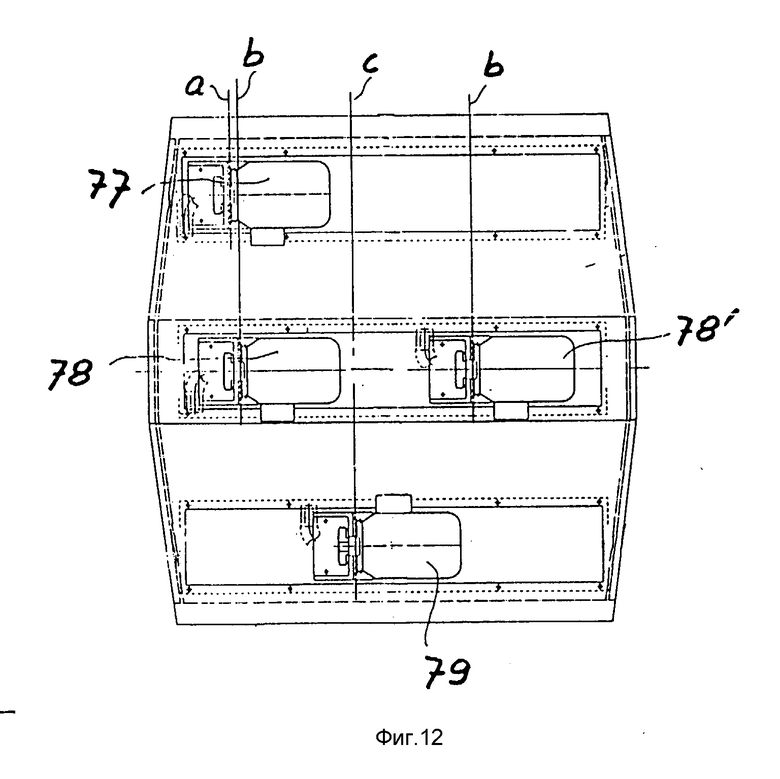
В последующем ссылка делается на фиг. 10, которая показывает все разрезающее устройство 5 в увеличенном масштабе. Разрезающее устройство 5 выполнено в виде сменной головки 70, которая может отклоняться вокруг горизонтальной оси 71 на 180o. При этом сменная головка 70 представлена в движении из положения ожидания в положение резания (стрелка 72). Вся сменная головка 70 может передвигаться по горизонтальным направляющим скольжения 73 с помощью управляемого цилиндра 74 в соответствующее положение. Сменная головка состоит из двух, в основном идентичных, режущих агрегатов, левого режущего агрегата 75 и правого режущего агрегата 76, причем каждый из двух режущих агрегатов 75, 76 оснащен несколькими режущими головками 77 или 78, с которыми соответственно сопряжен один отдельный привод 80. Как видно из фиг. 12, средняя режущая головка 78 выполнена двойной. Это решение обеспечивает наиболее оптимальный способ работы, так как режущие головки соответственно могут выполнять одновременно различные функции резания. Режущая головка 77, как первая, обрезает U-образные основания (а), так, что из высушенной формы образуются две отдельных, расположенных друг над другом частичные формы. Затем они разрезаются режущими головками 78 на точную длину (b), которая впоследствии разрезается с помощью режущих головок 79 на две одинаковых половины (с). Так как режущее воздействие всех отрезных фрез 81 по линии окружности соответствует примерно диаметру D направляющего колеса 82 и они смещены примерно на 30o, каждая отрезная фреза независима в использовании, так что нагрузка на изделие также более незначительна и в данном случае наряду с очень традиционным процессом резания, прежде всего также очень бережно обрабатывается продукт. Направляющий транспортер 6 состоит из нескольких отдельных ленточных транспортеров, причем отрезные фрезы 81 расположены соответственно между отдельными ленточными транспортерами.
