Изобретение относится к сварочному производству, в частности к устройствам для смешивания порошков для наплавки, и может быть использовано при восстановлении и упрочнении деталей плазменной наплавкой и другими способами восстановления, в которых применяются наплавочные порошки.
Известен порошковый питатель, включающий корпус-камеру, в верхней части которой размещен бункер для порошка, выходное отверстие которого совмещено с кольцевой загрузочной канавкой вращающегося диска, размещенного в корпус-камере [1].
Недостатком этого питателя является то, что в нем предусмотрен только один бункер для порошка, следовательно, нет возможности смешивания различных порошков в требуемой пропорции. Использование смеси порошков приводит к сегрегации и неоднородности подаваемой порошковой смеси. Также в известном устройстве не определена частота вращения вращающегося диска с загрузочной канавкой.
Предлагаемое техническое решение позволяет смешивать два вида порошков для наплавки в различной пропорции в зависимости от требуемых физико-механических свойств наплавляемого покрытия, а также определять частоту вращения вращающегося диска с загрузочной канавкой.
Указанный технический результат достигается тем, что в предлагаемом устройстве система подачи порошка состоит из двух бункеров, подающих порошок на два наклонных диска, вращающихся независимо друг от друга.
На чертеже представлена схема порошкового питателя.
Устройство для смешивания и подачи порошковой смеси для плазменной наплавки включает корпус-камеру, состоящую из крышки 1 и основания 17, соединенных между собой винтами 10, систему подачи порошка, состоящую из двух бункеров 2. Бункеры 2 устанавливаются в порошкопроводы 8 с помощью наконечников 21, которые жестко закреплены на крышке 1 корпус-камеры с помощью винтов 9. Между бункером 2 и порошкопроводом 8 установлены шайбы 19. В корпус-камере установлены два диска 4, размеры которых задаются конструктивно и зависят от размеров устройства. Они имеют загрузочные канавки и жестко закреплены на якорях электродвигателей постоянного тока 3 с помощью винтов 12. На боковой поверхности дисков 4 нанесена насечка 20 вдоль образующей. Электродвигатели 3 зафиксированы в обойме 18, жестко закрепленной на основании 17 с помощью винтов 11. Угол между плоскостью вращения дисков 4 и осью симметрии порошкового питателя лежит в диапазоне 30-45°, данный диапазон обеспечивает хорошую текучесть и качество подаваемой порошковой смеси [2]. В корпус-камере установлены штуцер 5, к которому присоединяется трубка 16, для подачи через нее транспортирующего газа и штуцер 6 с присоединенной к ней трубкой 15 для подачи смеси порошков и транспортирующего газа в зону наплавки. С передней части корпус-камеры прикреплено стекло 7 с помощью винтов 14 для осуществления визуального контроля за процессом смешивания и подачи смеси порошков в зону наплавки. Для предотвращения утечки транспортирующего газа через неплотности между валом электродвигателя 3 и основанием 17 корпус-камеры в обойму 18 установлены манжеты 13.
Устройство для смешивания и подачи порошковой смеси для плазменной наплавки работает следующим образом.
Порошки для наплавки, обеспечивающие требуемые физико-механические свойства, засыпаются в бункеры 2 и по порошкопроводам 8 подаются на кольцевые загрузочные канавки вращающихся дисков 4. Диски 4, вращаясь, снимают определенное количество порошка и подают его в нижнюю часть корпус-камеры в место установки штуцера 6, где они под действием силы тяжести ссыпаются с загрузочных канавок, перемешиваются и, увлекаясь потоком транспортирующего газа, подаваемого по штуцеру 5, через штуцер 6, подаются в зону наплавки. В зависимости от требуемой пропорции и количества подаваемой порошковой смеси, с помощью блока управления (не показан), устанавливаются необходимые частоты вращения дисков 4, путем изменения сопротивления якорей электродвигателей постоянного тока 3. Стекло 7 позволяет обеспечить визуальный контроль за процессом дозирования, смешивания и транспортировки порошковой смеси. Насечка 20, нанесенная на боковую поверхность дисков 4, позволяет контролировать равномерность их вращения. Количество подаваемого порошка можно регулировать не только изменением частот вращения дисков 4, но и изменением количества шайб 20. Например, увеличение их количества приведет к увеличению расстояния между наконечником 21 и загрузочной канавкой диска 4, вследствие чего на них будет подаваться большее количество порошка.
