Изобретение касается способа экструзии пластических масс, в частности расплавов полимеров и смесей таких расплавов, прежде всего термопластов и эластомеров, особо предпочтительно - поликарбоната и смесей поликарбонатов, также с подмесом других веществ, как то: твердых веществ, жидкостей, газов или других полимеров, или других смесей полимеров с улучшенными внешними свойствами, с помощью многовального экструдера с особыми геометрическими параметрами шнеков.
Экструзия - известный процесс, применяемый при изготовлении, подготовке и обработке полимеров. Под экструзией подразумевают обработку вещества или смеси веществ в двухшнековом или многовальном экструдере с вращением в одном направлении, который подробно описан в [1] ([1]: Kohlgrüber. Der gleichläufige Doppelschneckenextruder, HanserVerlag, München, 2007).
Действия с пластическими массами во время экструзии включают в себя одну или несколько из следующих операций: перемещение (транспортировка), расплавление, диспергирование, смешение, выдавливание жидких компонентов, дегазация и повышение давления.
При изготовлении полимеров экструзия служит, например, для удаления из полимера летучих компонентов, как то: мономеров или остаточного растворителя ([1], стр.192-212), для проведения реакций полиприсоединения и поликонденсации, а также при необходимости - для расплавления и конфекционирования полимеров и, возможно, смешения добавок с полимером.
При подготовке полимеров с помощью экструзии изготавливают прежде всего смеси полимеров с добавками или присадками либо же армирующими веществами, а также красителями, а кроме того, смеси различных полимеров, которые отличаются друг от друга, например, по химическому составу, молекулярной массе или структуре молекул (см., например, [1] стр.59-93). Этот способ, называемый также компаундированием, служит для подготовки к изготовлению готовой пластмассовой формовочной массы (компаунда) с применением пластмассового сырья, которое обычно пластифицируют, добавляя и смешивая с полимером заполнители и/или армирующие вещества, размягчители, усилители сцепления, средства, облегчающие скольжения, стабилизаторы, красители и т.д. Подготовка часто включает в себя также и удаление летучих компонентов, как, например, воздуха и воды. Подготовка может также включать в себя химическую реакцию, как, например, прививку, модификацию функциональных групп или модификацию молекулярной массы посредством целенаправленного его увеличения или уменьшения.
Как широко известно и описано, например, в [1] на страницах 169-190, смешение можно подразделить на дистрибутивное и дисперсивное смешивание. Под дистрибутивным (распределительным) смешиванием подразумевают равномерное распределение различных компонентов в некотором рассматриваемом объеме. Дистрибутивное смешивание имеет место, например, при смешивании однородных полимеров. При дисперсивном смешивании сначала распределяют частицы твердого вещества, капли жидкости или пузыри газа. При распределении необходимо прилагать достаточно значительные усилия сдвига, чтобы преодолеть, например, поверхностное натяжение на границе раздела между расплавом полимера и присадкой. Под смешиванием ниже всегда подразумевают дистрибутивное и дисперсивное смешивание.
В публикации [1], начиная со страницы 73, описано перемещение расплава и повышение давления. Зоны транспортировки расплава предназначены для того, чтобы переместить продукт из одной рабочей зоны в другую, а также ввести в него наполнители. Зоны транспортировки расплава заполнены, как правило, частично, как, например, при транспортировке продукта из одной рабочей зоны в другую при дегазации, а также в зонах выдержки.
При обработке полимеров последние обычно переводят в форму полуфабриката, готового к применению продукта или детали. Обработку можно проводить, например, методами литья под давлением, экструзии, выдувания пленки, вытягивания пленки или формования волокна. При обработке возможны также смешение полимеров с наполнителями и добавками и присадками, а также химическая модификация, как, например, вулканизация.
Как известно специалисту, экструзию полимеров целесообразно проводить на шнековых машинах с двумя или при необходимости более валами.
Двухвальные или при необходимости многовальные машины с синфазным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (германский патент DE 862668). В изготовлении, подготовке и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Такие шнековые машины обладают, как известно, высокой эффективностью смешивания, высокой эффективностью дегазации и расплавления полимеров. Преимущества в качестве изготовленных с помощью этих машин продуктов обусловлены тем, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, в книге Klemens Kohlgrüber. Der gleichläufige Doppelschneckenextruder, Hanser Verlag, München, 2007, S.96 ff [1]. В ней описаны конструкции одноходовых, двух- и трехходовых профилей.
Специалисту известно, что в области гребней шнека подвергается диссипации в расплаве особенно большое количество энергии, что ведет к сильному местному перегреву продукта. Это представлено, например, в [1], начиная со стр.160. Этот локальный перегрев может повредить продукту, например может изменить его запах, цвет, химический состав или молекулярную массу либо же может вызвать нарушение гомогенности, например, гелеобразных включений или крапин. Особо вреден при этом большой наклон винтовой линии.
Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами. Как правило, в настоящее время применяют шнековые элементы с двухходовыми или трехходовыми профилями, поскольку из-за большого угла наклона винтовой линии энергопоступление при использовании одноходового шнекового профиля очень высоко.
В известном уровне техники [1] (см., например, стр.101) геометрические характеристики шнековых элементов с точной очисткой скоблением задают, указывая следующие независимые величины: число витков Z, расстояние между осями А и диаметр корпуса (соответствует диаметру контура точной очистки скоблением DE). При этом число витков представляет собой число дуг окружности каждого элемента, очищающих внешнюю стенку. Угол такой круговой дуги относительно центра вращения называют углом наклона винтовой линии (далее также "угол гребня") KW0. Внешний радиус профиля в области угла гребня равен радиусу корпуса. На нынешнем техническом уровне KW0 не является величиной, регулируемой в зависимости от поставленной задачи, а определяется уравнением 1 (Ур.1)

где KW0 - это угол гребня профиля с точной очисткой скоблением в дуговой мере, а π - отношение длины окружности к ее диаметру (π ≈3,14159). Сумма углов гребня пары элементов с плотным зацеплением SKW0 автоматически составляет

Специалисту известно, что шнековые профили с прямой очисткой скоблением нельзя непосредственно вставить в двухшнековый экструдер, наоборот, между шнековыми элементами и корпусом и/или между самими шнеками должен быть промежуток (зазор, люфт). Геометрические параметры изготовленных шнеков специалист получает на основе контура шнеков с точной очисткой скоблением, используя известные методы, как это описано, например, в [1]. В книге [1], начиная со стр.28, описаны различные возможные стратегии работы с подающими элементами. При использовании приведенных в этом тексте продольных или пространственных эквидистант углы гребня KWA0 шнеков, изготовленных в реальности, как это, например, представлено в [1] на стр.100, уменьшаются по сравнению с углом KW0. В частности, к уменьшению KWA0 ведет значительный зазор между шнеками. Большой зазор между шнеками, предназначенный для уменьшения угла гребня, однако, невыгоден, поскольку из-за этого уменьшается эффект взаимной очистки шнеков, а продолжительность пребывания материалов на поверхности шнековых элементов возрастает, что ведет к локальному повреждению продукции и, следовательно, к ухудшению ее качества. Кроме того, специалисту известно, что увеличение зазоров отрицательно влияет на эффективность шнековых элементов в плане транспортировки и формирования давления, так что, если необходимо выполнять некоторую конкретную технологическую задачу, то зазоры нельзя делать слишком большими.
Поэтому существовала задача найти способ экструзии полимеров, объединяющий выгоды уменьшенного гелеобразования в силу самоочистки и преимущества качества при низкой температуре.
Неожиданным образом эту задачу удается решить посредством применения дегазирующего синхронного экструдера с плотным зацеплением с использованием шнековых элементов, имеющих особые геометрические параметры.
Поэтому предметом изобретения является способ обработки пластических масс, в частности расплавов полимеров и смесей расплавов полимеров, прежде всего термопластов и эластомеров, особо предпочтительно - поликарбоната и смесей поликарбонатов, также с подмесом других веществ, как то: твердых веществ, жидкостей, газов или других полимеров, или других смесей полимеров с применением синхронного дегазирующего экструдера с плотным зацеплением с использованием попарно вращающихся в одном направлении и попарно точно очищающих друг друга скоблением шнековых валов, имеющих два (или более) хода шнека, отличающихся тем, что сумму углов гребня (SKW) пары элементов можно выбирать произвольно, причем она больше 0 и меньше, чем
где Z - это число витков (ходов шнека), А - расстояние между осями двух шнековых элементов, a DE - наружный диаметр шнековых элементов. В шнековых элементах согласно изобретению геометрические параметры толкающей и тянущей боковой сторон можно по потребности регулировать по отдельности, а канты, ограничивающие гребни, закруглять также по потребности.
При этом изобретение не ограничено шнековыми элементами обычной ныне модульной конструкции, состоящей из шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки.
Число витков Z шнековых элементов согласно изобретению предпочтительно составляет 2, 3, 4, 5, 6, 7 или 8; особо предпочтительные его значения - от 2 до 4.
Наружный радиус профиля шнека составляет RE=DE/2, внутренний диаметр DK, а внутренний радиус RK=DK/2. Поэтому всегда справедливо A=RE+RK.
