Изобретение относится к области насосостроения.
Известен способ центровки ротора насоса относительно корпуса, заключающийся в том, что опору ротора устанавливают с возможностью радиального перемещения относительно корпуса насоса с помощью специальных приспособлений в виде болтов (см. SU №1663242, кл. F04D 29/60, опубл. 15.07.1991). Однако данный способ не учитывает необходимости замены торцевых уплотнений.
Задачей изобретения является устранение отмеченного недостатка.
Установка новых моделей торцовых уплотнений на магистральные насосные агрегаты, привела к ужесточению требований к соосности вала насоса и камеры торцового уплотнения. Для установки и гарантированной работы новых торцовых уплотнений типа РО (РСМ200, РО-1200-1, РО-1050, РО-1050-1) необходимо, чтобы несоосность оси камеры и вала была не более 0,1 мм. Технический результат заключается в достижении заданных параметров в технологическом процессе среднего ремонта магистрального насосного агрегата.
Поставленная задача решается, а технический результат обеспечивается тем, что способ центровки ротора насоса относительно корпуса при проведении среднего ремонта магистрального насосного агрегата, при котором осуществляют замену торцевого уплотнения, заключается в том, что устанавливают на место торцевых уплотнений калиброванные приспособления в виде втулки, которую изготавливают с внутренним диаметром для посадки на вал ротора в месте установки торцового уплотнения и наружным диаметром, обеспечивающим гарантированный зазор с внутренним посадочным диаметром камеры торцевого уплотнения, осуществляют сборку подшипников скольжения и пакета радиально-упорных подшипников, замеряют зазор по диаметру приспособлений с обеих сторон и устраняют несоосность, регулируя положение вала относительно оси камеры перемещением переднего и заднего подшипников скольжения с помощью отжимных болтов, после чего осуществляют затыловку лопаток рабочего колеса.
Указанные признаки изобретения являются существенными и взаимосвязанными между собой причинно-следственной связью с образованием совокупности существенных признаков, достаточных для получения заданных параметров в технологическом процессе среднего ремонта магистрального насосного агрегата, для чего на место установки торцовых уплотнений устанавливают приспособления в виде калиброванных втулок, при этом втулки изготавливают таким образом, чтобы внутренний диаметр обеспечивал плотную посадку калиброванной втулки на вал, а наружный - выполняют заниженным на 1 мм от внутреннего диаметра камеры торцевого уплотнения. Далее выполняется сборка подшипников и замеряется зазор между калиброванной втулкой и камерой переднего и заднего уплотнений. При выявлении несоосности более 0,1 мм проводится центровка вала относительно камеры путем перемещения переднего и заднего подшипников скольжения в вертикальной и горизонтальной плоскостях.
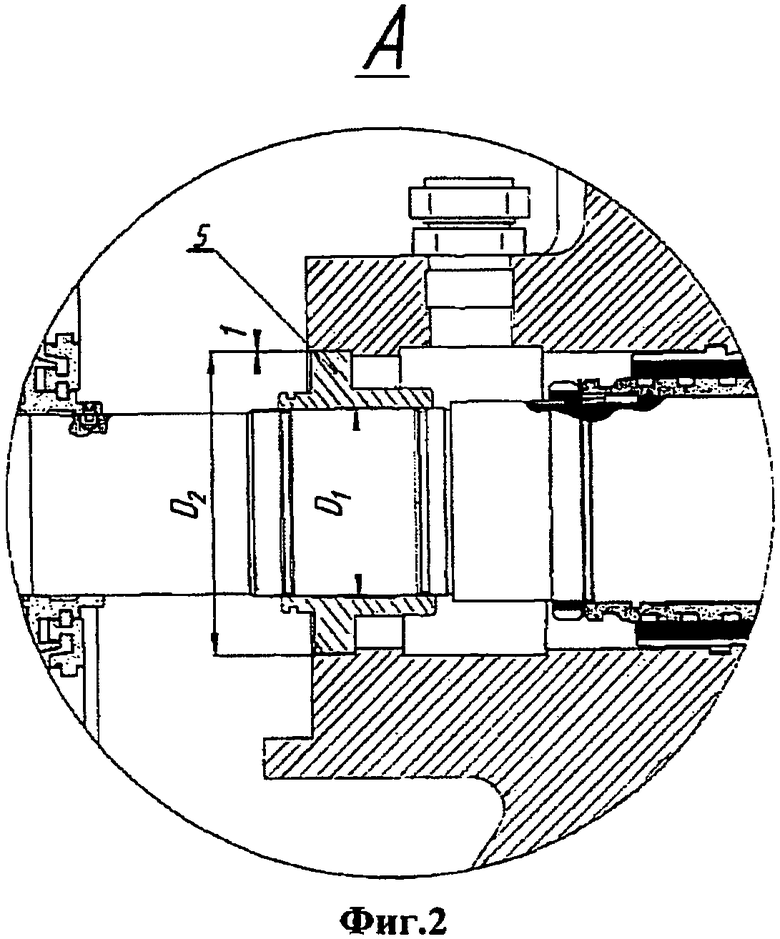
На фиг.1 показан поперечный разрез насоса.
