Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава лома.
Известен аналог - двухванная отражательная печь (Источник информации М.С. Шкляр «Печи вторичной цветной металлургии», изд. «Металлургия», 1987. стр. 87-89), содержащая корпус, образованный кирпичной кладкой наружных стен как в заявленной печи, две ванны, ограниченные подами, сводом и стенками, сливные летки и газоходы. Считаю, что печь, взятая за аналог, имеет следующие недостатки:
1. Печь не имеет экономайзера.
2. Печь имеет недостаточную теплоизоляцию стен, свода, уменьшающую потери тепла во внешнюю среду.
3. Печь не имеет системы пыле газоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. В печи для футеровки подин используется обычный огнеупорный кирпич, а не подовые блоки, которые значительно увеличивают срок службы печи.
5. Из описания печи следует, что она не обеспечивает ведения форсированного режима плавки.
6. В печи используется два стационарных желоба для слива расплавленного металла.
Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - двухванная отражательная печь с копильником для переплава алюминиевого лома (Источник информации В.А. Трусов патент № 2522283), содержащая как в заявленной печи корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, две ванны, ограниченные подами, сводом и стенками, газоходы, содержащий корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, ванну, ограниченную подом, сводом и стенками, сливные летки. Считаю, что печь, взятая за аналог, имеет следующие недостатки:
1. Печь не имеет экономайзера.
2. В печи для футеровки подин используются подовые блоки МЛСП, а не подовые блоки КС-95, которые значительно увеличивают срок службы печи.
3. Из описания печи следует, что она не обеспечивает ведения форсированного режима плавки.
4. В печи используется два стационарных желоба для слива расплавленного металла.
Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - двухванная отражательная печь с копильником для переплава алюминиевого лома (Источник информации В.А. Трусов патент №2610641), являющаяся наиболее близкой (прототипом), содержащая как в заявленной печи корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, две ванны, ограниченные подами, сводом и стенками, газоходы, сливные летки, экономайзер.
1. Печь не имеет частично выложенных блоками стен, что снижает срок службы печи.
2. В печи для футеровки подин используются подовые блоки КС-90, а не подовые блоки КС-95, которые увеличивают срок службы печи.
3. Печь имеет достаточно сложную двухступенчатую установку пыле газоочистки.
4. В прототипе печи используется два поворотных желоба для слива расплавленного металла, что увеличивает время разлива наплавленного металла и, соответственно, снижает производительность.
5. Печь не имеет над каждой наклонной площадкой и ванной (подиной) два больших свода: нижний и верхний, расположенных один над другим, которые позволяют использовать тепло отходящих дымовых газов, имеющих высокую температуру для нагрева нижнего свода с двух сторон и верхнего свода с нижней стороны, повысить тепловой к.п.д. печи.
Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Задачей изобретения является создание высокопроизводительной газовой двухванной отражательного типа печи для переплава алюминиевых ломов, позволяющей снизить выбросы вредных газов в атмосферу, снизить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации, ввести в состав печи экономайзер и пыле газоочистку.
Технический результат - разработанная газовая двухванная отражательного типа печь для переплава алюминиевых ломов является высокопроизводительной, имеющей экономайзер и большой срок эксплуатации, позволяющей: снизить потери тепла в окружающею среду за счет теплоизоляции, вести процесс переплава на естественной и искусственной тяге с системой пыле газоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в двухванную печь для переплава алюминиевого лома, содержащую корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, две ванны, ограниченные подами, сводом и стенками и газоходы, согласно предлагаемому изобретению, введен сварной каркас, выложенный внутри двумя рядами легковесных полуторных кирпичей марки ШЛ-0,6 с тремя слоями асбокартона под каждой подиной и двумя рядами легковесных полуторных кирпичей ШЛ-0,6 с шестью слоями асбокартона под каждой наклонной площадкой, при этом сварной каркас залит бетоном с наполнителем асбестовой крошкой, более того каждый под печи и каждая наклонная площадка выложены из корундовых блоков КС-95, уложенных на три слоя асбокартона с подбивкой из сухого песка, смешанного с асбестовой крошкой. Такая теплоизоляция подин, наклонных площадок, каркаса позволяет снизить потери тепла, сохранить температуру металла в ваннах и наклонных площадках. Корундовые блоки КС-95 имеют высокую огнеупорность и стойкость и позволяют увеличить срок службы печи (срок службы по практическим данным 8,5-9 лет).
Кроме того, печь имеет в каждой боковой стене две инжекционные двух рядные двадцати четырех смесительные горелки среднего давления, направленные под углом 28 градусов на наклонную площадку и подину и под углом 18 градусов к оси печи, а также две инжекционные двух рядные двадцати четырех смесительные горелки среднего давления, размещенные в задней стене и направленные под углом 30 градусов на подины, при этом шесть инжекционных двадцати четырех смесительных горелок среднего давления имеют смесители верхнего ряда с отлитыми 12-ю ребрами на внутренней поверхности на длине 330 мм от конца с факелом при горении 2,8 метра, а смесители нижнего ряда с отлитыми 12-ю ребрами на внутренней поверхности на длине 120 мм от конца позволяют получить факел при горении 1,8 метра, при этом каждая из шести горелок содержит литой стабилизирующий пламя туннель, огнеупорную набивную массу, смесители, объединенные общей сварной газораспределительной камерой, а также горелка содержит кожух, приваренный к газораспределительной камере. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковые окна и быстро ее переплавлять за счет тепла, выделяющегося при горении факелов шести двадцати четырех смесительных горелок среднего давления, причем тепловая мощность всех шести инжекционных горелок составляет 12840 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки.
При этом смесители и стабилизирующий пламя туннель горелок изготавливают литьем по выплавляемым моделям из жаростойкого и износостойкого чугуна ЧХ32, при этом жаростойкий чугун ЧХ32 позволяет увеличить срок службы горелок и печи.
Следует отметить, что каждый смеситель верхнего ряда является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 410 мм с отлитыми внутри центрального канала двенадцатью ребрами высотой 4 мм длиной 330 мм от конца, при этом по периферии просверлены четыре сопла под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, кроме того каждый смеситель нижнего ряда является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 410 мм с отлитыми внутри центрального канала двенадцатью ребрами высотой 4 мм длиной 120 мм от конца, причем по периферии просверлены четыре сопла под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°.
Кроме того, в каждую инжекционную двух рядную двадцати четырех смесительную горелку среднего давления введено устройство для регулирования расхода воздуха, состоящее из: двух стальных ребер, приваренных к газораспределительной камере, регулятора, имеющего «отбортовки» и, в котором просверлено 24 отверстия диаметром 44 мм, которые сосны с отверстиями смесителей, четырех гаек и четырех болтов.
Более того, печь выложена в стальном коробе и имеет теплоизоляцию между стальным коробом и каждой стеной, состоящую из асбестовой крошки, огнеупорной ваты, огнеупорных матов и тройного слоя листового асбокартона. Такая теплоизоляция позволяет снизить потери тепла и экономить газ.
Существенно отметить, что своды печи имеют теплоизоляцию, состоящую из тройного слоя огнеупорного теплоизоляционного муллитокремнеземистого войлока МКРВ-200, сверху которого уложены два слоя легковесного кирпича ШЛ-0,6. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Кроме того, печь имеет четыре рабочих окна, два из которых могут выполнять роль шлакового окна и шесть леток, выполненных в задней стене. Четыре рабочих окна позволяют производить быструю загрузку печи, а шесть леток производить быстрый слив наплавленного металла, что делает печь высокопроизводительной. Кроме того, частично боковые стены, оформляющие наклонные площадки и подины, выполнены корундовыми блоками КС-95, которые имеют высокую огнеупорность и большой срок службы. Это очень актуально, т.к. боковые стены сильно выкрашиваются при загрузке в печь шихты.
Далее, печь имеет гидравлические приводы подъема и опускания рабочих заслонок печи и гидравлические привода подъема и опускания шлаковых заслонок печи, каждый из которых состоит из двух силовых цилиндров, масляного насоса, двух тяг, поперечины, двух подвесок, и отлитые из жаростойкого и износостойкого чугуна марки ЧХ32 рабочие и шлаковые заслонки с тройным слоем асбокартона, футерованные легковесным полуторным огнеупорным кирпичом марки ШЛ-0,6. Рабочие и шлаковые заслонки печи, отлитые из жаростойкого и износостойкого чугуна марки ЧХ32 отличаются большим сроком службы.
Следует отметить, что предлагаемая печь в каждой ванне имеет два больших свода: нижний и верхний, расположенных один над другим, между ними имеется промежуток, выполняющий роль дымохода. Предлагаемая конструкция сводов позволяет: во-первых, использовать тепло отходящих дымовых газов, имеющих высокую температуру для нагрева нижнего свода с двух сторон и верхнего свода с нижней стороны, повысить тепловой к.п.д. печи; во-вторых, аккумулированное тепло позволяет увеличить скорость проплавления шихты и снизить расход природного газа. Благодаря такому решению, нижний большой свод омывается с двух сторон раскаленными дымовыми газами, тепло отражается на ванну и наклонную площадку, естественно, двухванная отражательная печь проплавляет больше алюминиевого лома.
При этом двухванная отражательная печь для переплава алюминиевого лома имеет шесть поворотных желобов, установленных на кронштейнах, приваренных к коробу печи, которые поворачиваются в процессе разливки жидкого металла и имеют в конструкции поворотную чашу, что позволяет последовательно разливать жидкий металл в разливочное оборудование, расположенное в секторе обслуживания с углом 133°.
