Описание
Заявленное изобретение относится к области изготовления изоляции из минеральной ваты, в частности к области формирования и отверждения секций трубной изоляции из минеральной ваты.
Предметом изобретения является устройство для формирования секций трубной изоляции из минеральной ваты, в котором при отверждении минеральной ваты используют микроволновое излучение. Другим предметом изобретения является способ формирования секций трубной изоляции из минеральной ваты, в котором при отверждении минеральной ваты используют микроволновое излучение.
Уровень техники
Отверждение отдельной заготовки секции из минеральной ваты выполнялось ранее подачей энергии отверждения, обеспечиваемой посредством тепла, генерируемого газовой горелкой. К недостаткам такого процесса отверждения относятся обширная система отверждающих воздушных труб, регулярное очищение, необходимое для системы отверждающих труб, и выбросы в атмосферу в результате процесса отверждения. Замена тепла, генерируемого газовой горелкой, микроволновым излучением позволяет упростить формирующее секцию устройство, решить проблему очистки (нет обширной система труб) и сэкономить энергию и сократить выбросы.
В настоящее время обычно в процессе изготовления секций из минеральной ваты наносят минеральную вату на нагретый сердечник, после чего сердечники вместе с минеральной ватой на них переносят в формы и выполняют отверждение посредством продувания горячего воздуха (около 200-250°C) сквозь минеральную вату. Эта технология требует расхода большого количества энергии для нагревания и перемещения воздуха и, кроме того, продувание воздуха сквозь минеральную вату приводит к частичной переориентации волокон и создает "воздушные каналы" в образце и тем самым ухудшает его изолирующие свойства, в то время как система воздуховодов и вентиляторов также требует регулярного обслуживания и очистки. Соответственно, существует потребность в сокращении потребляемой энергии, рабочих операций, а также в повышении качества продукции.
Общее описание изобретения
Упомянутая выше потребность в сокращении рабочих операций с целью сокращения затрат на производство может быть удовлетворена посредством устройства согласно изобретению для формирования секций трубной изоляции из минеральной ваты, причем указанное устройство содержит участок отверждения секций трубной изоляции из минеральной ваты, содержащий одну или более форм, цилиндрических со стороны внутренней поверхности, при этом участок отверждения секций трубной изоляции из минеральной ваты дополнительно содержит сердечники, установленные по одному внутри каждой формы или выполненные с возможностью установки в ней и извлечения из нее, причем для каждой формы предусмотрены первые элементы для ее нагревания, по меньшей мере, по ее внутренней поверхности, и вторые элементы для воздействия на секции из минеральной ваты, установленные в формах, с помощью микроволнового излучения, причем указанные вторые элементы представляют собой генераторы, служащие для передачи микроволновой энергии к каждой форме посредством проводящих модулей и переходных элементов, при этом указанные сердечники выполнены из материала, нагревающегося под воздействием микроволнового излучения.
Причем, когда сердечник изначально установлен в форме, то специальные наматывающие элементы подают минеральную вату в форме мата или листа через отверстия в форме.
В устройстве согласно изобретению первыми элементами для нагревания формы, по меньшей мере, по ее внутренней поверхности могут быть, например, индуктивные элементы, элементы электрического сопротивления, газовые горелки и т.д.
В одном предпочтительном варианте реализации устройства согласно изобретению сердечник выполнен из стали. Удивление изобретателей настоящего изобретения вызвал тот факт, что сталь на самом деле может быть использована с микроволнами, поскольку даже неспециалистам известно, что стальные предметы не могут быть помещены в микроволновую печь, поскольку в этом случае при работе микроволновой печи возникает искрение. В обычном понимании специалистов в результате реакции стали на микроволновое излучение, как правило, образуется "концентрация" энергии и это может вызывать эффект типа короткого замыкания в случае, когда плотность энергии становится достаточно высокой. Однако с удивлением было обнаружено, что использование стального сердечника позволяет изготавливать довольно однородно затвердевшие секции трубной изоляции из минеральной ваты при условии, что выбрана соответствующая микроволновая частота и осуществляется мониторинг качества результата отверждения. Было обнаружено, что стальной сердечник одновременно и нагревается под воздействием микроволнового излучения, и отражает микроволны и что стальной сердечник может быть поэтому использован как для отверждения внутреннего канала секции трубной изоляции из минеральной ваты, так и для распространения энергии микроволн по всей секции трубной изоляции. Хотя мы и не имеем желания углубляться в теории, мы все же полагаем, что причина, по которой стальные сердечники нагреваются посредством микроволнового излучения, обусловлена ферримагнитными свойствами стали.
