Область техники, к которой относится изобретение
Изобретение относится к пушке машины для забивки выпускного отверстия (заделки летки) металлургической печи, содержащей силовой цилиндр для приема закупоривающей массы и закупоривающий поршень для вытеснения закупоривающей массы из мундштука силового цилиндра, прижатого к выпускному отверстию печи.
Уровень техники
Пушки указанного типа для заделки леток (выпускных отверстий) металлургических печей используются для заделки леток восстановительных или плавильных печей, например доменных печей для получения чугуна и низкошахтных печей для выплавки цветных металлов, ферросплавов и т.д. В ходе забивки закупоривающая пушка прижимается под большим усилием к передней стороне печи, при этом прижимная сила пушки сохраняется до тех пор, пока не затвердеет пластичная закупоривающая масса, вытесненная закупоривающей пушкой в летку.
С течением времени с повышением производительности выплавки в печах повысились также требования к технике закупоривания и прежде всего в отношении быстрого и надежного открытия и закупоривания леток. В этой связи особенно большие усилия были направлены на улучшение закупоривающей массы с той целью, чтобы за счет особо твердой и стойкой закупоривающей массы повысить срок ее службы в летке, а также получить возможность использования закупоривающей массы с улучшенными характеристиками материала для ремонта канала летки. В результате этих разработок была получена особо износостойкая закупоривающая масса, которая однако вследствие своей стойкости к износу или абразивной стойкости вызывает соответствующий повышенный износ находящихся в контакте с ней компонентов пушки для забивки выпускных отверстий, в особенности силового цилиндра, в котором давления закупоривающей массы достигают 200 декаН/см2 и больше.
Таким образом, разработка этих износостойких, а следовательно, и обладающих высокой абразивностью закупоривающих масс сопровождалась соответствующими разработками, направленными, в частности, на улучшение износостойкости силового цилиндра, то есть непосредственно подверженной износу проточки силового цилиндра.
Особенно удовлетворительные результаты по желаемому повышению износостойкости проточки силового цилиндра были достигнуты за это время за счет того, что боковая стенка проточки силового цилиндра была снабжена износостойким слоем, в частности слоем твердого хромового покрытия. Однако независимо от качества этого мероприятия по повышению износостойкости оно может приводить только к продлению срока службы силового цилиндра, а по истечении этого срока необходимо проводить ремонт силового цилиндра или поверхности проточки цилиндра, чтобы обеспечивать беспрепятственную работу машины для забивки выпускного отверстия.
Практика показывает, что ремонт или восстановление поверхности покрытия стенки проточки силового цилиндра требует значительного технологического ноу-хау, так что, как правило, ремонт силового цилиндра может производиться только у изготовителя силового цилиндра. Это связано с высокими затратами со стороны эксплуатационников металлургических печей, применительно к которым используются пушки для забивки выпускных отверстий.
Для обеспечения возможности улучшить ситуацию с затратами на ремонт силовых цилиндров уже продолжительное время делались попытки снабдить силовые цилиндры вставленными упрочненными вкладышами. Однако эти попытки оказались практически неприемлемыми из-за высоких затрат, связанных с установкой соответствующих вкладышей.
Раскрытие изобретения
Соответственно, перед изобретением поставлена задача предложить пушку для забивки выпускного отверстия с силовым цилиндром, обладающим высокой износостойкостью, который может быть изготовлен экономичным образом и имеет удобную для ремонта конструкцию.
В соответствии с изобретением решение поставленной задачи достигается за счет того, что пушка для забивки выпускного отверстия имеет признаки по пункту 1 формулы изобретения.
В пушке для забивки выпускного отверстия силовой цилиндр содержит трубу цилиндра со вставленной в трубу цилиндра системой изнашиваемых вкладышей, которая образована, по меньшей мере, одним вставным вкладышем из сваренной листовой заготовки.
Выполненная таким образом система изнашиваемых вкладышей по изобретению, с одной стороны, может быть экономично изготовлена благодаря изготовлению вставного вкладыша из листовой заготовки. С другой стороны, вставной вкладыш образует независимый от трубы цилиндра конструктивный компонент, который соединен с трубой силового цилиндра таким образом, что после износа вставного вкладыша этот компонент может быть удален или заменен путем простого механического разъединения соединения между трубой цилиндра и вставным вкладышем. В частности, в том случае, когда труба силового цилиндра также выполнена в виде сварной конструкции, создается оптимальная конструкция в отношении как можно большей жесткости конструктивных компонентов одновременно при как можно более низких затратах на изготовление.