Важно отметить, что предлагаемая печь имеет экономайзер, который представляет собой полую трубу с внутренним ∅800 мм, по центру которой движутся раскаленные дымовые газы, а сверху по наружному диаметру выполнена сваркой в виде спирали профильная труба из нержавеющий стали прямоугольной формы с внутренними размерами 30×50 длиной 4,5 метра и с количеством витков - 32 шт., по которой подается вода из водопроводной сети под давлением 2 ати для подогрева, при этом спираль сварная, сварена из стали 04Х18Н10 и сверху закрыта металлической трубой с четырьмя слоями теплоизоляции.
Наконец, печь снабжена установкой пыле газоочистки, состоящей из пяти идентичных секций, объединенных в единую конструкцию, в каждой секции размещены две поворотные решетки и 11 рукавных фильтров, при этом установка пыле газоочистки имеет обслуживающую площадку и лестницу, причем, в состав системы пыле газоочистки входит камера смешения, дымосос ДН-13, установка пыле газоочистки, при этом установка пыле газоочистки имеет следующую характеристику: производительность по очищаемому газу 46600 м3/час, степень очистки по фтористому водороду 67%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 87%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 81%, степень очистки по пыли 92%, уровень звука не более 75 ДВА.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п., обеспечивает решение поставленной задачи. Разработанная конструкция двухванной печи позволяет вести переплавку не подвергнутого разделке и магнитной сепарации алюминиевого лома, который загружается в два рабочих окна, расположенных в передней стене, при этом переделки (чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны, нержавейка, титановые сплавы и т.д.) остаются на двух наклонных площадках, причем чистить подины и наклонные площадки можно с помощью погрузчика, оснащенного скребком. В два боковых шлаковых окна загружается подвергнутый разделке и магнитной сепарации алюминиевый лом.
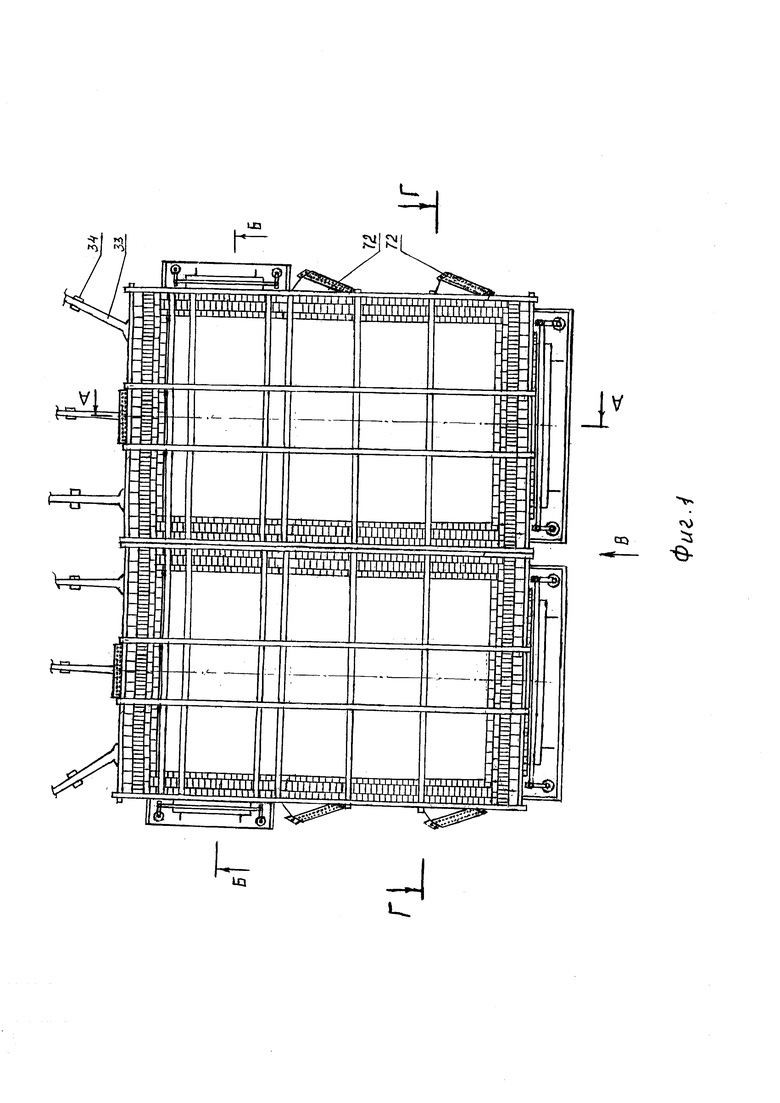
На фиг. 1. Вид двухванной печи в плане.
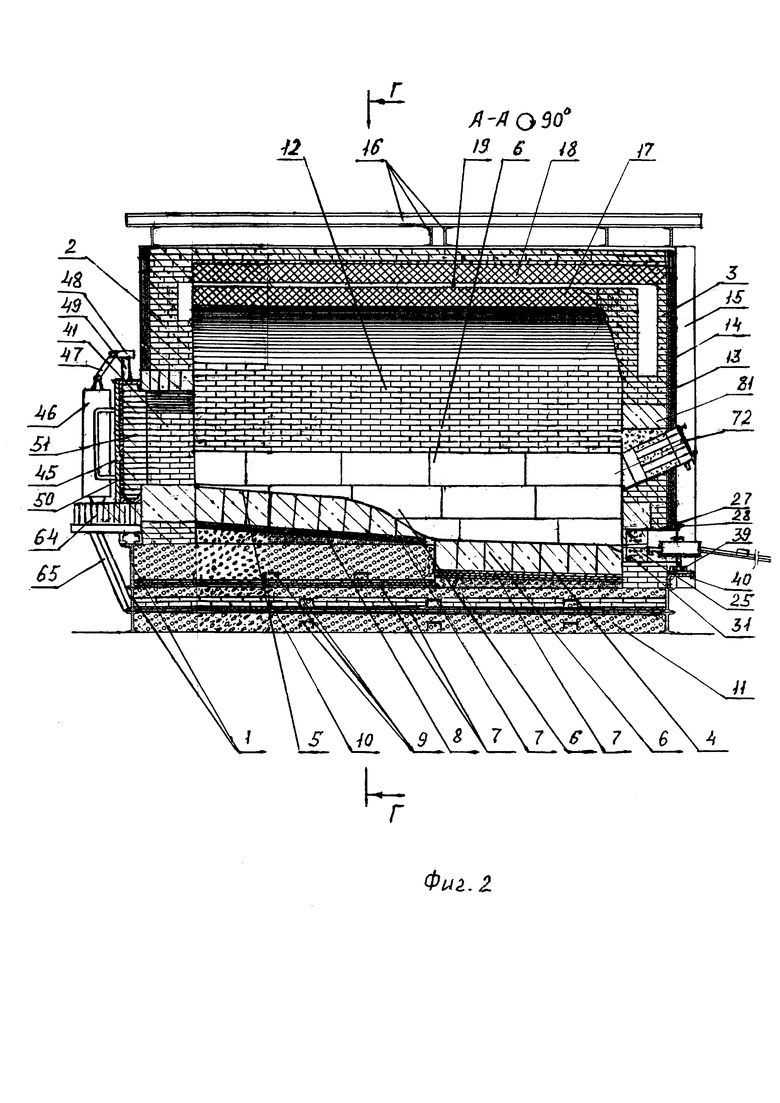
На фиг. 2. Продольный разрез А-А двухванной печи.
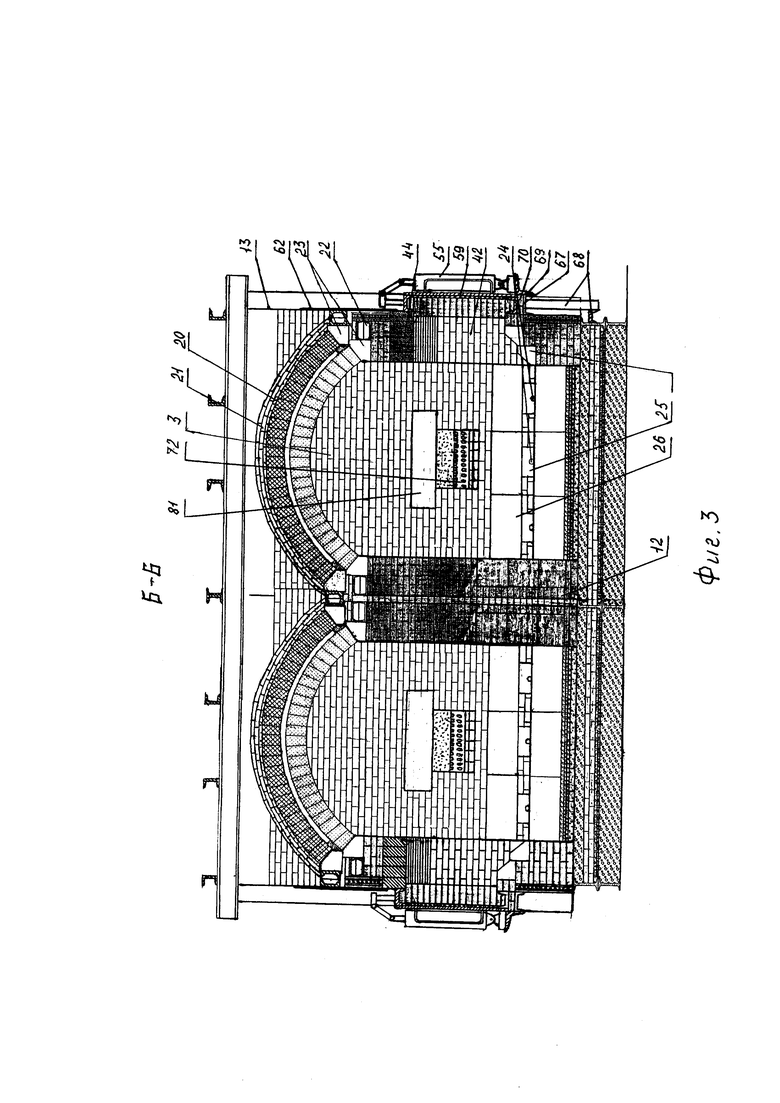
На фиг. 3. Поперечный разрез Б-Б двухванной печи.
