Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переработки (переплава) отходов цветных металлов, в частности для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава лома.
Известно устройство вращающейся металлургической плавильной печи для переплавки металла (патент РФ №2009423 С1) являющаяся аналогом изобретения.
Также как и предлагаемое изобретение, аналог содержит цилиндрический корпус, загрузочное отверстие, горелку, лётку для выпуска расплава металла и лётку для слива шлака.
Недостатками этой печи являются:
1. Сложность загрузки, которая вызвана необходимостью использования специального разливочного крана и сложность осуществления процесса разлива металла из печи на разливочную машину, который требует наличия промежуточного разливочного ковша.
2. Отсутствие системы пыле газоочистки, которая бы уменьшала вредное влияние на внешнюю среду.
3. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
4. Печь не имеет быстросменных лёточных конических втулок, которые позволяют производить ремонт в случае их износа.
5. Печь не имеет двух лёток для слива наплавленного в печи металла, которые обеспечивают быстрый слив и, следовательно, увеличивают производительность печи.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Известно также устройство вращающейся металлургической плавильной печи для переработки отходов цветных металлов (патент РФ №2058623), являющийся аналогом предлагаемой.
Описанная в патенте печь содержит, как и предлагаемая, цилиндрический корпус, горелочное устройство, загрузочное отверстие, лётку для слива расплава металла и лётку для слива шлака. Недостатками этой печи являются:
1. Расположение летки для выпуска расплава металла и летки для слива шлака с торца печи усложняют процесс подачи металла на разливочную машину, так как при этом необходимо наличие промежуточного разливочного ковша.
2. Расположение загрузочного отверстия на цилиндрической части печи усложняет ее конструкцию, так как необходимо предусмотреть специальное уплотнительное устройство в крышке загрузочного отверстия, потому что печь вращается.
3. Отсутствие системы пыле газоочистки, которая бы уменьшала вредное влияние на окружающую среду.
4. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
5. Печь не имеет быстросменных лёточных конических втулок, которые позволяют производить ремонт в случае их износа.
6. Печь не имеет двух леток для слива наплавленного в печи металла, которые обеспечивают быстрый слив и, следовательно, увеличивают производительность печи.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу.
Наиболее близким аналогом (прототипом) по отношению к заявляемой плавильной печи является вращающаяся плавильная печь для переработки отходов цветных металлов (патент РФ №2171437), содержащая, как и заявляемая печь, цилиндрический корпус, горелочное устройство, загрузочное отверстие, лётку для слива расплава металла и лётку для слива шлака. Прототип заявляемой печи имеет следующие недостатки:
1. Печь не имеет быстросменных лёточных конических втулок, которые позволяют производить быстрый ремонт в случае их износа.
2. Отсутствие системы пыле газоочистки, которая бы уменьшала вредное влияние на окружающую среду.
3. Отсутствует теплоизоляция, которая бы уменьшала потери тепла в окружающую среду.
4. Печь не имеет двух лёток для слива наплавленного в печи металла, которые обеспечивают быстрый слив и, следовательно, увеличивают производительность печи.
Ввиду наличия указанных выше недостатков, печь не может решить поставленную техническую задачу. Задачей изобретения является создание высокопроизводительной вращающейся плавильной печи для переработки (переплава) отходов цветных металлов, в частности, для переработки алюминиевых ломов, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, а также увеличить срок ее эксплуатации.
Технический результат - разработанная печь является высокопроизводительной, имеющей большой срок эксплуатации, позволяющей: использовать алюминиевую стружку, алюминиевый лом, алюминиевый шлак, снизить потери тепла в окружающею среду за счет теплоизоляции, вести процесс переплава на естественной или искусственной тяге с системой пылегазоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что во вращающуюся плавильную печь для переработки отходов цветных металлов, содержащую цилиндрический корпус, горелочное устройство, загрузочное отверстие, лётку для слива расплава металла и лётку для слива шлака согласно предлагаемому изобретению, введен теплоизоляционный слой, состоящий из трех слоев муллито кремнеземистого войлока и слоя шамотного легковеса, на который набивается слой футеровки из корундовой набивной массы с корочкой гарнисажа. Следует отметить, что введенный теплоизоляционный слой, состоящий из трех слоев муллито кремнеземистого войлока и слоя шамотного легковеса, позволяет снизить потери тепла в окружающую среду, а также дает возможность дополнительно сохранять температуру металла во вращающейся плавильной печи для переработки отходов цветных металлов (далее печи).
При этом срок службы печи увеличивается из-за использования корундовой набивной массы с корочкой гарнисажа, которая имеет высокую огнеупорность и стойкость.
Далее, в качестве горелочного устройства используются две газовые инжекционные цилиндрические горелки, закрепленные в крышках, закрывающих загрузочные отверстия и имеющая каждая девять смесителей, причем один центральный снабжен насадкой с обеспечением пламени длиной 3,2 метра, три периферийных смесителя с насадками с обеспечением при горении газо воздушной смеси пламени длиной 2,4 метра, три периферийных смесителя без насадок обеспечивают пламя длиной 1,7 метра и два периферийных смесителя с изогнутыми концами и выполненными ребрами на внутренней поверхности, которые обеспечивают поворот пламени на 20 градусов и его длину 2 метра. Более того, две предлагаемые газовые 9 смесительные инжекционные цилиндрические горелки позволяют быстро прогревать футеровку по всей длине печи, при этом общая номинальная тепловая мощность двух установленных в печи горелок 3,6 МВт, что делает печь высокопроизводительной.
При этом, смесители, насадки к смесителям, туннель - рассекатель и литой стабилизирующий пламя туннель изготавливают из износостойкого и жаростойкого чугуна марки ЧХ32 ГОСТ 7769-82, который позволяет увеличить срок службы горелки и, естественно, печи. Насадки к смесителям, в случае их обгорания (оплавления при длительной эксплуатации), заменяются на новые, что, в конечном итоге, увеличивает срок службы горелки и печи.
Существенно отметить, что печь имеет два загрузочных отверстия расположенных в передней и задней торцевых стенках печи, которые позволяют производить быструю загрузку печи двумя виброзагрузочными машинами с четырьмя вибраторами каждая, естественно, печь при этом становится более производительной.
4. Следует отметить, что гидропривода поворота крышек загрузочных отверстий с установленными в них 9-ти смесительными инжекционными горелками состоят из двух силовых цилиндров, смонтированных на двух стальных подставках, закрепленных на них тремя обоймами каждый, причем подставки приварены к стойкам с опорами, при этом стойки с опорами приварены к стальным плитам, которые закреплены в полу цеха. Более того в каждой крышке, закрывающей загрузочное отверстие смонтирован патрубок, а также печь выполнена с возможностью работы на естественной и искусственной тяге с системой пыле газоочистки для достижения экологически чистого процесса, включающей: зонт, систему газоходов с опорами, камеру смешения, дымосос, четырех секционный агрегат пыле газоочистки.
Вместе с тем, вращающаяся плавильная печь для переработки отходов цветных металлов имеет три лётки (две для слива металла и одну для скачивания шлака), выполненные в быстросменных лёточных конических втулках, изготовленных из корундовой набивной массы для обеспечения возможности их замены без остановки печи, при этом замена быстросменных лёточных втулок производится без разрушения футеровки печи. Каждая лёточная коническая втулка изготовленная из корундовой набивной массы имеет высокую огнеупорность и стойкость и позволяет увеличить срок службы печи.
При этом, электропривод вращения печи включает в себя: электродвигатель тип АИРЕ 100S4 с реверсивным устройством мощностью 2,2 кВт, муфту, двухступенчатый редуктор, зубчатую передачу, муфту, вал с двумя насаженными на него зубчатыми колесами, которые входят в зацепление с двумя зубчатыми ободами, приваренными к корпусу печи. Печь двумя ободами без зубьев опирается на четыре опорных ролика и вращается, причем предложенный электропривод вращения печи с двумя зубчатыми ободами обеспечивает плавное без заеданий, без опрокидывающих и изгибающих моментов, без быстрого износа элементов привода вращение печи.