В устройстве согласно изобретению каждая форма содержит предпочтительно выполненные с возможностью разъединения и соединения нижнюю и верхнюю части, в которых, когда нижняя и верхняя части разъединены друг с другом, в нижнюю часть может быть помещен сердечник, вокруг которого нанесен лист минеральной ваты для образования трубчатого слоя минеральной ваты.
Устройство предпочтительно дополнительно включает наматывающие элементы для намотки первоначального листа минеральной ваты в форме мата, по меньшей мере, в виде одного слоя вокруг сердечника для трубчатой по существу заготовки секции из минеральной ваты. Указанные наматывающие элементы образуют отдельный блок, который предпочтительно выполнен отдельно от формы и из которого сердечник и минеральная вата, нанесенная вокруг него для трубчатой по существу заготовки секции из минеральной ваты, могут быть перенесены и установлены в форму. В одном предпочтительно варианте реализации устройства согласно изобретению количество форм составляет не меньше двух, предпочтительно, например, восемь. Минеральная вата содержит, например, каменную или стеклянную вату.
Способ формирования секций трубной изоляции из минеральной ваты в устройстве, содержащем участок отверждения секций трубной изоляции из минеральной ваты, содержащий одну или более форм, цилиндрических со стороны внутренней поверхности, при этом участок отверждения секций трубной изоляции из минеральной ваты дополнительно содержит сердечники, установленные по одному внутри каждой формы или выполненные с возможностью установки в нее и извлечения из нее, причем способ содержит следующие шаги:
наматывают лист минеральной ваты вокруг сердечника,
нагревают одну или более форму, цилиндрическую со стороны ее внутренней поверхности,
воздействуют на установленные в форме секции трубной изоляции из минеральной ваты с помощью микроволнового излучения,
причем указанные сердечники выполнены из материала, нагревающегося под воздействием микроволнового излучения.
В одном предпочтительно варианте реализации способа согласно изобретению сердечник выполнен из стали. Количество форм составляет не меньше двух, отверждение выполняют как групповое отверждение.
В способе согласно изобретению указанную одну или более форму, которая является цилиндрической со стороны своей внутренней поверхности, предпочтительно нагревают, например, с помощью электрических резисторов.
В способе согласно изобретению дополнительно предпочтительно, что лист минеральной ваты наматывают вокруг сердечника снаружи формы, после чего устанавливают сердечник в форме. Таким образом, предпочтительно, чтобы сердечник нагревали до того, как наматывают лист минеральной ваты вокруг сердечника. Минеральная вата содержит, например, каменную или стеклянную вату.
Устройство (первые нагревательные элементы) и способ согласно изобретению позволяют использовать для нагревания форм любые нагревательные приспособления, известные специалистам в данной области техники, например индуктивные элементы, элементы электрического сопротивления, газовые горелки и т.д. Устройство и способ согласно изобретению также обеспечивают возможность нагревания сердечников посредством упомянутых выше нагревательных приспособлений, например посредством использования, например, индуктивных элементов, элементов электрического сопротивления, газовых горелок и т.д.