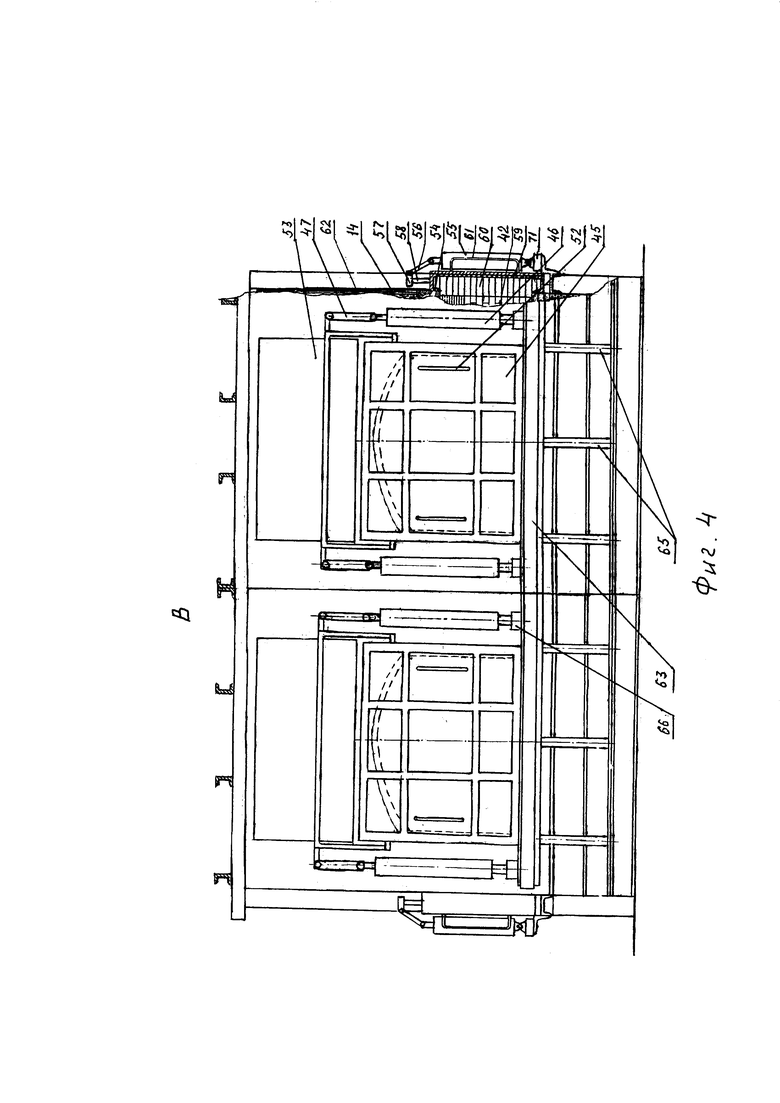
На фиг. 4. Вид В двухванной печи.
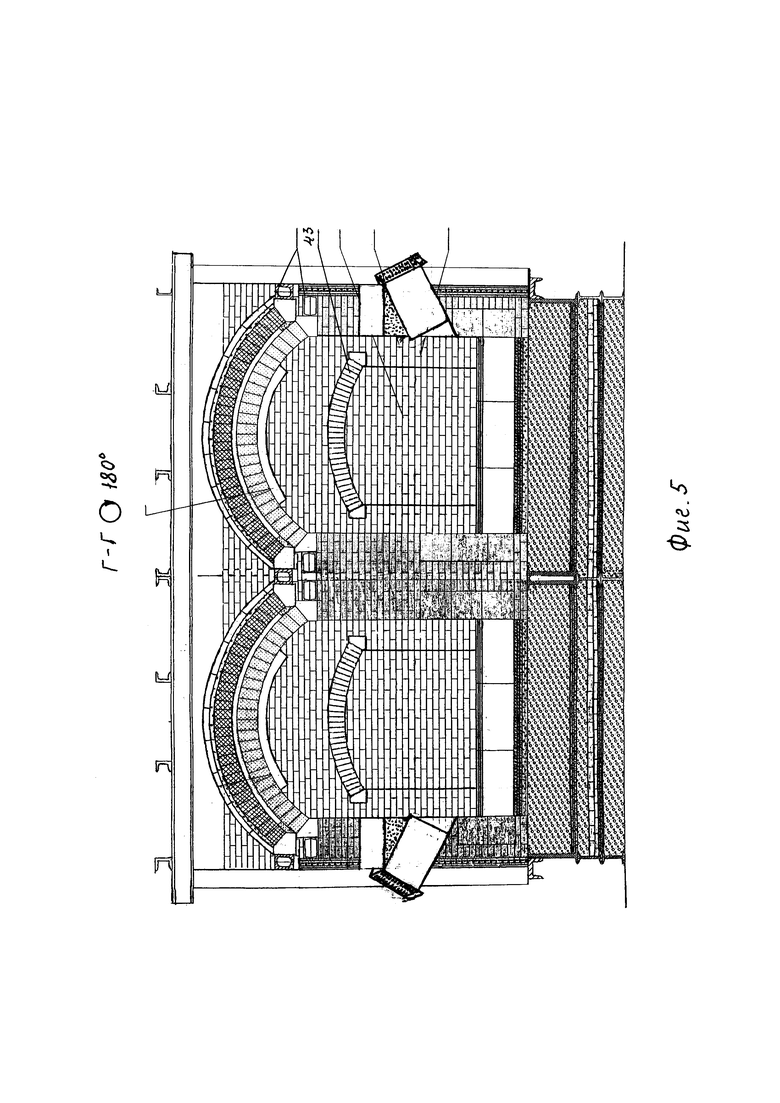
На фиг. 5. Поперечный разрез Г-Г двухванной печи.
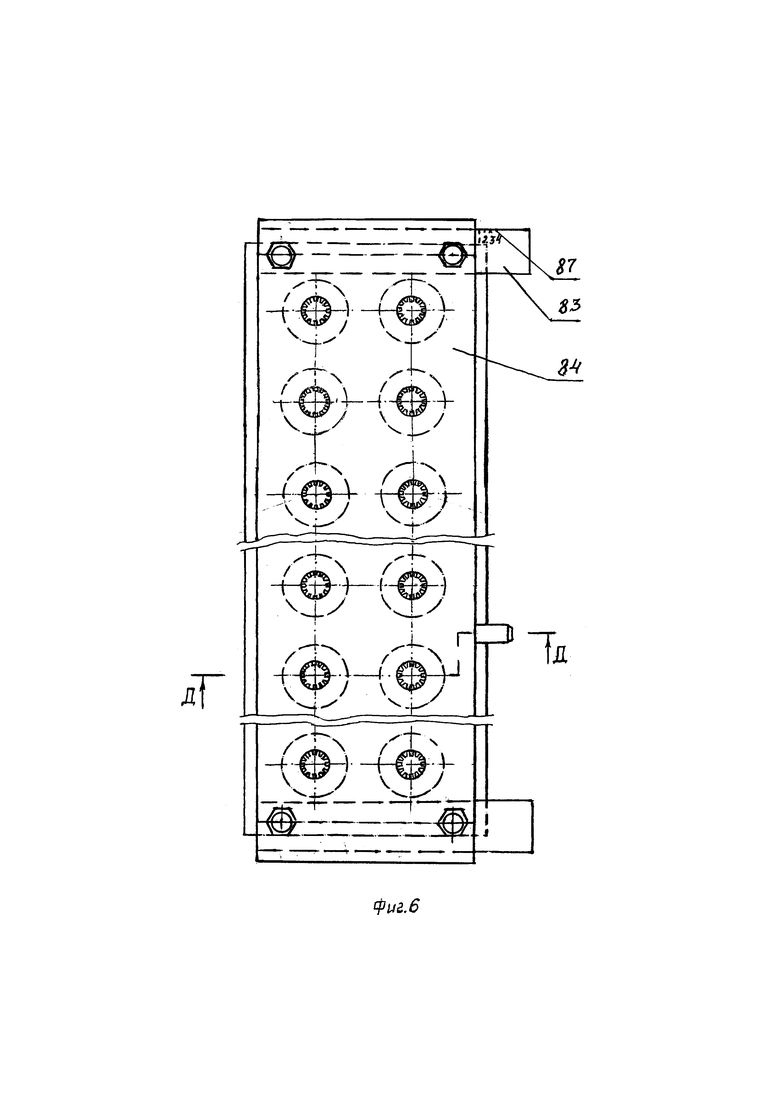
На фиг. 6. Двух рядная двадцати четырех смесительная инжекционная горелка.