В отличие от ремонта силового цилиндра, снабженного изнашиваемым покрытием на поверхности проточки, при ремонте силового цилиндра по изобретению, снабженного системой изнашиваемых вкладышей, производится только замена изнашиваемого вкладыша. Для этого в отличие от случая нанесения изнашиваемого покрытия на стенку проточки силового цилиндра не требуется особого технологического ноу-хау и использования устройств, выполненных соответствующим образом для осуществления этой технологии. Как правило, достаточно наличия простого гидравлического устройства для выталкивания и последующего ввода сменного вставного вкладыша, чтобы можно было восстановить силовой цилиндр. Поэтому эти операции могут быть выполнены на местах эксплуатации металлургических печей, которые часто располагают только ограниченными по своим возможностям средствами технического обслуживания.
В том случае, когда согласно предпочтительному примеру осуществления вставной вкладыш образован из листовой заготовки, из которой образована труба с продольным сварным швом, вставной вкладыш может быть вставлен в трубу силового цилиндра таким образом, что сварной шов расположен в трубе цилиндра в определенном радиальном положении. Это имеет значение, поскольку силовой цилиндр, как правило, расположенный в закупоривающей приставке горизонтально над выпускным желобом, вследствие гравитации подвержен наибольшему износу на наиболее глубоко лежащем продольном участке трубы цилиндра. Кроме того, за счет этого область сварного шва, которая может вызывать износ, может быть целенаправленно расположена за пределами этого продольного участка интенсивного износа силового цилиндра.
Особенно предпочтительно в отношении износостойкости вставного вкладыша, когда листовая заготовка образована из упрочненной посредством термообработки низкоуглеродистой стали. В этом случае одновременно с хорошей характеристикой свариваемости вследствие относительно низкого содержания углерода может достигаться достаточная твердость вставного вкладыша без необходимости в легирующих добавках, которые могли бы отрицательно влиять на свариваемость.
Очень хорошие результаты в отношении возможности изготовления вставного вкладыша посредством процесса сварки были достигнуты при использовании листовой заготовки из стали, содержание углерода в которой составляет меньше 0,5 масс.%, а содержание хрома составляет меньше 1,5 масс.%.
Особенно предпочтительным показало себя использование стального листа, в котором содержание углерода составляет меньше 0,25 масс.%, а содержание хрома составляет меньше 0,75 масс.%.
Существенный вклад вставного вкладыша в общую прочность силового цилиндра может достигаться в том случае, когда толщина стенки вставного вкладыша составляет, по меньшей мере, 10% толщины стенки трубы цилиндра. При этом вставной вкладыш работает не только в качестве сменной изнашиваемой части, но во взаимодействии с трубой цилиндра придает силовому цилиндру конструктивную жесткость. Соответственно, по сравнению с силовым цилиндром, снабженным покрытием стенки проточки, возможно снижение толщины стенки трубы цилиндра, что дает возможность экономии материала и затрат.
Указанный эффект проявляется особенно ярко, когда толщина стенки вставного вкладыша составляет от 20% до 40% толщины стенки трубы цилиндра.
В особенно предпочтительном примере осуществления система изнашиваемых вкладышей выполнена сборной из двух вставных вкладышей. При этом, например, в подверженной особенно высокому износу обращенной к мундштуку передней части силового цилиндра возможна локально ограниченная или частичная замена системы изнашиваемых вкладышей.
Сборная система изнашиваемых вкладышей из двух или большего числа вставных вкладышей имеет особые преимущества, когда вставные вкладыши вставлены в трубу цилиндра таким образом, что образуют обращенными друг к другу торцевыми поверхностями соединительный стык с поперечным сечением канавки, образованной фасками на внутренних кромках торцевых поверхностей. С одной стороны, благодаря этому в области соединительного стыка между вставными вкладышами предотвращается образование ступенчатой кромки, выступающей на поверхности контакта силового цилиндра с поршнем. В то же время за счет образованного таким путем поперечного сечения канавки создано радиально окружное накопительное или приемное пространство, в котором в ходе работы пушки для забивки выпускного отверстия может накапливаться закупоривающая масса или частицы закупоривающей массы для заполнения этого накопительного пространства и образования непрерывного, по возможности мало подверженного износу перехода между вставными вкладышами, когда поршень при осевом перемещении проходит через соединительный стык.