Далее из печи наплавленный металл из двух металлических лёток разливается по широкому стальному стационарному футерованному раздваивающемуся желобу и попадает во вращающееся колесо разливочного конвейера и разливочную карусель, а шлак скачивается в стационарный стальной футерованный желоб, по которому попадает в футерованную чашу поворотного желоба, а затем в шлаковни. Такая система разливки металла и шлака со стационарными и поворотными желобами улучшает условия труда обслуживающего персонала, увеличивает зону обслуживания, позволяет ускорить процесс разливки жидкого металла и шлака.
Наконец, печь снабжена системой пыле газоочистки для достижения экологически чистого процесса плавки и при этом установка пыле газоочистки имеет следующую характеристику : производительность по очищаемому газу 42000 м3/час, степень очистки по фтористому водороду 65%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 93%, степень очистки по окиси азота 85%, степень очистки по окиси алюминия 82%, степень очистки по пыли 91%, уровень звука не более 75 ДБА. Из приведенной технической характеристики системы пыле газоочистки видно, что она имеет широкий спектр очистки вредных веществ, содержащихся в дымовых газах, а также содержащейся в них пыли. Работа на естественной тяге производится в случае ремонта отдельных агрегатов установки пыле газоочистки, а также, если предприятие расположено на значительном удалении от жилых массивов и дачных участков, при этом приземные концентрации вредных веществ не превышают предельно допустимые нормативы.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п., обеспечивает решение поставленной задачи.
Следует отметить, что загружать лом (допустим алюминиевый) в печь для плавки необходимо измельченным на измельчителе (шрёдере) и прошедшим магнитную сепарацию (для отделения чугуна и стали в виде втулок, вкладышей, толкателей, шпилек, пальцев и т.д., которые находятся в моторном ломе) и чтобы не насыщать сплав нежелательным элементом - железом. В конструкторской части заявки на изобретение изображено:
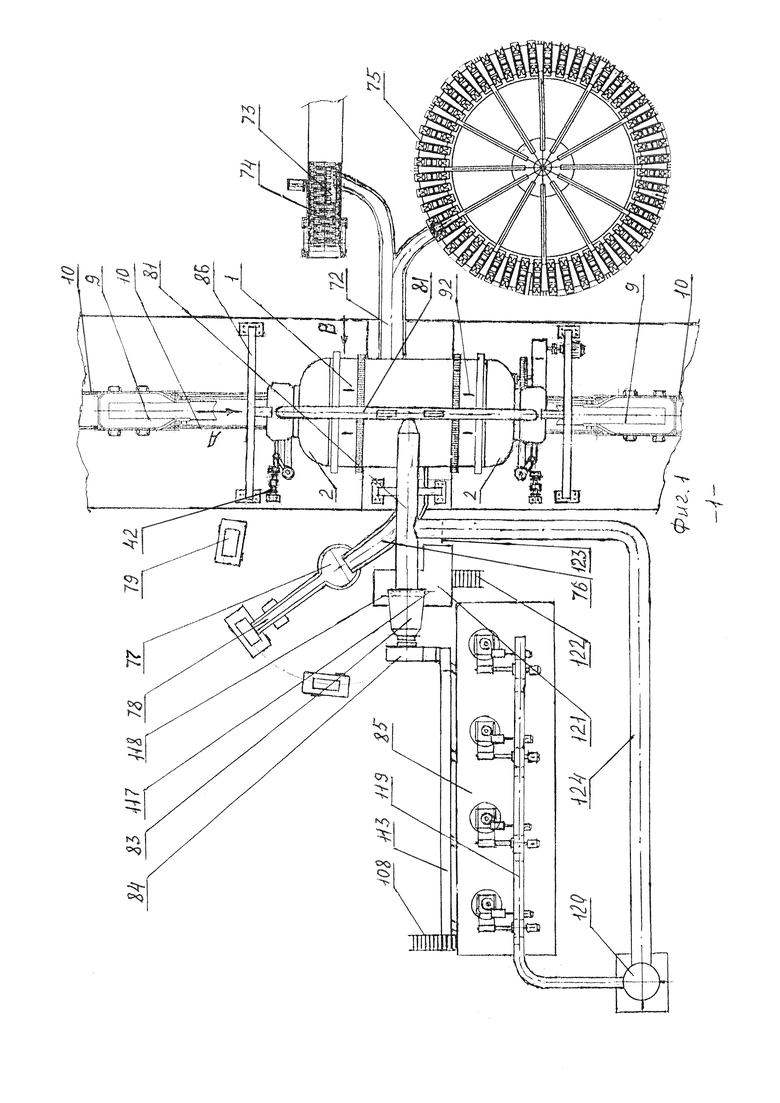
на фиг. 1 вид печи в плане с разливочным оборудованием, загрузочным оборудованием и системой пыле газоочистки;