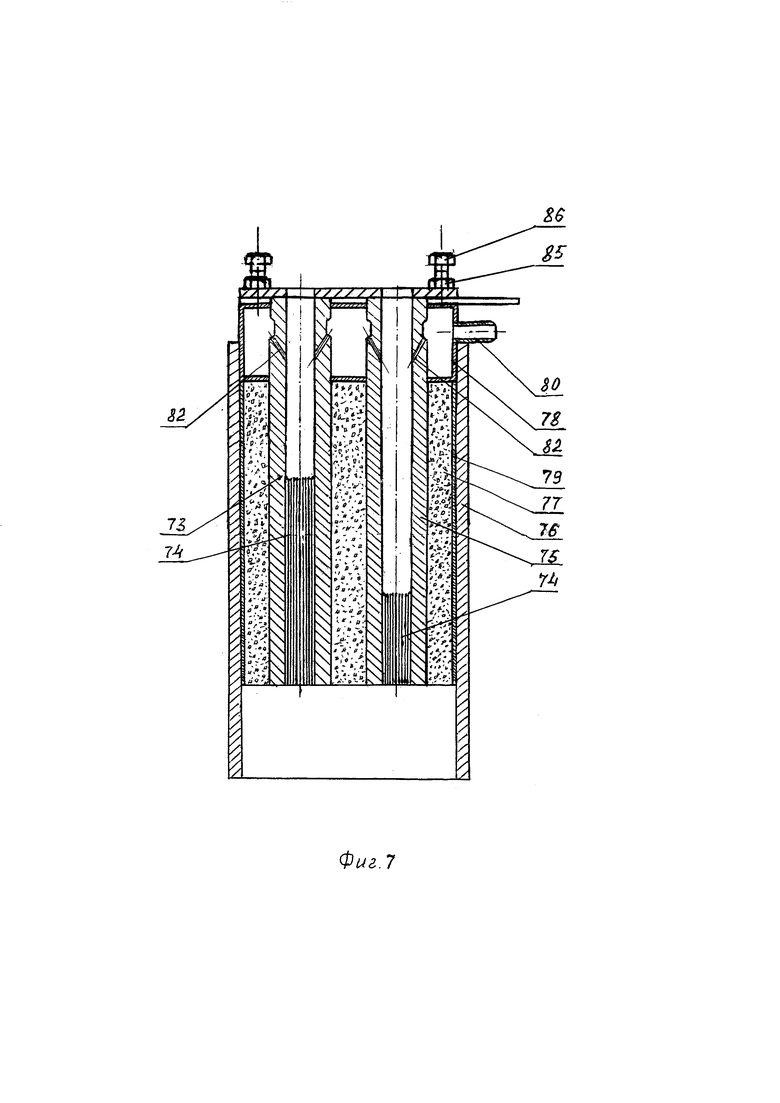
На фиг. 7. Разрез Д-Д двух рядной двадцати четырех смесительной инжекционной горелки.
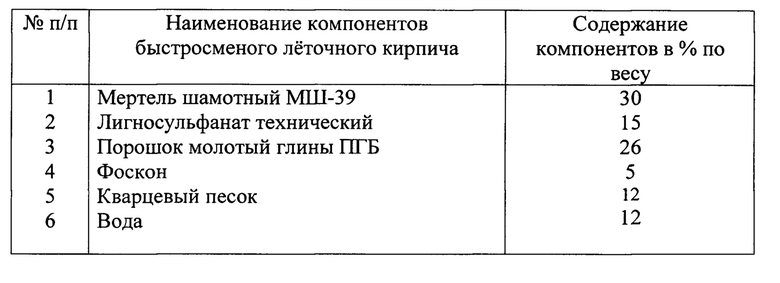
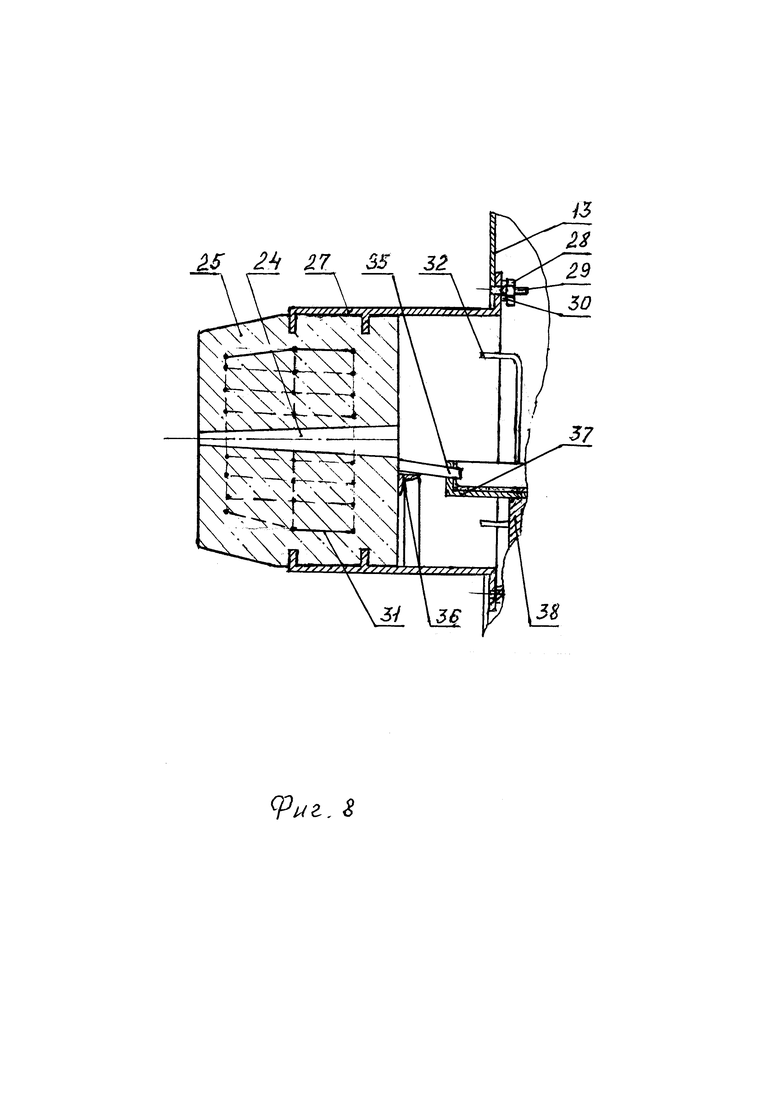
На фиг. 8. Быстросменный леточный кирпич.
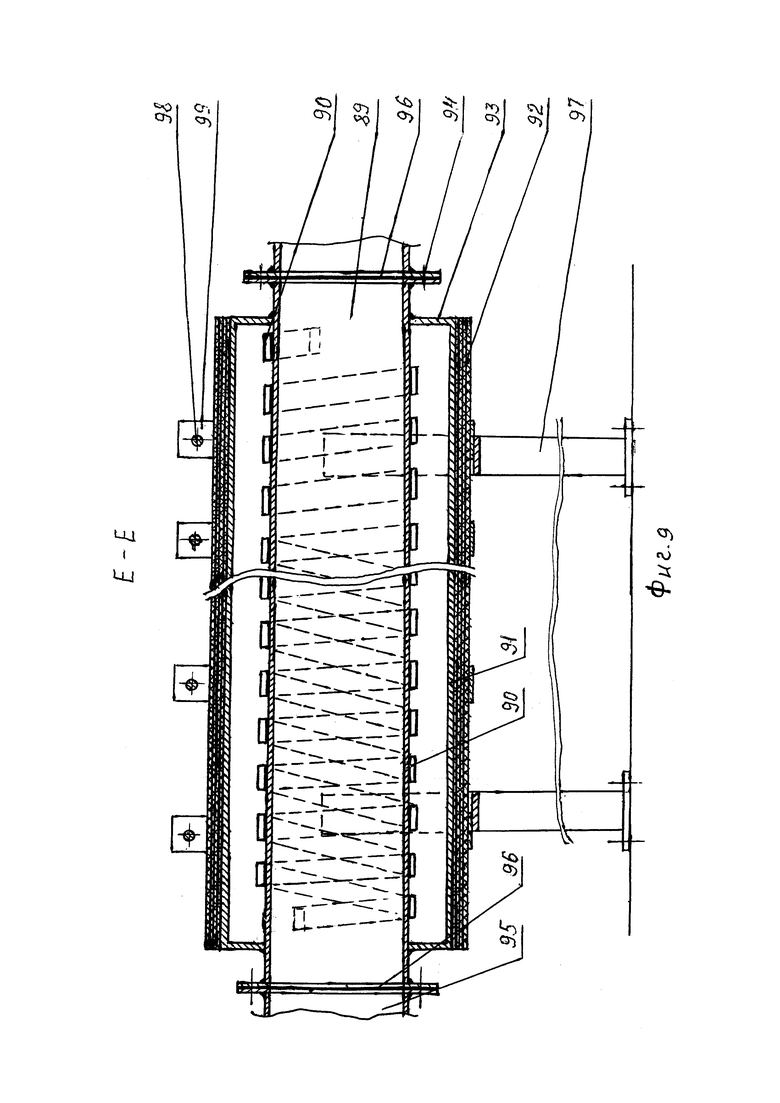
На фиг. 9. Продольный разрез Е-Е экономайзера.