Создающий и создаваемый профили шнековых элементов согласно изобретению ("профили шнека", "шнековые профили") формируются из дуг окружности, которые переходят друг в друга по касательной (тангенциально). Создающий и создаваемый профиль шнековых элементов согласно изобретению в каждом случае состоят по меньшей мере из 6*Z дуг окружности.
Размер дуги окружности задается ее центральным углом и радиусом. В дальнейшем центральный угол дуги окружности для краткости называется углом дуги окружности. Положение дуги окружности задается положением его центра и положением обеих его конечных точек.
Профиль шнековых элементов согласно изобретению отличается тем, что радиус одной или нескольких дуг окружности может иметь нулевое значение. В этом случае в профиле имеются один или несколько перегибов.
Предварительно заданный профиль шнека на первом валу двухшнекового экструдера ("формирующий") однозначно определяет профиль шнека на соседнем втором валу ("формируемого"). Соответственно, профиль шнека на первом валу двухшнекового экструдера называют формирующим профилем шнека, в то время как профиль шнека на соседнем втором валу двухшнекового экструдера называют формируемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Профили шнеков согласно изобретению всегда замкнутые и выпуклые. Сумма углов отдельных дуг окружности для каждого элемента всегда составляет 2π.
Шнековые элементы согласно изобретению отличаются тем, что в каждом случае дуга окружности создаваемого профиля шнека "соответствует" дуге окружности создающего профиля шнека. Под понятием "соответствовать" подразумевают, что
- углы соответствующих дуг имеют равную величину,
- сумма радиусов соответствующих дуг равна расстоянию между осями,
- в каждом случае одна из линий, соединяющих центр дуги окружности создающего профиля шнека с ее конечными точками, проходит параллельно одной из линий, соединяющих центр соответствующей дуги окружности создаваемого профиля шнека с ее конечными точками,
- направления на конечные точки дуги окружности создающего профиля шнека от центра дуги окружности в каждом случае противоположны направлениям на конечные точки соответствующей дуги окружности создаваемого профиля шнека от центра дуги окружности,
- центр дуги окружности создающего профиля шнека находится от центра соответствующей дуги окружности создаваемого профиля шнека на таком расстоянии, которое соответствует расстоянию между осями,
- линия, соединяющая центр дуги окружности создающего профиля шнека с центром соответствующей дуги окружности создаваемого профиля шнека параллельна линии, соединяющей центр вращения создающего профиля шнека с центром вращения создаваемого профиля шнека,
- направление, в котором надо сдвинуть центр дуги окружности создающего профиля шнека, чтобы перекрыть центр соответствующей дуги создаваемого профиля шнека, идентично тому, в котором необходимо сдвинуть центр вращения создающего профиля шнека, чтобы перекрыть центр вращения создаваемого профиля шнека.
На фиг.1 показан пример двух соответствующих дуг окружности. Центр вращения создающего шнека - DR, а центр вращения создаваемого шнека - DL. На этой фигуре дуга окружности 1 - создающая, а дуга окружности 1' - создаваемая.
У создающего профиля шнека шнекового элемента согласно изобретению Z дуг окружности радиусы равны RE и центры совпадают с центром вращения ("дуги гребня").
У создающего профиля шнека шнекового элемента согласно изобретению Z дуг окружности радиусы равны RK и центры совпадают с центром вращения ("дуги паза"). У соответствующего создаваемого профиля шнека - также Z дуг гребня и Z дуг паза.
Сумму углов дуг гребня и дуг паза в создающем профиле шнека согласно изобретению можно выбирать произвольно, она больше 0 и меньше.
Сумма углов всех дуг гребня создаваемого и создающего профиля шнека равна сумме углов гребня и паза создающего профиля шнека и согласно изобретению она больше 0 и меньше, чем
В предпочтительном варианте исполнения шнековых элементов, применяемых при реализации способа согласно изобретению, дуги гребня и дуги паза расположены так, что при движении вокруг профиля они появляются попеременно, т.е. при круговом движении за каждой дугой гребня следует дуга паза, а за каждой дугой паза - дуга гребня. В случае создаваемого профиля шнека из этого неизбежным образом следует, что дуги гребня и дуги паза расположены так, что при движении вокруг профиля они появляются попеременно, т.е. при круговом движении за каждой дугой гребня следует дуга паза, а за каждой дугой паза - дуга гребня.
В предпочтительной форме исполнения шнековые элементы, применяемые согласно изобретению, имеют один и тот же профиль на обоих валах за исключением поворота относительно соответствующего центра вращения профиля на π/Z для четных Z.
Еще в одной предпочтительной форме исполнения шнековые элементы, применяемые согласно изобретению, обладают точечной (центральной) симметрией относительно центра вращения данного профиля, но не осевой симметрией.
Еще в одной предпочтительной форме исполнения шнековые элементы, применяемые согласно изобретению, симметричны относительно линий, проходящих через середину дуг гребня и дуг паза. Соответственно, у шнекового элемента с числом ходов Z имеется 2*Z осей симметрии.
Шнековые элементы предпочтительно применяют в качестве транспортировочных элементов. Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом транспортировочный элемент может быть правым или левым. Шаг транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, причем под шагом подразумевают длину по оси, необходимую на полный оборот профиля шнека, а длина по оси транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин диаметра шнека.
В шнековых профилях шнековых элементов согласно изобретению возможны зазоры, составляющие величину в пределах от 0,1 до 0,001 относительно диаметра профиля шнека, предпочтительно от 0,002 до 0,05, а особо предпочтительно - от 0,004 до 0,02. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же могут быть одинаковы. Зазоры также могут быть постоянны или варьировать в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Специалисту известны методы, предназначенные для того, чтобы вывести профиль шнека с зазором из заданного профиля шнека с точной очисткой скоблением. Возможные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр.28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты, причем все они известны специалисту. При увеличении межосевого расстояния конструируют профиль шнека с меньшим диаметром и раздвигают на величину зазора между шнеками. В методе с эквидистантой продольного сечения кривую профиля в продольном сечении (параллельно оси вращения данного элемента) сдвигают на половину зазора между шнеками перпендикулярно кривой профиля внутрь в направлении оси вращения. В методе с использованием пространственной эквидистанты исходя из пространственной кривой, по которой истираются шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Предпочтительно применять эквидистанту продольного сечения и пространственную эквидистанту, особо предпочтительно пространственную эквидистанту.
Фиг.2 изображает поперечные сечения профилей двухходовых шнековых элементов, известных из уровня техники. Межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 58 мм, внутренний диаметр соответственно равен 38 мм, а угол гребня KW0 в радианах 0,3788 (соответствует 21,7°). Сумма всех углов гребня SKW0 в радианах составляет 1,5152.
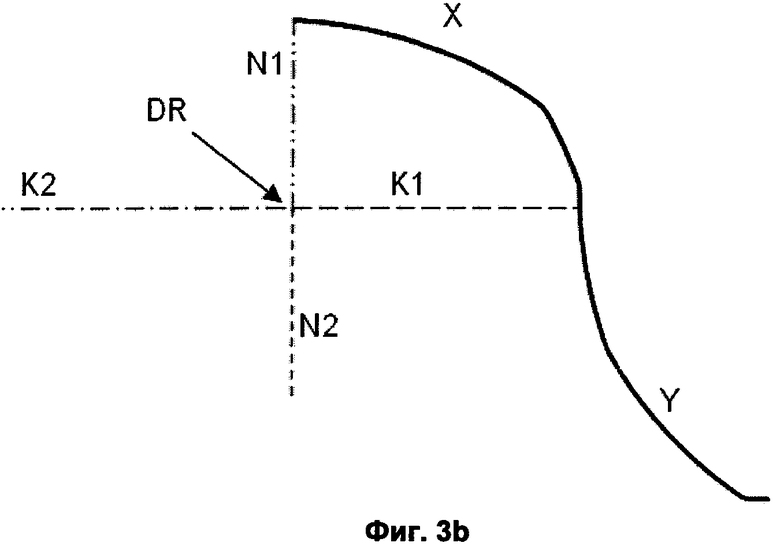
На фиг.3а и 3b схематически представлены примеры поперечного сечения части профиля Х создающего профиля шнека и соответствующей ему части профиля Y создаваемого профиля двухходовых шнековых элементов, применяемых согласно изобретению. Часть профиля Х образована дугами окружности 1, 2, 3, 4, 5 и 6. Часть профиля Y образована соответствующими этим дугам части профиля Х дугами 1', 2', 3', 4', 5' и 6'. Каждая дуга однозначно определяется своими центрами M1, М2, …, М6 и M1', M2', …, М6', углами и радиусами (см. Фиг.3а).
В настоящем примере межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 58 мм, а внутренний диаметр 38 мм, дуга окружности 1 - дуга гребня части создающего профиля, а дуга окружности 6 - дуга паза. Радиус дуги 2 равен нулю, т.е. создающий профиль имеет перегиб на дуге гребня.
Для ясности изображения на фиг.3b обозначения дуг и центров отсутствуют. Части профиля Х и Y идентичны частям профиля, показанным на фиг.3а.