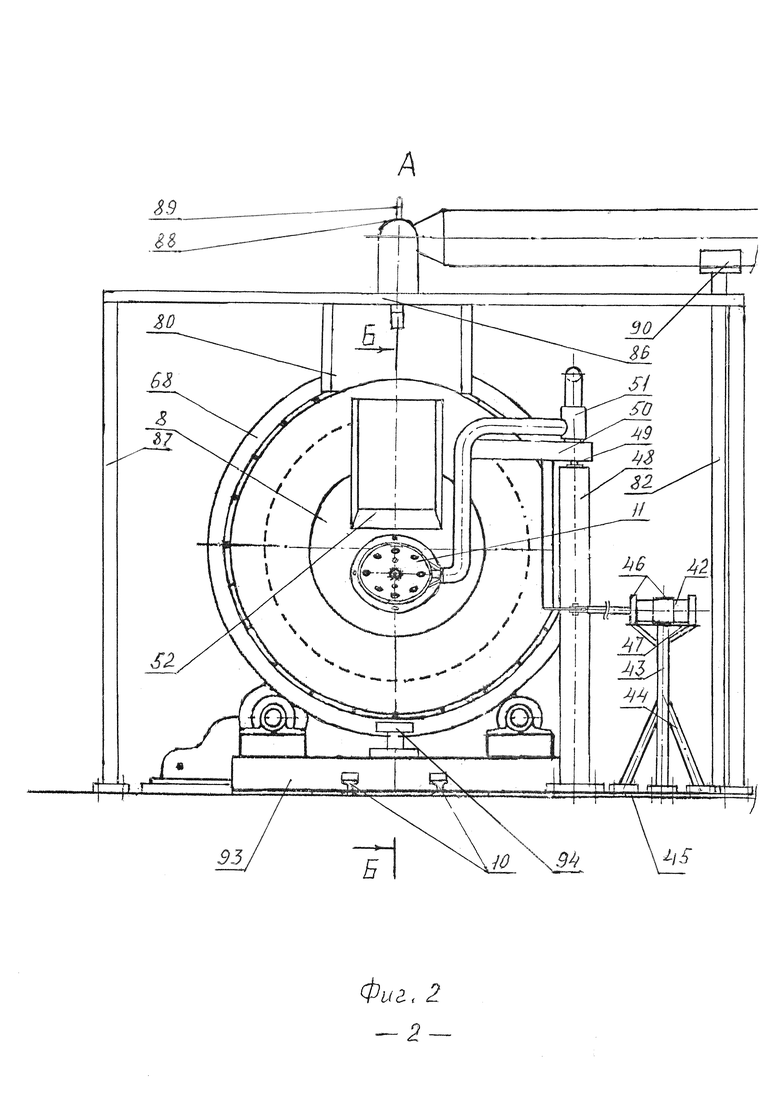
на фиг. 2 вид А печи (с торца, со стороны первого загрузочного отверстия);
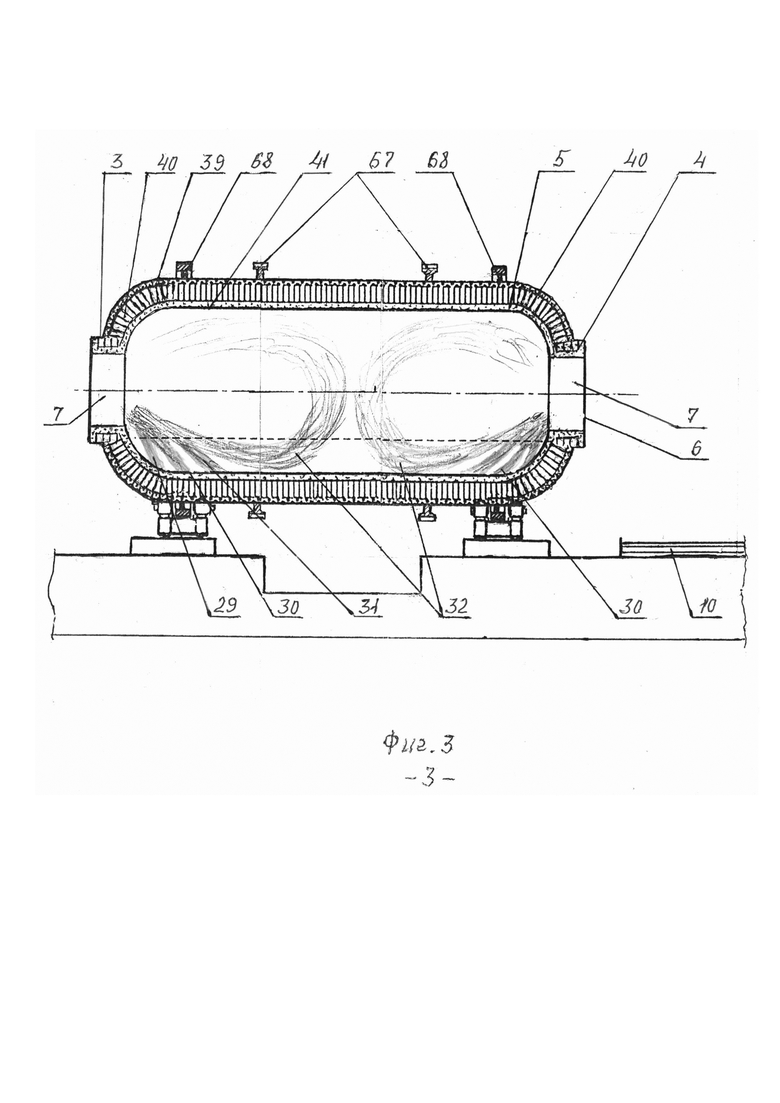
на фиг. 3 разрез Б-Б печи (показан только корпус печи, футеровка и схематично факелы);
на фиг. 4 вид В печи (сбоку);
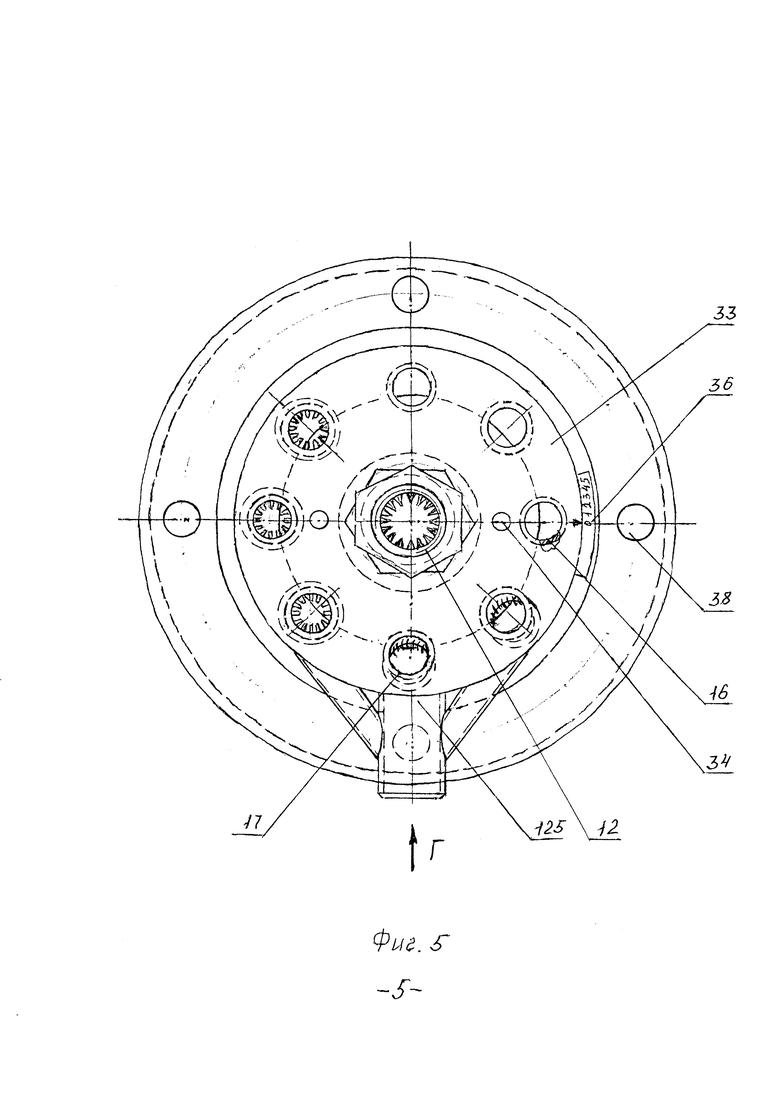
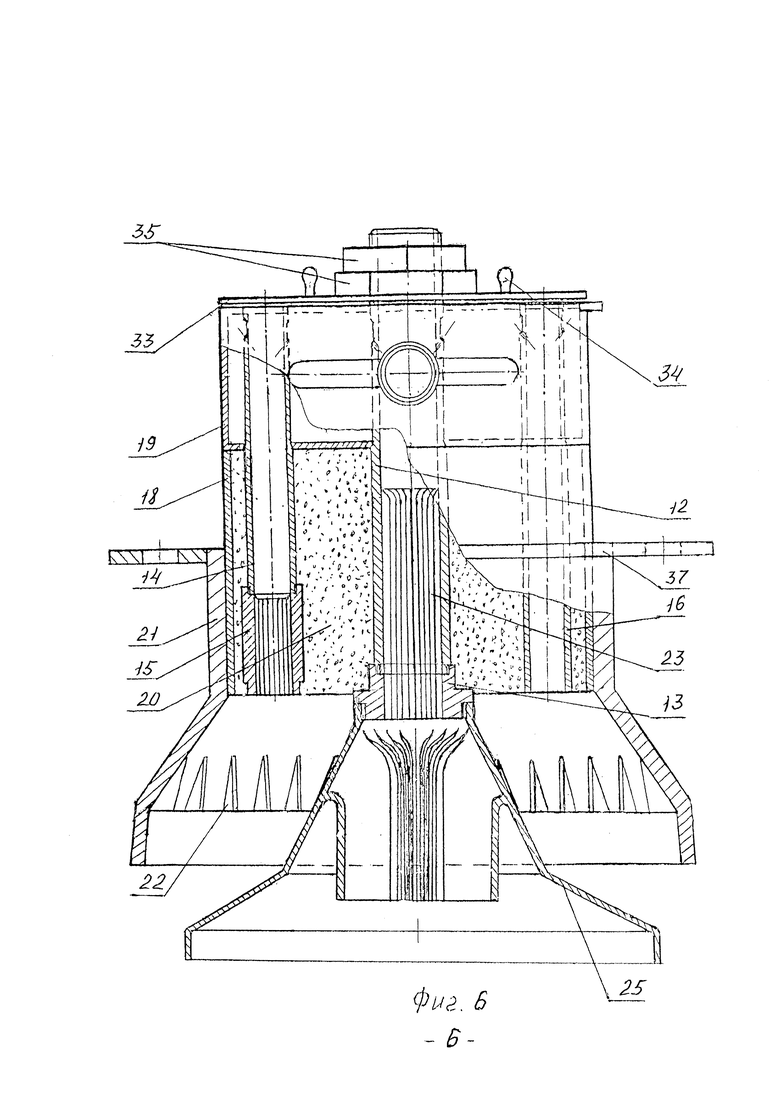
на фиг. 5 газовая 9 -ти смесительная инжекционная горелка;
на фиг. 6 Вид Г газовой 9 -ти смесительной инжекционной горелки;
на фиг. 7 периферийный смеситель с насадкой;
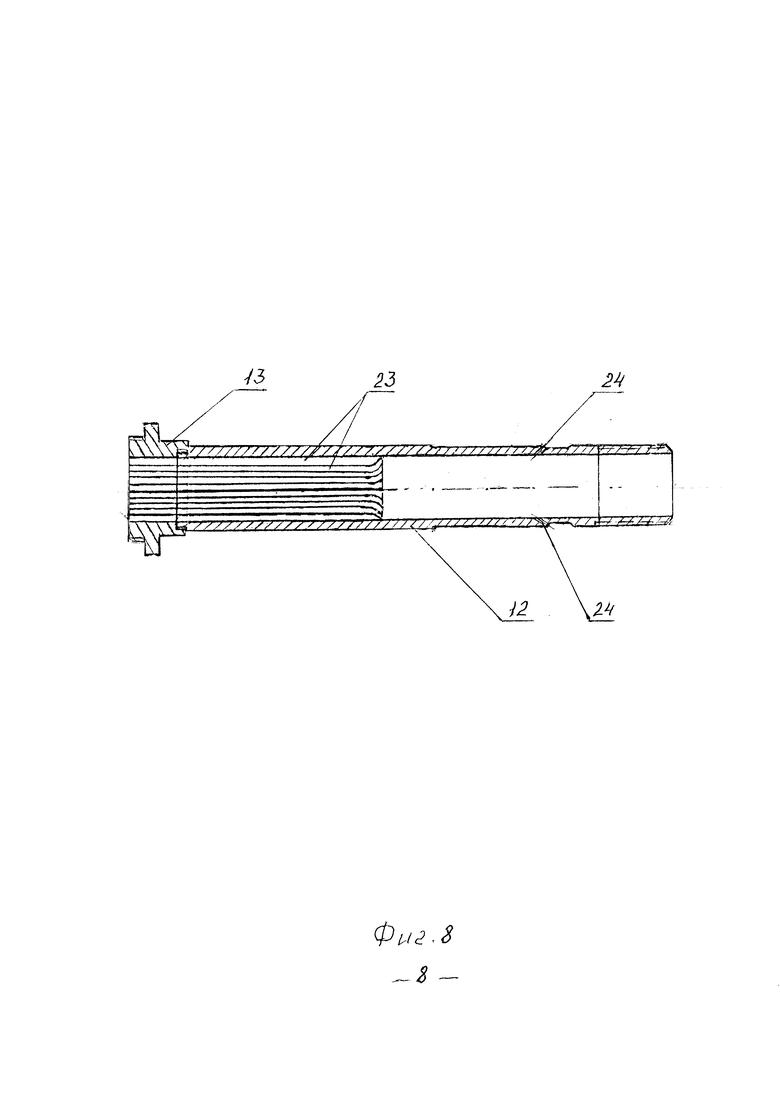
на фиг. 8 центральный смеситель с насадкой;
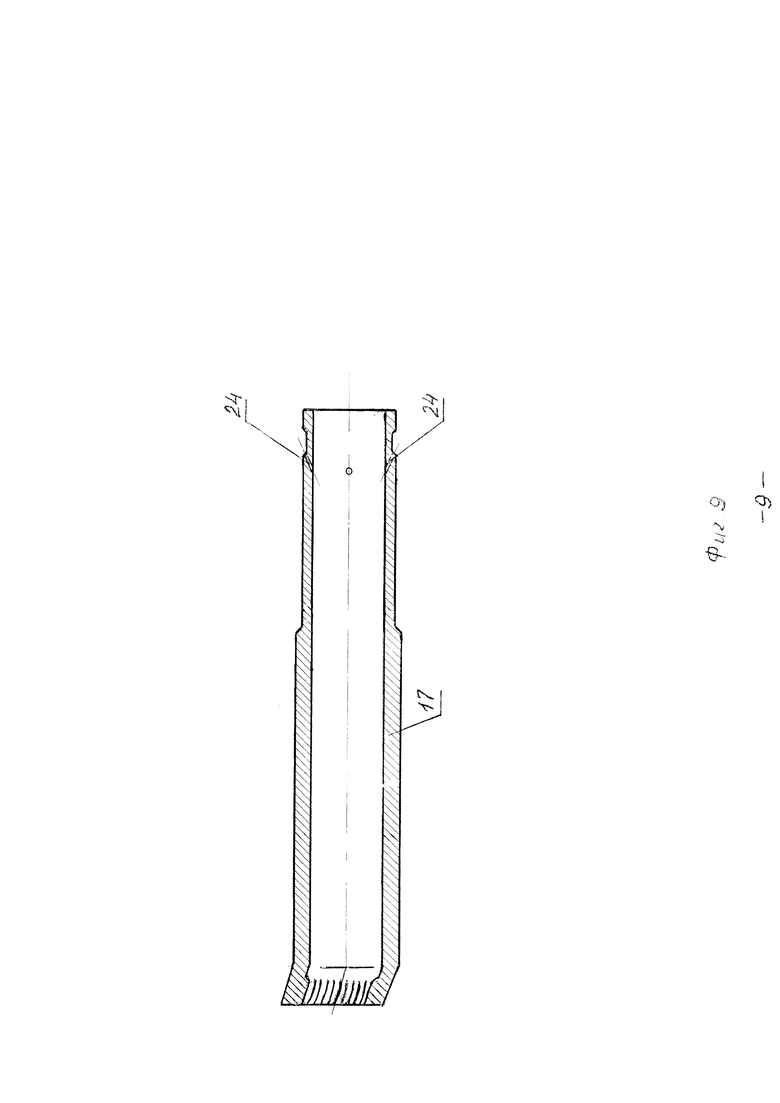
на фиг. 9 периферийный смеситель с изогнутым концом и ребрами на внутренней поверхности;
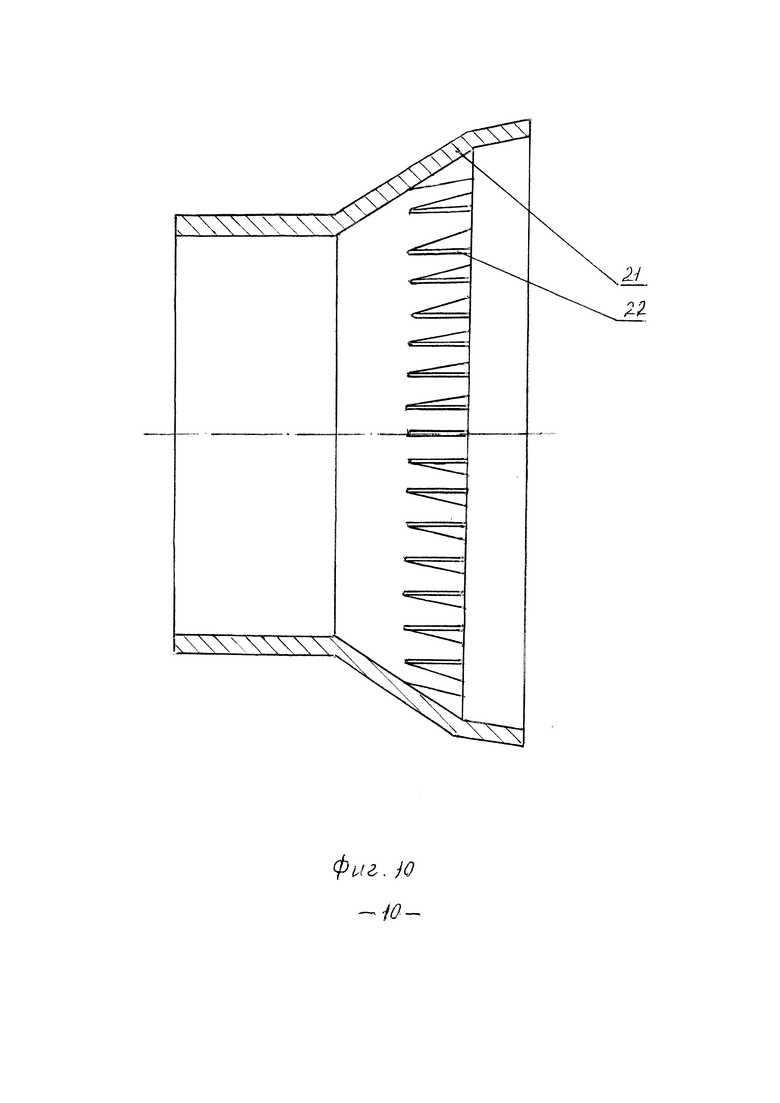
на фиг. 10 горелочный туннель;
на фиг. 11 туннель - рассекатель;
на фиг. 12 узел быстросменной лёточной конической втулки;
на фиг. 13 разрез Д-Д узла быстросменной лёточной конической втулки;
на фиг. 14 четырех секционный агрегат пыле газоочистки.