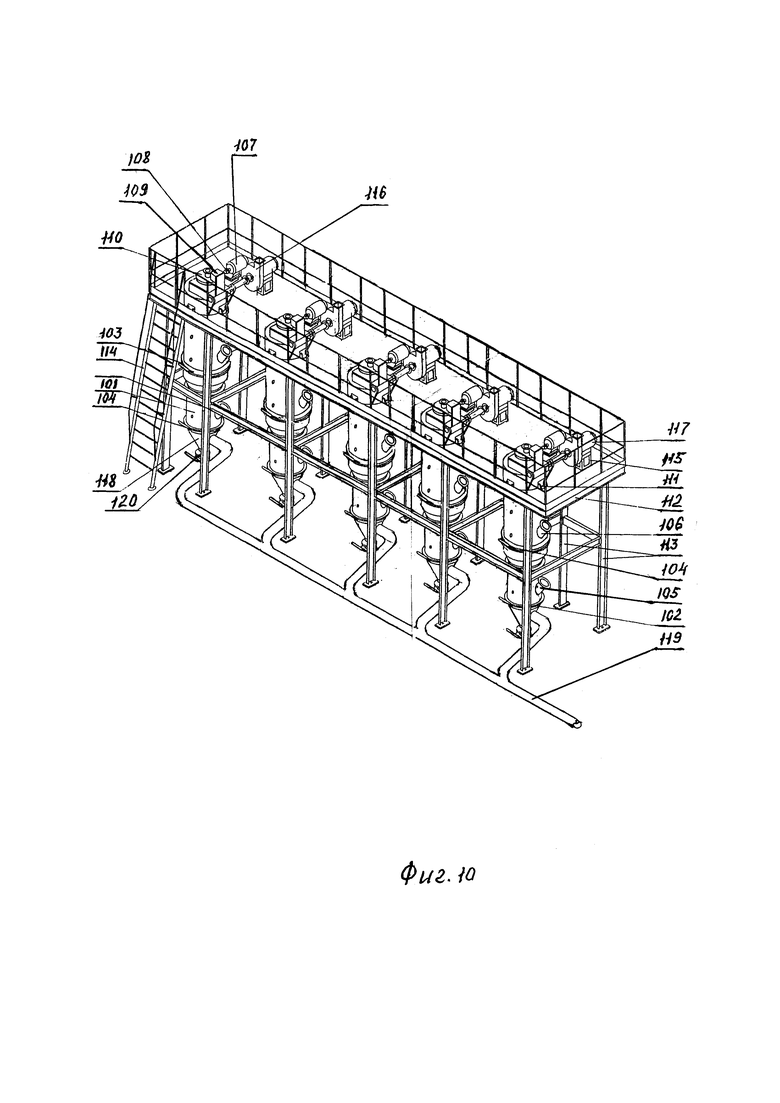
На фиг. 10. Установка пыле газоочистки.
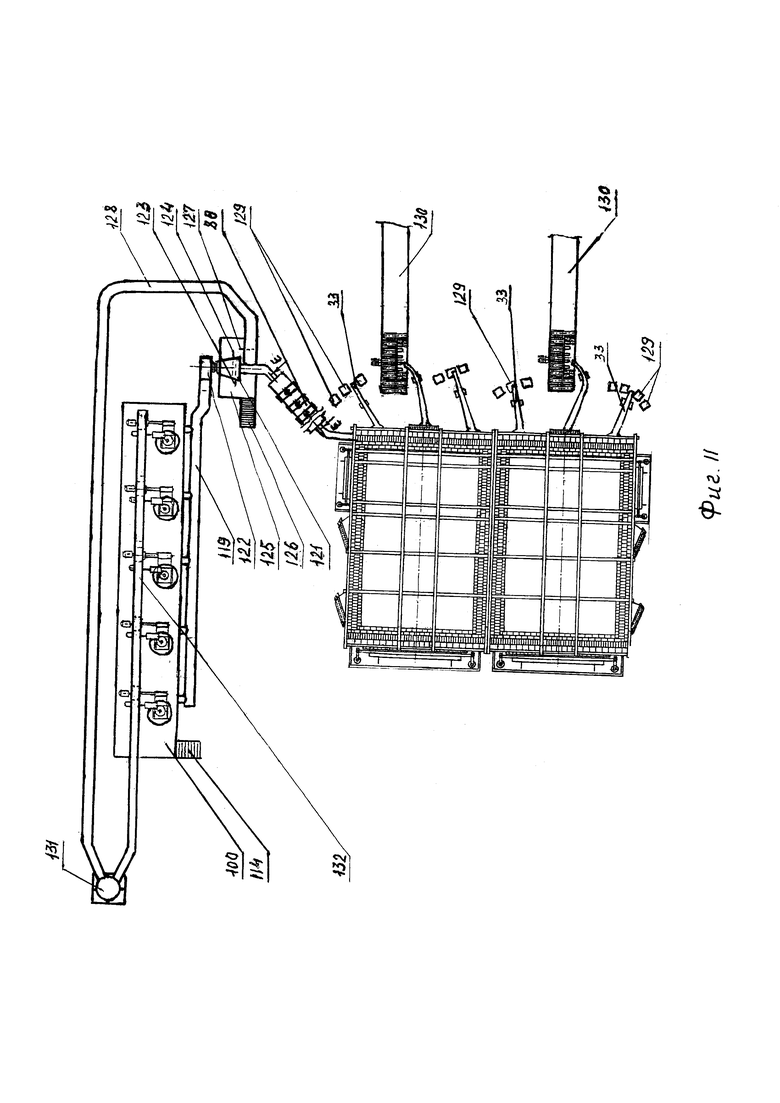
На фиг. 11. Вид в плане двухванной печи с экономайзером, разливочным оборудованием и установкой пыле газоочистки.
Предлагаемая двухванная отражательная печь для переплава алюминиевого лома содержит смонтированный на каркасе 1 печи корпус, образованный кирпичной кладкой наружных боковых, передней 2 и задней 3 торцевых стен фиг. 2. При этом каждый под 4 печи и каждая наклонная площадка 5 выложены из корундовых блоков поз. 6 КС-95 ТУ 14 - 8 - 556 - 87, уложенных на три слоя асбокартона 7 с подбивкой 8 из сухого песка, смешанного с асбестовой крошкой. Каркас 1 сварной, сварен из двутавров №45, №25, швеллеров №12 поз. 9, выложен внутри двумя рядами легковесных полуторных кирпичей 10 марки ШЛ-0,6 с тремя слоями асбокартона 7 под каждой подиной 4 и двумя рядами легковесных полуторных кирпичей ШЛ-0,6 с шестью слоями асбокартона 7 под каждой наклонной площадкой 5, при этом сварной каркас 1 залит бетоном 11 с наполнителем асбестовой крошкой. Такая теплоизоляция подин 4, наклонных площадок 5, каркаса 1 позволяет снизить потери тепла, сохранить температуру металла в ваннах и наклонных площадках 5. Срок службы печи увеличивается из-за использования корундовых блоков КС-95, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 8,5-9 лет) фиг. 2. Применением корундовых блоков КС-95 (больших - длина 1000 мм, ширина 400 мм, толщина 300 мм, малых - длина 500 мм, ширина 400 мм, толщина 300 мм) вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлакоустойчивость футеровки; получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, ускорить процесс строительства и снизить долю ручного труда. Корундовые блоки КС-95 (расшифровка марки-КС - корундовый, свыше 95% Al2O3). Швы между корундовыми блоками КС-95 заполняют тонкоразмолотым сухим шамотным порошком, а еще более лучший результат был достигнут автором, когда засыпанный в щели блоков каждой подины 4 и каждой наклонной площадки 5 шамотный порошок в верхней части заливался жидким стеклом. В качестве связующего вещества применялся огнеупорный состав, состоящий из огнеупорной глины (20%), шамотного порошка (75%), жидкого стекла (4%) и фоскона (1%).
На металлическом каркасе 1 печи выложены передняя 2 и задняя 3 торцевые стены, боковые стены, две подины 4, две наклонные площадки 5, причем подины 4 и наклонные площадки 5 разделены стеной 12. Размер каждой подины поз. 4 3×2,1 метра. Размер каждой наклонной площадки поз. 5 3×2,4 метра. Следует отметить, что частично боковые стены и стена 12 оформлены корундовыми блоками КС- 95 поз. 6, которые имеют высокую огнеупорность, прочность и большой срок службы. Стены печи выложены из шамотного кирпича ША - 1 №5 и №12 в стальном коробе 13. К каркасу 1 печи приварен стальной короб 13, имеющий теплоизоляцию 14 между ним и каждой стеной, состоящую из асбестовой крошки, огнеупорной ваты, огнеупорных матов и тройного слоя листового асбокартона. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Крепление стального короба 13 печи к каркасу 1 печи производится вертикальными швеллерами №12 поз. 15 фиг. 2.
Для предотвращения распора кладки печи вертикальные швеллеры 15 имеют связку из горизонтальных швеллеров №12 поз. 16 фиг. 2, 3.