Изобретение будет описано более подробно посредством примеров со ссылкой на прилагаемые чертежи, на которых
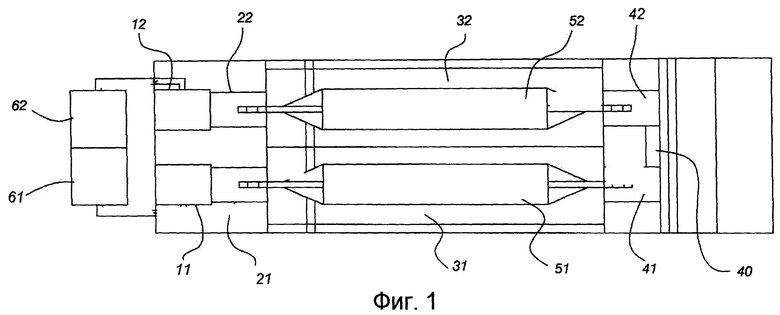
фиг.1 иллюстрирует схематически на виде сверху формирующее секцию трубной изоляции устройство согласно изобретению, содержащее две формы и находящееся в закрытом рабочем состоянии,
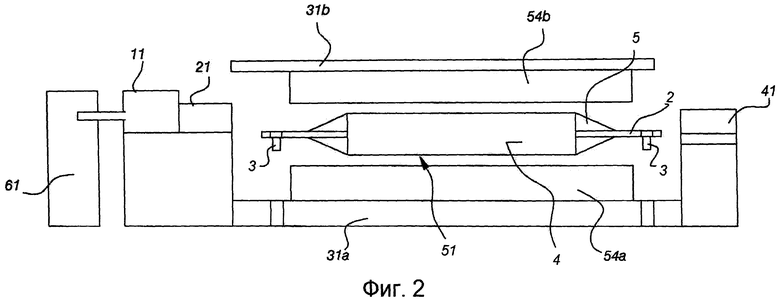
фиг.2 иллюстрирует схематически на виде сбоку формирующее секцию трубной изоляции устройство, изображенное на фиг.1 и находящееся в состоянии загрузки/разгрузки,
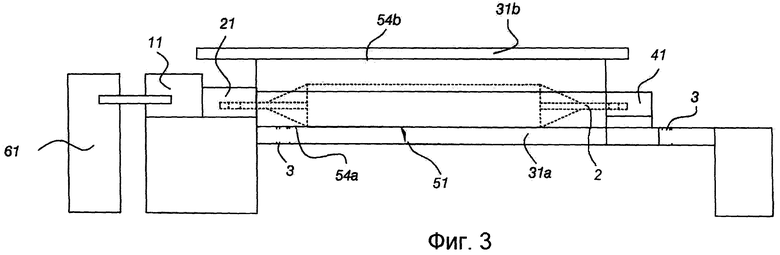
фиг.3 иллюстрирует схематически на виде сбоку формирующее секцию трубной изоляции устройство, изображенное на фиг.1 и находящееся в закрытом рабочем состоянии.
Подробное описание изобретения
Вариант реализации изобретения, представленный далее в качестве примера, не должен быть истолкован как ограничивающий прилагаемую формулу изобретения.
Фиг.1 иллюстрирует один вариант реализации формирующего секцию трубной изоляции устройства согласно изобретению, причем указанное формирующее секцию устройство содержит две формы 31, 32, и каждая форма имеет один сердечник 51, 52. Формы 31, 32 имеют полость, имеющую цилиндрическую или трубчатую форму. Устройство в соответствии с фиг.1 обеспечивает возможность формирования и отверждения двух секций трубной изоляции из минеральной ваты одновременно. Устройство согласно изобретению, включая вариант реализации, изображенный на фиг.1, является устройством, предназначенным для группового изготовления секций трубной изоляции из минеральной ваты. В этом варианте реализации изобретения сердечники 51, 52 устройства выполнены из стали. Минеральная вата, использованная для секций трубной изоляции, может содержать, например, каменную вату или стеклянную вату. Для облегчения понимания минеральная вата, использованная впоследствии в описываемом варианте реализации, представляет собой каменную вату, но в описанном далее варианте реализации для секции трубной изоляции также может быть использована вместо каменной ваты стеклянная вата.
В варианте реализации, изображенном на фиг.1, имеются два микроволновых генератора 61, 62, два проводящих модуля 11, 12 и два переходных элемента 21, 22. Дополнительно каждая из двух форм 31, 32 устройства снабжена одним противоположным переходным элементом 41, 42 с соединительным каналом 40 между ними для распространения микроволн в обоих направлениях между противоположными переходными элементами 41, 42.