Предлагаемая вращающаяся плавильная печь для переработки отходов цветных металлов (далее печь) относится к цветной металлургии, а именно к плавильным агрегатам для переработки (переплава) отходов цветных металлов, в частности для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь содержит цилиндрический корпус 1, толщиной 6 мм, изготовленный из стали марки Сталь 20 ГОСТ 977-88, имеет с торцов приваренные стальные полусферы 2 из стали марки Сталь 20 ГОСТ 977-88 с отверстиями, к которым приварены кольца 3 из износостойкого и жаростойкого чугуна марки ЧХ 32 ГОСТ 7769-82 фиг. 1. На внутренней поверхности каждого кольца 3 по всему периметру приварена арматура 4 толщиной 5 мм в виде сетки для армирования корундовой набивной массы 5, чтобы не было ее осыпания фиг. 3. К торцу каждого кольца 3 приварен диск 6 из износостойкого и жаростойкого чугуна марки ЧХ 32 ГОСТ 7769-82, который не подвергается короблению при высоких температурах и имеющий центральное отверстие. Таким образом, после футеровки корундовой набивной массой 5 образуются два загрузочных отверстия 7, которые снабжены шарнирно закрепленными крышками 8 фиг. 2, 3. В загрузочные отверстия 7 производится с двух сторон загрузка шихты в печь с помощью виброзагрузочных машин 9, причем шихта предварительно измельчается на шрёдоре (не показано) и проходит магнитную сепарацию для отделения чугуна и стали в виде втулок, вкладышей, толкателей, шпилек, пальцев и т.д., которые находятся в моторном ломе фиг. 3. Два загрузочных отверстия 7 позволяют производить быструю загрузку печи, естественно, печь при этом становится более производительной. Виброзагрузочные машины 9 перемещается по рельсовому пути 10, подача шихты в них производится ленточными транспортерами (не показано). В качестве горелочного устройства используются две газовые инжекционные цилиндрические горелки 11, закрепленные в крышках 8, закрывающих загрузочные отверстия 7 и имеющая каждая девять смесителей, причем один центральный 12 снабжен насадкой 13 с обеспечением пламени длиной 3,2 метра, три периферийных смесителя 14 с насадками 15 с обеспечением при горении газо воздушной смеси пламени длиной 2,4 метра, три периферийных смесителя без насадок 16 обеспечивают пламя длиной 1,7 метра и два периферийных смесителя с изогнутыми концами 17 и выполненными ребрами на внутренней поверхности, которые обеспечивают поворот пламени на 20 градусов и его длину 2 метра. Газовая инжекционная цилиндрическая горелка содержит: кожух 18, приваренный к цилиндрической газораспределительной камере 19, в который набивается огнеупорная набивная масса 20, литой стабилизирующий пламя туннель 21 с ребрами 22, который надевается снизу на кожух 18, и приваривается к нему по периметру фиг.5,6. Огнеупорная набивная масса 20 для обмуровки горелки и набивки пространства между смесителями имеет следующий состав:
мертельмуллитокорундовый ММКФ-85 ТУ 14-8-481-85;
лигносульфанат технический ТУ 13-0281036-89;
порошок молотой глины ПГБ ТУ 1522-009-00190495-99;
связующее алюмохромофосфатное МИКС ТУ 6-18-166-83;
кварцевый песок марки марки 2К0025 ГОСТ 2138-91;
вода.
В газораспределительной камере 19 вварены на ее периферии восемь периферийных смесителей, а в центре вварен центральный смеситель 12 с насадкой 13 фиг. 8. Центральный смеситель 12 является отливкой и представляет собой трубу диаметром 80×9 мм с внутренними ребрами 23 и длиной 280 мм, в которой по периферии под углом 26°±1° к оси смесителя просверлены четыре сопла 24 с зенковкой входной части 1 мм под углом 90°, верхняя часть центрального смесителя имеет наружную резьбу М72, а нижняя наружную резьбу М68, при этом насадка 13 к центральному смесителю 12 имеет в верхней части внутреннюю резьбу М68, а внизу наружную резьбу М90, на которую навинчивается туннель - рассекатель 25, служащий для стабилизации горения факела центрального смесителя 12, а также для увеличения длины факела. Кроме внутренних ребер 23 центрального смесителя 12, которые увеличивают длину факела центрального смесителя, длина факела центрального смесителя 12 увеличивается из-за выполненных внутри туннеля - рассекателя 25 шестнадцати ребер 26 фиг. 11.
Каждый из трех периферийных смесителя 14 с насадкой 15 является отливкой и представляет собой трубу диаметром 61×9 мм, в которой по периферии просверлены четыре сопла 24 под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, причем навинчивающиеся на периферийные смесители 14 насадки 15 имеют внутренний диаметр 43 мм, длину 54 мм, на внутренней поверхности каждой имеется 12 литых ребер 27 с длиной заходной части «заострение» 9 мм, при этом угол «заострения» составляет 30° 30' и в вершине «заострение» имеет радиус скругления 0,2 мм, высота ребер составляет 3,7 мм, а длина резьбы составляет 16 мм фиг. 7. На насадках 15 выполнены лыски 28 для удобства их навинчивания и свинчивания со смесителей 14. Остальные периферийные смесители без насадок достаточно простые, поэтому не показаны, тем не менее, на фиг. 9 представлен смеситель с изогнутыми концами 17 и выполненными ребрами на внутренней поверхности, которые обеспечивают поворот пламени на 20 градусов. На фиг. 3 схематично представлены факелы: от смесителей с изогнутыми концами 17 и выполненными ребрами на внутренней поверхности - факел поз. 29, от периферийных смесителей без насадок 16 - факел поз. 30, от периферийных смесителей 14 с насадками 15 - факел поз.31, от центрального смесителя 12 с насадкой 13 - факел 32. Итак, полученные в предлагаемой горелке факелы позволяют равномерно проплавлять шихту в печи. Две предлагаемые газовые 9 смесительные инжекционные цилиндрические горелки 11 позволяют быстро прогревать футеровку по всей длине печи, при этом общая номинальная тепловая мощность двух установленных в печи горелок 3,6 МВт, что делает печь высокопроизводительной. При этом, смесители, насадки к смесителям, туннель - рассекатель 25 и литой стабилизирующий пламя туннель 21 изготавливают из износостойкого и жаростойкого чугуна марки ЧХ32 ГОСТ 7769-82, который позволяет увеличить срок службы горелки и, естественно, печи. Химический состав износостойкого и жаростойкого чугуна марки ЧХ 32 ГОСТ 7769-82 (Cr=30-34%,C=1,5-3,2%, Р не более 0,1%, S не более 0,08%, Ti до 0,14%, Mn не более 1,0%).
Насадки к смесителям, в случае их обгорания (оплавления при длительной эксплуатации), заменяются на новые, что, в конечном итоге, увеличивает срок службы горелки и печи.