Следует отметить, что предлагаемая печь имеет два больших свода: нижний 17 и верхний 18, расположенных один над другим, между ними имеется промежуток 19, выполняющий роль дымохода. Предлагаемая конструкция сводов позволяет: во-первых, использовать тепло отходящих дымовых газов, имеющих высокую температуру для нагрева нижнего 17 свода с двух сторон и верхнего 18 свода с нижней стороны, повысить тепловой к.п.д. печи; во-вторых, аккумулированное тепло позволяет увеличить скорость проплавления шихты и снизить расход природного газа. Благодаря такому решению, нижний 17 большой свод омывается с двух сторон раскаленными дымовыми газами, тепло отражается на ванну и наклонную площадку 5, естественно, печь проплавляет больше алюминиевого лома. Задняя 3 стена выполнена расширяющейся к верху, что позволяет дымовым газам плавнее осуществлять поворот к началу дымохода, выложенному в передней стене 2 и задней 3 стене печи. Нижний 17 и верхний 18 большие своды выполнены из клина торцевого ША1 №22, №23, при этом верхний 18 большой свод имеет тройной слой огнеупорного теплоизоляционного муллитокремнеземистого войлока МКРВ-200 поз. 20 и сверху его уложены два ряда легковесных полуторных кирпичей ШЛ-0,6 поз. 21. Это дополнительно уменьшает теплопотери из печи. Пятовые балки 22 нижнего 17 и верхнего 18, большого свода сварены из швеллеров №24 и опираются на пятовые кирпичи 23 фиг. 3.
В задней торцевой стене 3 имеется шесть леток 24, выполненные в быстросменных леточных кирпичах 25, которые перекрыты корундовыми блоками 26 марки КС-95 фиг. 3, 8. Каждый быстросменный леточный кирпич 25 размещается в металлическом коробе-захвате 27 быстросменного леточного кирпича 25 и при кладке задней торцевой стены 3 укладывается в нишу, при этом короб-захват 27 быстросменного леточного кирпича 25 крепится на стальном коробе 13 печи четырьмя гайками 28, навинченными на четыре приваренные к стальному коробу 13 шпильки 29, а также четырьмя пружинными шайбами 30. Каждый быстросменный леточный кирпич 25 армирован стальным прутком ∅5 мм поз. 31, изготавливается в стержневом ящике. Для извлечения быстросменного леточного кирпича 25 к металлическому коробу-захвату 27 приварены две ручки 32. Автор ниже предлагает состав быстросменного леточного кирпича 25 фиг. 2, 8.
Быстросменные армированные леточные кирпичи 25 имеют большой срок службы и обеспечивают возможность их замены без остановки печи. Печь для переплава алюминиевого лома имеет шесть поворотных футерованных желобов 33 с ручками 34, которые можно поворачивать в процессе разливки жидкого металла и имеет в конструкции шесть промежуточных сливных носков 35, опирающихся на приваренные уголки 36, шесть поворотных футерованных чаш 37, с приваренным в каждой в нижней ее части валом 38, конец которого впрессован во внутреннюю обойму шарикового подшипника 39, а его наружная обойма зафиксирована в кронштейне 40, который закреплен в задней 3 стенке печи, что позволяет последовательно разливать наплавленный в печи металл в разливочное оборудование, расположенное в секторе обслуживания с углом 133° фиг. 1, 8. Такая конструкция каждого поворотного футерованного желоба 33 на шариковом подшипнике позволяет очень легко вращать его во время разливки жидкого металла, улучшает условия труда обслуживающего персонала.
Передняя торцевая стена 2 печи выложена в два с половиной кирпича, задняя торцевая стена 3 в два с половиной кирпича, а боковые в два. Рабочее 41 и шлаковое 42 окна имеют своды 43 и 44 соответственно, выложенные по шаблонам из шамотного торцевого клина ША-1 №22 и №23 фиг. 2, 3, 5.
Печь имеет гидравлический привод подъема и опускания каждой заслонки 45 рабочего 41 окна, состоящий: из двух силовых цилиндров 46, масляного насоса (не показан), двух тяг 47, поперечины 48, двух подвесок 49 и литой чугунной заслонки 45 с двойным слоем асбокартона 50, футерованной легковесным полуторным огнеупорным кирпичом 51 марки ШЛ-0,6 фиг. 2, 4. Чугунная заслонка 45 рабочего окна 41 имеет две ручки 52. Чугунная заслонка 45, отлитая из жаростойкого и износостойкого чугуна, не коробится (ее не «ведет»). Чтобы не было коробления брони 13 передней торцевой стены 2 выполнены два защитных экрана 53, напротив которых встают литые чугунные заслонки 45, когда производится загрузка шихты в печь или чистятся подины 4 и наклонные площадки 5. Печь имеет гидравлический привод подъема и опускания каждой шлаковой 54 заслонки печи, также состоящий: из двух силовых цилиндров 55, масляного насоса (не показан), двух тяг 56, поперечины 57, двух подвесок 58 и литой чугунной шлаковой заслонки 54 с двойным слоем асбокартона 59, футерованной легковесным полуторным огнеупорным кирпичом 60 марки ШЛ-0,6. Чугунная заслонка 54 шлакового окна 42 имеет две ручки 61 фиг. 3, 4. Разница в гидравлических приводах рабочих и шлаковых заслонок заключается в том, что рабочее 41 окно печи больше шлакового окна 42, поэтому заслонка, тяги, поперечина и подвески гидравлического привода подъема и опускания рабочей чугунной 45 заслонки имеют большие размеры. Чугунная шлаковая заслонка 54, отлитая из коррозионно-стойкого жаростойкого чугуна, не коробится (ее не «ведет»). Чтобы не было коробления брони 13 боковых стен, выполнены два защитных экрана 62, напротив которых встают литые шлаковые заслонки 54, когда производится загрузка шихты в печь на подины или чистятся подины 4 и наклонные площадки 5. Рабочая 45 и шлаковая 54 заслонки печи отлиты из жаростойкого и износостойкого чугуна марки ЧХ32 и отличаются большим сроком службы. Заслонки рабочих 41 окон печи в нижнем положении опираются на подоконник 63, который футерован полуторным шамотным кирпичом 64 и поддерживается тремя укосинами 65. В подоконнике 63 имеются четыре приваренные к нему стальные пластины (не показаны), к которым, в свою очередь, приварены четыре опоры 66 силовых цилиндров 46. Заслонки 54 шлаковых 42 окон печи в нижнем положении опираются на сварной подоконник 67. Подоконник 67 сварен из швеллеров 68 №25, уголка 110×110 мм поз. 69 и футерован полуторным шамотным кирпичом 70. К уголку 69 каждого подоконника 67 приварены две опоры 71 силовых цилиндров 55.
Кроме того, печь имеет в каждой боковой стене две инжекционные двух рядные двадцати четырех смесительные горелки 72 среднего давления, направленные под углом 28 градусов на наклонную площадку 5 и подину 4 и под углом 18 градусов к оси печи, а также две инжекционные двух рядные двадцати четырех смесительные горелки среднего давления, размещенные в задней стене 3 и направленные под углом 30 градусов на две подины. Все шесть инжекционных двадцати четырех смесительных горелок 72 среднего давления имеют смесители 73 верхнего ряда с отлитыми 12-ю ребрами 74 на внутренней поверхности на длине 330 мм от конца с факелом при горении 2,8 метра, а смесители 75 нижнего ряда с отлитыми 12-ю ребрами 74 на внутренней поверхности на длине 120 мм от конца позволяют получить факел при горении 1,8 метра, при этом каждая из шести горелок 72 содержит литой стабилизирующий пламя туннель 76, огнеупорную набивную массу 77, смесители, объединенных общей сварной газораспределительной камерой 78. Горелка 72 содержит стальной кожух 79, приваренный к газораспределительной камере 78. Газ поступает в газораспределительную камеру 78 по штуцеру 80. Номинальное рабочее давление горелок 0,08 МПа. При футеровке печи шесть инжекционных горелок 72 перекрываются блоками КС-95 поз. 81 фиг. 2. При этом смесители и стабилизирующий пламя туннель 76 горелок 72 отливают литьем по выплавляемым моделям из жаростойкого и износостойкого чугуна ЧХ32. Следует отметить, что каждый смеситель 73 верхнего ряда является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 400 мм с отлитыми внутри центрального канала двенадцатью ребрами 74 высотой 4 мм длиной 330 мм от конца, при этом по периферии просверлены четыре сопла 82 диаметром 1,6 мм под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, а каждый смеситель 75 нижнего ряда является отливкой и представляет собой трубу с наружным диаметром 65×10 мм длиной 400 мм с отлитыми внутри центрального канала двенадцатью ребрами 74 высотой 4 мм длиной 120 мм от конца, в которой по периферии просверлены четыре сопла 82 диаметром 1,6 мм под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°.
Химический состав жаростойкого и износостойкого чугуна ЧХ 32 следующий: C=l,6-3,2%; Si=l,5-2%; Cr=30-34%; Mn не более 1,0%; Р не более 0,1%; S не более 0,08%; Ti до 0.14%. Жаростойкий и износостойкий чугун ЧХ32 позволяет увеличить срок службы горелок и печи. В каждую горелку 72 введено устройство для регулирования расхода воздуха. Оно состоит из: двух стальных ребер 83, приваренных к газораспределительной камере 78, регулятора 84, четырех гаек 85 и четырех болтов 86. По стальным ребрам 83, приваренным «заподлицо» с верхней плоскостью смесителей 73, 75, как по «направляющим», перемещается (скользит) регулятор 84, который регулирует расход воздуха, инжектируемый в горелку при подаче в нее газа. Регулятор 84 по краям имеет «отбортовки» и охватывает ими стальные ребра 83. В регуляторе 84 просверлено 24 отверстия диаметром 44 мм, которые сосны с отверстиями смесителей 73, 75. По углам регулятора 84 имеются четыре отверстия диаметром 12 мм, по центру которых приварены четыре гайки М10, позиция 85. В четыре гайки 85 ввинчиваются четыре болта 86 до упора в стальные ребра 83 и фиксируют регулятор 84 относительно отверстий смесителя (т.е. по мере перемещения регулятора 84 по стальным ребрам 83 постепенно перекрываются отверстия смесителей 73, 75, происходит, таким образом, регулировка расхода инжектируемого воздуха). На стальных ребрах 83 нанесены деления 87 для удобства проведения регулировки. Номинальное рабочее давление у всех горелок 0,08 МПа. Такое расположение горелок 72 позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также загружать незагрязненную шихту через шлаковое окно 42 и быстро ее переплавлять за счет тепла, выделяющегося при горении факелов четырех двадцати четырех смесительных горелок 72 среднего давления, причем тепловая мощность всех шести инжекционных горелок составляет 12840 кВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки, при этом металл не успевает окисляться и, в конечном счете, угар получается небольшим. Практика эксплуатации ванных печей отражательного типа с форсированным режимом плавки показала, что в них угар на 0,1-0,15% ниже, чем в печах с обычным режимом плавки. Горелка исследовалась в лаборатории ООО «Пензаплав» на исследовательском стенде.