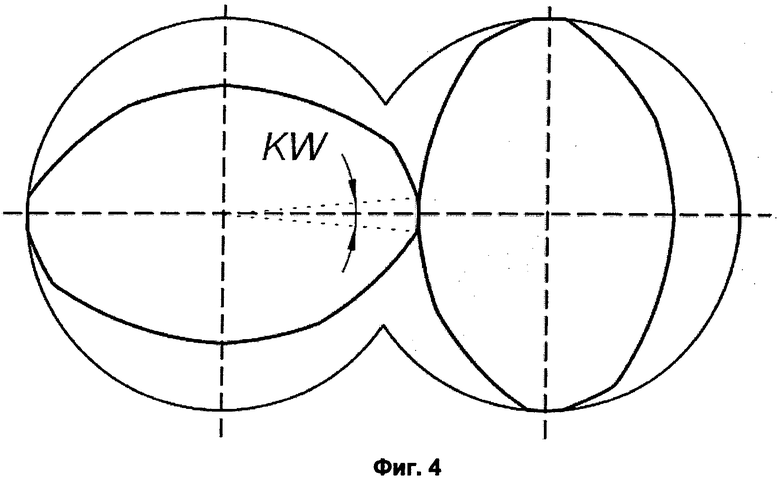
На фиг. 4 схематически изображены поперечные сечения шнековых элементов, применяемых согласно изобретению с точечно-симметричным профилем шнека, получающимся согласно фиг.3а или 3b, если с соблюдением точечной симметрии продолжить части профиля, показанные на фиг.3а и 3b. Все углы гребня идентичны и равны 0,17454 (10°). В качестве примера показан угол гребня KW. Сумма всех углов гребня SKW составляет 0,698, менее половины того значения, которым характеризуется элемент нынешнего технического уровня. Это очевидное преимущество по сравнению с нынешним техническим уровнем. Этот профиль шнека обладает также еще и тем преимуществом, что при вращении по часовой стрелке толкающая сторона образует значительно больший угол с корпусом, чем тянущая сторона, что при частичном заполнении опять же означает меньшую энергоподачу. Также направление вращения можно изменить на противоположное, что вызовет повышенное растяжение на гребне.
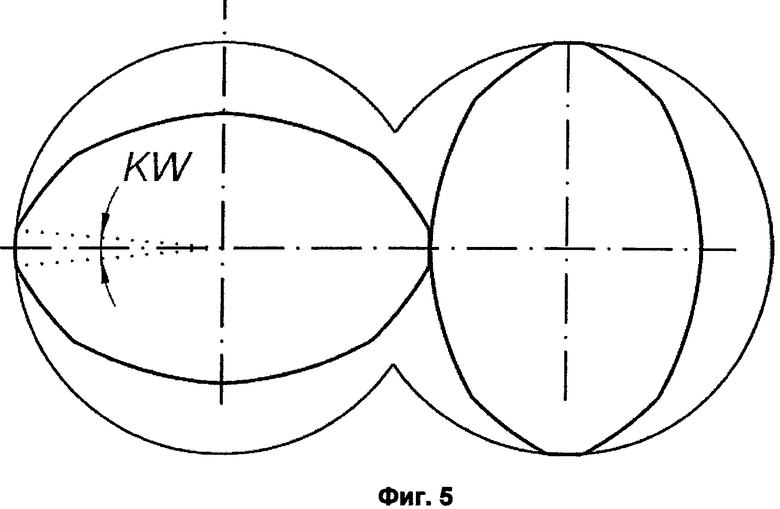
Фиг.5 представляет собой схематическое изображение сечения шнековых элементов, применяемых согласно изобретению, профиль которых обладает точечной и зеркальной симметрией. В настоящем примере межосевое расстояние равно 48 мм, наружный диаметр профиля шнека 58 мм, внутренний диаметр соответственно 38 мм, а каждый из углов гребня 0,175 (10°). В качестве примера показан угол гребня KW. Сумма всех углов гребня SKW составляет 0,69813, менее половины суммы углов гребня, которой характеризуется элемент нынешнего технического уровня. В этом случае преимущество состоит в уменьшенной диссипации энергии.
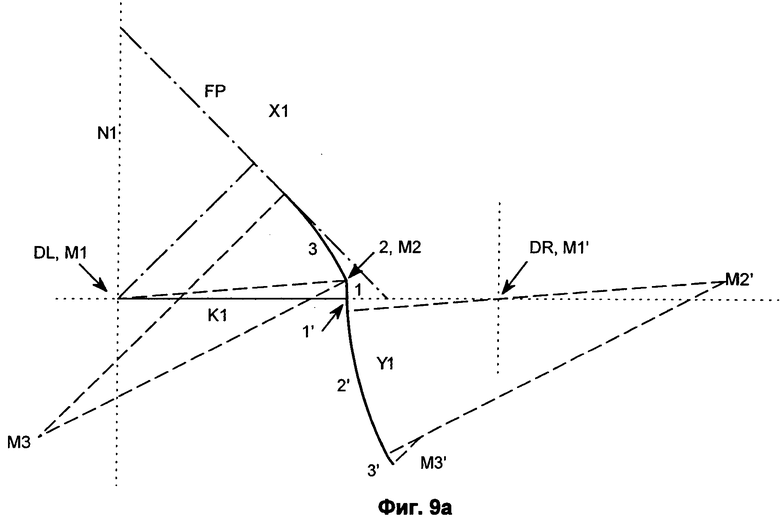
На фиг.9а показаны две соответствующие друг другу части профиля X1 (создающий профиль шнека) и Y1 (создаваемый профиль шнека) примеров шнековых элементов согласно изобретению, обладающих точечной и зеркальной симметрией. Часть профиля X1 образована дугами окружности 1, 2 и 3. Часть профиля Y1 образована соответствующими дугами окружности 1', 2' и 3'. Расстояние между центрами вращения нормировано на 1. Дуга окружности 3 касается прямой FP. В таблице 1 приведены радиусы, углы, начальные точки и центры дуг окружности.
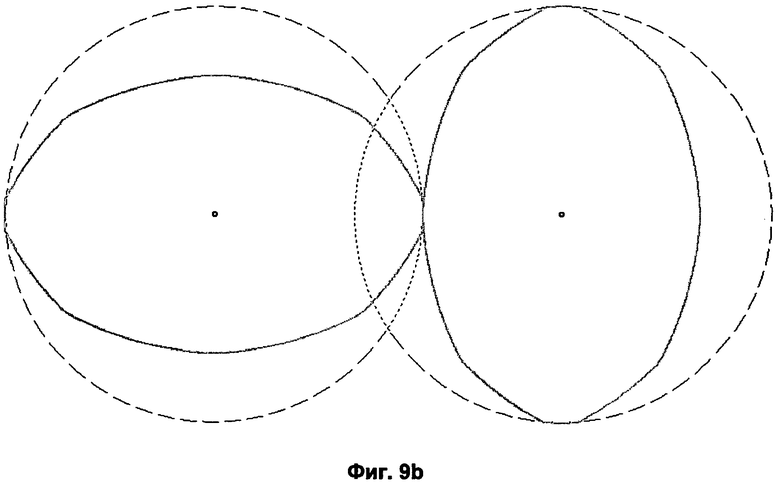
На фиг.9b изображен профиль с точной очисткой скоблением, получаемый из такового на фиг.9а посредством отражения, продолжения и поворота согласно изобретению. Угол гребня KW контура шнека с точной очисткой скоблением составляет 0,1598. Сумма всех углов гребня SKW равна 0,3196. На нынешнем техническом уровне угол гребня контура с точной очисткой скоблением KW0 равняется 0,399, а сумма всех углов гребня SKW0 0,799.
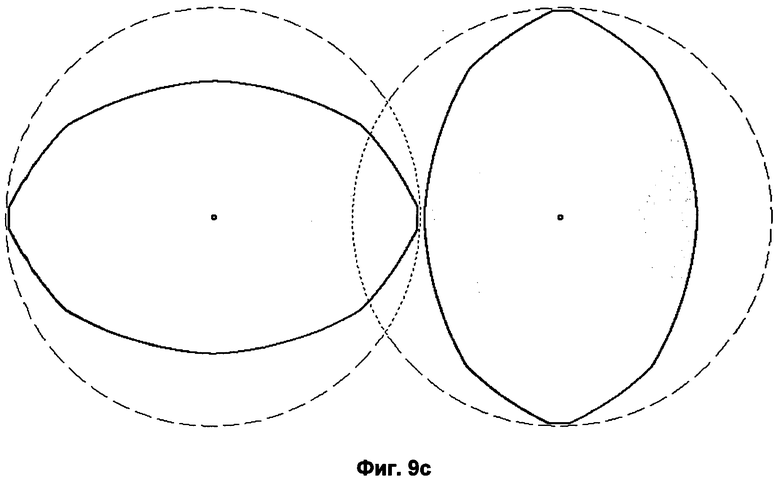
Фиг.9с представляет профиль, сконструированный с опорой на профиль с точной очисткой скоблением, представленный на фиг.9b, по методу пространственной эквидистанты. Диаметр корпуса составляет 0,61, а зазоры между корпусом и шнеком δ и между различными шнеками s в каждом случае равны 0,02. Шаг составляет 1,2.
Выполненный угол гребня этого профиля KWA=0,208. Сумма всех приведенных углов гребня SKWA равна 0,319.