Горелка содержит устройство для регулирования расхода воздуха восьми периферийных смесителей, состоящее из: диска - регулятора 33 с приваренными двумя ручкой 34, двух гаек 35 и сектора со шкалой 36. Кроме того, горелка 11 имеет стальной диск 37, приваренный к горелочному туннелю 21, причем в стальном диске 37 выполнены четыре отверстия 38 для крепления горелки 11 к крышке 8 фиг. 5, 6. Горелки 11 установлены наклонно под углом 22° к оси печи. Оптимальным для предлагаемых горелок 11 получилось давление 0,09 МПа. Кстати сказать, при разработке конструкций горелок автор использовал ранее и использует сейчас опыт и результаты экспериментов, которые были получены в ходе выполнения ООО «Пензаплав» Государственого контракта №8297р/13094 от 31.07.10. Р№100831185742. За конструкцию одной из инжекционных горелок автор получил грант в 1 миллион рублей, который был использован для организации ООО «Пензаплав (покупку материалов, комплектующих, приборов,, стендов, оргтехники). На испытательном стенде в ООО «Пензаплав» экспериментальный вариант предлагаемой горелки показал факелы, изображенные на фиг. 3.
В печи введен теплоизоляционный слой, состоящий из трех слоев муллито кремнеземистого войлока 39 и слоя шамотного легковеса 40, на который набивается слой футеровки из корундовой набивной массы 5 с корочкой гарнисажа 41 фиг. 3, 13. Листы первого слоя муллито кремнеземистого войлока 39 клеются жидким стеклом на цилиндрический стальной корпус 1 печи, на приваренные к нему стальные полусферы 2. Сушка естественная до высыхания жидкого стекла. Второй, третий слой муллито кремнеземистого войлока 39 клеются жидким стеклом с добавкой 0,3% фоскона.
После просушки всех трех слоев гибкого теплоизоляционного стекловолокнистого муллито кремнеземистого войлока 39, футеруется по шаблону слой легковесного кирпича 40 марки ШЛ-0,9 ГОСТ 5040-78. В качестве связующего вещества применяется огнеупорный раствор, состоящий из огнеупорной глины (22%), шамотного порошка (74%), жидкого стекла (2%), и фоскона (АХФС 2%). Толщина швов 1-2 мм, термокомпенсационные швы не выкладываются. Далее по шаблону набивается слой футеровки из корундовой набивной массы 5 с корочкой гарнисажа. Первоначальная подсушка и прокалка производится переносными горелками, а затем печь прокаливается по графику прокалки. Следует отметить, что введенный теплоизоляционный слой, состоящий из трех слоев муллито кремнеземистого войлока 39 и слоя шамотного легковеса 40, позволяет снизить потери тепла в окружающую среду, а также дает возможность дополнительно сохранять температуру металла во вращающейся плавильной печи для переработки отходов цветных металлов. При этом срок службы печи увеличивается из-за использования корундовой набивной массы 5 с корочкой гарнисажа 41, которая имеет высокую огнеупорность и стойкость.
В крышках 8 размещаются инжекционные газовые горелки 11 фиг. 2. Следует отметить, что гидропривода поворота крышек 8 загрузочных отверстий 7 с установленными в них 9-ти смесительными инжекционными горелками 11 состоят из двух силовых цилиндров 42, смонтированных на двух стойках 43 с приваренными к ним стальными опорами 44, причем стойки 43 и стальные опоры 44 приварены к стальным плитам 45, а последние закреплены в полу цеха. При этом каждый силовой цилиндр 42 закреплен тремя обоймами 46 к подставке 47.
На полу цеха крепится колонна 48 механизма поворота крышки 8, в которой поворачивается на угол 100° от силового цилиндра 42 вал 49 с закрепленным на нем кронштейном 50 и приваренным к нему патрубком 51 по которому подается по газопроводу газ в 9-ти смесительную инжекционную горелку 11. На кронштейне 50 размещается крышка 8, в которой закреплена инжекционная горелка 11, работающая на природном газе, а также патрубок 52 для вывода отходящих газов из печного пространства фиг. 2.
Вращающаяся плавильная печь для переработки отходов цветных металлов имеет три летки 53 (две для слива металла фиг. 4 центральная и правая и одну для скачивания шлака - левая), выполненные в быстросменных леточных конических втулках 54 фиг. 12 изготовленных из корундовой набивной массы для обеспечения возможности их замены без остановки печи, при этом замена быстросменных лёточных втулок производится без разрушения футеровки печи. Каждая быстросменная лёточная коническая втулка 54 плотно входит в стакан 55 и крепится в нем четырьмя стальными пластинами 56. На цилиндрическом корпусе 1 печи приварены четыре шпильки 57, на которых четырьмя гайками 58, четырьмя пружинными шайбами 59 крепится стакан 55 и четыре стальные пластины 56 фиг 12, 13. На шпильки 57 устанавливают стальные пластины 56, пружинные шайбы 59 и навинчивают на шпильки 57 гайки 58. При этом замена быстросменной лёточной втулки 54 производится в течение 10-12 минут. Каждая быстросменная лёточная коническая втулка 54, изготовленная из корундовой набивной массы имеет высокую огнеупорность и стойкость и позволяет увеличить срок службы печи.
При этом, электропривод вращения печи включает в себя: электродвигатель 60 тип АИРЕ 100S4 с реверсивным устройством мощностью 2,2 кВт, муфту 61, двухступенчатый редуктор 62, зубчатую передачу 63, муфту 64, вал 65 с двумя насаженными на него зубчатыми колесами 66, которые входят в зацепление с двумя зубчатыми ободами 67, приваренными к корпусу печи фиг. 4. Печь двумя ободами 68 без зубьев опирается на четыре опорных ролика 69 и вращается, причем предложенный электропривод вращения печи с двумя зубчатыми ободами 67 отличается тем, что обеспечивает плавное без заеданий, без опрокидывающих и изгибающих моментов, без быстрого износа элементов привода вращение печи. Цилиндрический корпус 1 печи в горизонтальном положении свободно лежит на четырех опорных роликах 69. Опорные ролики 69 имеют ось 65 и укреплены в литых кронштейнах 70, крепящихся к железобетонным тумбам 71. Железобетонные тумбы 71 являются опорой печи, они фиксируются в полу цеха. Для осуществления вращения печи два опорных ролика 69, два зубчатых колеса 66 имеют общий вал 65, который через муфту 64 соединен с приводом вращения печи. Печь при помощи привода может совершать вращательные движения вокруг оси для улучшения теплоотдачи от футеровки к шихте, а также для перемешивания металла в печи и его слива.
Из печи наплавленный металл из двух металлических лёток 53 разливается по широкому стальному стационарному футерованному раздваивающемуся желобу 72 и попадает во вращающееся колесо 73 разливочного конвейера 74 и разливочную карусель 75, а шлак скачивается в стационарный стальной футерованный желоб 76, по которому попадает в футерованную чашу 77 поворотного желоба 78, а затем в шлаковни 79 фиг. 1. Такая система разливки металла и шлака со стационарными и поворотными желобами улучшает условия труда обслуживающего персонала, увеличивает зону обслуживания, позволяет ускорить процесс разливки жидкого металла и шлака.
Более того в каждой крышке 8, закрывающей загрузочное отверстие 7 смонтирован патрубок 52, а также печь выполнена с возможностью работы на естественной и искусственной тяге с системой пыле газоочистки для достижения экологически чистого процесса, включающей : два зонта 80, систему газоходов 81 с опорами 82, камеру смешения 83, дымосос 84, четырех секционный агрегат пыле газоочистки 85 фиг. 1, 2. Следует также отметить, что зонты 80 приварены к балкам 86, которые опираются на стойки 87, закрепленные в полу цеха. В одном газоходе 81 смонтированы два взрывных клапана 88 с ручками 89, причем все газоходы укладываются на подкладки 90, приваренные к верхнему торцу опор 82. Для прочности конструкции к каждому зонту 80 и каждой балке 86 приварен уголок 91 фиг. 4. Прежде чем начать рассматривать систему пыле газоочистки следует уточнить следующие моменты:
1. На стальном корпусе 1 печи приварены восемь проушен 92, которые предназначены для транспортировки стального корпуса 1 печи или печи в целом.
