Изобретение относится к области машиностроения и может быть использовано при технологических операциях сборки магнитных подвесов центробежных нагнетателей газоперекачивающих агрегатов, а также их ремонте на компрессорных станциях.
Использование магнитного подвеса, вместо подшипников скольжения, привело к ужесточению требований к соосности вала ротора и страховочного подшипника, который не используется при вращении ротора. В свою очередь положение вала ротора напрямую зависит от положения блока датчиков магнитного подвеса. Для установки и гарантированной работы центробежного нагнетателя, зазоры между блоком датчиков магнитного подвеса и измерительной втулкой вала ротора составляют менее 1 мм. Например, в центробежных нагнетателях НЦ25М/120 с магнитными подвесами СУМП, KTM1-C(CM), зазор составляет 250 мкм±0,25 мкм.
Известен способ центровки ротора насоса, относительно корпуса при проведении среднего ремонта магистрального насосного агрегата, заключающийся в том, что на вал ротора устанавливают калиброванные приспособления в виде втулки, которую изготавливают с внутренним диаметром для посадки на вал ротора и наружным диаметром, обеспечивающим гарантированный зазор, который замеряют щупом по диаметру приспособлений, регулируя положение вала относительно оси камеры перемещением переднего и заднего подшипников скольжения с помощью отжимных болтов (см. RU 2520777, кл F04D 29/60, опубл. 27.06.2014).
Недостатками данного способа являются: необходимость в перемещении ротора насоса относительно корпуса насоса, сложность в изготовлении втулки с малой толщиной стенки (например, 250 мкм±0,25 мкм), повреждение измерительной втулкой вала ротора.
Известен способ центровки ротора насоса относительно корпуса, заключающийся в том, что опору ротора устанавливают с возможностью радиального перемещения относительно корпуса насоса с помощью специальных приспособлений в виде болтов с цилиндрическими поясками, выполненными с эксцентриситетом относительно оси болта (см. SU №1663242, кл. F04D 29/60, опубл. 15.07.1991).
Недостатками данного способа являются: необходимость в перемещении ротора насоса относительно корпуса компрессора, сложность в изготовлении болтов с эксцентриситетом, необходимость в высверливании дополнительных отверстий в корпусе компрессора, что приведет к потере его прочности и нарушению герметичности корпуса магнитного подвеса.
Известен способ центровки блока датчиков магнитного подвеса относительно неподвижного вала ротора центробежного нагнетателя, взятый в качестве прототипа, заключающийся в перемещении корпуса блока датчиков в радиальном направлении с применением клиньев и рычажного механизма.
Недостатком способа является его трудоемкость и сложность обеспечения заданной точности зазора, что приводит к повышенной вибрации вала ротора.
Задачей изобретения является осуществление центровки блока датчиков магнитного подвеса без перемещения вала ротора, обеспечение заданной точности зазоров, сокращение времени на регулировку зазоров.
Технический результат предлагаемого изобретения - обеспечение заданной точности при регулировке зазоров между блоком датчиков магнитного подвеса и измерительной втулкой вала ротора.
Поставленная задача решается, а технический результат достигается путем временного крепления на корпус блока датчиков в диаметрально противоположных направлениях четырех регулировочных элементов, состоящих из уголков с отжимными болтами, имеющими коническую форму в начале резьбы, позволяющими перемещать блок датчиков в радиальных направлениях до получения необходимых зазоров между блоком датчиков и измерительной втулкой вала ротора.
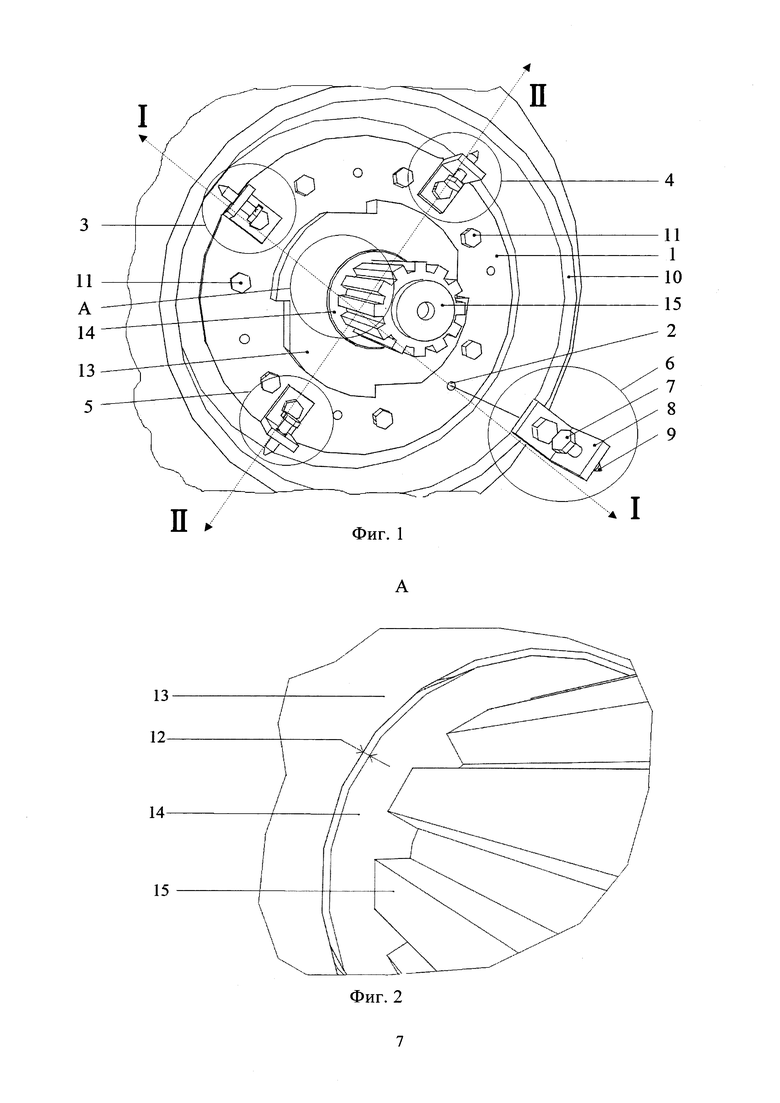
На фиг. 1 представлен радиальный блок датчиков и расположение регулировочных элементов для его центровки. На фиг. 2 представлен фрагмент с указанием зазора. На фиг. 3 представлена фотография радиального блока датчиков и расположение регулировочных элементов для его центровки.