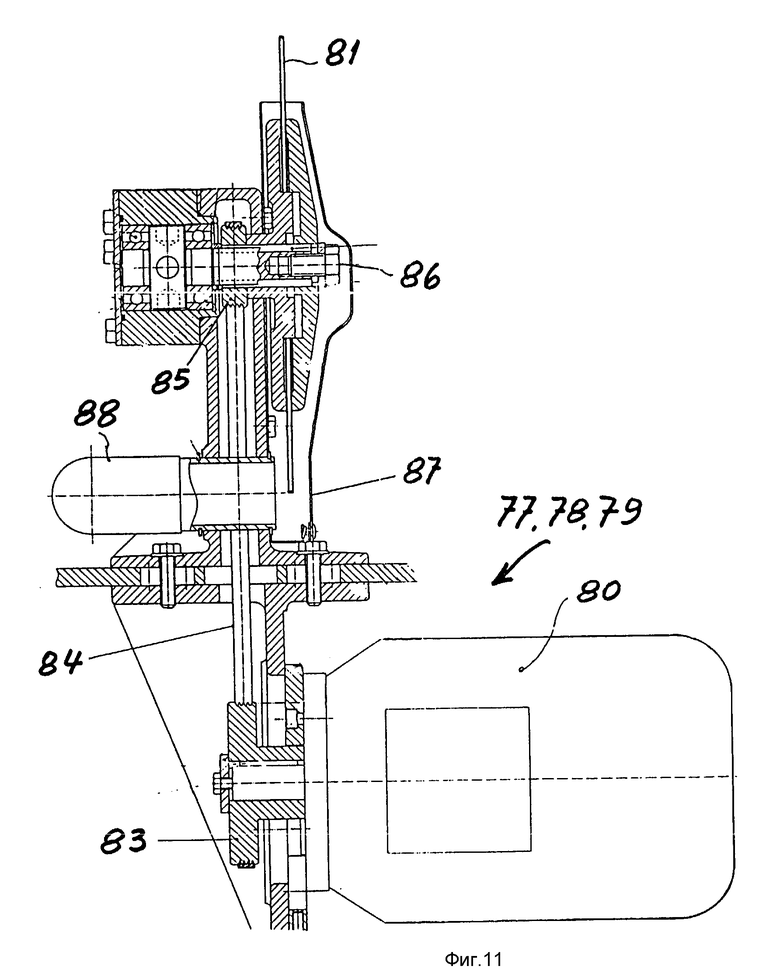
На фиг. 11 режущая головка 77, 78 или 79 в увеличенном масштабе с отдельным приводом 80 с помощью шкива 83 и ремня 84 приводит в действие ременный шкив 85, который расположен непосредственно на оси 86 отрезной фрезы 81. Отрезная фреза 81 закрыта защитным колпаком 87. С целью быстрой замены отрезной фрезы 81 вся конструкция построена по типу ручной дисковой электропилы. Пространство под защитным колпаком соединено с аспирационным устройством 88, так что "отходы от резания" могут отсасываться от всех режущих головок.
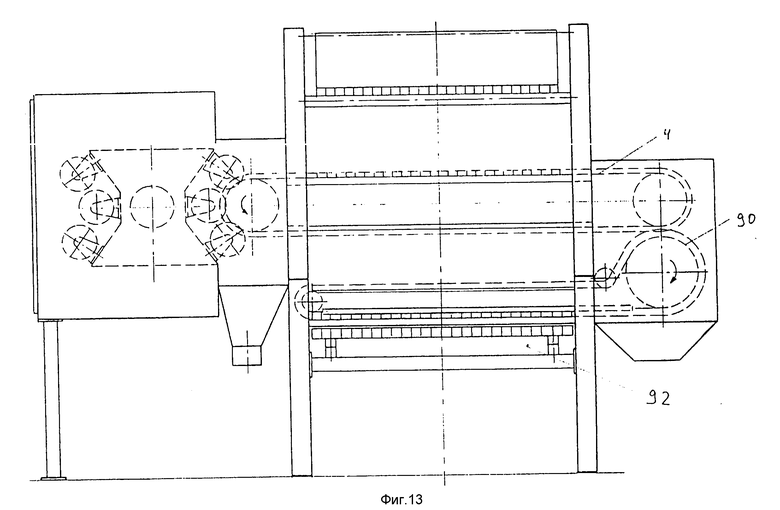
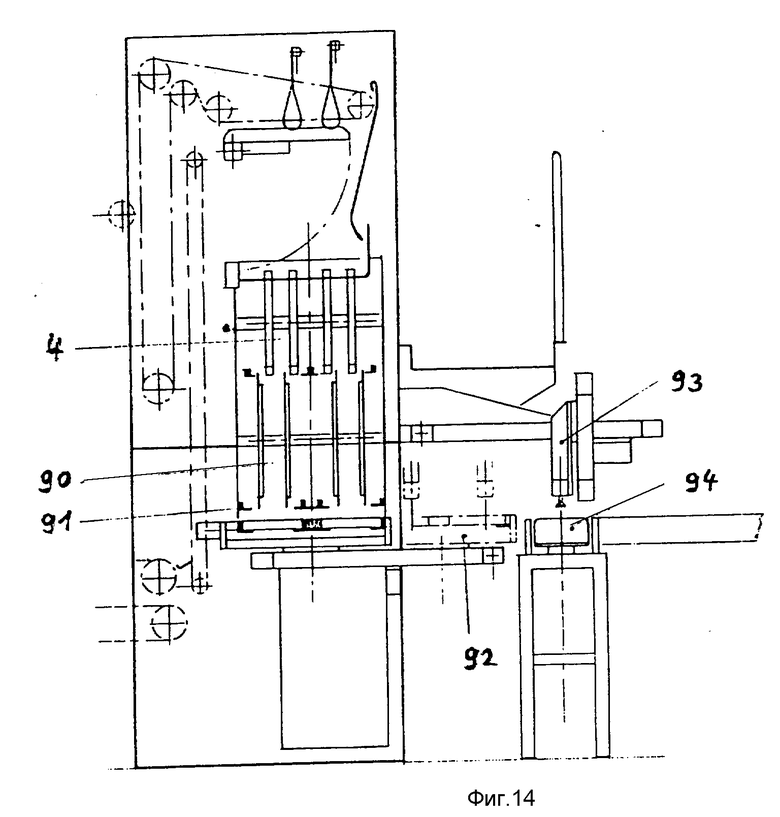
Фиг. 13 и 14 показывают другой предпочтительный вариант выполнения, который очень благоприятен в отношении времени разрезания и оптимизации процесса.