В том случае, когда вставные вкладыши при одинаковом внутреннем диаметре имеют разные наружные диаметры и для образования непрерывной проходящей в осевом направлении системы изнашиваемых вкладышей вставлены в ступенчатую приемную проточку трубы цилиндра, вставные вкладыши могут быть введены в проточку трубы цилиндра с одной и той же стороны без необходимости преодоления сопротивления вводу за счет механического окружного контакта между вставными вкладышами и проточкой трубы цилиндра.
Особенно предпочтительно также между вставными вкладышами и приемной проточкой трубы цилиндра образована посадка с зазором, так что возможны ввод или замена вставных вкладышей в трубе цилиндра с затратой относительно низких усилий. За счет этого можно также при необходимости изменять только радиальное положение вставного вкладыша в проточке трубы цилиндра. Это можно выполнить, например, для того, чтобы подверженный особому износу вследствие гравитации лежащий на самой глубине продольный участок вставного вкладыша вывести за пределы этой зоны износа и вместо него расположить в зоне износа менее нагруженный продольный участок вставного вкладыша и тем самым продлить срок службы вставного вкладыша.
Краткий перечень чертежей
Далее со ссылками на прилагаемые чертежи будут подробно описаны предпочтительные примеры осуществления изобретения. На чертежах:
фиг.1 схематично изображает содержащую силовой цилиндр пушку для забивки выпускного отверстия,
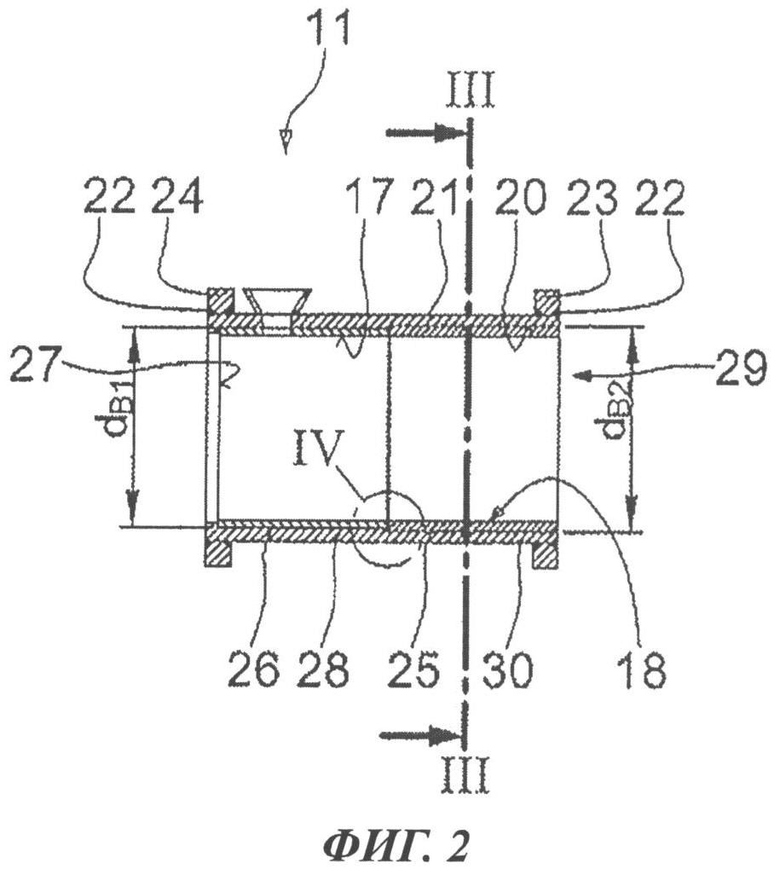
фиг.2 изображает силовой цилиндр на виде в продольном разрезе,
фиг.3 изображает силовой цилиндр в поперечном сечении по линии III-III на фиг.2,
фиг.4 изображает в увеличенном виде область стыка, обозначенную как узел IV на фиг.2.
Осуществление изобретения
На фиг.1 показаны в качестве основных компонентов пушки 10 для забивки выпускного отверстия металлургической печи силовой цилиндр 11 с загрузочным отверстием 12 для закупоривающей массы 13 и установленный в силовом цилиндре 11 с возможностью возвратно-поступательного движения закупоривающий поршень 14 с гидравлическим приводом 15. С помощью радиально подвижного поршневого кольца 16 закупоривающий поршень 14 уплотнен относительно внутренней окружной поверхности 17 силового цилиндра 11, которая образована встроенной в силовой цилиндр 11 системой 18 изнашиваемого вкладыша.
