Способ относится к машиностроению и может быть использован при стабилизации геометрии деталей за счет выравнивания остаточных напряжений в их поверхностном слое, в том числе при сложной форме участка обработки.
Известен способ магнитно-импульсной обработки [1, с.421], заключающийся в заполнении пространства между индуктором и деталью ферромагнитной жидкостью, позволяющей повысить плотность тока в пространстве.
К недостаткам способа относится выбрасывание жидкости из пространства при одновременном начале ее затвердевания и действия импульса тока, что делает протекание тока нестабильным и не приводит к стабилизации геометрии деталей по всей зоне обработки сложнофасонных поверхностей, вызывает необходимость повышения энергии импульса и длительности процесса.
Известен способ электромагнитной импульсной обработки [2, стр.94-95, 130-134], заключающийся в получении деформации заготовки за счет действия импульсов разрядного тока.
К недостаткам способа относится неуправляемое нарастание деформации заготовки за счет суммирования воздействия всех полупериодов тока, что может вызвать пластическую деформацию заготовки, а в случае сложной геометрии деталей создать местные изменения поверхностных напряжений, даже в случае сохранения их величины после обработки, что приводит к постоянной деформации деталей в период их эксплуатации.
Наиболее близким к заявленному является способ комбинированной магнитно-импульсной обработки [3], заключающийся в воздействии импульсами тока, подаваемыми генератором в зазор между электродами в токопроводящей среде.
К недостаткам способа относится невозможность удержания жидкости в открытом пространстве между индуктором и обрабатываемой деталью при воздействии мощных импульсов тока, используемых при стабилизации, что вызывает неравномерность стабилизации, большие потери подводимой энергии через воздушные зазоры в пространстве.
Изобретение направлено на повышение плотности энергии в импульсе до предельного значения в начале пластической деформации материала, повышение коэффициента полезного использования подводимой энергии, ускоренное достижение выравнивания остаточных напряжений на всех участках поверхностного слоя детали в среде реологической жидкости после магнитно-импульсной обработки и стабилизации ее геометрии.
Это достигается способом магнитно-импульсной обработки детали, включающим обработку детали импульсами тока, осуществляемую индуктором с двухконтурным генератором с индуктивностью и емкостным накопителем, в котором перед обработкой пространство между индуктором и деталью, размещенными во вторичном контуре генератора, заполняют ферромагнитной реологической жидкостью, при этом время зарядки емкостного накопителя в первичном контуре генератора устанавливают равным времени затвердевания реологической жидкости, а интервал времени между импульсами ограничивают длительностью нахождения реологической жидкости в затвердевшем состоянии.
Способ поясняется фигурами 1 и 2.
На фигуре 1 показана схема генератора импульсов, включающего источник низковольтного тока 1, в первичном контуре 2 выключатель 3, регулируемое сопротивление 4, индуктивность 5, емкостной накопитель энергии 6, индуктор-возбудитель 7, реологическую ферромагнитную жидкость 8, обрабатываемую деталь 9, размещенную во вторичном контуре 10 генератора.
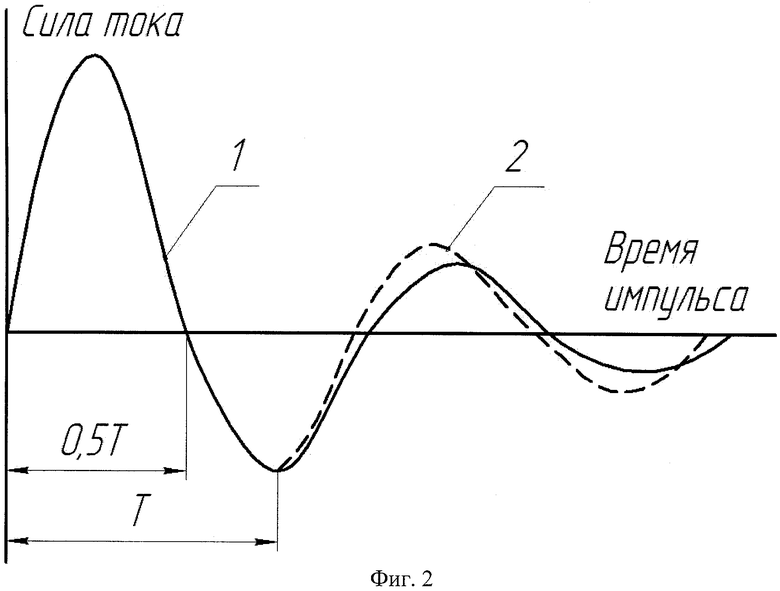
На фигуре 2 показана динамика изменения силы тока в течение импульса, где первый период обозначен «Т». Кривая 1 показывает динамику расчетного изменения силы тока, 2 - возможные отклонения силы тока в полупериодах, следующих за первым.