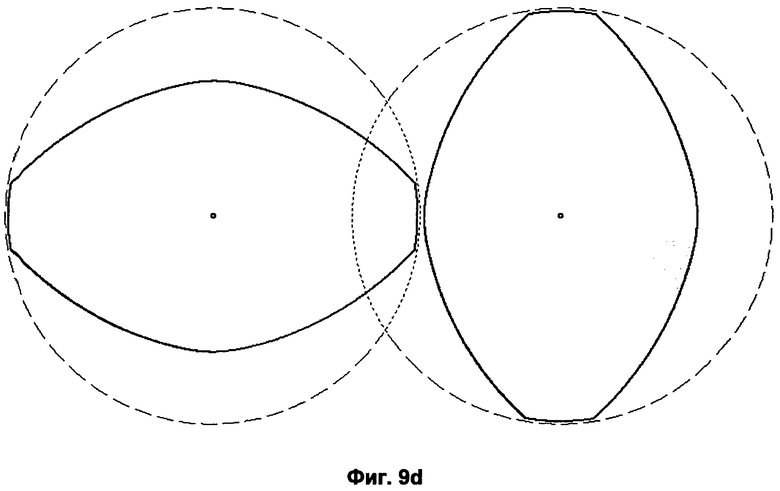
На фиг.9d показан профиль с тем же зазором и тем же шагом, что и на фиг.9с, соответствующий нынешнему техническому уровню. Выполненный угол гребня этого профиля KWA0 равен 0,329, а сумма всех выполненных углов гребня - 0,658.
Пластические массы, которые можно с высокой эффективностью и одновременно при щадящем отношении к продукту экструдировать согласно изобретению, - это, например, суспензии, пасты, стекло, керамические массы, металлы в форме расплава, пластмассы, расплавы пластмасс, растворы полимеров, эластомерные и каучуковые массы.
Предпочтительно применять пластмассы и растворы полимеров, особо предпочтительно - термопластические полимеры. В качестве термопластического полимера предпочтительно применять по меньшей мере один полимер из следующей группы: поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, полилактиды, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола и поливинилхлорид. Равным же образом предпочтительно применяют так называемые "бленды" (смеси) приведенных пластмасс, под каковым термином специалист подразумевает сочетание двух или более пластмасс. Особо предпочтительны поликарбонат и смеси, содержащие поликарбонат, крайне предпочтителен поликарбонат, например, полученный методом с границей раздела фаз или методом переэтерификации в расплаве.
Прочие предпочтительные применяемые материалы - это каучуки. В качестве каучука предпочтительно применяют по меньшей мере один из материалов, принадлежащий к группе, которую образуют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук. Разумеется, возможно также сочетание двух или более из приведенных каучуков или сочетание одного или более каучука с одной или несколькими пластмассами.
Эти термопласты и эластомеры можно применять в чистом виде или в виде смесей с наполнителями и армирующими веществами, в частности стекловолокном, в виде смесей друг с другом или с другими полимерами или в виде смесей с обычными добавками к полимерам.
В предпочтительной форме исполнения к пластическим массам, в особенности к расплавам полимеров и смесям полимерных расплавов, добавляют присадки. Их можно вводить вместе с полимером в экструдер в виде твердых веществ, жидкостей или растворов либо же по меньшей мере часть добавок (присадок) или все добавки вводят в экструдер через боковой поток.
Добавки могут придавать полимеру разнообразные свойства. Это могут быть, например, красители, пигменты, средства, способствующие обработке, наполнители, антиоксиданты, армирующие вещества, поглотители УФ-излучения и светостабилизаторы, деактиваторы металлов, уловители пероксидов, основные стабилизаторы, затравки, бензофураны и индолиноны, действующие в качестве стабилизаторов и антиоксидантов, средства, способствующие отделению от формы, добавки, препятствующие горению, антистатические средства, средства окрашивания и стабилизаторы расплавов. Примерами их являются сажа, стекловолокно, глина, слюда, графитные волокна, диоксид титана, углеродные волокна, углеродные нанотрубочки, ионные жидкости и натуральные волокна.
Преимущества, получаемые при использовании способа для различных полимеров, различны в зависимости от вида экструзионного процесса и вида пластической массы.
Если при экструзии полиэтилена и сополимеров полиэтилена температура слишком высока, то возрастают молекулярная масса, степень разветвления и поперечной сшивки. Кроме того, полиэтилен и сополимеры полиэтилена реагируют с кислородом воздуха в известном специалисту цикле автоокисления ([2] Hepperle, J.: Schädigungsmechanismen bei Polymeren. Polymeraufbereitung 2002, VDI-K, VDI-Verlag GmbH, [3] Zweifel, H.: Stabilization of Polymeric Materials. Berlin, Springer, м 1997, [4] Schwarzenbach, K. et al.: Antioxidants., в книге Zweifel, H. (Hrsg.): Plastics Additives Handbook. München, Hanser, 2001, [5] Cheng, H.N., Schilling, F.C., Bovey, F.A.: 13C Nuclear Magnetic Resonance Observation of the Oxidation of Polyethylene, Macromolecules 9 (1976) S.363-365) с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот и спиртов.
При экструзии сополимеров на основе полиэтилена и винилацетата в случае слишком высокой температуры дополнительно образуется интенсивно пахнущая и вызывающая коррозию уксусная кислота.
Если при экструзии полипропилена и сополимеров полипропилена температура слишком высока, то возрастает молекулярная масса. Кроме того, полипропилен и сополимеры полипропилена реагируют с кислородом воздуха в цикле автоокисления с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот и спиртов.
При экструзии поливинилхлорида в случае слишком высокой температуры поливинилхлорид выделяет вызывающий коррозию газообразный хлороводород, причем соляная кислота в свою очередь катализирует дальнейшее отщепление самой же соляной кислоты.
При экструзии полистирола в случае чрезмерно высокой температуры образуются вредный для здоровья стирол, а также димеры и тримеры стирола, причем молекулярная масса снижается и соответствующим образом ухудшаются механические свойства.
При экструзии сополимера полистирола и акрилонитрила (САН) продукт в случае термической нагрузки склоняется к пожелтению, что ведет к снижению прозрачности, образуются канцерогенный мономер акрилонитрил, а также стирол, при этом молекулярная масса снижается и соответствующим образом ухудшаются механические свойства.
При экструзии ароматических поликарбонатов продукт в случае избыточной термической нагрузки, в частности, под влиянием кислорода склоняется к пожелтению, что приводит к ухудшению прозрачности и демонстрирует снижение молекулярной массы, особенно под влиянием воды. Кроме того, при повышенной температуре отщепляются мономеры, например бисфенол А.
При экструзии сложных эфиров, как, например, полиэтилентерефталата, полибутилентерефталата и политриметилентерефталата или полилактидов, в случае слишком высокой температуры и влияния воды наблюдаются снижение молекулярной массы и сдвиг концевых групп в молекуле. Проблему это представляет собой прежде всего при вторичной утилизации полиэтилентерефталата. При высокой температуре от полиэтилентерефталата отщепляется уксусный альдегид, что может, например, приводить к изменениям во вкусе содержимого бутылок для напитков.
При экструзии термопластов, модифицированных по ударной вязкости с помощью диеновых каучуков, в частности с помощью бутадиенового каучука, в особенности при экструзии полистиролов модифицированного по ударной вязкости типа (HIPS) и модифицированного по ударной вязкости САН (акрилонитрил-бутадиен-стирола, АБС), в случае слишком высокой температуры отщепляются канцерогенный бутадиен, а также ядовитый винилциклогексен. Кроме того, в диеновом каучуке формируются поперечные сшивки, так что ухудшаются механические свойства продукта.
При экструзии полиоксиметилена в случае слишком высокой температуры отщепляется ядовитый формальдегид.
При экструзии полиамидов, как то: полиамида 6, полиамида 6,6, полиамида 4,6, полиамида 11 и полиамида 12, слишком высокая температура приводит к окрашиванию продукта и к снижению молекулярной массы и отделению мономеров и димеров и, следовательно, к ухудшению механических качеств, прежде всего в присутствии воды.
При экструзии термопластических полиуретанов слишком высокая температура приводит к изменению структуры молекул из-за переуретанизации, а в присутствии воды - к снижению молекулярной массы. Оба процесса нежелательным образом влияют на свойства термопластического полиуретана.
При экструзии полиметилметакрилата в случае избыточной термической нагрузки отщепляется метилметакрилат со снижением молекулярной массы, что вызывает неприятный запах и ухудшение механических свойств.
При экструзии полифениленсульфида слишком высокая температура вызывает отщепление содержащих серу органических и неорганических соединений, имеющих неприятный запах и способных вызвать коррозию в экструзионных инструментах. Кроме того, при этом образуются низкомолекулярные олигомеры и мономеры и снижается молекулярная масса, что ухудшает механические свойства полифениленсульфида.
При экструзии полифениленсульфона в случае слишком высокой температуры отщепляются органические соединения, прежде всего в присутствии воды. Также уменьшается молекулярная масса, из-за чего ухудшаются механические свойства.
При экструзии полифениленэфира в случае избыточной температуры отщепляются низкомолекулярные органические соединения, при этом снижается молекулярная масса. Это ведет к ухудшению механических свойств продукта.