Находящиеся на бесконечном секционном ленточном транспортере 4, сопряженном с разрезающем устройством, макаронные изделия парами передаются после разрезания на переводной цепной транспортер 90, расположенный параллельно под первым. Переводной цепной транспортер 90 имеет несколько более высокую скорость движения, чтобы добиться хорошего согласования для последующей упаковки.
Передача макаронных изделий на переводной цепной транспортер 90, предпочтительно цепной транспортер, вызывает переворот слоев, так что внутренний слой становится наружным. Это обеспечивает эффективное отсортирование боя макаронных изделий из обоих слоев и улучшает последующий сбыт. Бой макаронных изделий отводится под транспортер, например, с помощью простого, не показанного на чертеже наклонного лотка.
Переводной цепной транспортер 90 содержит держатели 91 для удержания и управляемой дальнейшей передачи макаронных изделий на расположенный под транспортером 90 передаточный стол 92, который может линейно перемещаться к секционному транспортеру 12. На передаточном столе 92 или между ним и ковшовым элеватором 94 упаковочного секционного транспортера 12 расположены чувствительные элементы (по аналогии с формой выполнения с наклонным лотком 10), чтобы обеспечивать постоянный контроль наличия макаронных изделий. Для штабелирования макаронных изделий в ковшовом элеваторе 94 упаковочного секционного транспортера 12 с передаточным столом 92 сопряжены вакуумные захваты 93.
Макаронные изделия парами с помощью держателей 91 с переводного цепного транспортера 90 и упорядоченно укладываются на передаточном столе. Затем этот стол выдвигается, макаронные изделия захватываются вакуумными захватами 93 и штабелируются в ковшовом элеваторе 94. Штабелирование и подсчет изделий осуществляется по аналогии с вариантом выполнения с наклонным лотком 10.
Использование: в производстве длинных тестовых заготовок машин. Сущность: способ предусматривает формование длинных тестовых заготовок лапши в виде полотен или полос, высушивание, разрезание в твердом виде на упаковочную длину. После разрезания расположенные парами листы лапши перемещают удерживающим устройством транспортера, сопряженного с разрезающим устройством, на переводной транспортер, имеющий более высокую скорость движения, причем при перемещении расположенные парами листы лапши переворачивают и одновременно отсортировывают бой лапши. Затем листы лапши линейно транспортируют и штабелируют, после чего продукт упаковывают на упаковочном транспортере. Установка для осуществления способа содержит удлиненный макаронный пресс для формования заготовок, устройство для позиционного подвешивания заготовок на стержни, конвейерную сушилку со стабилизатором, устройство для разрезания заготовок на упаковочную длину, упаковочный транспортер и средство подготовки заготовок к упаковке. Последние включают сопряженный с разрезающим устройством транспортер, расположенный под ним и параллельно ему переводной транспортер и опрокидываемое устройство. 2 с. и 30 з. п. ф-лы, 14 ил.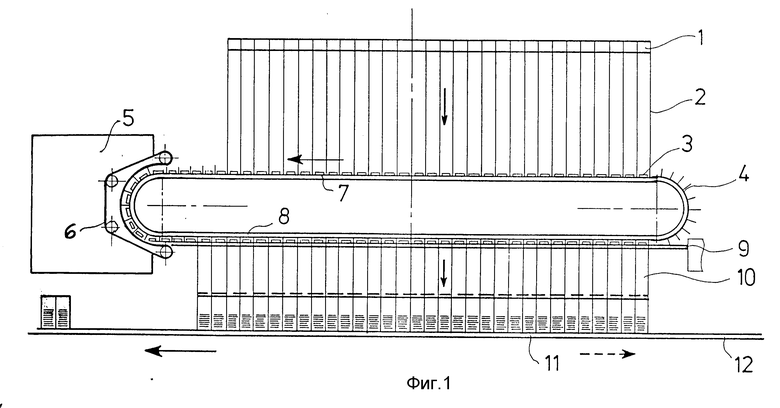
| US, патент, 4769975, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