В устройстве, показанном на фиг.1, процесс отверждения каменной ваты, находящейся в формах 31, 32 и нанесенной вокруг сердечников, начинается посредством подведения микроволновой энергии к каждой из форм 31 и 32 с помощью двух генераторов 61, 62 следующим образом: первый генератор 61 служит для передачи микроволновой энергии посредством первого проводящего модуля 11 и первого переходного элемента 21 в первую форму 31, из которой микроволновая энергия распространяется посредством первого противоположного переходного элемента 41, соединительного канала 40 и второго противоположного переходного элемента 42 во вторую форму 32 и далее посредством второго переходного элемента 22 ко второму проводящему модулю 12. Аналогичным образом, второй генератор 62 служит для передачи микроволновой энергии в противоположном порядке в противоположным направлении, а именно посредством второго проводящего модуля 12 и второго переходного элемента 22 во вторую форму 32, из которой микроволновая энергия распространяется посредством второго противоположного переходного элемента 42, соединительного канала 40 и первого противоположного переходного элемента 41 в первую форму 31 и далее посредством первого переходного элемента 21 к первому проводящему модулю 11. В процессе передачи микроволнового излучения в каждую форму каждый сердечник 51, 52 внутри формы нагревается посредством микроволнового излучения, тем самым создавая внутренний канал в каждой секции трубной изоляции из каменной ваты. Дополнительно, сердечники под воздействием микроволнового излучения отражают микроволновую энергию в образец секции трубной изоляции из каменной ваты по ее толщине и тем самым отверждается каменная вата, находящаяся между внешней и внутренней поверхностями секции трубной изоляции из каменной ваты.
Фиг.2 иллюстрирует на виде сбоку формирующее секцию трубной изоляции устройство, изображенное выше на фиг.1, которое находится в своем открытом состоянии всего лишь с одной парой форма-сердечник 31, 51 и подсоединенным непосредственно к ним генератором 61, при этом на чертеже видны проводящий модуль 11, переходный элемент 21 и противоположный переходный элемент 41. Когда формирующее секцию трубной изоляции устройство находится в своем открытом состоянии, в каждую из форм 31 может быть загружен сердечник 51, вокруг которого обернут подлежащий отверждению лист каменной ваты (не изображен на чертеже), или из каждой формы 31 может быть извлечен сердечник 51 с полностью затвердевшей секцией трубной изоляции из каменной ваты вокруг него. Приведенное в качестве примера устройство имеет соединительную нижнюю опору 31а, поддерживающую нижнюю часть 54а каждой формы 31, а также соединительную верхнюю опору 31b, поддерживающую верхнюю часть 54b каждой из форм 31. Формы 31 открывают и закрывают посредством опускания и поднимания нижней опоры 31а с помощью подъемной платформы (не изображена на чертеже), установленной под ней. Верхняя опора 31b вместе со своей верхней частью 54b формы также выполнена с возможностью опускания и подымания, хотя и с меньшей степенью по сравнению с нижней опорой.
Когда формы 31 находятся в открытом состоянии, каждый сборочный блок, содержащий микроволновый генератор 61, 62, проводящий модуль 11, 12 и переходный элемент 21, 22, а также каждый соответствующий противоположный переходный элемент 41, 42 также находятся в открытом состоянии, что подразумевает, что они были перемещены достаточно далеко друг от друга, чтобы обеспечить возможность сердечникам 51, 52 быть установленными или загруженными в нижние части 54a в настоящий момент открытых форм 51 или быть извлеченными из форм. Сборочные блоки, содержащие микроволновый генератор 61, 62, проводящий модуль 11, 12 и переходный элемент 21, 22, а также каждый соответствующий противоположный переходный элемент 41, 42, таким образом, выполнены с возможностью движения относительно друг друга еще дальше или ближе совместно в направлении продольной оси формы и сердечника.
Сердечники 51 содержат огибающую поверхность 4 и передаточный вал 2, выходящий с каждого их конца. Сердечники полностью выполнены из стали. Сердечники выполнены с возможностью переноса внутрь форм и из них с помощью несущих элементов 3, прикрепляемых к передаточным валам 2 сердечников с каждого конца сердечников, так что сердечники будут помещены между разнесенными на расстояние верхней и нижней частями 54a, 54b форм, после чего нижняя опора 31а вместе со своей нижней частью 54a формы поднимается с помощью подъемной платформы, так что верхняя и нижняя части формы входят в соприкосновение друг с другом и тем самым заключают внутри себя сердечники вместе с подлежащей отверждению ватой.