При экструзии бутадиеновых каучуков, как, например, полибутадиена (BR), натурального каучука (NR) и синтетического полиизопрена (IR), бутилового каучука (IIR), хлорбутилового каучука (CIIR), бромбутилового каучука (BIIR), стирол-бутадиенового каучука (SBR), полихлоропрена (CR), бутадиен-акрилонитрилового каучука (NBR), частично гидрированного будадиен-акрилонитрилового каучука (HNBR), а также сополимеров этилена, пропилена и диенов (EPDM) в случае слишком высокой температуры из-за поперечной сшивки формируется гель, что приводит к ухудшению механических свойств изготовленных из него деталей. В хлорбутиловом и бромбутиловом каучуках при повышенной температуре возможно отщепление вызывающих коррозию газов хлороводорода или бромоводорода соответственно, которые в свою очередь опять же катализируют дальнейшее разложение полимера.
При экструзии смесей каучуков, содержащих вулканизаторы, как, например, серу или пероксиды, из-за слишком высокой температуры подвергаются преждевременной вулканизации. Из-за этого из этих смесей каучуков уже нельзя ничего изготовить.
При экструзии смесей одного или нескольких полимеров в случае слишком высоких температур проявляются недостатки экструзии каждого отдельного полимера.
Отдельную фазу дегазации полимеров при их изготовлении осуществляют на так называемых дегазирующих экструдерах. Дегазирующие экструдеры, в принципе, известны специалисту и описаны, например, в [1]. Для дегазирующих экструдеров характерны так называемые купола дегазации. Это корпусы с отверстиями, через которые могут отходить образующиеся пары. Известно, что возможна эксплуатация различных дегазирующих колпаков (куполов) при различных давлениях, если между этими куполами имеется «затор» из продукта, так что между зонами различного давления формируется уплотняющее разделение.
Шнековые элементы согласно изобретению предпочтительно применять в частично заполненных зонах, а особо предпочтительно - в зонах дегазации.
Дегазирующий экструдер согласно изобретению можно заполнять продуктом различным образом в зависимости от состояния, в котором получают полимер. В предпочтительном варианте в экструдер подают жидкую фазу, которая, помимо полимера, может содержать еще и растворитель и, возможно, остаточные мономеры. Состояния, в которых получают полимер после реакции и, при необходимости, предварительного выпаривания, известны специалисту. Примеры их следующие:
- полистирол с остаточным стиролом и, возможно, этилбензолом, толуолом, ксилолом, бутаноном или другим растворителем;
- сополимер стирола и акрилонитрила с остаточным стиролом, остаточным акрилонитрилом и, возможно, этилбензолом, толуолом, ксилолом, бутаноном или другим растворителем;
- линейный полиэтилен низкой или высокой плотности, разветвленный полиэтилен с растворителем, как то: гексаном, техническим гексаном, пропаном, изобутаном и мономерами, например пропиленом, бутеном-1, гексеном-1,4-метилпентеном-1, октеном-1 (процессы с суспензиями - это: процесс СХ фирмы Mitsui Chemicals (гексан), процесс Hostalen фирмы Basell (гексан), Chevron Philips USA (изобутан), процесс Borstar фирмы Borealis (пропан), Бельгия, и DSM используют гексан в процессе с растворителем), подробности приведены в [6] (Comparative Analysis of Various Polyethylene Production Technologies, Chem. And Petroleum Eng. Vol.44, Nos.7-8, 2008);
- поликарбонат с растворителем, например хлорбензолом и метиленхлоридом;
- полиметилметакрилат с мономером, т.е. метакрилатом.
В предпочтительном варианте в дегазирующий экструдер с жидкой подачей продукт подают с так называемой обратной дегазацией. В этом случае раствор полимера, при необходимости предварительно нагретый, вводят в двухшнековый экструдер и вспенивают в нем. Затем газы отводят по виткам двухшнекового экструдера назад к куполу дегазации. Вообще, такая обратная дегазация относится к нынешнему техническому уровню и описана, например, в [1] на стр.193-195. Концентрация поликарбоната в растворе составляет в этом случае от 55 масс.-% до 95 масс.-%, особо предпочтительно - от 65 масс.-% до 90 масс.-%.
В предпочтительном варианте подачи продукта в дегазирующий экструдер с жидкостью на входе в экструдер происходит мгновенное испарение, предпочтительно мгновенное испарение непосредственно над экструдером, так чтобы частично дегазированный расплав падал прямо на шнековые валы. Пары, образующиеся при выпаривании, предпочтительно отводят из бака-сепаратора, также расположенного над экструдером, с помощью одного или нескольких паропроводов. Температура раствора полимера находится предпочтительно в пределах от 180°С до 300°С, особо предпочтительно - от 200°С до 250°С. Мгновенное выпаривание предпочтительно проводят в диапазоне давления от 0,3 бар до 6 бар (абс.), особо предпочтительно - от 0,5 бар до 2 бар (абс.)
Еще в одном предпочтительном варианте подачи продукта в дегазирующий экструдер с жидкостью этот процесс имеет место в теплообменнике в виде пучка труб на входе в экструдер, расположенном над его валами, так что выходящий из труб частично дегазированный раствор полимера может падать непосредственно на валы. Между выходом из теплообменника в виде пучка труб и валами экструдера располагается еще один бак-сепаратор, в котором пары и раствор полимера отделяют друг от друга и который имеет по меньшей мере один выход для паров. Раствор полимера вводят через входное отверстие в верхнем конце испарителя в опускной трубе, а через распределительное днище подают во множество труб, которые обогреваются снаружи. Обогрев предпочтительно проводить с помощью конденсирующегося водяного пара, конденсирующегося органического теплоносителя или жидкого органического теплоносителя. Через внутреннюю поверхность труб тепловая энергия для испарения растворителя поступает в расплав поликарбоната. При этом компонент-растворитель испаряется и образует двухфазную газожидкостную смесь. Таким образом, удается избежать перегрева полимерного расплава. Отходящий парообразный растворитель обеспечивает постоянное перемешивание полимерного расплава и обновление его поверхности, что означает эффективное повышение его концентрации. Благодаря этому в испарительный экструдер подается расплав поликарбоната значительно более высокой концентрации, так что как энергоподача, так и длительность пребывания поликарбонатного расплава в экструдере можно уменьшить, обеспечивая при этом ту же или даже более высокую степень дегазации поликарбонатного расплава. Предпочтительно, чтобы на входе в теплообменник в виде пучка труб концентрация раствора полимера составляла от 50 до 80 вес.%. Температура обогрева труб составляет от 240°С до 360°С, предпочтительно - от 250°С до 340°С, а крайне предпочтительно - от 260°С до 300°С. На входе в экструдер концентрация полимера составляет от 80 до 99 вес.%, предпочтительно - от 90 до 99 вес.%. Давление в баке-сепараторе предпочтительно составляет от 0,3 бар до 6 бар (абс.), особо предпочтительно - от 0,5 бар до 2 бар (абс.)
Еще один предпочтительный вариант подачи продукта в дегазирующий экструдер с жидкостью состоит в использовании вспенивающего испарителя, описанного для поликарбоната, например, в европейском патенте ЕР 1740638. Вспенивающий испаритель может состоять, например, из пучка труб или из пластины с соплами. Из отверстий вспенивающего испарителя выступает пена полимерного расплава и растворитель покидает ее, сохраняется лишь незначительное остаточное содержание.
Этот вспенивающий испаритель предпочтительно располагают над валами экструдера так, что выступающий из труб раствор полимера может стекать прямо на валы. Между выходом из теплообменника в виде пучка труб и валами экструдера располагается еще один бак-сепаратор, в котором пары и раствор полимера отделяют друг от друга и который имеет по меньшей мере один выход для паров.
Особо предпочтительно использовать в качестве раствора полимера раствор поликарбоната.
В этом случае концентрация раствора поликарбоната на входе во вспенивающий испаритель составляет от 90 вес.% до 99,95 вес.%. В качестве опции в раствор поликарбоната также добавляют вспенивающий агент, например азот, CO2. Давление паров вспенивающего агента совместно с остаточным растворителем составляет от 0,1 до 100 бар, предпочтительно - от 0,5 до 60 бар, а особо предпочтительно - от 1 до 40 бар. Проходя через отверстия вспенивающего испарителя, раствор полимера разделяется на отдельные потоки под давлением от 0,1 до 20 мбар. Температура раствора полимера составляет от 250°С до 340°С. Давление в баке-сепараторе предпочтительно находится на уровне от 0,1 до 20 мбар.
На фиг.6 показан дегазирующий экструдер согласно изобретению. В зоне А через трубу мгновенного выпаривания 1 в экструдер подают раствор поликарбоната. Пары отделяют от раствора поликарбоната в баке дегазации 2. Зоны С, Е, G J и L - это зоны дегазации. Высвобождающиеся там пары отводят через купола дегазации 3. Зоны В, D, F и Н - это зоны отстоя, в которых с помощью «запруживающего» элемента создают пробку из продукта, позволяющую формировать различное давление в соседствующих друг с другом зонах. В зоне К дополнительно вводят селективный вытеснитель, чтобы повысить эффективность дегазации в зоне L. В зоне М полимер смешивают с боковым потоком, содержащим присадки, и повышают давление для фильтрования и работы в соплах, расположенных следом за экструдером.