Важно отметить, что предлагаемая печь имеет экономайзер 88, который представляет собой полую трубу 89 с внутренним ∅800 мм, по центру которой движутся раскаленные дымовые газы, а сверху по наружному диаметру выполнена сваркой в виде спирали профильная труба 90 из нержавеющий стали прямоугольной формы с внутренними размерами 30×50 длиной 4,5 метра и с количеством витков - 32 шт., по которой подается вода из водопроводной сети под давлением 2 ати для подогрева, при этом спираль сварная, сварена из стали 04X18Н10 и сверху закрыта металлической трубой 91 с четырьмя слоями теплоизоляционного материала 92 фиг. 9, 11. Металлическая труба 90 имеет с торцов приваренные торцевые стенки 93. Труба 89 имеет с двух сторон приваренные фланцы 94 с восемью отверстиями для крепления экономайзера болтам, гайками, пружинными шайбами (не показано) к газоходу 95, выходящему из печи. Для устранения вырыва дымовых газов между фланцами установлены прокладки 96 из термостойкого материала. Экономайзер установлен на металлических опорах 97, которые закреплены в полу литейного цеха фундаментными болтами (не показано). Слои теплоизоляционного материала 92 закреплены болтами 98, гайками, пружинными шайбами (не показано) на металлической трубе 91 четырьмя хомутами 99. Экономайзер 88 позволяет нагревать воду для технологических нужд предприятия.
Очистка дымовых газов от пыли и вредных веществ происходит в установке пыле газоочистки, разработанной автором и изображенной на фиг. 10, которая имеет широкий спектр очищаемых вредных веществ, находящихся в дымовых газах.
Установка пылегазоочистки 100 представляет собой сборную стальную пяти секционную установку фиг. 10, 11. Каждая секция представляет собой цилиндрический формы корпус 101, в нижней части которого имеется нижняя поворотная загрузочная решетка 102 с отверстиями. В средней части цилиндрического корпуса 101 имеется верхняя поворотная загрузочная решетка 103 с отверстиями. Поворот решеток вокруг осей осуществляется с помощью рукояток 104, закрепленных на осях. Выше нижней поворотной загрузочной решетки 102 расположен нижний загрузочный патрубок 105. Выше верхней поворотной загрузочной решетки 103 расположен верхний загрузочный патрубок 106. В верхней части цилиндрического корпуса 101 размещены вращающиеся рукавные фильтры (не показаны) в количестве 11 штук, которые улавливают пылевидные частицы из дымовых газов. Вверху установки пыле газоочистки размещен привод вращения рукавных фильтров, состоящий из электродвигателя 107, муфты 108, червячного редуктора 109 и зубчатой тарелки 110.
В верхней части цилиндрического корпуса 101 закреплена на четырех кронштейнах 111 обслуживающая площадка 112, которая опирается на двенадцать опор 113 и имеет слева лестницу 114. На обслуживающей площадке 112 закреплена рама 115, на которой смонтирована воздуходувка 116 с электродвигателем 117. Отработанный адсорбент и пыль собираются в конусной части 118 цилиндрического корпуса 101. Очищаемые газы подаются в установку пыле газоочистки по трубе 119. Отработанный адсорбент и пыль выгружается через нижнюю горловину 120 цилиндрического корпуса 101. После очистки дымовых газов от вредных веществ они очищаются от пыли во вращающихся рукавных фильтрах, находящихся в верхней части цилиндрического корпуса 101. Основные технические характеристики установки пыле газоочистки: производительность по очищаемому газу 46600 м3/час, степень очистки по фтористому водороду 67%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 87%, степень очистки по окиси азота 86%, степень очистки по окиси алюминия 81%, степень очистки по пыли 92%, уровень звука не более 75 ДБА. В состав системы пыле газоочистки входит камера смешения 121, дымосос ДН-13 поз. 122, установка пыле газоочистки 100. Камера смешения 121 предназначена для разбавления дымовых газов воздухом цеха, в результате чего температура дымовых газов снижается до 150-160°С. В камере смешения 121 установлены два шибера: один из которых 123 закрывает или открывает подачу дымовых газов в дымосос ДН-13 поз. 122, которым создается тяга, другой 124 закрывает и открывает подачу цехового воздуха для разбавления им дымовых газов. Существенно отметить, что печь может работать как на искусственной, так и на естественной тяге.
Печь работает на естественной тяге следующим образом. Плавильщик металла и сплавов поднимается на обслуживающую площадку 125 по лестнице 126 и открывает шибер 127 на газовой трубе 128, при этом тяга в печи должна составлять 3-20 ДаПа фиг. 11. Существенно отметить, что в начале два шибера в камере смешения 121, один из которых 123 закрывает или открывает подачу в дымосос 122 отходящих газов, другой 124 регулирует подачу воздуха цеха для разбавления им дымовых газов, обязательно закрываются. Включаются горелки 72 печи, при этом прокаливается печь по технологическому графику прокалки в зависимости от вида проведенного ремонта. После процесса прокалки закрываются летки 24 печи, открываются заслонки загрузочных окон 41, шлаковых окон 42 и в прокаленную печь мульдами с помощью погрузчиков загружают на наклонные площадки 5 и подины 4 алюминиевый лом с температурой окружающей среды. Пламя шести горелок 72 печи нагревают лом до температуры плавления. Металл плавится и стекает на подины 4 печи. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла в ваннах печи, тщательного перемешивания металла в ваннах и подтверждении лабораторией спектрального анализа марки получаемого сплава, заливщики металла открывают летки 24 печи подводят желобы 33 к изложницам 129 (для получения саусов) и изложницам разливочных конвейеров 130 и сливают наплавленный металл. На наклонной площадке 5 печи остаются все включения, температура плавления которых выше алюминиевого сплава. Эти отходы (переделки: чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, так как в конце плавки их удаляют скребком с поверхности наклонной площадки 5 и подины 4 печи (если случайно переделки попадают на подину). При плавке, разливке дымовые газы проходят через экономайзер 88, в котором они нагревают воду, далее по трубе 128 поступают в дымовую трубу 131 и удаляются в атмосферу. После разливки жидкого металла очищают наклонные площадки 5, подины печи от шлака, летки 24 затыкают и цикл повторяется. Работа печи на естественной тяге осуществляется в случае, если позволяют размеры санитарно-защитной зоны предприятия, при прокалке, разливке наплавленного металла или при отключении электроэнергии, когда невозможна работа дымососа 122 и установки пыле газоочистки 100.
Работа печи на искусственной тяге происходит следующим образом.
Плавильщик металла и сплавов закрывает шибер 127, а шиберы 123 и 124 на камере смешения 121 открыты. Операции выполняются такие же, как и при плавке на естественной тяге. Разница в том, что перед загрузкой шихты в печь оператором загружается адсорбент (активированный уголь, селикагель, известь «пушонка») в нижние загрузочные патрубки 105 и верхние загрузочные патрубки 106 установки пыле газоочистки 100, производится ее включение. Продукты горения проходят через экономайзер 88, в котором они нагревают воду, далее попадают в камеру смешения 121, разбавляются в ней воздухом цеха, нагнетаются дымососом 122 по трубе 119 в установку пыле газоочистки 100, проходят очистку от пыли и очистку дымовых газов от вредных веществ в «кипящем» слое и воздуходувками 116 очищенные дымовые газы нагнетаются по трубе 132 в дымовую трубу 131. Разработанная автором система пыле газоочистки хорошо очищает от пыли и вредных веществ дымовые газы. Очистка дымовых газов делает процесс плавки алюминиевого лома экологически чистым.
После разливки из печи жидкого металла, плавильщики металла и сплавов открывают заслонки загрузочных окон 41 и шлаковых окон 42 чистят наклонные площадки 5, подины 4 от шлака и случайно попавших на них переделок. Далее летки 24 затыкают и цикл повторяется.
Итак, предлагаемая газовая двухванная отражательного типа печь для переплава алюминиевого лома является высокопроизводительной, имеющей экономайзер и большой срок эксплуатации, малые потери тепла в окружающую среду за счет теплоизоляции, позволяющей вести процесс переплава на естественной и искусственной тяге с системой пыле газоочистки.