На фиг.3 форма находится в закрытом состоянии, а именно в рабочем состоянии, тем самым заключая внутри себя сердечник, окруженный каменной ватой. Это может быть реализовано посредством поднимания нижней опоры 31a, опирающейся на подъемную платформу (не изображена на чертеже), в ее верхнее положение, а также перемещения в продольном направлении сборочного блока, содержащего микроволновый генератор 61, 62, проводящий модуль 11, 12 и переходный элемент 21, 22, и каждый соответствующий противоположный переходный элемент 41, 42 в направлении друг друга в закрытое положение. В рабочем состоянии несущие элементы 3 отсоединены от свободных концов передаточных валов 2 каждого сердечника 51, и один конец вала неподвижно зафиксирован внутри переходного элемента 21, 22 и другой конец вала - внутри противоположного переходного элемента 41, 42.
Нанесение минеральной ваты на сердечники, например, в этом частном примере каменной ваты, происходит снаружи форм, затем из этого положения сердечники переносят с помощью несущих элементов на формирующее секцию трубной изоляции устройство. Нанесение каменной ваты на сердечники, например, происходит таким образом: каменную вату в форме листа наматывают вокруг нагретого сердечника в виде, по меньшей мере, одного слоя. Нагревание сердечников до наматывания каменной ваты может быть выполнено на блоке наматывания каменной ватой с помощью индуктивных элементов или газового пламени. С другой стороны, нагревание поверхностей внутренней полости алюминиевой формы может быть выполнено с помощью электрических резисторов. После заключения в формы нагретые сердечники не нуждаются в дополнительном нагреве, поскольку стальные сердечники нагреваются под воздействием микроволновой энергии, тем самым осуществляя отверждение внутренних каналов секций трубной изоляции из каменной ваты. Дополнительно, стальные сердечники также распространяют микроволновую энергию по толщине секций трубной изоляции из каменной ваты с помощью отражения микроволн от стали.
Описанное выше устройство является одним из примеров реализации устройства согласно изобретению и не должно служить в качестве ограничения прилагаемой формулы изобретения.
Количество форм в устройстве изобретения может быть 1+n (n=0, 1, 2, …), где количество переходных элементов и сердечников в устройстве соответственно также 1+n. Четное количество форм является более эффективным в отношении затрат, но также возможно нечетное количество форм.
Устройство согласно изобретению используется для изготовления полностью затвердевших образцов в отдельной партии или, в случае фиг.1, двух секций трубной изоляции из затвердевшей каменной ваты. В устройстве согласно изобретению как форму, так и сердечник нагревают, каменную вату наносят на каждый горячий сердечник, который (которые) переносят в форму, и каменную вату отверждают с помощью микроволнового излучения, в результате получается полностью затвердевший образец или секция трубной изоляции из каменной ваты. Минеральная вата, использованная в этом частном примере, являлась каменной ватой, но, как было указано ранее, изобретение также может быть реализовано, например, с использованием стеклянной ваты вместо каменной ваты.
Способ согласно изобретению является групповым процессом, а именно он включает открывание формы, "загрузку" сердечников с ватой вокруг них, закрывание формы, выполнение отверждения с помощью микроволнового излучения, завершение микроволнового излучения, открывание формы, вынимание образцов и аналогичной загрузки новых и т.д.
Применительно к изобретению было обнаружено, что рабочая частота микроволн составляет 915 МГц или 2,45 ГГц.
В приведенном выше примере микроволновое излучение передают с концов сердечника в продольном направлении. Специалистам в данной области техники известно, каким образом микроволны могут передаваться в другом направлении, отличном от продольного. Другим вариантом может быть передача микроволн в поперечном направлении относительно оси сердечников.