Способ центровки блока датчиков магнитного подвеса относительно неподвижного вала ротора центробежного нагнетателя газоперекачивающего агрегата осуществляется следующим образом.
На корпусе блока датчиков 1, в технологические отверстия 2, в диаметрально противоположных направлениях в осях I и II устанавливаются четыре регулировочных элемента (два верхних 3, 4, два нижних 5, 6), состоящие из уголков 7 и отжимных болтов 8 имеющих коническую форму 9 в начале резьбы для уменьшения пятна контакта с основанием корпуса нагнетателя 10. Болты 11 окончательной фиксации блока датчиков ослабляются, отжимные болты 8, нижних регулировочных элементов 5 и 6, поочередно закручиваются, упираясь в основание корпуса нагнетателя 10, перемещают корпус блока датчиков 1 вверх до получения необходимого зазора 12 между блоком датчиков 13 и измерительной втулкой 14 вала ротора 15. После достижения зазора 12, для предотвращения смещения корпуса блока датчиков 1 вниз, во время регулировки верхних регулировочных элементов 3 и 4, предусмотрена процедура предварительного натяжения нижних регулировочных элементов 5 и 6. Для этого отжимные болты 8 нижних регулировочных элементов 5 и 6 доворачиваются на один - два оборота. Далее отжимные болты 8, верхних регулировочных элементов 3 и 4, поочередно закручиваются, и, упираясь в основание 10, перемещают корпус блока датчиков 1 вниз, до получения необходимого зазора 12 между блоком датчиков 13 и измерительной втулкой 14 вала ротора 15.
При необходимости корректировки положения корпуса блока датчиков 1, дальнейшая регулировка производится по каждой оси измерения (I или II) отдельно, используя регулировочные элементы, расположенные по диагонали 3 и 6 или 4 и 5.
Зазор 12 контролируют, например, с помощью микрометров часового типа (на фиг. 1 не показаны), установленных на корпусе блока датчиков 1 или с помощью щупов по всему диаметру измерительной втулки 14.
После достижения необходимого зазора 12, болты 11 основания 10 затягиваются с постоянным контролем выставленного зазора 12, регулировочные элементы 3, 4, 5, 6 демонтируются.
Предлагаемое изобретение позволяет осуществлять центровку без перемещения вала ротора, обеспечить заданную точность зазоров, сократить время по регулировке зазоров, снизить вибрации вала ротора во время работы центробежного нагнетателя. Используемые для центровки блока датчиков магнитного подвеса регулировочные элементы просты в изготовлении.
Изобретение относится к области машиностроения и может быть использовано при технологических операциях сборки магнитных подвесов центробежных нагнетателей газоперекачивающих агрегатов. Сущность изобретения заключается в том, что получение необходимых зазоров между блоком датчиков и измерительной втулкой вала ротора производится путем перемещения блока датчиков магнитного подвеса в радиальных направлениях с помощью четырех временно закрепленных на корпусе блока датчиков регулировочных элементов (двух верхних, двух нижних), расположенных в осях измерения датчиков и в диаметрально противоположных направлениях, состоящих из уголков с отжимными болтами, имеющих коническую форму в начале резьбы, при этом для более точного выставления зазоров предусмотрено предварительное натяжение регулировочных элементов. Изобретение направлено на снижение вибрации вала ротора, обеспечение заданной точности зазоров и сокращение времени на регулировку зазоров. 3 ил.
Способ центровки блока датчиков магнитного подвеса относительно неподвижного вала ротора центробежного нагнетателя газоперекачивающего агрегата, заключающийся в перемещении корпуса блока датчиков в радиальном направлении, отличающийся тем, что перемещение блока датчиков магнитного подвеса в радиальных направлениях до получения необходимых зазоров между блоком датчиков и измерительной втулкой вала ротора осуществляют с помощью четырех временно закрепленных на корпусе блока датчиков регулировочных элементов, двух верхних и двух нижних, расположенных в осях измерения датчиков и в диаметрально противоположных направлениях, состоящих из уголков с отжимными болтами, имеющих коническую форму в начале резьбы, при этом для более точного выставления зазоров предусмотрено предварительное натяжение регулировочных элементов.
| Устройство для центровки ротора в корпусе насоса | 1989 |
|
SU1663242A1 |
| СПОСОБ ЦЕНТРОВКИ РОТОРА НАСОСА ОТНОСИТЕЛЬНО КОРПУСА ПРИ ПРОВЕДЕНИИ СРЕДНЕГО РЕМОНТА МАГИСТРАЛЬНОГО НАСОСНОГО АГРЕГАТА | 2012 |
|
RU2520777C1 |
| CN 201236838 Y, 13.05.2009 | |||
| WO 2010139415 A1, 09.12.2010. | |||