На фиг.2 - узел А на фиг.1 (увеличено).
Предлагаемый способ основан на замере равномерности зазора между наружным диаметром приспособления и внутренним посадочным диаметром камеры торцового уплотнения. Для проведения замеров были изготовлены специальные калиброванные приспособления, предоставляющие из себя втулки, изготовленные с внутренним диаметром для посадки на вал ротора в месте установки торцового уплотнения. Наружный диаметр, по которому производится замер, специально занижен на 1 мм, для создания гарантированного зазора. Проверка соосности вала и оси торцовой камеры должна производиться только после того, как будут подогнаны подшипники скольжения по прилеганию к шейке вала и ротор насоса установлен в рабочее положение. Приспособления устанавливаются в камеры торцовых уплотнений, после чего проводят сборку переднего 4 и заднего 2 подшипников скольжения, установку узла радиально-упорного подшипника 3. После сборки проверяется плавность вращения ротора. Замер зазора проводиться по всему диаметру щупом 0,05-1 мм ГОСТ 882-75. Зазор должен быть в пределах 0,5+0,1 и равномерным по всему диаметру. При несоосности вала и камеры необходимо провести центровку смещением подшипников скольжения, для этого необходимо ослабить гайки крепления подшипников скольжения к корпусу насоса и извлечь штифты 8. Регулировка проводится равномерным смещением обоих подшипников при помощи отжимных болтов 7. После достижения соосности затягиваются гайки крепления корпусов подшипников.
При установке нового ротора во время среднего ремонта осуществляется операция по «затыловке» лопаток рабочего колеса с целью изменения напора и производительности магистрального насосного агрегата. Заострение выходных кромок способствует достижению максимальных энергетических качеств. Затыловка лопаток осуществляется по шаблону изготовленному по результатам расчетов для заданных параметров перекачки. Первоначально изготавливается шаблон по размеру, который необходимо удалить с лопаток рабочего колеса. Шаблон прикладывается поочередно к каждой лопатке и обводится маркером по металлу, получается нужный размер лопаток рабочего колеса. Снятие металла осуществляется методом фрезерования электрической бормашиной.