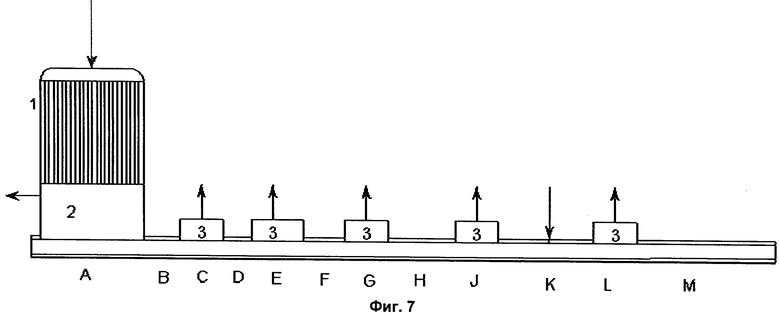
На фиг.7 показан еще один дегазирующий экструдер согласно изобретению. В зоне А через вертикальный предварительный нагреватель 1 в экструдер подают раствор поликарбоната. Пары отделяют от раствора поликарбоната в баке дегазации 2. Зоны С, Е, G J и L - это зоны дегазации. Высвобождающиеся там пары отводят через купола дегазации 3. Зоны В, D, F и Н - это зоны отстоя, в которых с помощью «запруживающего» элемента создают пробку из продукта, позволяющую формировать различное давление в соседствующих друг с другом зонах. В зоне К дополнительно вводят селективный вытеснитель, чтобы повысить эффективность дегазации в зоне L. В зоне М полимер смешивают с боковым потоком, содержащим присадки, и повышают давление для фильтрования и работы в соплах, расположенных следом за экструдером.
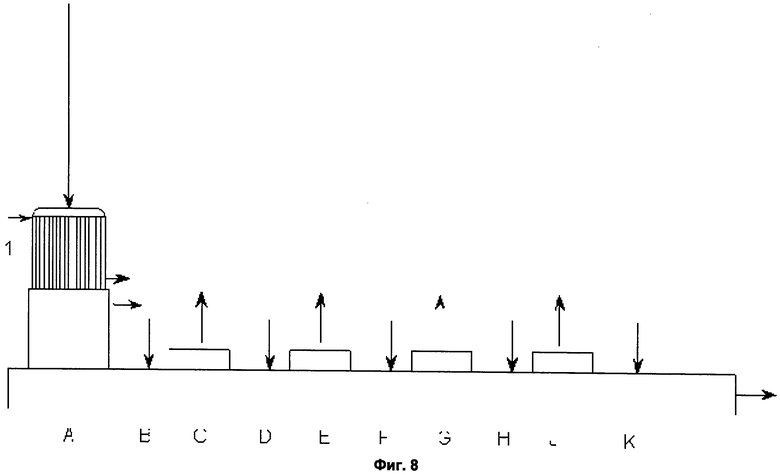
На фиг.8 представлен другой дегазирующий экструдер согласно изобретению со вспенивающим испарителем. В зоне А через вспенивающий испаритель 1 в экструдер подают раствор поликарбоната. Пары отделяют от раствора поликарбоната в сепараторе 2. В зонах В, D, F и Н добавляют и диспергируют селективный вытеснитель. В зонах С, Е, F, G и J от полимера отделяют летучие компоненты. В зоне К полимер смешивают с боковым потоком, содержащим присадки, а при необходимости - с другим полимером и повышают давление для фильтрования и работы в соплах, расположенных следом за экструдером.
Двухвальный или многовальный экструдер согласно изобретению при изготовлении полимеров можно также загружать частицами. В этом случае экструдер согласно изобретению служит прежде всего для расплавления, конфекционирования и смешения с присадками. Состояния, в которых получают полимер после реакции и, при необходимости, после предварительного выпаривания или осаждения, известны специалисту. Примеры их следующие:
- полипропилен, когда полимер получают в форме порошка после последней реакции;
- полиэтилен высокой плотности из процесса в газовой фазе или процесса с пульпой;
- эмульсионные полимеризаты, как, например, акрилонитрил-бутадиен-стирол после осаждения и, при необходимости, сушки.
При дополнительной обработке двухвальный или многовальный экструдер согласно изобретению особо удобно использовать в задачах с дегазацией. При этом особые выгоды получаются при прямой обработке вторичного сырья (полиэтилентерефталата), материала для бутылок, в каковом случае дегазация происходит при минимальной температурной нагрузке.
Особо предпочтительно использовать способ согласно изоберетению при изготовлении и компаундировании поликарбоната. В этом случае он обладает преимуществами в первую очередь в смысле цвета поликарбоната, каковой цвет у неокрашенного поликарбоната измеряют с помощью индекса желтизны (YI). При этом особо предпочтительно применять шнековые элементы согласно изобретению в зоне дегазации.
Дифенолы, пригодные для изготовления поликарбоната посредством способа согласно изобретению, многократно описаны на нынешнем техническом уровне.
Надлежащие дифенолы - это, например, гидрохинон, резорцин, дигидроксидифенил, бис-(гидроксифенил)-алканы, бис-(гидроксифенил)-циклоалканы, бис-(гидроксифенил)-сульфиды, бис-(гидроксифенил)-эфиры, бис-(гидроксифенил)-кетоны, бис-(гидроксифенил)-сульфоны, бис-(гидроксифенил)-сульфоксиды, α,α'-бис-(гидроксифенил)-диизопропилбензолы, а также их алкилированные, ядерно-алкилированные и ядерно-галогенированные соединения.
Предпочтительные дифенолы - это 4,4'-дигидроксидифенил, 2,2-бис-(4-гидроксифенил)-1-фенил-пропан, 1,1-бис-(4-гидроксифенил)-фенил-этан, 2,2-бис-(4-гидроксифенил)пропан, 2,4-бис-(4-гидроксифенил)-2-метилбутан, 1,3-бис-[2-(4-гидроксифенил)-2-пропил]бензол (бисфенол М), 2,2-бис-(3-метил-4-гидроксифенил)-пропан, бис-(3,5-диметил-4-гидроксифенил)-метан, 2,2-бис-(3,5-диметил-4-гидроксифенил)-пропан, бис-(3,5-диметил-4-гидроксифенил)-сульфон, 2,4-бис-(3,5-диметил-4-гидроксифен ил)-2-метилбутан, 1,3-бис-[2-(3,5-диметил-4-гидроксифен ил)-2- пропил]бензол и 1,1-бис-(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол ТМС).
Особо предпочтительные дифенолы - это 4,4'- дигидроксидифенил, 1,1-бис-(4-гидроксифенил)-фенил-этан, 2,2-бис-(4-гидроксифенил)-пропан, 2,2-бис-(3,5-диметил-4-гидроксифенил)-пропан, 1,1-бис-(4-гидроксифенил)-циклогексан и 1,1-бис-(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол ТМС).
В случае гомополикарбонатов применяют только один дифенол, а в случае сополикарбонатов применяют несколько дифенолов, причем само собой разумеется, что применяемые дифенолы, как и все иные химикаты и вспомогательные вещества, применяемые для синтеза, могут нести загрязнения, обусловленные их собственным синтезом, переработкой и хранением, хотя и желательно работать с сырьевыми материалами максимально возможной чистоты.
Монофункциональные прерыватели цепи, необходимые для задания молекулярного веса, как, например, фенол или алкилфенолы, особенно фенол, пара-трет-бутилфенол, изооктилфенол, кумилфенол, их эфиры хлоругольной кислоты или хлорангидриды монокарбоновых кислот либо же смеси этих прерывателей цепи, добавляют в реакционную смесь либо с бисфенолатом или бисфенолатами, либо же в на любом этапе, пока в реакционной смеси еще присутствуют фосген или концевые группы хлоругольной кислоты, либо же при использовании в качестве обрывателей цепи хлорангидридов и эфиров хлоругольной кислоты, пока наличествует достаточно фенольных групп формирующегося полимера. Предпочтительно, однако, добавлять прерыватель или прерыватели цепи после фосгенирования в таком месте или в такой момент, когда фосгена более не имеется, но катализатор еще не был добавлен. В качестве альтернативы возможно также их введение до катализатора, совместно с катализатором или параллельно ему.
Таким же образом при необходимости в синтетическую смесь добавляют разветвители или смеси разветвителей. Обычно, однако, разветвители добавляют до прерывателей цепи. Как правило, используют трисфенолы, кватерфенилы [?] или хлорангидриды трикарбоновых и тетракарбоновых кислот либо же смеси полифенолов или хлорангидридов. Некоторые из пригодных к применению в качестве разветвителей соединений с тремя или более чем тремя фенольными гидроксильными группами - это, например, флороглюцин, 4,6-диметил-2,4,6-три-(4-гидроксифенил)-гептен-2, 4,6-диметил-2,4,6-три-(4-гидроксифенил)-гептан, 1,3,5-три-(4-гидроксифенил)-бензол, 1,1,1-три-(4-гидроксифенил)-этан, три-(4-гидроксифенил)-фенилметан, 2,2-бис-(4,4-(4-гидроксифенил)-циклогексил]-пропан, 2,4-бис-(4-гидроксифенил-изопропил)-фенол и тетра-(4-гидроксифенил)-метан.
Некоторые из прочих трифункциональных соединений - это 2,4-дигидроксибензойная кислота, тримезиновая кислота, цианурхлорид и 3,3-бис-(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол.