При движении закупоривающего поршня 14 вперед закупоривающая масса 13 запрессовывается в выпускное отверстие печи через мундштук 19, расположенный на переднем конце силового цилиндра 11.
На фиг.2 показан в продольном разрезе силовой цилиндр 11 с вставленной в приемную проточку 20 силового цилиндра 11 системой 18 изнашиваемого вкладыша. В данном случае силовой цилиндр 11 выполнен в виде сварной конструкции с трубой 21 цилиндра и присоединенными сварными соединениями к торцевым концам трубы 21 цилиндра кольцевыми фланцами 23, 24, которые обеспечивают возможность соединения трубы 21 цилиндра со смежными компонентами пушки 10 для забивки выпускного отверстия.
В данном примере осуществления система 18 изнашиваемого вкладыша выполнена сборной из двух вставных вкладышей 25 и 26, которые вставлены в выполненную ступенчатой приемную проточку 20. При этом вставной вкладыш 26 находится в примыкающей к упорному концу 27 трубы 21 цилиндра части 28 проточки диаметром dB1, который меньше диаметра dB2 соседней части 30 проточки, проходящей до входного конца 29.
Как видно из совместного рассмотрения фиг.2 и 4, вставные вкладыши 25 и 26 при одинаковом внутреннем диаметре dH имеют разные наружные диаметры DH1, DH2. Разные наружные диаметры DH1 и DH2 вставных вкладышей 26 и 25 согласованы с диаметрами dB1 и dB2 частей 28 и 30 проточки таким образом, что как между вставным вкладышем 26 и частью 28 проточки, так и между вставным вкладышем 25 и частью 30 проточки создается посадка с зазором. При вводе вставных вкладышей 25 и 26 со входного конца 29 трубы 21 цилиндра контакт касания окружных поверхностей между вставным вкладышем 26 и приемной проточкой 20 создается только в области задней части 28 проточки по отношению к входному концу 29.
На фиг.3 показан передний по отношению к входному концу 29 вставной вкладыш 25, вставленный в переднюю часть 30 трубы 21 цилиндра. Как видно на фиг.3, вставной вкладыш 25, впрочем как и вставной вкладыш 26, показанный на фиг.2, выполнен в виде полуфабриката из листовой заготовки 31, которая с помощью известной технологии обработки давлением деформирована из плоской формы в трубчатую форму, показанную на фиг.3. Для образования показанного на фиг.3 вставного вкладыша 25 полученные в результате процесса деформации обращенные друг к другу продольные кромки 32, 33 листовой заготовки 31 соединены друг с другом сварным швом 34.
В качестве модификации примера выполнения трубы 21 цилиндра по фиг.3 эта труба 21 цилиндра также может быть трубой, полученной в процессе деформации листа с последующей сваркой. В отличие от вставных вкладышей 25, 26, которые предпочтительно изготовлены из упрочненного посредством термообработки низколегированного листового материала, труба 21 цилиндра может быть изготовлена из конструкционной стали, отличающейся хорошей свариваемостью.
Как показано на фиг.3, радиальное относительное положение сварного шва 34 вставного вкладыша 25 может быть предпочтительно выбрано таким образом, что сварной шов 34 находится за пределами зоны 35 износа. В данном случае он расположен диаметрально противоположно наиболее глубоко лежащей окружной области трубы 21 цилиндра. Под действием гравитации в области 35 износа скапливаются частицы 37 закупоривающей массы, которые при возвратно-поступательном движении закупоривающего поршня 14 могут попадать между окружной поверхностью 36 поршня и окружной поверхностью 17 или вставными вкладышами 25, 26 (см. фиг.1).