2. Для предотвращения продольного перемещения печи 1на постаменте 93 печи с торцов печи залиты два вращающихся прижимных ролика 94.
3. При замене износившейся быстросменной лёточной конической втулки 54 отвинчивают четыре гайки 58, снимают четыре стальные пластины 56 и четыре пружинные шайбы 59, извлекают за ручки 95 износившуюся быстросменную лёточную коническую втулку 54, ставят в стакан 55 новую. Печь снабжена системой пыле газоочистки для достижения экологически чистого процесса плавки и при этом установка пыле газоочистки имеет следующую характеристику: производительность по очищаемому газу 42000 м3/час, степень очистки по фтористому водороду 65%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 93%, степень очистки по окиси азота 85%, степень очистки по окиси алюминия 82%, степень очистки по пыли 91%, уровень звука не более 75 ДБА.
Из приведенной технической характеристики системы пыле газоочистки видно, что она имеет широкий спектр очистки вредных веществ, содержащихся в дымовых газах, а также содержащейся в них пыли.
Система пыле газоочистки включает в себя: камеру смешения 83, дымосос ДН-12,5 поз. 84, четырех секционный блок пыле газоочистки 85 фиг. 1.
Четырех секционный пыле газоочистной блок 85 состоит из четырех единичных сварных блока, причем каждый сварной блок представляет собой сборный стальной цилиндрической формы корпус 96, в нижней части которого имеется нижняя поворотная загрузочная решетка 97 с отверстиями фиг. 14. В средней части цилиндрического корпуса 96 имеется верхняя поворотная загрузочная решетка 98 с отверстиями. Поворот решеток вокруг осей осуществляется с помощью рукояток 99, закрепленных на осях. Выше нижней поворотной загрузочной решетки 97 расположен нижний загрузочный патрубок 100. Выше верхней поворотной загрузочной решетки 98 расположен верхний загрузочный патрубок 101. В верхней части цилиндрического корпуса 96 размещены вращающиеся рукавные фильтры (не показаны) в количестве 10 штук, которые улавливают пылевидные частицы из дымовых газов. Вверху каждого сварного блока на обслуживающей площадке 102 размещен привод вращения рукавных фильтров, состоящий из электродвигателя 103, муфты 104, червячного редуктора (не показан) и зубчатой тарелки 105.
В верхней части цилиндрического корпуса 96 закреплена на четырех кронштейнах 106 каждого сварного блока обслуживающая площадка 102, которая опирается на десять опор 107 и имеет слева лестницу 108. На обслуживающей площадке 102 закреплена рама 109, на которой смонтирована воздуходувка 110 с электродвигателем 111. На верхнюю 98 поворотную загрузочную решетку и нижнюю 97 поворотную загрузочную решетку раз в неделю с приставной лестницы загружается адсорбент: активированный уголь, селикагель, березовый уголь, известь «пушонка». Отработанный адсорбент и пыль собираются в конусной части 112 цилиндрического корпуса 96. Очищаемые газы из печи подаются в четырех секционный пыле газоочистной блок 85 по трубе 113, а с трубой 113 соединены все входные патрубки 114 единичных сварных блоков фиг. 1, 14. Отработанный адсорбент выгружается через нижнюю горловину 115 цилиндрического корпуса 96 в тару (не показана) и увозится в отвал. Для наблюдения за ходом процесса очистки дымовых газов в цилиндрическом корпусе 96 выполнены три глазка 116. Так как дымовые газы, выходящие из печи имеют температуру больше 800-900°С, то обычно перед дымососом 84 устанавливают камеру смешения 83, в которой дымовые газы разбавляются воздухом цеха, при этом их температура снижается до 150-170°С фиг. 1. В камере смешения 83 установлены два шибера: один из которых 117 закрывает или открывает подачу в дымосос отходящих газов, другой 118 регулирует подачу свежего воздуха для разбавления им продуктов горения. В качестве дымососа принят дымосос мод. ДН-12,5, который имеет рабочую температуру до 250°С. После очистки дымовых газов от вредных веществ на загрузочных решетках 97,98 в «кипящем слое» они очищаются от пыли во вращающихся рукавных фильтрах, находящихся в верхней части цилиндрического корпуса 96 поступают в воздуходувку 110 и далее из всех воздуходувок 110 по трубе 119 попадают в дымовую трубу 120, по которой удаляются в атмосферу фиг. 1.Обслуживающая площадка 121 с лестницей 122 служит и для обслуживания шиберов 117, 118, 123, установленных в камере смешения 83 и на трубе 124.
Печь работает на естественной тяге следующим образом. Плавильщик металла и сплавов открывает шибер 123, шиберы 117 и 118 на камере смешения 83 закрыты, при этом тяга в печи должна составлять 5-20 даПа.
Открываются краны подачи газа (не показаны), расположенные около входных патрубков 125 инжекционных горелок 11, производится их розжиг, а также производится прокалка печи по графику прокалки. Далее измельченная на шредере шихта проходит магнитную сепарацию и подается в виброзагрузочные машины 9 ленточными транспортерами (не показано), отводятся крышки 8 загрузочных отверстий 7 с закрепленными на них газовыми инжекционными горелками 11. Перед загрузкой шихты в печь загружают адсорбент в четырех секционный блок пыле газоочистки 85. Виброзагрузочные машины 9 перемещаются по рельсовым путям 10 к печи и их лотки входят в загрузочные отверстия 7. Включаются механизмы вибрации виброзагрузочных машин 9 и шихта по лоткам падает в предварительно прокаленную печь. Включаются механизмы поворота крышек 8 загрузочных отверстий 7, при этом крышки 8 закрывают загрузочные отверстия 7. Производится розжиг горелок 11, пламя горелок 11 нагревает лом в печи до температуры плавления. Металл плавится и накапливается в печи. После полного расплавления загруженного в печь лома, загружается вторая, третья порция шихты, проплавляется, после обработки флюсом жидкого металла и подтверждении лабораторией спектрального анализа марки получаемого сплава, открывают две летки 53 и жидкий металл вытекает через них на желоб 72 и по нему в изложницы карусели 75 и в разливочное колесо 73, далее, в изложницы разливочного конвейера 74. После слива металла из печи, закрывают лётки 53, открывают шлаковую лётку 53 и скачивают шлак по желобам 76, 78 в шлаковни 79. При плавке и разливке дымовые газы из печи по трубе 124 попадают в дымовую трубу 120, а из нее в атмосферу. Далее плавильщики затыкают летки 53 и цикл повторяется. Работа на естественной тяге производится в случае ремонта отдельных агрегатов установки пыле газоочистки, а также, если предприятие расположено на значительном удалении от жилых массивов и дачных участков, при этом приземные концентрации вредных веществ не превышают предельно допустимые нормативы.
Существенно отметить, что при работе печи на искусственной тяге, когда шиберы 117, 118 открыты, а шибер 123 закрыт, продукты горения пройдя камеру смешения 83 разбавляются в ней воздухом цеха, далее дымососом 84 подаются в четырех секционный пыле газоочистной блок 85. Дымовые газы проходят в нем очистку от вредных соединений в «кипящем слое» и пыли, поступают по трубе 119 в дымовую трубу 120 и удаляются в атмосферу. Операции при работе печи на искусственной тяге выполняются такие же, как и при работе печи на естественной тяге, но добавляются операции: загрузки адсорбента, включения четырех секционного блока пыле газоочистки 85, включения дымососа 84. Очистка дымовых газов делает процесс экологически чистым.
Итак, предлагаемая печь является высокопроизводительной, имеющей большой срок эксплуатации, позволяющей: использовать алюминиевую стружку, алюминиевый лом, алюминиевый шлак, снизить потери тепла в окружающую среду за счет теплоизоляции, вести процесс переплава на естественной или искусственной тяге с системой пыле газоочистки, что делает его экологически чистым.