В качестве разветвителей предпочтительны 3,3-бис-(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол и 1,1,1-три-(4-гидроксифенил)-этан.
В синтезе поликарбоната с поверхностью раздела фаз предпочтительно используют такие катализаторы, как третичные амины, в частности триэтиламин, трибутиламин, триоктиламин, N-этилпиперидин, N-метилпиперидин, N-i/n-пропилпиперидин; четвертичные соли аммония, например гидроксид, хлорид, гидросульфат, тетрафторборат тетрабутиламмония, трибутилбензиламмония или тетраэтиламмония; а также соединения фосфония, соответствующие соединениям аммония. Эти соединения описаны в литературе как типичные катализаторы для процесса с поверхностью раздела фаз, доступны на рынке и известны специалисту. Катализаторы можно вводить во время синтеза по отдельности, в смеси либо независимо друг от друга одновременно или последовательно, при необходимости также и до фосгенирования; предпочтительно, однако, вводить их после внесения фосгена, если только в качестве катализатора не используют ониевое соединение или смесь ониевых соединений. В этом случае предпочтительно добавление катализатора до фосгенирования. Добавлять катализатор или катализаторы можно в чистом виде, в нейтральном растворителе, предпочтительно в том же растворителе, что используют и в синтезе поликарбоната, либо же в виде водного раствора; в случае третичных аминов - в виде солей аммония с кислотами, предпочтительно минеральными, особенно соляной кислотой. При использовании нескольких катализаторов или введении катализатора по частям можно, разумеется, в различных местах или на различных этапах осуществлять добавление различным образом. Общее количество используемого катализатора составляет от 0,001 до 10 мол.% от количества использованных бисфенолов, предпочтительно от 0,01 до 8 мол.%, особо предпочтительно - от 0,05 до 5 мол.%.
Синтез поликарбонатов можно осуществлять непрерывным или прерывистым образом. Поэтому реакция может происходить в котлах с мешалкой, реакторах в виде труб, реакторах с перекачиванием или в каскадах котлов с мешалками, или же в сочетаниях этих емкостей. При этом следует с помощью уже упомянутых органов перемешивания обеспечить, чтобы разделение водной и органической фаз происходило по возможности лишь тогда, когда реакция в синтез-смеси завершилась, т.е. когда в смеси больше нет способного к омылению хлора из фосгена или эфиров хлоругольной кислоты.
После введения фосгена может оказаться целесообразным некоторое время перемешивать органическую и водную фазы, прежде чем добавлять разветвитель (если только он не добавлен вместе с бисфенолатом), прерыватель цепи и катализатор. Выгодна может оказаться такая пауза после добавления любого компонента. Продолжительность такого дополнительного перемешивания составляет от 10 секунд до 60 минут, предпочтительно - от 30 секунд до 40 минут, особо предпочтительно - 1-15 минут.
Органическая фаза может состоять из одного растворителя или смесей нескольких растворителей. Подходящие растворители - это хлорированные углеводороды (алифатические и/или ароматические), предпочтительно дихлорметан, трихлорэтилен, 1,1,1-трихлорэтан, 1,1,2-трихлорэтан и хлорбензол, а также их смеси. Также можно, однако, применять ароматические углеводороды, как то: бензол, толуол, мета-, пара- или орто-ксилол или ароматические простые эфиры, например анизол, поодиночке, в смеси с хлорированными углеводородами или в дополнение к ним. В другой форме исполнения синтеза применяют растворители, которые не растворяют поликарбонат, а только вызывают его набухание. Поэтому в сочетании с растворителями можно применять также вещества, не являющиеся растворителями поликарбоната. При этом в качестве растворителей можно использовать и растворители, которые сами растворяются в водной фазе, как, например, тетрагидрофуран, 1,3/1,4-диоксан или 1,3-диоксолан, если партнер-растворитель формирует вторую органическую фазу.
Реакционную смесь, состоящую по меньшей мере из двух фаз, прошедшую реакцию и содержащую самое большее следовые количества (<2 ppm) эфиров хлоругольной кислоты, оставляют отстаиваться для разделения фаз. Щелочную водную фазу полностью или частично возвращают в синтез поликарбоната как водную фазу либо же подают на очистку сточных вод, где отделяют растворитель и катализатор и возвращают их. В другом варианте переработки после отделения органических загрязнений, в особенности растворителей и остатков полимеров, а при необходимости - после доведения рН до определенного значения, например добавлением едкого натра, отделяют соль, которую, например, можно направить на электролиз хлоридов щелочных металлов, а водную фазу при необходимости снова направляют на синтез.
Органическую фазу, содержащую поликарбонат, можно на этом этапе очистить от всех загрязнений - щелочи, ионов или катализатора. Даже и после одного или более процессов разделения органическая фаза содержит определенные количества щелочной водной фазы в мелких каплях, а также катализатор, как правило, третичный амин. Процедуры разделения (осаждения) можно также поддержать, пропуская органическую фазу через баки осаждения, котлы с мешалками, осаждающие резервуары или сепараторы либо же сочетания этих приборов, причем на всех или на некоторых этапах разделения, при необходимости используя активные или пассивные средства перемешивания, можно добавлять воду.
После этого грубого отделения щелочной водной фазы органическую фазу один или несколько раз отмывают разбавленными кислотами: минеральными, карбоновыми, гидроксикарбоновыми и/или сульфоновыми кислотами. Предпочтительны водные растворы минеральных кислот, в особенности соляная кислота, фосфористая кислота и фосфорная кислота, а также смеси этих кислот. Концентрация этих кислот должна находиться в пределах от 0,001 до 50 вес.%, предпочтительно - от 0,01 до 5 вес.%.
Кроме того, органическую фазу многократно отмывают обессоленной или дистиллированной водой. Отделение органической фазы, возможно, диспергированной с частями органической фазы, после отдельных этапов отмывки осуществляют с помощью баков осаждения, котлов с мешалками, осаждающих резервуаров или сепараторов либо же их сочетаний, причем между этапами отмывки, при необходимости используя активные или пассивные средства смешивания, можно добавлять воду.
Между отдельными этапами отмывки либо же после отмывки можно при необходимости добавлять кислоты, предпочтительно растворенные в растворителе, который является основой раствора полимера. На этом этапе предпочтительно использовать газообразный хлороводород и фосфорную или фосфористую кислоту, которые при необходимости также можно применять в смесях.
На следующем этапе этот очищенный раствор подают в испарительный экструдер согласно изобретению с особыми геометрическими параметрами шнеков.
К поликарбонатам, полученным по способу согласно изобретению, для изменения их свойств можно добавлять обычные присадки и добавки (например, вспомогательные и армирующие вещества). Добавление присадок и добавок способствует продлению срока службы (например, стабилизаторы гидролиза или разложения), улучшению стабильности цвета (например, термостабилизаторы и УФ-стабилизаторы), упрощению обработки (например, средства, облегчающие извлечение из формы, и средства, способствующие текучести), улучшению потребительских качеств (например, антистатики), улучшению огнезащиты, влияет на внешний вид (например, органические красители, пигменты) или изменяет свойства полимера в соответствии с определенными нагрузками (модификаторы ударной вязкости, тонкодисперсные минералы, волокна, кварцевая мука, стекловолокно и углеродное волокно).
Ниже следует пояснение изобретения на основе фиг.1, изображающей пример исполнения.
Раствор полимера направляют по подающему трубопроводу 1 в открытый вниз теплообменник в виде пучка труб 2. Теплообменник в виде пучка труб обогревают теплоносителем, который подают в точке 3, а отводят в точке 4. В конце труб раствор полимера с падением давления выходит в бак-сепаратор 5, расположенный непосредственно над экструдером. Высвободившийся газ отводят по трубопроводу для паров 6. Продукт падает прямо во входную зону 7 экструдера и через зону уплотнения 8 поступает в первую зону дегазации 9, имеющую купол дегазации 10. После этого располагаются другие зоны затора (уплотнения) 8 и зоны дегазации 9. Перед последним куполом дегазации в месильной зоне 11 через точку подачи 12 вводят азот. В точке подачи 13 также добавляют присадки и при необходимости расплавленный полимер, которые смешиваются с потоком полимера в зоне повышения давления и смешивания 14.
Приведенные ниже примеры предназначены для иллюстративного пояснения изобретения и не налагают на него ограничений.
Относительная вязкость поликарбоната по определению представляет собой отношение вязкости раствора полимера к вязкости чистого растворителя. Обычно ее измеряют в дихлорметане при концентрации в 5 г полимера на один литр растворителя 25°С.
Контрольный пример 1
6750 кг/ч раствора, содержащего 65% поликарбоната, подают в дегазирующий экструдер, соответствующий фиг.6. До мгновенного выпаривания температура раствора составляет 230°С. Все зоны оснащены шнековыми элементами, соответствующими нынешнему техническому уровню. Зоны А-L оснащены двухходовыми элементами, а зона М - трехходовыми. Относительная вязкость раствора поликарбоната составляет 1,295. Скорость вращения экструдера равна 350 об/мин. Абсолютное давление на входе (зона А) составляет 1,4 бар, а давление в зонах С, Е, G, J и L поэтапно снижают с 1 бар (абс.) до 5 мбар (абс). В зоне К в качестве селективного вытеснителя подают и диспергируют азот в количестве 15 кг/ч.