Устройство и способ предназначены для формирования секций трубной изоляции из минеральной ваты. Устройство содержит участок отверждения секций трубной изоляции из минеральной ваты, содержащий одну или более форм (31, 32), цилиндрических со стороны внутренней поверхности, при этом участок отверждения секций трубной изоляции из минеральной ваты дополнительно содержит сердечники (51, 52), установленные по одному внутри каждой формы или выполненные с возможностью установки в нее и извлечения из нее, причем для каждой формы (31, 32) предусмотрены первые элементы для нагревания формы, по меньшей мере, по ее внутренней поверхности, и вторые элементы для воздействия на секции трубной изоляции из минеральной ваты, установленные в формах, с помощью микроволнового излучения, причем указанные вторые элементы представляют собой генераторы (61, 62), служащие для передачи микроволновой энергии к каждой форме посредством проводящих модулей (11, 12) и переходных элементов (21, 22), при этом указанные сердечники выполнены из материала, нагревающегося под воздействием микроволнового излучения. Технический результат - сокращение потребляемой энергии и повышение качества продукции. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Устройство для формирования секций трубной изоляции из минеральной ваты, содержащее участок отверждения секций трубной изоляции из минеральной ваты, содержащий одну или более форм (31, 32), цилиндрических со стороны внутренней поверхности, при этом участок отверждения секций трубной изоляции из минеральной ваты дополнительно содержит сердечники (51, 52), установленные по одному внутри каждой формы или выполненные с возможностью установки в нее и извлечения из нее, причем для каждой формы (31, 32) предусмотрены первые элементы для нагревания формы, по меньшей мере, по ее внутренней поверхности, и вторые элементы для воздействия на секции трубной изоляции из минеральной ваты, установленные в формах, с помощью микроволнового излучения, причем указанные вторые элементы представляют собой генераторы (61, 62), служащие для передачи микроволновой энергии к каждой форме посредством проводящих модулей (11, 12) и переходных элементов (21, 22), при этом указанные сердечники выполнены из материала, нагревающегося под воздействием микроволнового излучения.
2. Устройство по п.1, в котором сердечники выполнены из стали.
3. Устройство по любому из пп.1 или 2, в котором каждая форма (31, 32) содержит выполненные с возможностью разъединения и соединения нижнюю и верхнюю части (54а, 54b), в котором, когда нижняя и верхняя части формы разъединены друг с другом, в нижнюю часть может быть помещен сердечник, вокруг которого нанесен лист минеральной ваты для образования по существу трубчатого слоя минеральной ваты.
4. Устройство по любому из пп.1 или 2, содержащее наматывающие элементы для намотки листа минеральной ваты в форме мата, по меньшей мере, в виде одного слоя вокруг сердечника для по существу трубчатой заготовки секции трубной изоляции из минеральной ваты, причем указанные наматывающие элементы образуют отдельный блок, который выполнен отдельно от указанной формы и откуда сердечник и минеральная вата, нанесенная вокруг него для по существу трубчатой заготовки секции трубной изоляции из минеральной ваты, могут быть перенесены и установлены в указанную форму.
5. Способ формирования секций трубной изоляции из минеральной ваты в устройстве, содержащем участок отверждения секций трубной изоляции из минеральной ваты, содержащий одну или более форм (31, 32), цилиндрических со стороны внутренней поверхности, при этом участок отверждения секций трубной изоляции из минеральной ваты дополнительно содержит сердечники (51, 52), установленные по одному внутри каждой формы или выполненные с возможностью установки в нее и извлечения из нее, причем данный способ содержит следующие этапы:
наматывают лист минеральной ваты вокруг сердечника,
нагревают одну или более форму, цилиндрическую со стороны ее внутренней поверхности,
воздействуют на установленные в форме секции трубной изоляции из минеральной ваты с помощью микроволнового излучения, причем указанные сердечники выполнены из материала, нагревающегося под воздействием микроволнового излучения.
6. Способ по п.5, в котором каждый сердечник выполнен из стали.
7. Способ по любому из пп.5 или 6, в котором лист минеральной ваты наматывают вокруг каждого сердечника снаружи формы, после чего сердечник устанавливают в форме.
8. Способ по любому из пп.5 или 6, в котором каждый сердечник нагревают до того, как наматывают лист минеральной ваты вокруг сердечника.
| АППАРАТ И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ТРУБНОЙ СЕКЦИИ ИЗ МИНЕРАЛЬНОЙ ВАТЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ИЗОЛЯЦИОННЫХ ЦЕЛЕЙ | 2006 |
|
RU2376139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ РУКАВОВ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2004 |
|
RU2335690C2 |
| Способ изготовления теплоизоляционных элементов для труб и гильза для изоляции труб | 1982 |
|
SU1558310A3 |
| Загрузочная для торфоформирующих машин (прессов) воронка с дробильным устройством | 1913 |
|
SU12148A1 |
| Устройство для усиления слабых электрических импульсов | 1936 |
|
SU50898A1 |
| US 3498862 A, 03.03.1970 | |||