Изобретение относится к вращающейся плавильной печи для переработки отходов цветных металлов, в частности алюминиевых ломов. Печь содержит цилиндрический корпус с передней и задней торцевыми стенками, привод его вращения, горелочное устройство, два загрузочных отверстия с крышками, две лётки для слива расплава металла и лётку для слива шлака, имеет теплоизоляционный слой, состоящий из трех слоев муллитокремнеземистого войлока и слоя шамотного легковеса, на который набит слой футеровки из корундовой набивной массы с корочкой гарнисажа, загрузочные отверстия расположены в передней и задней торцевых стенках печи, горелочное устройство выполнено в виде двух газовых инжекционных цилиндрических горелок, закрепленных в крышках, закрывающих загрузочные отверстия. Каждая газовая инжекционная цилиндрическая горелка имеет четыре смесителя с насадками и пять смесителей без насадок. В каждой крышке, закрывающей загрузочное отверстие, выполнен газоход. Три летки выполнены в быстросменных леточных конических втулках из корундовой набивной массы для обеспечения возможности их замены без остановки печи. Печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки для достижения экологически чистого процесса, содержащей два зонта, систему газоходов с опорами, камеру смешения, дымосос, четырехсекционный агрегат пылегазоочистки. Загрузка шихты в печь производится с помощью двух виброзагрузочных машин. Обеспечиваются малые потери тепла, повышение производительности и увеличение срока эксплуатации печи. 7 з.п. ф-лы, 14 ил.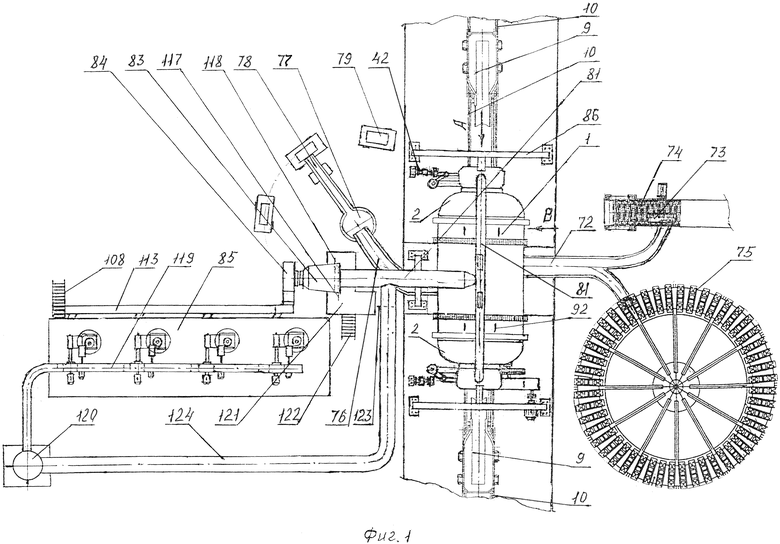
1. Вращающаяся плавильная печь для переработки отходов цветных металлов, содержащая цилиндрический корпус с передней и задней торцевыми стенками, горелочное устройство, загрузочное отверстие, лётку для слива расплава металла и лётку для слива шлака, привод вращения печи, отличающаяся тем, что она имеет две лётки для слива расплавленного металла по широкому стальному футерованному желобу, раздваивающемуся на два желоба, один из которых предназначен для слива металла в разливочный конвейер, а другой - для разливки металла в карусель, неподвижный стальной футерованный желоб и пристыкованную к нему поворотную чашу с приваренным длинным разливочным носком с двумя ручками, предназначенный для слива по нему шлака из шлаковой летки в шлаковни, теплоизоляционный слой, состоящий из трех слоев муллитокремнеземистого войлока и слоя шамотного легковеса, на который набит слой футеровки из корундовой набивной массы с корочкой гарнисажа, два загрузочных отверстия, расположенных в передней и задней торцевых стенках корпуса печи, при этом горелочное устройство выполнено в виде двух газовых инжекционных цилиндрических горелок, закрепленных в крышках, закрывающих загрузочные отверстия, каждая из которых имеет девять смесителей, причем центральный и три периферийных смесителя снабжены насадками, а пять периферийных смесителей выполнены без насадок, при этом каждая крышка, закрывающая загрузочное отверстие, имеет гидропривод, в каждой крышке смонтирован патрубок с газоходом, при этом печь выполнена с возможностью работы на естественной и искусственной тяге с системой пылегазоочистки, содержащей два зонта, систему газоходов с опорами, камеру смешения, дымосос, четырехсекционный агрегат пыле газоочистки.
2. Печь по п. 1, отличающаяся тем, что две лётки для слива расплава металла и лётка для слива шлака выполнены в быстросменных леточных конических втулках для обеспечения возможности их замены без остановки печи, причем каждая быстросменная лёточная коническая втулка выполнена из корундовой набивной массы.
3. Печь по п. 1, отличающаяся тем, что смесители, насадки к смесителям, туннель - рассекатель и литой стабилизирующий пламя туннель, надетый на объединяющую смесители газораспределительную камеру и на кожух горелки, изготовлены из жаростойкого и износостойкого чугуна марки ЧХ 32, содержащего Cr=30-34%, С=1,5-3,2%, Р не более 0,1%, S не более 0,08%, Ti до 0,14%, Mn не более 1,0%.
4. Печь по п. 1, отличающаяся тем, что гидроприводы поворота крышек загрузочных отверстий с установленными в них 9-ти смесительными инжекционными горелками состоят из двух силовых цилиндров, смонтированных на двух стальных подставках, закрепленных на них тремя обоймами каждый, причем подставки приварены к стойкам с опорами, при этом стойки с опорами приварены к стальным плитам, которые выполнены с возможностью крепления к полу цеха.
5. Печь по п. 1, отличающаяся тем, что центральный смеситель представляет собой литую трубу диаметром 80×9 мм с внутренними ребрами и длиной 280 мм, в которой по периферии под углом 26°±1° к оси смесителя просверлены четыре сопла с зенковкой входной части 1 мм под углом 90°, верхняя часть центрального смесителя имеет наружную резьбу М72, а нижняя - наружную резьбу М68, при этом насадка к центральному смесителю имеет в верхней части внутреннюю резьбу М68, а внизу - наружную резьбу М90, на которую навинчивается туннель - рассекатель.
6. Печь по п. 1, отличающаяся тем, что каждый из трех периферийных смесителей с насадкой представляет собой литую трубу диаметром 61×9 мм, в которой по периферии просверлены четыре сопла под углом 26°±1° к их осям с зенковкой входной части 0,5 мм под углом 90°, при этом навинчивающиеся на периферийные смесители насадки имеют внутренний диаметр 43 мм, длину 54 мм, причем на внутренней поверхности каждой насадки выполнены 12 литых ребер.
7. Печь по п. 1, отличающаяся тем, что электропривод вращения печи включает электродвигатель с реверсивным устройством, муфту, двухступенчатый редуктор, зубчатую передачу, муфту, вал с двумя насаженными на него зубчатыми колесами, которые входят в зацепление с двумя зубчатыми ободами, приваренными к корпусу печи.
8. Печь по п. 1, отличающаяся тем, что четырехсекционный агрегат пылегазоочистки выполнен с обеспечением производительности по очищаемому газу 42000 м3/час, степени очистки по фтористому водороду 65%, степени очистки по окиси меди 86%, степени очистки по окиси углерода 93%, степени очистки по окиси азота 85%, степени очистки по окиси алюминия 82%, степени очистки по пыли 91% и уровню звука не более 75 ДБА.
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2000 |
|
RU2171437C1 |
| ВРАЩАЮЩАЯСЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2016 |
|
RU2617082C1 |
| ВРАЩАЮЩАЯСЯ БАРАБАННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2013 |
|
RU2542033C2 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| Трал для лова рыбы | 1985 |
|
SU1243663A1 |