Температура после выпаривающего экструдера составляет 398,4°С, остаточное содержание хлорбензола ниже 400 ppm. Индекс желтизны составляет 1,9.
Пример 2
6750 кг/ч раствора, содержащего 65% поликарбоната, подают в дегазирующий экструдер, соответствующий фиг.6. До мгновенного выпаривания температура раствора составляет 230°С. Зоны А, В, С, D, Е, F, G и М оснащены шнековыми элементами, соответствующими нынешнему техническому уровню. Зоны J, К и L оснащены шнековыми элементами согласно изобретению. Относительная вязкость раствора поликарбоната составляет 1,295. Скорость вращения экструдера равна 350 об/мин. Абсолютное давление на входе (зона А) составляет 1,4 бар, а давление в зонах С, Е, G, J и L поэтапно снижают с 1 бар (абс.) до 5 мбар (абс). В зоне К в качестве селективного вытеснителя подают и диспергируют азот в количестве 15 кг/ч.
Температура после выпаривающего экструдера составляет 386,7°С, остаточное содержание хлорбензола ниже 400 ppm. Индекс желтизны составляет 1,5.
Контрольный пример 3
7500 кг/ч раствора, содержащего 65% поликарбоната, подают в дегазирующий экструдер, соответствующий фиг.7. До вхождения в экструдер раствор предварительно подогревают с помощью теплообменника в виде пучка труб 1. Все зоны оснащены шнековыми элементами, соответствующими нынешнему техническому уровню. Зоны А-L оснащены двухходовыми элементами, а зона М - трехходовыми. Относительная вязкость раствора поликарбоната составляет 1,295. Скорость вращения экструдера равна 350 об/мин. Абсолютное давление на входе (зона А) составляет 1,4 бар, а давление в зонах С, Е, G, J и L поэтапно снижают с 1 бар (абс.) до 5 мбар (абс). В зоне К в качестве селективного вытеснителя подают и диспергируют азот в количестве 15 кг/ч.
Температура после выпаривающего экструдера составляет 399,4°С, остаточное содержание хлорбензола ниже 400 ppm, а индекс желтизны составляет 2,2.
Пример 4
7500 кг/ч раствора, содержащего 65% поликарбоната, подают в дегазирующий экструдер, соответствующий фиг.6. До мгновенного выпаривания температура раствора составляет 230°С. Зоны А, В, С, D, Е, F, G и М оснащены шнековыми элементами, соответствующими нынешнему техническому уровню. Зоны J, К и L оснащены шнековыми элементами согласно изобретению. Относительная вязкость раствора поликарбоната составляет 1,295. Скорость вращения экструдера равна 350 об/мин. Абсолютное давление на входе (зона А) составляет 1,4 бар, а давление в зонах С, Е, G, J и L поэтапно снижают с 1 бар (абс.) до 5 мбар (абс). В зоне К в качестве селективного вытеснителя подают и диспергируют азот в количестве 15 кг/ч.
Температура после выпаривающего экструдера составляет 388°С, остаточное содержание хлорбензола ниже 400 ppm, а индекс желтизны составляет 1,7.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2516399C9 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2496643C9 |
| СПОСОБ ДЕГАЗАЦИИ, УСТРОЙСТВО ДЕГАЗАЦИИ И ПРИМЕНЕНИЕ ШНЕКОВЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2643544C2 |
| ОДНОХОДОВЫЕ ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ЛИНИИ ГРЕБНЯ | 2009 |
|
RU2531279C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ВИСКОЭЛАСТИЧНЫХ МАСС, ПРИМЕНЕНИЕ И СПОСОБ | 2010 |
|
RU2550175C9 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2500533C2 |
| СПОСОБ УДАЛЕНИЯ ЛЕТУЧИХ КОМПОНЕНТОВ ИЗ ЭЛАСТОМЕРСОДЕРЖАЩИХ СРЕД И ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ЭТОГО УСТРОЙСТВА ДЕГАЗАЦИИ | 2014 |
|
RU2684367C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ ДЛЯ МНОГОВАЛЬНЫХ ШНЕКОВЫХ МАШИН | 2014 |
|
RU2673517C2 |
| СВЕРХЧИСТЫЕ ПОЛИКАРБОНАТЫ С ХОРОШЕЙ СОБСТВЕННОЙ ОКРАСКОЙ И ВЫСОКОЙ ТЕРМОСТАБИЛЬНОСТЬЮ, УСТРОЙСТВО И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2566822C2 |
| ШНЕКОВЫЕ ЭЛЕМЕНТЫ С УМЕНЬШЕННЫМ НАКЛОНОМ ГРЕБНЯ | 2009 |
|
RU2522624C9 |

Изобретение относится к способу экструзии пластических масс. Согласно способу применяют шнековые элементы для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, имеющие два (или более) хода шнека, с заданным межосевым расстоянием и заданным наружным диаметром. Изобретение обеспечивает повышение качества экструзии пластических масс. 16 з.п. ф-лы, 13 ил., 1 табл., 4 пр.
1. Способ экструзии пластических масс с применением шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, имеющих два или более хода шнека Z, с межосевым расстоянием А и наружным диаметром DE, отличающийся тем, что сумма углов гребня пары элементов больше 0 и меньше чем
2. Способ по п.1, отличающийся тем, что профили создающего и создаваемого профиля шнековых элементов в каждом случае составлены из 6*Z или более дуг окружности с радиусом больше нуля или равным нулю и меньше или равным А, причем дуги окружности в конечных точках переходят друг в друга тангенциально.
3. Способ по п.2, отличающийся тем, что в каждом случае одна пара шнековых элементов так называемых соответствующих дуг окружности создаваемого и создающего профиля шнека отличается тем, что
- углы соответствующих дуг имеют равную величину,
- сумма радиусов соответствующих дуг равна расстоянию между осями,
- в каждом случае одна из линий, соединяющих центр дуги окружности создающего профиля шнека с ее конечными точками, проходит параллельно одной из линий, соединяющих центр соответствующей дуги окружности создаваемого профиля шнека с ее конечными точками,
- направления на конечные точки какой-либо дуги окружности создающего профиля шнека от центра дуги окружности в каждом случае противоположны направлениям на конечные точки соответствующей дуги окружности создаваемого профиля шнека от центра дуги окружности,
- центр дуги окружности создающего профиля шнека находится от центра соответствующей дуги окружности создаваемого профиля шнека на таком расстоянии, которое соответствует расстоянию между осями,
- линия, соединяющая центр дуги окружности создающего профиля шнека с центром соответствующей дуги окружности создаваемого профиля шнека параллельна линии, соединяющей центр вращения создающего профиля шнека с центром вращения создаваемого профиля шнека,
- направление, в котором надо сдвинуть центр дуги окружности создающего профиля шнека, чтобы перекрыть центр соответствующей дуги создаваемого профиля шнека, идентично тому, в котором необходимо сдвинуть центр вращения создающего профиля шнека, чтобы перекрыть центр вращения создаваемого профиля шнека.
4. Способ по п.2, отличающийся тем, что по меньшей мере за одной дугой гребня профиля следует дуга окружности радиусом 0.
5. Способ по п.2, отличающийся тем, что по меньшей мере за одной дугой гребня профиля следует дуга окружности радиусом больше 0 и меньше 1/10 диаметра шнека.
6. Способ по п.2, отличающийся тем, что дуги гребня и дуги паза при движении вокруг профиля встречаются попеременно.
7. Способ по п.1, отличающийся тем, что количество осей симметрии шнековых элементов соответствует числу ходов.
8. Способ по п.1, отличающийся тем, что шнековые элементы обладают точечной симметрией, но не зеркальной симметрией.
9. Способ по п.1, отличающийся тем, что шнековые элементы выполнены как транспортировочные элементы.
10. Способ по п.1, отличающийся тем, что шнековые элементы применяют в зоне дегазации или в зоне транспортировки.
11. Способ по п.1, отличающийся тем, что между шнековыми элементами и корпусом и/или между соседствующими шнековыми элементами имеются зазоры размером в пределах от 0,1 до 0,001 от диаметра шнекового профиля.
12. Способ по п.1, отличающийся тем, что пластические массы - это термопласты или эластомеры.
13. Способ по п.12, отличающийся тем, что в качестве термопласта применяют поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола и поливинилхлорид либо же смесь по меньшей мере двух из вышеуказанных термопластов.
14. Способ по п.13, отличающийся тем, что в качестве термопласта применяют поликарбонат или смесь поликарбоната с другими полимерами.
15. Способ по п.14, отличающийся тем, что поликарбонат изготовлен способом с границей раздела фаз или способом переэтерификации в расплаве.
16. Способ по п.12, отличающийся тем, что в качестве эластомера применяют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук или сочетание по меньшей мере двух из указанных эластомеров.
17. Способ по любому из пп.1-16, отличающийся тем, что к полимеру добавляют наполнители, или армирующие вещества, или присадки к полимерам, или органические или неорганические пигменты, или их смеси.
| 0 |
|
SU160204A1 | |
| US 5487602 A, 30.01.1996 | |||
| WO 2009153002 A1, 23.12.2009; | |||
| WO 2009152973 A1, 23.12.2009 | |||
| Двухшнековый экструдер | 1988 |
|
SU1581590A1 |