В отличие от повышающего износ воздействия скопление частиц 37 закупоривающей массы может попадать в стыковую канавку 40, которая образована фасками 43, 44 на обращенных друг к другу торцевых поверхностях 41, 42 и имеет поперечное сечение 38 в области соединительного стыка 39. Попадая в эту стыковую канавку 40, скопление частиц 37 может образовывать непрерывный и бесступенчатый переход между вставными вкладышами 25 и 26, так что в области стыка 39 оно может даже обеспечивать снижение трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТСЕКАНИЯ ШЛАКА И ЗАКУПОРКИ ВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 1994 |
|
RU2112046C1 |
| Машина для забивки летки шахтной печи | 1971 |
|
SU623526A3 |
| ПУШКА ДЛЯ ЗАБИВКИ ЛЁТКИ | 2019 |
|
RU2778243C1 |
| Гидравлическая пушка для забивки летки доменной печи | 1981 |
|
SU1030411A1 |
| ЭЛЕКТРОПУШКА ДЛЯ ЗАБИВКИ ЧУГУННОЙ ЛЕТКИ ДОМЕННОЙ ПЕЧИ | 1972 |
|
SU419558A1 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2018 |
|
RU2688067C1 |
| Устройство для обслуживания чугунной летки доменной печи | 1990 |
|
SU1788972A3 |
| Вращающаяся плавильная печь для переработки отходов цветных металлов | 2020 |
|
RU2723848C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2760135C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2716294C1 |



Изобретение относится к области металлургии, в частности к пушке для заделки летки металлургической печи. Пушка содержит силовой цилиндр для приема закупоривающей массы и закупоривающий поршень для вытеснения закупоривающей массы из мундштука силового цилиндра, прижатого к выпускному отверстию печи. Силовой цилиндр содержит трубу цилиндра со вставленным в нее по меньшей мере одним вставным изнашиваемым вкладышем из сваренной листовой заготовки. Изобретение обеспечивает снижение толщины стенки трубы цилиндра, за счет чего достигается экономия материала и уменьшение затрат на изготовление пушки. 10 з.п. ф-лы, 4 ил.
1. Пушка для заделки летки металлургической печи, содержащая силовой цилиндр для приема закупоривающей массы и закупоривающий поршень для вытеснения закупоривающей массы из мундштука силового цилиндра, прижатого к выпускному отверстию печи, отличающаяся тем, что силовой цилиндр (11) имеет трубу (21) цилиндра со вставленным в нее по меньшей мере одним вставным изнашиваемым вкладышем (25, 26) из сваренной листовой заготовки (31).
2. Пушка по п.1, отличающаяся тем, что вставной вкладыш (25, 26) образован из листовой заготовки (31), сформованной в трубу с продольным сварным швом.
3. Пушка по п.1 или 2, отличающаяся тем, что листовая заготовка (31) выполнена из упрочненной посредством термообработки низкоуглеродистой стали.
4. Пушка по п.3, отличающаяся тем, что содержание углерода в стали листовой заготовки (31) составляет менее 0,5 мас.%, а содержание хрома составляет менее 1,5 мас.%.
5. Пушка по п.4, отличающаяся тем, что содержание углерода в стали листовой заготовки (31) составляет менее 0,25 мас.%, а содержание хрома составляет менее 0,75 мас.%.
6. Пушка по п.1, отличающаяся тем, что толщина стенки вставного изнашиваемого вкладыша (25, 26) составляет по меньшей мере 10% толщины стенки трубы (21) цилиндра.
7. Пушка по п.6, отличающаяся тем, что толщина стенки вставного вкладыша (25, 26) составляет от 20% до 40% толщины стенки трубы (21) цилиндра.
8. Пушка по п.1, отличающаяся тем, что в трубу (21) цилиндра вставлено два вставных изнашиваемых вкладыша (25, 26).
9. Пушка по п.8, отличающаяся тем, что вставные изнашиваемые вкладыши (25, 26) вставлены в трубу (21) цилиндра с возможностью образования обращенными друг к другу торцевыми поверхностями (41, 42) соединительного стыка (39) с поперечным сечением (38)стыковой канавки (40), образованной фасками (43, 44) на внутренних кромках торцевых поверхностей.
10. Пушка по п.8 или 9, отличающаяся тем, что вставные изнашиваемые вкладыши (25, 26) при одинаковом внутреннем диаметре (dH) имеют разные наружные диаметры (DH1, DH2) и вставлены в ступенчатую приемную проточку (20) трубы (21) цилиндра.
11. Пушка по п.10, отличающаяся тем, что между вставными изнашиваемыми вкладышами (25, 26) и приемной проточкой (20) трубы (21) цилиндра образована посадка с зазором.
| DE 19755932 C1, 10.12.1998 | |||
| US 3984091 A, 05.10.1976 | |||
| KR 200441704 Y1, 03.09.2008 | |||
| Машина для забивки летки шахтной печи | 1971 |
|
SU623526A3 |
| УСТРОЙСТВО ДЛЯ ОТСЕКАНИЯ ШЛАКА И ЗАКУПОРКИ ВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 1994 |
|
RU2112046C1 |