Способ осуществляется в следующей последовательности. Перед обработкой пространство между индуктором 7 и деталью 9, размещенными во вторичном контуре 10 генератора, заполняют ферромагнитной реологической жидкостью 8. От источника тока 1 в первичном контуре 2 генератора через выключатель 3 ток поступает на регулируемое сопротивление 4 и через индуктивность 5 заряжает емкостной накопитель 6 энергией импульса. Одновременно ток от источника 1, поступая через индуктор 7 и деталь 9, вызывает затвердевание жидкости 8 в пространстве между индуктором 7 и деталью 9. При сложной геометрической форме зоны обработки детали 9 жидкость 8 обеспечивает выравнивание магнитного поля [1, с.421] и более полное использование энергии импульса по всей поверхности обрабатываемой детали 9. Время затвердевания жидкости 8 под действием магнитного поля определяется экспериментально и находится в пределах 1-3 мкс, что определяет величину индуктивности 5 (формула VII.4 [2, с.94]) при известной емкости накопителя 6. По уравнению VII.2 [2, с.94] находят регулируемый параметр - сопротивление 4, обеспечивающий время зарядки емкостного накопителя 6, равного времени затвердевания жидкости 8.
После достижения в накопителе 6 расчетной энергией импульса во вторичном контуре 10 генератора происходит импульс тока с полупериодом «0,5Т» (фигура 2), который проходит через реологическую жидкость 8 и вызывает импульсное перемещение части детали 9 под индуктором 7. Это выравнивает внутренние напряжения в поверхностном слое детали 9 и стабилизирует ее геометрию при любом профиле поверхности.
Из [2, с.94, рис.VII.3] видно, что энергия импульса может возрастать из-за полупериодов, последующих за первым «0,5Т» (фигура 2), особенно из-за случайных факторов, сопровождающих прохождение импульса (например, колебания напряжений в разрядном вторичном контуре 10 [2, с.94, формула VII.1]). Это вызывает отклонение кривой 2 (фигура 2) от расчетной 1 (фигура 2) и может вызвать превышение предельно допустимой энергии импульса, обеспечивающей перемещение детали 9 под действием импульса в пределах упругих деформаций. Наличие индуктивности 5 устраняет воздействие последующих за первым полупериодом «0,5Т» слабоуправляемых полупериодов 2 (фигура 2), что позволяет достичь предельно допустимой (с позиции эффективности и полезного использования энергии) энергии импульса, не вызывающего пластической деформации детали.
Пример применения способа.
На модернизированной установке модели 4042 производства Харьковского филиала ЭНИИЛИТМАШ с установленной индуктивностью (расчетная величина 1,8 Гн) выполнялась магнитно-импульсная обработка корпусных литых стоек металлорежущих станков из чугуна СЧ18 с выступами 2-3 мм на обрабатываемой поверхности. Согласно технологического процесса обработанные детали измеряются на наличие неуравновешенных напряжений путем оценки изменения геометрии в течение 1 суток для станков нормальной точности и 90 суток - для прецизионных станков.
В ранее использованной технологии импульсной стабилизации в воздушной среде расстояние от индуктора до углублений детали составляло 4 мм. При энергии импульса 1,5 кДж и времени обработки 20 минут достигнута стабилизация геометрии в пределах 0,5 мм на 1 м длины, что допустимо только для станков нормальной точности.
При использовании реологической жидкости и расчетных параметров процесса по предлагаемому способу энергия импульса была снижена до 0,6 кДж, при этом плотность энергии повышена в 4 раза, зазор между индуктором и углублением был заполнен реологической жидкостью, а время обработки снизилось до 0,3 минуты. Измерения геометрии детали в течение 90 суток показали погрешность 0,05 мм на 1 м длины, что соответствует требованиям к прецизионным станкам. Затраты энергии на процесс снизились в 2,5-3 раза. Таким образом, цель изобретения была достигнута.
Источники информации
1. Полетаев В.А. Применение ферромагнитной жидкости при упрочнении зубьев гарнитуры чесальных машин импульсной магнитной обработкой / В.А. Полетаев, Н.Д. Такендо // Современная электротехнология в машиностроении: сб. тр., Тула: ТГУ, 2002 - С.417-425.