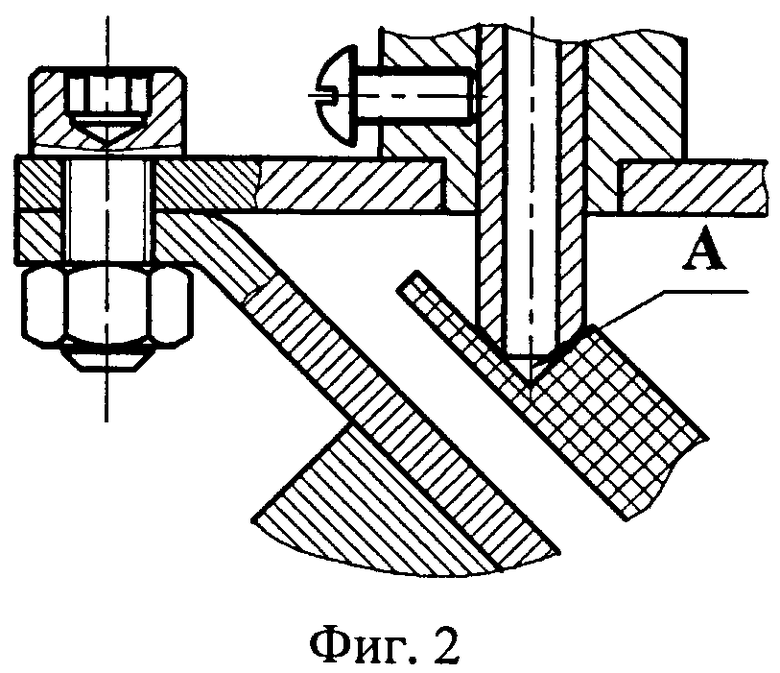
Для регулировки количества подаваемого порошка в зону наплавки необходимо вывести формулу зависимости частоты вращения дисков 4 и количества подаваемого порошка. На фиг.2 представлена расчетная схема для определения частоты вращения диска. Расчет будем проводить из условия наклона плоскости вращения диска к оси симметрии устройства под углом 45°, а выходное отверстие наконечника и загрузочная канавка образуют равнобедренный прямоугольный треугольник А, гипотенуза которого равна диаметру отверстия наконечника.
Так как прямоугольный треугольник равнобедренный, то, выражая из формулы Пифагора длину катета а через гипотенузу с, получим

Зная длины катетов а и b прямоугольного треугольника, можем определить его площадь
При условии, что катеты прямоугольного треугольника равны, тогда

В нашем случае с является диаметром отверстия наконечника. Подставляя площадь полученного треугольника в формулу расхода жидкости Q через сечение площадью S, получим
Необходимо определить скорость центра тяжести сечения Vc, для этого воспользуемся формулой определения скорости точки, через радиус вращения центра тяжести треугольника r (так как площадь треугольника мала, по сравнению с размерами диска, то примем радиус вращения центра тяжести сечения равным радиусу загрузочной канавки) и частоту вращения n
Подставляя значения в формулу, получим
Умножив обе части формулы на насыпную плотность порошка ρ, получим формулу для массового расхода QM порошка в зависимости от частоты вращения диска, диаметра отверстия порошкопровода и радиуса загрузочной канавки
Выражая из этой формулы частоту вращения диска, получим формулу зависимость частоты вращения диска от конструктивных особенностей устройства, массового расхода порошка и его свойств
Источники информации
1. Патент 2263725 МПК С23С 24/04, В05В 7/14, В23К 9/18, 2004 г.
