Изобретение относится к сварочному производству, а именно к способам изготовления электродных порошковых проволок, применяющиеся при сварке и наплавке.
Известен способ изготовления электродных порошковых проволок, включающий размещение порошкового материала внутри стальной трубки [1].
Недостатком способа является возможность сепарации порошков различной плотности внутри стальной трубки.
Изобретение позволяет получить новый технический эффект - отсутствие сепарации порошкового материала в электродных порошковых проволоках.
Этот технический эффект достигается тем, что электродная проволока протягивается через бункер с напекаемым порошковым материалом за счет подачи двумя парами вращающихся ведущих и ведомых роликовых электродов, при этом ведущая пара роликовых электродов подключена параллельно к источнику тока, а один из роликовых электродов ведомой пары подключен к одному из роликовых электродов ведущей пары.
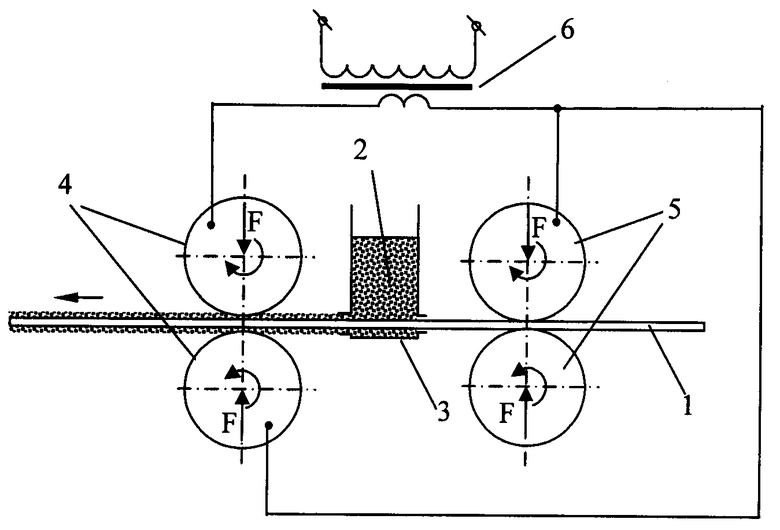
На чертеже показана схема реализации способа.
Схема способа включает в себя электродную проволоку 1, на которую напекается порошковый материал 2 из бункера 3. Электродная проволока 1 подается ведущей парой вращающихся роликовых электродов 4 и ведомой парой вращающихся роликовых электродов 5, которые подсоединены к источнику тока 6.
Способ изготовления электродных порошковых проволок осуществляется следующим образом. Электродную проволоку 1 протягивают через бункер 3 с порошковым материалом 2. Протягивание осуществляется между двумя парами вращающихся роликовых электродов ведущей 4 и ведомой 5, причем частота вращения ведущей пары незначительно превышает частоту вращения ведомой пары для обеспечения натяжения электродной проволоки 1. Один из роликовых электродов ведущей пары 4 и один из роликовых электродов ведомой пары 5 подключены к источнику тока 6. При прохождении тока через электродную проволоку 1 она нагревается с максимальной температурой на середине расстояния между парами вращающихся роликовых электродов 4 и 5. В этом месте расположен бункер 3 с порошковым материалом 2, который напекается на нагретую электродную проволоку 1. После прохождения через бункер 3 электродная проволока 1 с напеченным слоем порошкового материала 2 втягивается между ведущей парой вращающихся роликовых электродов 4, которые подключены параллельно к источнику тока 6. Проходящий между ведущей парой вращающихся роликовых электродов 4 ток нагревает электродную проволоку 1 с напеченным слоем порошкового материала 2 и формообразует по профилю образующей роликовых электродов, то есть можно получить электродную порошковую проволоку различного сечения.
Спекание порошкового материала на электродной проволоке позволяет предотвратить сепарацию порошкового материала, тем самым позволив использовать для изготовления электродных порошковых проволок разные по плотности и магнитным свойствам порошковые материалы.
Пример
На электродную проволоку диаметром 1,8 мм напекался порошковый материал марки ПГ-С1. Сила тока между роликовыми электродами 4 и 5 - 400 А, между парой роликовых электродов 4-100 А. После напекания порошка на электродную проволоку получали слой напеченного порошка на электродной проволоке толщиной 0,2…0,4 мм. Прочность сцепления порошка с электродной проволокой достигает 30 МПа.
Источники информации
1. Стеклов О.И. Порошковые присадочные материалы в сварке плавлением. - М.: Высш. шк., 1984. - С.33-34, рис.10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ | 2008 |
|
RU2361706C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ ПЛАВЛЕНИЕМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2007 |
|
RU2354515C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| ШИХТА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАПЕКАНИЯ | 2002 |
|
RU2208661C1 |
| Способ нанесения покрытий из металлического порошка на поверхность деталей цилиндрической формы | 1986 |
|
SU1445857A1 |
| Способ нанесения покрытий из металлического порошка | 1983 |
|
SU1135554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ С ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ | 2001 |
|
RU2267034C2 |
| Порошковая лента | 1981 |
|
SU959962A1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| Способ получения армированного покрытия | 1989 |
|
SU1655747A1 |
Изобретение может быть использовано для изготовления проволоки для сварки и наплавки. Металлический порошок наносят на проволоку путем протягивания ее через бункер с порошком за счет подачи двумя парами вращающихся ведущих и ведомых роликовых электродов и напекания порошка на проволоку за счет нагрева электродной проволоки проходящим через роликовые электроды током. Бункер с металлическим порошком размещают посередине расстояния между парами вращающихся ведущих и ведомых роликовых электродов. К источнику тока подключают оба роликовых электрода ведущей пары с обеспечением прохождения тока между ними через электродную проволоку. Один из роликовых электродов ведомой пары подключают к одному из роликовых электродов ведущей пары. Способ обеспечивает эффективный нагрев проволоки и высокую прочность сцепления порошка с электродной проволокой. 1 ил.
Способ изготовления проволоки с напеченным слоем порошка, включающий нанесение металлического порошка на проволоку путем протягивания ее через бункер с металлическим порошком за счет подачи двумя парами вращающихся ведущих и ведомых роликовых электродов и напекания порошка на проволоку за счет нагрева электродной проволоки проходящим через роликовые электроды током, отличающийся тем, что бункер с металлическим порошком размещают посередине расстояния между парами вращающихся ведущих и ведомых роликовых электродов, при этом оба роликовых электрода ведущей пары подключают к источнику тока с обеспечением прохождения тока между ними через электродную проволоку, а один из роликовых электродов ведомой пары подключают к одному из роликовых электродов ведущей пары.
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| Способ нанесения флюса | 1976 |
|
SU647078A1 |
| US 3088195 A1, 07.05.1963. | |||