Предлагаемое изобретение позволяет обеспечить соблюдение требований по необходимой соосности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОВКИ БЛОКА ДАТЧИКОВ МАГНИТНОГО ПОДВЕСА ЦЕНТРОБЕЖНОГО НАГНЕТАТЕЛЯ ГАЗОПЕРЕКАЧИВАЮЩЕГО АГРЕГАТА | 2017 |
|
RU2672238C1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| СПОСОБ ЦЕНТРОВКИ БЛОКА ДАТЧИКОВ МАГНИТНОГО ПОДВЕСА | 2021 |
|
RU2773774C1 |
| НАСОСНЫЙ АГРЕГАТ | 2004 |
|
RU2280194C1 |
| НАСОС ВЕРТИКАЛЬНО-ЦЕНТРОБЕЖНЫЙ ПЕРЕНОСНОЙ ДЛЯ ПЕРЕКАЧИВАНИЯ ЖИДКОСТЕЙ ИЗ ТЕХНОЛОГИЧЕСКОЙ ТАРЫ | 2005 |
|
RU2303714C2 |
| ГЛАВНЫЙ ЦИРКУЛЯЦИОННЫЙ НАСОСНЫЙ АГРЕГАТ | 2016 |
|
RU2615039C1 |
| МУФТА ГИДРОДИНАМИЧЕСКАЯ | 2006 |
|
RU2353834C2 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА | 2015 |
|
RU2600662C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС | 2000 |
|
RU2202053C2 |
Изобретение относится к области насосостроения. Способ центровки ротора насоса относительно корпуса при проведении среднего ремонта магистрального насосного агрегата, при котором осуществляют замену торцевого уплотнения, заключается в том, что устанавливают на место торцевых уплотнений калиброванные приспособления в виде втулки, которую изготавливают с внутренним диаметром для посадки на вал ротора в месте установки торцового уплотнения и наружным диаметром, обеспечивающим гарантированный зазор с внутренним посадочным диаметром камеры торцевого уплотнения, осуществляют сборку подшипников скольжения и пакета радиально-упорных подшипников, замеряют зазор по диаметру приспособлений с обеих сторон и устраняют несоосность, регулируя положение вала относительно оси камеры перемещением переднего и заднего подшипников скольжения с помощью отжимных болтов, после чего осуществляют затыловку лопаток рабочего колеса. Предлагаемое изобретение позволяет обеспечить соблюдение требований по необходимой соосности. 2 ил.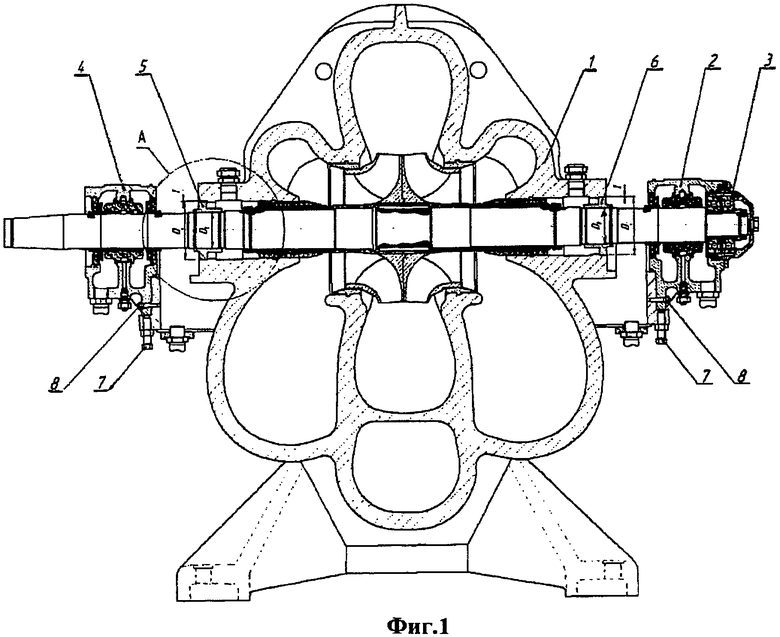
Способ центровки ротора насоса относительно корпуса при проведении среднего ремонта магистрального насосного агрегата, при котором осуществляют замену торцевого уплотнения, заключающийся в том, что устанавливают на место торцевых уплотнений калиброванные приспособления в виде втулки, которую изготавливают с внутренним диаметром для посадки на вал ротора в месте установки торцового уплотнения и наружным диаметром, обеспечивающим гарантированный зазор с внутренним посадочным диаметром камеры торцевого уплотнения, осуществляют сборку подшипников скольжения и пакета радиально-упорных подшипников, замеряют зазор по диаметру приспособлений с обеих сторон и устраняют несоосность, регулируя положение вала относительно оси камеры перемещением переднего и заднего подшипников скольжения с помощью отжимных болтов.
| Устройство для центровки ротора в корпусе насоса | 1989 |
|
SU1663242A1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА | 1999 |
|
RU2168068C1 |
| НАСОСНЫЙ АГРЕГАТ | 2004 |
|
RU2280194C1 |
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЦЕНТРОБЕЖНОГО НАСОСНОГО АГРЕГАТА ПО ВИБРАЦИИ КОРПУСА | 1994 |
|
RU2068553C1 |
| CN 201236838 Y, 13.05.2009 | |||
| WO 2010139415 A1, 09.12.2010 | |||