2. Электрофизические и электрохимические методы обработки материалов. В 2 т. Т.2 / Под ред. В.П. Смоленцева. М.: Высшая школа, 1983 - 208 с.
3. Патент 2333822 (РФ) В.П. Смоленцев, В.Н. Гореликов, Е.Г. Сухочева, A.M. Гренькова, А.И. Болдырев. Способ комбинированной магнитно-импульсной обработки деталей лопаточных машин и устройство для его осуществления. 2008, Бюл. №26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации | 2019 |
|
RU2716387C1 |
| Устройство для намагничивания и размагни-чиВАНия элЕМЕНТОВ МАгНиТНыХ СиСТЕМ иМпульСНыММАгНиТНыМ пОлЕМ | 1979 |
|
SU830593A1 |
| Способ стабилизации геометрических параметров цилиндрических деталей | 2023 |
|
RU2833570C1 |
| Одновитковый индуктор сильного аксиального магнитного поля (варианты) | 2020 |
|
RU2746269C1 |
| ЭЛЕКТРОМАГНИТНЫЙ ГЕНЕРАТОР ФОКУСИРОВАННЫХ УДАРНЫХ ВОЛН | 1997 |
|
RU2139687C1 |
| СПОСОБ ИНТЕНСИФИКАЦИИ ДОБЫЧИ НЕФТИ, ЛИКВИДАЦИИ И ПРЕДОТВРАЩЕНИЯ ОТЛОЖЕНИЙ В НЕФТЕГАЗОДОБЫВАЮЩИХ И НАГНЕТАТЕЛЬНЫХ СКВАЖИНАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2713552C1 |
| ЛИНЕЙНЫЙ ИНДУКЦИОННЫЙ УСКОРИТЕЛЬ | 1972 |
|
SU324722A1 |
| Способ обработки изделий | 1990 |
|
SU1759947A1 |
| Устройство для магнитно-импульсного прессования деталей из порошкового материала | 1988 |
|
SU1523251A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЙ АСФАЛЬТОСМОЛОПАРАФИНОВЫХ ОТЛОЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2348794C2 |

Изобретение относится к машиностроению и может быть использовано при стабилизации геометрии деталей за счет выравнивания остаточных напряжений в их поверхностном слое, в том числе при сложной форме участка обработки. Способ включает обработку детали импульсами тока, осуществляемую индуктором с двухконтурным генератором с индуктивностью и емкостным накопителем. При этом перед обработкой пространство между индуктором и деталью, размещенными во вторичном контуре генератора, заполняют ферромагнитной реологической жидкостью, причем время зарядки емкостного накопителя в первичном контуре генератора устанавливают равным времени затвердевания реологической жидкости, а интервал времени между импульсами ограничивают длительностью нахождения реологической жидкости в затвердевшем состоянии. Изобретение обеспечивает повышение плотности энергии в импульсе до предельного значения в начале пластической деформации материала и повышение коэффициента полезного использования подводимой энергии, а также позволяет ускорить достижение выравнивания остаточных напряжений на всех участках обрабатываемого поверхностного слоя детали. 2 ил., 1 пр.
Способ магнитно-импульсной обработки детали, включающий обработку детали импульсами тока, осуществляемую индуктором с двухконтурным генератором с индуктивностью и емкостным накопителем, отличающийся тем, что перед обработкой пространство между индуктором и деталью, размещенными во вторичном контуре генератора, заполняют ферромагнитной реологической жидкостью, при этом время зарядки емкостного накопителя в первичном контуре генератора устанавливают равным времени затвердевания реологической жидкости, а интервал времени между импульсами ограничивают длительностью нахождения реологической жидкости в затвердевшем состоянии.
| СПОСОБ КОМБИНИРОВАННОЙ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЛОПАТОЧНЫХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333822C1 |
| ОСЯЗАТЕЛЬНЫЙ СПОСОБ ЧТЕНИЯ СЛЕПЫМИ ПЕЧАТНОГО ТЕКСТА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1948 |
|
SU79261A1 |
| Установка для магнитно-импульсного деформирования | 1990 |
|
SU1731361A1 |
| SU 1570129 A1, 20.05.1999 | |||
| СИСТЕМА ЭЛЕКТРОННЫХ ДЕТОНАТОРОВ | 2001 |
|
RU2255303C2 |