Изобретение относится к двухванной отражательной печи для переплава алюминиевых ломов. Печь содержит корпус, образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, две накопительные ванны и две наклонные площадки, выполненные из корундовых блоков КС-95, уложенных на три слоя теплоизоляции, ограниченные подом и стенками, два больших свода над каждой ванной, имеющие теплоизоляцию, газоход и сварной каркас, на котором все размещено. Каркас с теплоизоляцией залит бетоном с наполнителем асбестовой крошкой. К каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стенкой. В каждой боковой стенке размещены две инжекционные двухрядные двадцатичетырехсмесительные горелки среднего давления, направленные под углом на наклонную площадку и подину и к оси печи, а в задней стенке - две инжекционные двухрядные двадцатичетырехсмесительные горелки среднего давления, направленные под углом на подины. В передней торцевой стенке и в боковых стенках выполнены четыре рабочих окна, два из которых могут выполнять роль шлаковых окон, оснащенных гидравлическими приводами подъема и опускания рабочих заслонок печи, в задней торцевой стенке расположены летки, футерованные поворотными чашами с приваренными к ним футерованными поворотными желобами, установленными с возможностью поворота в процессе разливки жидкого металла. Печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки. Обеспечивается высокая производительность печи, уменьшение потерь тепла и угара и возможность экологически чистого переплава алюминиевых ломов. 8 з.п. ф-лы, 11 ил.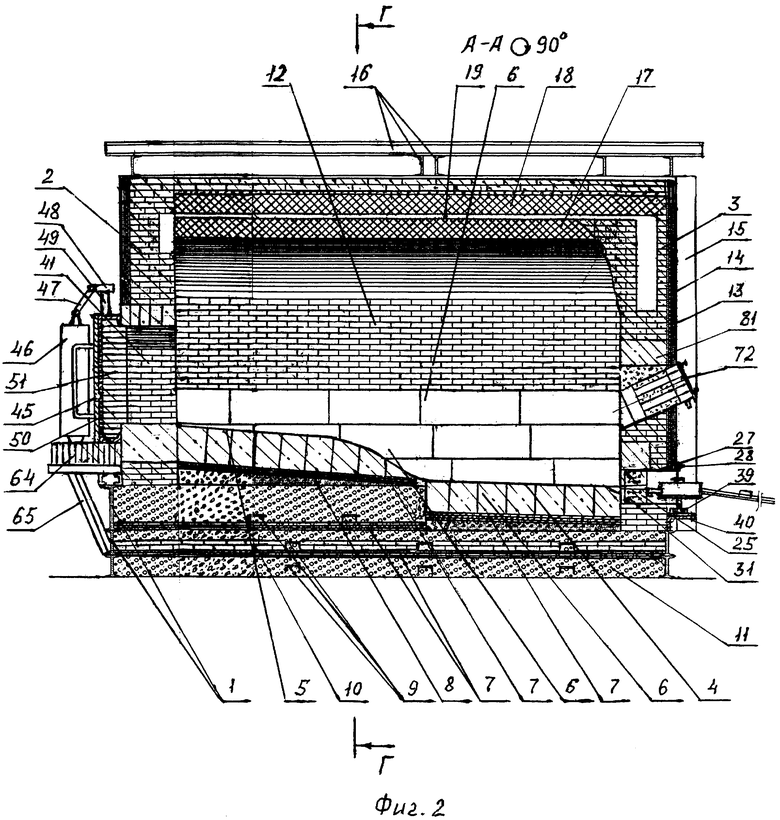
1. Двухванная отражательная печь для переплава алюминиевого лома, содержащая корпус, размещенный на сварном каркасе и образованный огнеупорными наружными боковыми, передней и задней торцевыми стенками, две ванны с наклонными площадками, ограниченные подами, сводом и стенками, сливные летки, газоходы и экономайзер, отличающаяся тем, что упомянутый сварной каркас выложен внутри двумя рядами легковесных полуторных кирпичей марки ШЛ-0,6 с тремя слоями асбокартона под каждой подиной и двумя рядами легковесных полуторных кирпичей ШЛ-0,6 с шестью слоями асбокартона под каждой наклонной площадкой и залит бетоном с наполнителем асбестовой крошкой, каждый под печи и каждая наклонная площадка выложены из корундовых блоков КС-95, уложенных на три слоя асбокартона с подбивкой из сухого песка, смешанного с асбестовой крошкой, к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стенкой, состоящую из асбестовой крошки, огнеупорной ваты, огнеупорных матов и тройного слоя листового асбокартона, при этом печь имеет в каждой боковой стенке две инжекционные двухрядные двадцатичетырехсмесительные горелки среднего давления, направленные под углом 28° на наклонную площадку и подину и под углом 18° к оси печи, и две инжекционные двухрядные двадцатичетырехсмесительные горелки среднего давления, размещенные в задней стене и направленные под углом 30° на подины, при этом задняя торцевая стенка имеет футерованный козырек, каждая ванна имеет два больших свода - нижний и верхний, расположенных один над другим, с промежутком между ними в качестве дымохода, большие своды печи имеют теплоизоляцию, состоящую из тройного слоя огнеупорного теплоизоляционного муллитокремнеземистого войлока МКРВ-200, на который уложены два слоя легковесного кирпича ШЛ-0,6, при этом в передней торцевой стенке и в боковых стенках выполнены четыре рабочих окна, два из которых являются шлаковыми окнами, оснащенные гидравлическими приводами подъема и опускания рабочих заслонок печи, в задней торцевой стенке расположены шесть леток, причем печь снабжена шестью футерованными поворотными чашами с приваренными к ним футерованными поворотными желобами, установленными с возможностью поворота в процессе разливки жидкого металла, и выполнена с возможностью работы на естественной и искусственной тяге посредством системы пылегазоочистки, содержащей камеру смешения, дымосос и пятисекционный блок пылегазоочистки.
2. Печь по п. 1, отличающаяся тем, что летки печи выполнены в быстросменных армированных леточных кирпичах, имеющих состав: мертель шамотный МШ-39 - 30%; лигносульфонат технический - 15%; порошок молотый глины ПГБ - 26%; фоскон - 5%; кварцевый песок - 12%; вода - 12%, которые размещены в сварных коробах, каждый из которых имеет отбортовку с отверстиями для крепления гайками и пружинными шайбами к шпилькам, приваренным к стальному коробу печи, и приваренные к ней ручки для извлечения короба с размещенным в нем леточным кирпичом.
3. Печь по п. 1, отличающаяся тем, что гидравлический привод подъема и опускания каждой заслонки рабочего и шлакового окон содержит силовые цилиндры, масляный насос, тяги, поперечины, подвески и литую чугунную заслонку из жаростойкого и износостойкого чугуна ЧХ32 с двойным слоем асбокартона, футерованную легковесным полуторным огнеупорным кирпичом марки ШЛ-0,6.
4. Печь по п. 1, отличающаяся тем, что смеситель верхнего ряда выполнен в виде литой трубы с наружным диаметром 65×10 мм, длиной 410 мм, с отлитыми внутри центрального канала ребрами высотой 4 мм, длиной 330 мм, по периферии которой просверлены четыре сопла под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, а каждый смеситель нижнего ряда выполнен в виде литой трубы с наружным диаметром 65×10 мм, длиной 410 мм, с отлитыми внутри центрального канала ребрами высотой 4 мм, длиной 120 мм, по периферии которой просверлены сопла под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, при этом смесители верхнего ряда и литого стабилизирующего пламя туннеля выполнены с возможностью получения длины факела верхнего ряда 2,8 м, а смесители нижнего ряда и литого стабилизирующего пламя туннеля выполнены с возможностью получения длины факела нижнего ряда 1,5 м.
5. Печь по п. 1, отличающаяся тем, что смесители, литой стабилизирующий пламя туннель изготовлены из жаростойкого чугуна ЧХ32.
6. Печь по п. 1, отличающаяся тем, что каждая инжекционная двухрядная двадцатичетырехсмесительная горелка среднего давления содержит устройство для регулирования расхода воздуха, состоящее из двух стальных ребер, приваренных к газораспределительной камере, и регулятора с отбортовками и выполненными в нем отверстиями, соосными с отверстиями смесителей.
7. Печь по п. 1, отличающаяся тем, что экономайзер выполнен в виде полой трубы для движения по ней раскаленных дымовых газов и приваренной по ее наружному диаметру сварной спиральной профильной трубы из нержавеющий стали 04Х18Н10 прямоугольной формы для подачи воды из водопроводной сети под давлением 2 ати для подогрева, закрытой сверху металлической трубой с четырьмя слоями теплоизоляции.
8. Печь по п. 1, отличающаяся тем, что боковые стенки наклонных площадок и подины частично выполнены из корундовых блоков КС-95.
9. Печь по п. 1, отличающаяся тем, что идентичные секции установки пылегазоочистки объединены в единую конструкцию, в каждой из секций которой размещены поворотные решетки и рукавные фильтры, при этом установка пылегазоочистки имеет обслуживающую площадку и лестницу и выполнена с обеспечением производительности по очищаемому газу 46600 м3/ч, степени очистки по фтористому водороду 67%, степени очистки по окиси меди 86%, степени очистки по окиси углерода 87%, степени очистки по окиси азота 86%, степени очистки по окиси алюминия 81%, степени очистки по пыли 92% и уровня звука не более 75 ДБА.
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2015 |
|
RU2610641C1 |
| RU 26170987, 19.04.2017 | |||
| ДВУХ ВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ С КОПИЛЬНИКОМ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2522283C1 |
| Система автоматического регулирования процесса факельного сжигания отходящих горючих газов | 1979 |
|
SU787810A1 |
| US 5673900 A, 07.10.1997 | |||
| US 4319921 A, 16.03.1982 | |||
| US 6245122 B1, 12.06.2001. | |||