2. Патент 2248866 МПК В23К 9/18, G01F 13/00, 2003 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2453407C2 |
| Устройство для дозирования порошков с последующим смешиванием | 2019 |
|
RU2709180C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ МЕТАЛЛАМИ И СМЕСЯМИ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2600154C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНЫХ ПОРОШКОВЫХ ПРОВОЛОК | 2008 |
|
RU2367547C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2312746C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2428288C1 |
| Питатель для дозировки порошкообразных материалов | 1982 |
|
SU1068537A1 |
| БУНКЕР-ДОЗАТОР ДЛЯ ПОДАЧИ ПОРОШКА И СВЯЗУЮЩЕГО В ЗОНУ ПРИВАРКИ | 2015 |
|
RU2607678C1 |
Изобретение относится к сварочному производству, в частности к устройствам для смешивания порошков для наплавки, и может быть использовано при восстановлении и упрочнении деталей. Устройство содержит камеру, систему подачи порошка, состоящую из двух бункеров, закрепленных в верхней части камеры с помощью порошкопроводов, двух дисков, имеющих загрузочные канавки, жестко закрепленных на якорях электродвигателей постоянного тока. Угол между плоскостью вращения дисков и осью симметрии порошкового питателя лежит в диапазоне 30-45°, что обеспечивает хорошую текучесть и качество подаваемой порошковой смеси. В камере установлены штуцер для подачи в нее транспортирующего газа и штуцер для подачи смеси порошков и транспортирующего газа в зону наплавки. Изобретение позволяет смешивать два вида порошков для наплавки в различной пропорции в зависимости от требуемых физико-механических свойств наплавляемого покрытия. 1ил.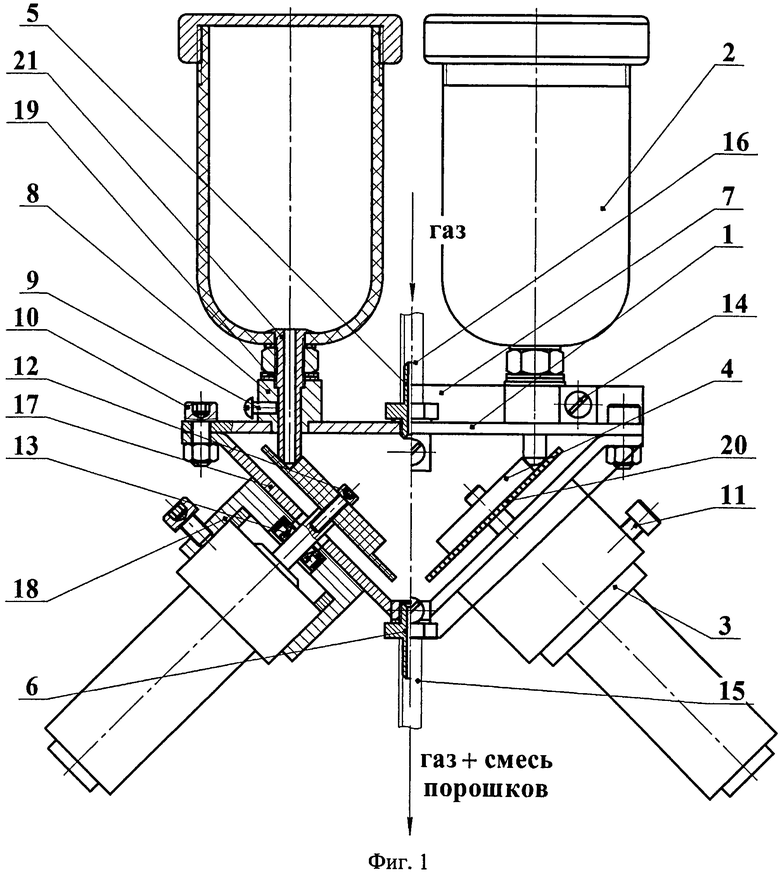
Устройство для подачи порошковой смеси для плазменной наплавки, содержащее корпус в виде камеры, в верхней части которой размещен бункер для порошка с наконечником, выходное отверстие которого совмещено с кольцевой загрузочной канавкой вращающегося диска, размещенного в камере, отличающееся тем, что оно снабжено вторым бункером для порошка с наконечником, вторым вращающимся диском с кольцевой загрузочной канавкой и блоком управления частотой вращения дисков, при этом оба диска установлены в камере под углом к оси симметрии порошкового питателя с возможностью вращения независимо друг от друга и с возможностью изменения расстояния между загрузочной канавкой соответствующего вращающегося диска и соответствующим отверстием наконечника бункера для порошка.
| ПОРОШКОВЫЙ ПИТАТЕЛЬ | 2004 |
|
RU2263725C1 |
| Порошковый питатель | 1979 |
|
SU1003926A1 |
| 0 |
|
SU238985A1 | |
| Механический дебалансный вибратор | 1957 |
|
SU111791A1 |
| JP01152284A 14.06.1989 | |||
| US7001672A 21.02.2006 | |||
| US6730178B2 04.05.2004 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИРОДЫ МЕЖКОЛОННЫХ ГАЗОПРОЯВЛЕНИЙ НА СТАДИИ БУРЕНИЯ, ЭКСПЛУАТАЦИИ И КОНСЕРВАЦИИ ГАЗОВЫХ СКВАЖИН МНОГОПЛАСТОВОГО МЕСТОРОЖДЕНИЯ ГЕОХИМИЧЕСКИМИ МЕТОДАМИ | 1998 |
|
RU2175050C2 |

